物料不良品统计表
不良品统计图

7.63%
6.00% 4.00%
2.84%
4.61%
4.11%
2.00% 0.46% 0.38%
0.59%
0.86%
0.00%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
广东 卓业 打火 机制 造有 限公
司
12月 份车 间制 程不 良品 统计 表
一、 质量 目标 达 成: (包 装)
40.00%
12月份来料不良比例分析图
20.00%
0.00%
分厂
沃旺
正声 兴扬日兴昌
华振
祥瑞
杰达
易龙泰风磊
浩宇 德顺鑫 华信 宇达
精诚 精诚 杰凯威
深圳市奋进威电子科技有限公司
12月投诉事件
1、出厂大货合格率:99.89 %(公司目标:99.70%) 2015年12月份共出货 2187928 PCSS,退回不良品有2487 PCS。
包装 车间
总产量 机型 不良品数 比例
6427340 8BL 9BL 11980 5000 3.55% 1.48%
合格数 A1
14450 4.28%
1.65%
6089960 不良品数
A2
A5
DB2
6660 3450 1970
1.97% 1.02% 0.58%
5.88%
1.27%
2.79% 4.00% 2.42% 0.62% 1.02%
1、检测 制程检 验合格 率:94. 75 %(公 司目 标:99. 20%)
337380
不良比例 5.25%
DC2
DF
DH
DK DK2 DN DS1 DY1
不良品统计表样表
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
00000000 00000000 00000000 00000000
0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
0 0.000%
#DIV/0! #DIV/0! #DIV/0!
17:30-19:30 总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30 17:30-19:30
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
不良品分析统计表

256
0
不良率 0.00%
良率=产品总数/抽检数*抽检不良品总数/产品总数
100
90
#DIV/0!
80
#DIV/0!
70
#DIV/0!
60
#DIV/0!
50
#DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
40
30
20
10
0
0
0
0
0
0
0
0
0
0
#DIV/0!
可接受
B类-可接受
全天总产品不良率
抽检数
抽检不良品总数
256
0
不良率 0.00%
抽检数
抽检不良品总数
椭圆
水纹
不良品
0
备注:
压盖不良数量分类统计
盖体毛边 缺料 压坏
0
0
0
0
0
0
0
0
0
0
0
0
0
0
产品不良项目 变形 黑点 色差 椭圆
水纹
不良品合计
0 0 0 0 0 0 0
不良率 (%)
0.00% 0.00% #DIV/0! #DIV/0! #DIV/0! #DIV/0! 0.00%
数量
柏拉图分析
不良率%
盖口毛边
0
盖体毛边
0
缺料
0
压坏
0
变形
0
3:50 黑 点
色差
椭圆 水纹
不良品
0
时间
23:40 3:50 0:00 0:00 0:00 0:00 总计
样品 数 盖口毛边
128
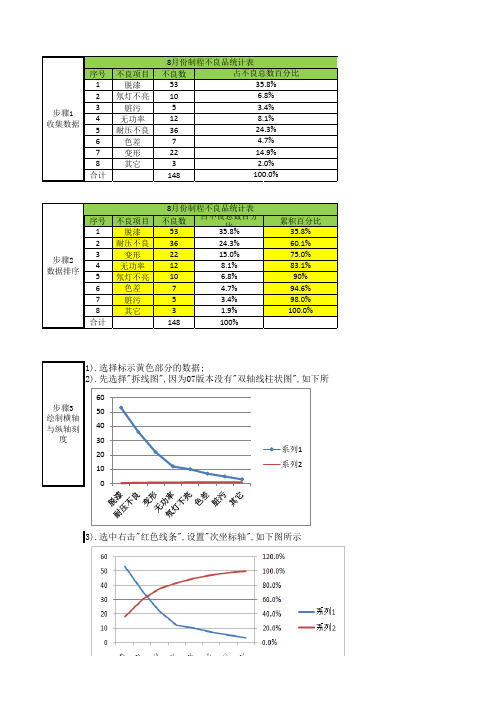
不良品统计表图表
序号不良项目不良数1脱漆532氖灯不亮103脏污54
无功率125
耐压不良366
色差77
变形228
其它3合计148
序号不良项目不良数占不良总数百分比累积百分比1脱漆5335.8%35.8%2耐压不良3624.3%60.1%3变形2215.0%75.0%4
无功率128.1%83.1%5
氖灯不亮10 6.8%90%6
色差7 4.7%94.6%7
脏污5 3.4%98.0%8
其它3 1.9%100.0%合计148100%
步骤1
收集数据步骤2
数据排序步骤3
绘制横轴
与纵轴刻
度3).选中右击"红色线条",设置"次坐标轴",如下图所示
100.0%8月份制程不良品统计表1).选择标示黄色部分的数据;
2).先选择"拆线图",因为07版本没有"双轴线柱状图",如下所8.1%24.3%4.7%14.9%2.0%8月份制程不良品统计表占不良总数百分比35.8%6.8%3.4%010
20
30
405060
系列1系列2
5).再选中右击蓝色线条,更改图表类型为柱状图,如下所示6).再选中右击红色线条,更改"数据系列格式",如下图所示4).选中更改左右和下面轴线的格式,如下图所示
35.8%
60.1%75.0%83.1%90%94.6%98.0%0%10%20%30%40%50%60%70%80%90%100%0102030405060708090100110120130140系列1系列2。
不良品统计表样表
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
流痕 0
缩印 0
划伤 划痕 白痕 花纹
0
数量
1 0.8 0.6 0.4 0.2
0
调试
数量
0
过色 0
缺料 0
顶白 0
拉白 0
杂色 0
总计
19:30-21:30 21:30-23:30 23:30-1:30 1:30-3:30 3:30-5:30 5:30-7:30
总计
7:30-9:30 9:30-11:30 11:30-13:30 13:30-15:30 15:30-17:30
00000000 00000000 00000000 00000000 00000000 00000000 00000000
录
0
0
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
色差 0
修伤 0
黑点 0
特殊情况 记录
数量
划痕 花纹
物料不良明细表
确认人 日期 合计 1 2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
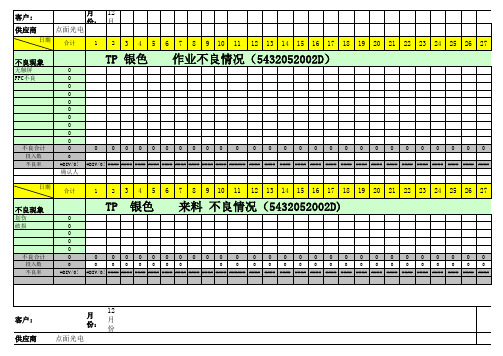
不良现象
划伤 破损 0 0 0 0 0 0
0 #DIV/0!
TP
银色
来料 不良情况(5432052002D)
不良合计
投入数 不良率
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 #DIV/0! #### #### #### #### #### #### #### #### #### ###### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####
不良合计
投入数 合格数 目标值 不良率
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
#REF! #### #### #### #### #### ####
#### #### 95%
#### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### 95% 95% 95% 95% 95% 95% 95% 95% 95% 95% 95% 95% 95% 95% 95% 95%
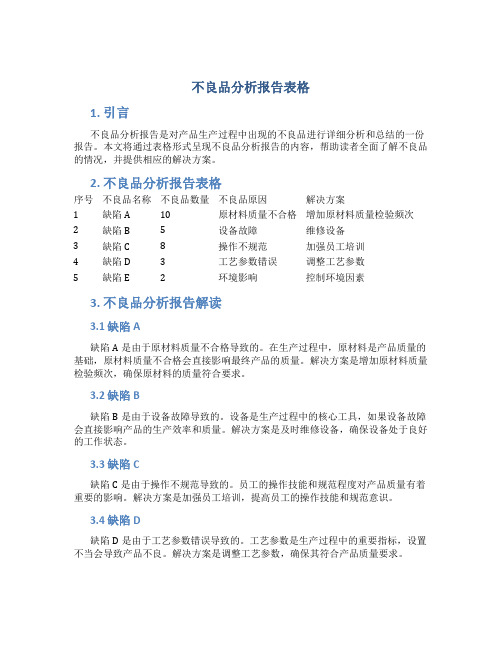
不良品分析报告表格
不良品分析报告表格1. 引言不良品分析报告是对产品生产过程中出现的不良品进行详细分析和总结的一份报告。
本文将通过表格形式呈现不良品分析报告的内容,帮助读者全面了解不良品的情况,并提供相应的解决方案。
2. 不良品分析报告表格序号不良品名称不良品数量不良品原因解决方案1 缺陷A 10 原材料质量不合格增加原材料质量检验频次2 缺陷B 5 设备故障维修设备3 缺陷C 8 操作不规范加强员工培训4 缺陷D 3 工艺参数错误调整工艺参数5 缺陷E 2 环境影响控制环境因素3. 不良品分析报告解读3.1 缺陷A缺陷A是由于原材料质量不合格导致的。
在生产过程中,原材料是产品质量的基础,原材料质量不合格会直接影响最终产品的质量。
解决方案是增加原材料质量检验频次,确保原材料的质量符合要求。
3.2 缺陷B缺陷B是由于设备故障导致的。
设备是生产过程中的核心工具,如果设备故障会直接影响产品的生产效率和质量。
解决方案是及时维修设备,确保设备处于良好的工作状态。
3.3 缺陷C缺陷C是由于操作不规范导致的。
员工的操作技能和规范程度对产品质量有着重要的影响。
解决方案是加强员工培训,提高员工的操作技能和规范意识。
3.4 缺陷D缺陷D是由于工艺参数错误导致的。
工艺参数是生产过程中的重要指标,设置不当会导致产品不良。
解决方案是调整工艺参数,确保其符合产品质量要求。
3.5 缺陷E缺陷E是由于环境影响导致的。
环境因素如温度、湿度等会对产品的质量产生影响。
解决方案是控制环境因素,提供适宜的生产环境。
4. 结论通过以上分析,我们可以看出不良品产生的原因多种多样,涉及到原材料、设备、操作、工艺和环境等方面。
针对不同的原因,我们提出了相应的解决方案。
通过执行这些解决方案,可以有效降低不良品的数量,提高产品质量,提升生产效率。
5. 参考无。
不良品统计表
5
6
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
22 23 24 25 26 27 28 29 30 31
不良品统计表
序号
料号
物料描述
IQC检验不良 数
生产线退不良品
作业不 来料不
良
良
上月盘点数
来料不料作业不良 原材料来料不
(2)仓原库存
良
良品转
来料不良
作业不 良
作业不良出库
作业不 良出库
作业2仓转1仓 作业1仓转2仓 报废
转良品 出生产 出零星
转来料不 良
作业不良 出库总数
当前原材料(2)仓不良实 际库存
来料不良调仓
作业不良
来料不良
来料2仓转1 来料1仓转2
仓
仓
报废
出生产
来料不良出库
来料不良出库 出零星 转作业不良 转良品
退供应商
来料不良 出库总数
售后退 其它
来料不良
来料转 入
其它
来料转 出
其它 作业转
入
其它作 当前仓库不良实际库存 仓库不 每日退供应商
业转出 来料不良 作业不良 良总计 1 2 3 4
物料不良品处理表格

部门编号领料人日期
物料用途说明
物料形态说明物料编号
品名规格
申领数量
实发量
不足量领料人签字
供应商编号送货人
日期
物料形态说明物料编号
品名规格
型号
应入库
实入库
收货人签字
复核
复核
出 库 单
□原材料 □辅助材料 □半成品 □成品 □不良品 □其财务仓库主管
仓库管理员
□原材料 □辅助材料 □半成品 □成品 □不良品 □其财务仓库主管
仓库管理员
入 库 单
领 料 单
部门编号仓库
日期
物料形态说明物料编号
品名规格
型号
应出量
实出量
责任人签字
部门编号仓库日期产品编号
品名规格
应入量
实入量
不足量
责任人签字
部门
编号
复核
复核
财务仓库主管
仓库管理员
成品出库单
财务仓库主管
仓库管理员
成品入库单
□原材料 □辅助材料 □半成品 □成品 □不良品 □其
仓库日期
客户产品编号
品名规格
应发量
实发量
不足量
责任人签字
部门编号仓库日期物料编号
品名规格
出库数量
实发量
不足量
责任人签字
财务仓库主管
仓库管理员
复核
复核
仓库主管
仓库管理员
销售出库单
财务
□其他
单价发料人备注
□其他
单位单价备注
□其他
单位单价备注
单位单价备注
单价发料人备注单价发料人备注。