工序卡表格等
课程设计工序过程卡

课程设计工序过程卡一、引言课程设计工序卡是一种用于记录和管理课程设计过程的工具,它能够帮助教师和学生系统化地规划、执行和评估课程设计任务。
本文将详细介绍课程设计工序卡的相关内容,包括其定义、作用、设计要素以及使用方法等。
二、定义课程设计工序卡是一种记录课程设计过程的卡片或表格,主要用于规划、追踪和评估课程设计项目的不同阶段和工作流程。
它通常包括课程设计的目标、任务分解、时间安排、资源需求以及评估指标等关键信息,以帮助教师和学生实施课程设计工作。
三、作用1.规划课程设计:课程设计工序卡可以帮助教师和学生对课程设计任务进行合理的规划和安排,明确每个阶段的目标和任务,并合理分配时间和资源。
2.追踪课程设计:通过填写课程设计工序卡,教师和学生可以实时了解课程设计工作的进展情况,及时调整计划,确保任务按时完成。
3.评估课程设计:课程设计工序卡中通常包含评估指标和标准,可以帮助教师和学生对课程设计的质量进行评估,及时发现问题并加以改进。
四、设计要素1.课程设计目标:明确课程设计的目标和意义,如培养学生的实践能力、提高问题解决能力等。
2.任务分解:将课程设计任务分解成多个具体的工作任务,明确每个任务的具体要求和完成时间。
3.时间安排:根据任务的优先级和工作量,合理安排每个任务的时间节点,确保整个课程设计项目的进展。
4.资源需求:列出完成课程设计所需的各种资源,如图书、实验器材、软件等,以便提前准备。
5.评估指标:制定评估指标和标准,用于评价课程设计的质量以及学生的表现。
五、使用方法1.制定工序卡模板:根据自己的需求和实际情况,设计适合自己课程设计项目的工序卡模板,包括各项必要的信息。
2.填写工序卡内容:在设计的工序卡模板中填写具体的信息,包括课程设计的目标、任务分解、时间安排、资源需求和评估指标等。
3.实施课程设计工作:按照工序卡中的任务安排和时间节点,有序地进行课程设计工作,确保按照计划完成任务。
4.监督和评估:根据工序卡中的评估指标和标准,对课程设计的质量和学生的表现进行监督和评估,发现问题及时改进。
工序卡模板
机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第1页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第2页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第3页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第4页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第5页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第6页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第7页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第8页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第9页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第10页。
机械制造工艺过程工序卡
机械制造工艺过程工序卡工序卡一般包括以下几个主要部分:1.产品信息:包括产品名称、图号、规格型号等基本信息。
2.材料信息:对所需的材料进行详细的描述,包括材质、尺寸、数量等。
3.设备信息:列出完成该工序所需的设备和工具,包括机械设备、测量工具等。
4.工序描述:对该工序的具体内容进行详细描述,包括加工方法、工艺要求、操作顺序、加工参数等。
5.检验要求:列出对产品进行检验的项目和方法,包括检验原则、检验仪器等。
6.安全要求:对该工序中需要注意的安全事项进行说明,如穿戴防护用品、操作规范等。
7.时间要求:对该工序完成所需的时间进行估计和安排。
8.流程图:用流程图形象地表示该工序的操作过程。
以下是一个精简版的机械制造工艺过程工序卡示例:产品信息:-产品名称:螺钉-图号:A123-规格型号:M4x20材料信息:-材质:碳钢- 尺寸:直径4mm,长度20mm-数量:1000个设备信息:-设备1:自动车床-设备2:攻丝机工序描述:1.在自动车床上进行材料切削,将材料加工成螺钉的粗型。
2.检查螺钉的直径和长度,确保符合要求。
3.将螺钉移到攻丝机上进行攻螺纹操作。
4.检查螺纹的牙距和牙型,确保符合要求。
5.对螺钉进行清洁和表面处理,保证质量。
6.进行最终的检查,确保产品质量达标。
检验要求:1.尺寸检验:使用外径和长度测量工具进行测量。
2.螺纹检验:使用螺纹规进行检查。
安全要求:-操作设备时要佩戴防护手套和眼镜。
-操作过程中保持机器和工作区域清洁,防止意外发生。
时间要求:-该工序预计完成时间为2小时。
流程图:[图片描述:包括自动车床、攻丝机和检查工具的流程图]以上是一个简单的机械制造工艺过程工序卡示例,具体的卡片内容可以根据工艺要求和实际情况进行调整。
工序卡的制定和使用可以帮助企业实现产品制造过程的标准化和规范化,提高生产效率和产品质量。
生产工序记录表
生产工序记录表生产工序记录表是记录生产过程中各个工序所执行的具体步骤和操作的重要文档。
通过记录每个工序的详细信息,能够确保生产过程的顺利进行,保证产品质量和生产效率。
填写要求在填写生产工序记录表时,需注意以下几点:1.工序编号:每个工序都有一个唯一的编号,用于区分不同的工序;2.工序名称:工序的简要描述,清晰明了;3.执行人:负责执行该工序的人员姓名;4.执行时间:具体执行该工序的时间,精确到分钟级别;5.操作步骤:记录该工序的具体操作步骤,按照实际操作顺序填写;6.操作方法:描述执行该工序的具体方法和技巧;7.注意事项:列出在执行该工序时需要特别注意的事项;8.质量记录:记录该工序执行过程中的质量状况,包括合格品数量、不良品数量等;9.备注:对该工序执行过程中的特殊情况或需要说明的事项进行备注。
样例工序编号工序名称执行人执行时间操作步骤操作方法注意事项质量记录备注001 准备原材料张三8:00 检查原材料质量;称量原材料;准备加工设备使用天平称量原材料,确保准确;准备好所需的设备和工具原材料质量需符合标准要求;注意设备使用安全规范合格:100kg;不良:1kg002 原材料清洗李四9:00 使用清洁剂清洗原材料;冲洗干净;晾干选择适用的清洁剂,注意使用方法;彻底冲洗,确保无残留;晾干时间避免受伤,注意清洗剂的使用安全;确保干燥无不良总结生产工序记录表是生产过程中必不可少的文档,它记录了生产过程中每个关键工序的具体操作步骤、质量记录等重要信息,有助于提高生产效率和产品质量。
正确填写和使用生产工序记录表对于企业的生产管理具有重要意义,有助于组织和规范生产过程,确保产品质量和生产效率的提升。
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工艺过程及工序卡片模板
机械加工工艺过程及工序卡片模板一、工艺规划工艺规划是在设计任务和制造要求的基础上,确定产品的加工工艺和加工工序的流程,具体步骤如下:1.了解产品的使用功能、要求以及材料的特性,确定最佳的加工方法和加工工艺。
2.绘制产品的工艺流程图,包括加工工序、顺序和设备选择等。
3.制定加工工艺卡,记录每个加工工序的详细信息,包括工具刀具的选择、加工参数等。
二、技术准备技术准备包括原材料准备、机床设备准备和工装量具准备等,具体步骤如下:1.检查原材料的规格、质量和数量是否符合要求,如有问题及时采取补救措施。
2.检查机床设备的运行状态和性能,确保设备正常运行。
3.准备需要的工装量具,确保其准确性和可靠性。
三、加工操作加工操作是根据工艺规划和技术准备的要求,对原材料进行加工操作,具体步骤如下:1.根据工艺流程图和加工工艺卡,按照预定的顺序进行加工工序。
2.调整和选择合适的机床设备,安装和装夹好加工零件。
3.根据加工工艺卡的要求,合理设置机床的工作参数和工装量具的位置。
4.进行切削、剪切、钻孔、磨削等加工操作,确保加工质量和加工效率。
四、检验与维护在加工过程中,需要进行产品质量的检验和设备维护,具体步骤如下:1.进行零件的尺寸和表面质量的检验,确保零件的几何精度和表面质量符合要求。
2.检查机床设备的工作状态和性能,及时发现和解决问题,确保设备的正常运行。
3.根据机床设备的维护手册,定期对设备进行清洁、润滑和维护保养,延长设备的使用寿命。
以上是机械加工工艺过程的一般步骤和主要内容。
下面是一个工序卡片的模板,供参考:工序卡片工序名称:(填写工序名称)主要工艺参数:1.切削速度:(填写切削速度,单位)2.进给速度:(填写进给速度,单位)3.切削深度:(填写切削深度,单位)刀具/工具:1.刀具名称:(填写刀具名称)2.刀尖半径:(填写刀尖半径,单位)3.刀具材料:(填写刀具材料)4.工具冷却方式:(填写工具冷却方式)夹具/工装:1.夹具类型:(填写夹具类型)2.夹具安装位置:(填写夹具安装位置)3.工装定位方式:(填写工装定位方式)检验要求:1.尺寸精度:(填写尺寸精度要求)2.表面质量:(填写表面质量要求)3.其他检验要求:(填写其他检验要求)注意事项:1.在操作中注意安全,佩戴必要的防护设备。
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
室内装修工程施工工序表
室内装修工程施工工序表一、前期准备阶段1. 办理施工许可证:在进行室内装修工程前,首先要办理相应的施工许可证,确保工程合法进行。
2. 施工图纸设计:根据业主的需求及现有的空间情况,进行室内装修的设计图纸制作,包括平面布置、立面、剖面、各种材料使用图纸等,确保施工图纸合理合法。
3. 装修材料选购:在确定了施工图纸后,需要根据设计图纸,选购各种装修材料,包括瓷砖、地板、涂料、墙纸、木材等。
4. 施工团队组建:选择合适的施工团队,包括设计师、施工队长、工人等。
5. 施工工程计划编制:根据施工图纸和选购的装修材料,制定施工工程的计划安排,包括工期、工作量的计划。
6. 安全评估:对施工现场进行安全评估,确保施工过程中的安全。
二、室内拆除阶段1. 拆除旧有装修:根据设计图纸和现场情况,将需要拆除的旧有装修进行清理,包括地板、墙面、天花板等。
2. 管道改造:对原有水电管道进行改造,确保新装修工程的管道走向和设施布置。
3. 隔断建设:根据设计需要,进行隔断建设,包括砌墙、石膏板隔断等。
4. 地面处理:对地面进行清理、找平、找正、找线,并进行防水处理。
5. 天花板处理:对天花板进行清理、找正、找线,并进行天花板的施工。
6. 墙面处理:对墙面进行清理、找正、找线,并进行墙面的施工。
7. 窗户门的更换:如有需要,对窗户门进行更换。
8. 空调布线:根据设计图纸,进行空调的布线工作。
9. 粉刷:对整个室内进行粉刷,包括底漆、中漆、面漆等。
10. 灯具安装:对灯具进行安装,包括吊灯、壁灯等。
三、室内装饰阶段1. 地板铺设:根据设计图纸,对地板进行铺设,包括地砖、木地板等。
2. 墙面装饰:根据设计图纸,对墙面进行装饰,包括贴墙纸、涂料、瓷砖等。
3. 天花板装饰:根据设计图纸,对天花板进行装饰,包括吊顶、吊顶板等。
4. 室内门窗安装:将已经购买好的室内门窗进行安装。
5. 地暖安装:如有需要,进行地暖系统的安装。
6. 空调安装:将购买好的空调进行安装。
机械加工工艺过程卡片及工序卡片(1)
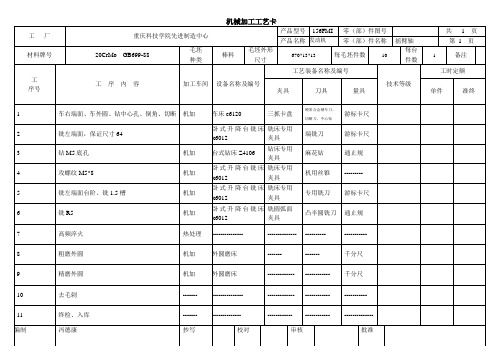
产品名称发动机零(部)件名称摇臂轴第 1 页材料牌号20CrMo GB699-88 毛坯种类棒料毛坯外形尺寸670*13*13 每毛坯件数10每台件数1 备注工序号工序内容加工车间设备名称及编号工艺装备名称及编号技术等级工时定额夹具刀具量具单件准终1 车右端面、车外圆、钻中心孔、倒角、切断机加车床c6120 三抓卡盘硬质合金钢车刀、切断刀、中心钻游标卡尺2 铣左端面,保证尺寸64 卧式升降台铣床x6012铣床专用夹具端铣刀游标卡尺3 钻M5底孔机加台式钻床Z4106 钻床专用夹具麻花钻通止规4 攻螺纹M5*8 机加卧式升降台铣床x6012铣床专用夹具机用丝锥---------5 铣左端面台阶、铣1.5槽机加卧式升降台铣床x6012铣床专用夹具专用铣刀游标卡尺6 铣R5 机加卧式升降台铣床x6012铣圆弧面夹具凸半圆铣刀通止规7 高频淬火热处理--------------- -------------- ---------- -----------8 粗磨外圆机加外圆磨床------- ------- 千分尺9 精磨外圆机加外圆磨床------------- ------------ 千分尺10 去毛刺------- --------------- ------------- ------------ -----------11 终检、入库------- -------------- ------------ ------------ --------------产品名称 发动机零(部)件名称 摇臂轴 第 1 页工序号1工序名称车右端面、车外圆、钻中心孔、倒角、切断材料牌号20CrMo GB699-88毛坯 种类 棒料备注1×45°Φ12-0.009-0.019工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 1车外圆,倒角、切断.....毛坯种类 毛坯外形尺寸毛坯件数 每台件数棒料 670*13*1310 1 设备名称 设备型号 设备编号同时加工件数卧式车床C61201 1 夹具编号夹具名称冷却油 1 三爪自定心卡盘工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1 切削速度 m ·.min -1 进给量 mm ·r -1 背吃刀量 mm进给次数工艺装备工时定额名称型号编号 单件准终 1 车右端面 460 6.5 0.5 12 车外圆3 钻中心孔4 倒角5切断签字 日期 编制(日期) 审核(日期) 会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 2 页工序号 2 工序名称铣左端面,保证尺寸64 材料牌号20CrMoGB699-88毛坯种类棒料备注64+0.10工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 2 铣左端面,保证尺寸6420#钢毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 1 1夹具编号夹具名称冷却油1 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 车左端面460签字日期编制(日期)审核(日期)会签(日期)签字产品名称发动机零(部)件名称摇臂轴第 3 页工序号 3 工序名称钻M5底孔材料牌号20CrMoGB699-88毛坯种类棒料备注Φ4.2 12.5工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 3 钻M5底孔毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数台式钻床台式钻床Z4106 4 1夹具编号夹具名称冷却油4 钻床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1 右端面、外圆定位,钻M5底孔签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字机械加工工序卡片工厂重庆科技学院先进制造中心产品型号156FMI零(部)件图号共 6 页产品名称发动机零(部)件名称摇臂轴第 4 页工序号 4 工序名称攻螺纹M5*8 材料牌号20CrMoGB699-88毛坯种类棒料备注M58工序图[图中标明加工表面、定位基准、工序尺寸、粗糙度等]车间工序号工序名称材料名称机加 4 攻螺纹M5*8毛坯种类毛坯外形尺寸毛坯件数每台件数棒料64*12*12 1 1设备名称设备型号设备编号同时加工件数卧式升降台铣床X6012 2 1夹具编号夹具名称冷却油2 铣床专用夹具工序工时准终单件工步号工步内容主轴转速r·min-1切削速度m·.min-1进给量mm·r -1背吃刀量mm进给次数工艺装备工时定额名称型号编号单件准终1签字日期编制(日期)审核(日期)会签(日期)签字标记处更改文件号签字日期标记更改文件号签字共 6页 5 5 铣左端面台阶、铣 1.5槽20CrMo 毛坯21.59.7图 5 铣左端面台阶、铣1.5槽卧式升降台铣床切削速度进给量单准 标工 厂 重庆科技学院先进制造中心 产品型号 156FMI 零(部)件图号 共 6页 产品名称 发动机零(部)件名称 摇臂轴 第 6 页工序号6工序名称铣R5 材料牌号GB699-88种类 棒料备注R 512工序图[中标明加工表面、定位基准、工序尺寸、粗糙度等]车间 工序号 工序名称材料名称机加 6铣R5 毛坯种类 毛坯外形尺寸毛坯件数每台件数棒料 64*12*121 1 设备名称 设备型号 设备编号同时加工件数卧式升降台铣床 X60123 1 夹具编号夹具名称冷却油 3 铣床专用夹具工序工时准终 单件 工步号 工 步 内 容主轴转速r ·min-1m ·.min -1 mm ·r -1背吃刀量 mm进给次数工艺装备工时定额名称型号编号 件终1签字 日期 编制(日期) 审核(日期) 会签(日期)签字记 记处更改文件号签字日期标记更改文件号签字。
机械加工工艺过程卡片及工序卡
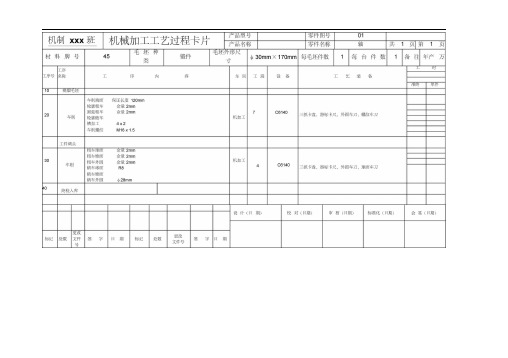
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机油泵传动轴支架工序卡
共 12 页
第 12 页
车 间
工序号
工序名称
材料牌号
1
钻
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250**55
1
1
设备名称
Z525
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
/(r/min)
机械加工工序卡片
产品型号
零(部)件图号
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共 12 页
第 11 页
车 间
工序号
工序名称
材料牌号
1
钻
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250**55
1
1
设备名称
Z525
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工步号
工 步 内 容
工 艺 装 备
主轴转速
/(r/min)
切削速度
/(m/min)
进给量
/(mm/r)
背吃刀量
/mm
进给次数
工步工时
机动
辅助
10
钻孔φ7mm
φ7mm钻
229
12
1
1
1
扩孔:φ
φ专用扩孔钻
现场作业工序工艺标准卡模版

填写说明:
1、“编号”:按供电所名称—年—月—日—序号编写,与编写日期一致,如石梯供电所2009年12月25日施工的第一张工序工艺卡,编号为:石梯供电所2009-12-25-01
2、“项目名称”:按照电压等级、线路名称、工作内容。
如:10kV桥梯线51路26号杆更换配电变压器。
是支线的要写明支线名称
3、“作业班组”:填写作业主体。
如供电所接受生技科或农电科下达的农网检修及农网施工任务,“作业班组”应填写XX供电所;如供电所接受的作业任务为其它部门或生技科或农电科转达安排的任务(不是供电所职责范围内的工作),“作业班组”应填写XX施工队;如是外包作业,“作业班组”应填写XX施工队。
4、“编制”:10kV和380/220v等级的工作由工作负责人编制并本人签字,时间与“编号”中的时间一致;外包工作,10kV由施工队指定人编制。
5、“审核”:
(1)、10kV等级的工作由生技部主任、付总工或线路专责审核并本人签字;
(2)、380/220V等级的工作由供电所所长或技安组长审核签字
6、“批准”:
(1)、10kV等级的工作由主管局长批准并本人签字
(2)、380/220V等级的工作由供电所所长批准并本人签字
7、“实际工作时间”应与工作票所列时间一致
三、停电申请
填写说明:按公司停电要求办理停电申请
四、工作票
填写说明:按达州电业局统一要求填写工作票。
工序卡(10张)

磨孔底面∅60 游标卡尺、砂轮 G36YA6N 20X6X8
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 镗
共
10 页 第 9 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
工步工时 机动 辅助 1.41m 1.22m 1.56m
钻孔 Ø 25mm 扩孔 Ø 25mm 铰孔 Ø 25mm 游标卡尺、钻头
78 58
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
湖北工业大学
机械加工工序卡片
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 磨
共
10 页 第 8 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 内圆磨床 夹具编号
产品型号 产品名称
零件图号 零件名称
填料箱压盖
工序名称 钻
共
10 页 第 3 页
材 料 牌 号 HT200 每 台 件 数 1 同时加工件数 1
车间 金工 毛 坯 种 类 锻件 设备名称 转塔机床 夹具编号
工序号 工序 3 毛坯外形尺寸 φ 160X143 设备型号 转塔机床 C365L
装配工序卡

文件编号: WI-ZP-362\1 File reference标题:厨房装配工序卡Title: Italy Kitchen Mixer Assembly 页次:1/9Page版本修订次:03/03 Revision生效日期:2011-7-6 Effective date :第一道工序:装阀芯、压阀盖、铜管The First Step :Cartridge 、cartridge nut and brass elbow assembling共4道 第1道Step 1/4装配零件清单Component List 序号 Code 物料品名 Name 物料品号 Reference 规格型号 Specification单位 Unit 组成用量 Quantity 1 厨房壳体body 40133051 ф40 个piece 12 耐摩圈 wearable joint16120P φ46*φ42*1.3 个piece 2 3 密封圈 seal ring 16066P 133001 (ACS 标准) 个piece 2 4 阀芯 flat cartridge 12020P φ40带网-两档平脚-NF个piece1 5 压阀盖 cartridge nut 17006P M42X1.5 个piece1 6 S 形管s brass elbow09037C-8RS DATE NF IIB DVGW PA-IX18631/IA个piece1备注: Remark:S形管S Brass Elbow 品号Refrence:09037C-8阀芯Cartridge品号Refrence:12020P塑料压阀盖Cartridge Nut 品号Refrence:17006P壳 体Body品号Refrence:40133051耐磨圈Joint品号Refrence:16120P密封圈Sealing joint 品号Refrence:16066P文件编号:WI-ZP-362\2File reference 标题:厨房装配工序卡Title: Italy Kitchen Mixer Assembly 页次:2/9 Page版本修订次:03/03 Revision生效日期:2011-7-6Effective date:第一道工序:装阀芯、压阀盖、铜管The First Step:Cartridge、cartridge nut and brass elbow assembling共4道第1道Step 1/4使用设备:Equipment:压阀盖扭力机、抹油机Torque Machin e、oil apply machine工具及规格:Assembling Equipment:扭力机夹具、Fixture on the torque machine工艺参数:Parameter of the Equipment:压阀盖扭力:11-15N.mCartridge Nut Assembling Torque:11-15N.m检验频率:Inspection frequency:1/1目测1/1Visual检验项目:Self-Inspection:壳体、铜管表面是否有划伤、擦毛、砂眼及电镀不良;Check whether there is scratch, Trachoma or other plating defect of the body and brass elbow实施时间:Each production time:最大产量:Maximum day output:箱内数量:Quantity per Foam box:12产量/时:output/h:饱和度:Worker saturation:其余公差:Other tolerance:/安装工夹具:Fixture adjustment time:15min拆卸工夹具:Fixture disassemble time:15min设备清理:Equipment clean time:10min操作程序Operation Process:1.将阀芯置入壳体内,阀芯的定位脚与壳体的定位孔一定要对齐,并将阀芯压到位。
工艺卡举例
16
17
18
19
表 中小批生产的机床齿轮加工工艺过程
工序号 1 2 3 4 5 6 7 8 9 工序名称 锻造 热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 粗铣四个槽 半精铣四个槽 正火 粗车小头端面、大小外圆、内孔 调头,粗车另一端外圆、端面、内孔 半精车小头端面、大小外圆、小内孔 精镗小内孔及沟槽 大头端面和外圆 小头端面和外圆 大头端面和外圆 小头端面和外圆 小头端面和内孔 小头端面和内孔 小头端面和内孔 C620-1 C620-1 C620-1 C616A Y3150 X62 X62 工序内容 定位基准 设备
1
2 3 4 5 6 7 8 9 10 11
锻造
热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 钻孔 钳
6
机械加工工艺工序卡片实例
表 工序3的机械加工工序卡片
8
机械加工工艺工序卡片实例Βιβλιοθήκη 表 工序3的机械加工工序卡片
9
补充 典型零件的工艺分析
10
11
12
13
14
齿形的加工方案的选择
10
11
钻孔
钳
在四个工位钻孔
去毛刺
小头端面和内孔
Z518
20
21
22
23
24
25
26
27
28
29
30
齿形加工是整个齿轮加工的关键。按照加工原理,齿形加工可分为成形法 和展成法两种。指状铣刀铣齿、盘形铣刀铣齿、齿轮拉刀拉内齿轮等是成形法加 工齿形的例子,而滚齿、插齿、剃齿、磨齿、挤齿等是展成法加工齿形的例子。 齿形加工方案的选择,主要取决于齿轮的精度等级,结构形状、生产类型 和齿轮的热处理方法及生产工厂的现有条件。对于不同精度等级的齿轮,常用的 齿形加工方案如下: (1) 8级或8级精度以下的齿轮加工方案: 对于不淬硬的齿轮用滚齿或插齿即可满足加工要求,;对于淬硬齿轮可采用 滚(或插)—齿端 加工——齿面热处理——修正内孔的加工方案。热处理前的 齿形加工精度应比图样要求提高一级。 (2) 6-7级精度的齿轮。对于淬硬齿面的齿轮可以采用滚(插)齿——齿端 加工——表面淬火-校正基准——磨齿,这种方案加工精度稳定;也可以采用滚 (插)——剃齿或冷挤——表面淬火——校正基准-内啮合珩齿的加工方案,此 方案加工精度稳定,生产率高。 (3)5级精度以上的齿轮。一般采用粗滚齿-精滚齿-表面淬火-校正基准—粗 磨齿-精磨齿的加工方案。大批量生产时也可采用粗磨齿-精磨齿-表面淬火-校正 基准-磨削外珩自动线的加工方案。这种加工方案的齿轮精度可稳定在5级以上, 且齿面加工纹理十分错综复杂,噪声极低,是品质极高的齿轮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
2
机械加工工序卡片
产品型号 零件图号
产品名称
杠杆 零件名称
杠杆 共 7 页 第 1 页
车间
工序号 工序名称
材 料 牌 号
工程训练中心基础加工技术实训区
1
粗精铣宽度为Ф40mm 的上端面
HT200
毛 坯 种 类 毛坯外形尺寸 每毛坯可制件数
每 台 件 数
铸 件 198×83×77 1 1 设备名称 设备型号 设备编号
同时加工件数
立式升降台铣床
X5012
1 夹具编号
夹具名称 切削液 专用夹具
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
96.72s
工步号 工 步 内 容 工 艺 装 备 主轴转速 切削速度 进给量 切削深度 进给次数
工步工时
r/min m/min mm/min mm 机动 辅助 1 粗铣φ40上端面和宽度为30的平台面 高速钢套式镶齿铣刀、游标
卡尺、专用夹具
188 47.23 150.4 1.5 1 36.3s 5.49s 2 精铣φ40上端面和宽度为30的平台面m R a 3.6
高速钢套式镶齿铣刀、游标
卡尺、专用夹具
163 66.1 131.5 0.5 1 42s 6.3s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日
期 标记
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日
期
3
4
5。