电烙铁(ppt)
合集下载
电烙铁焊接五步法演示参考PPT

06.08.2020
正 确 焊 接
7
2。加焊锡(松香)
06.08.2020
正 确 焊 接
8
Байду номын сангаас 正
确
焊
2。加焊锡(松香)
接
06.08.2020
9
正
确
焊
2。加焊锡(松香)
接
06.08.2020
10
正
确
焊
2。加焊锡(松香)
接
06.08.2020
11
正
确
焊
2。加焊锡(松香)
接
06.08.2020
12
3。撤离
正 确 焊 接
19
正确焊点:光洁的圆锥体形,大小适中
06.08.2020
20
焊锡用量过多
06.08.2020
21
焊锡用量太少
06.08.2020
22
有毛刺;加热时间控制不当
06.08.2020
23
焊接的要点:1.控制焊锡用量 2.控制加热时间
06.08.2020
24
06.08.2020
正 确 焊 接
13
3。撤离
06.08.2020
正 确 焊 接
14
3。撤离
06.08.2020
正 确 焊 接
15
3。撤离
06.08.2020
正 确 焊 接
16
3。撤离
06.08.2020
正 确 焊 接
17
3。撤离
06.08.2020
正 确 焊 接
18
3。撤离
06.08.2020
1。加热
06.08.2020
一、电烙铁使用的注意事项PPT课件
一、电烙铁使用的注意事项
• 1、电烙铁使用前应检查使用电压是否与电 烙铁标称电压
• 2、电烙铁应该接地;
• 3、电烙铁通电后不能任意敲击、拆卸及安 装其电热部分零件;
• 4、电烙铁应保持干燥,不宜在过份潮湿或 淋雨环境使用;
• 5、拆烙铁头时,要关掉电源;
2020/10/13
1
• 6、关电源后,利用余热在烙铁头上上一层 锡,以保护烙铁头;
• 3、特殊物料,需要特别设置烙铁温度。咪头,蜂 鸣器等要用含银锡线,温度一般在270度到290度之 间。
• 4、焊接大的元件脚,温度不要超过380度,但可以 增大烙铁功率。
2020/10/13
3
三、焊接的主要问题
• 1、形成锡球,锡不能散布到整个焊盘?
• 答:烙铁温度过低,或烙铁头太小;焊盘氧化。
• 7、当烙铁头上有黑色氧化层时候,可用砂 布擦去,然后通电,并立即上锡;
• 8、海绵用来收集锡渣和锡珠,用手捏刚好 不出水为适;
2020/10Βιβλιοθήκη 132二、电烙铁温度的设定
• 1、温度由实际使用决定,以焊接一个锡点4秒最为 合适。平时观察烙铁头,当其发紫时候,温度设置 过高。
• 2、一般直插电子料,将烙铁头的实际温度设置为 (330~370度);表面贴装物料(SMC)物料,将烙 铁头的实际温度设置为(300~320度)
• 2、拿开烙铁时候形成锡尖?
• 答:烙铁不够温度,助焊剂没熔化,不起作 用。烙铁头温度过高,助焊剂挥发掉。焊接 时间太长。
• 3、锡表面不光滑,起皱? • 答:烙铁温度过高,焊接时间过长。
2020/10/13
4
谢谢您的指导
THANK YOU FOR YOUR GUIDANCE.
• 1、电烙铁使用前应检查使用电压是否与电 烙铁标称电压
• 2、电烙铁应该接地;
• 3、电烙铁通电后不能任意敲击、拆卸及安 装其电热部分零件;
• 4、电烙铁应保持干燥,不宜在过份潮湿或 淋雨环境使用;
• 5、拆烙铁头时,要关掉电源;
2020/10/13
1
• 6、关电源后,利用余热在烙铁头上上一层 锡,以保护烙铁头;
• 3、特殊物料,需要特别设置烙铁温度。咪头,蜂 鸣器等要用含银锡线,温度一般在270度到290度之 间。
• 4、焊接大的元件脚,温度不要超过380度,但可以 增大烙铁功率。
2020/10/13
3
三、焊接的主要问题
• 1、形成锡球,锡不能散布到整个焊盘?
• 答:烙铁温度过低,或烙铁头太小;焊盘氧化。
• 7、当烙铁头上有黑色氧化层时候,可用砂 布擦去,然后通电,并立即上锡;
• 8、海绵用来收集锡渣和锡珠,用手捏刚好 不出水为适;
2020/10Βιβλιοθήκη 132二、电烙铁温度的设定
• 1、温度由实际使用决定,以焊接一个锡点4秒最为 合适。平时观察烙铁头,当其发紫时候,温度设置 过高。
• 2、一般直插电子料,将烙铁头的实际温度设置为 (330~370度);表面贴装物料(SMC)物料,将烙 铁头的实际温度设置为(300~320度)
• 2、拿开烙铁时候形成锡尖?
• 答:烙铁不够温度,助焊剂没熔化,不起作 用。烙铁头温度过高,助焊剂挥发掉。焊接 时间太长。
• 3、锡表面不光滑,起皱? • 答:烙铁温度过高,焊接时间过长。
2020/10/13
4
谢谢您的指导
THANK YOU FOR YOUR GUIDANCE.
电烙铁使用方法课件

指握法
适用于精细焊接或小元件的焊接。
电烙铁的焊接步骤
准备
清洁焊点,准备好焊料和电烙铁 。
预热
将电烙铁预热至适当温度。
放置焊料
将焊料放在需要焊接的位置。
冷却
让焊点自然冷却,形成稳定的焊 点。
移开电烙铁
当焊点完全熔化后,迅速移开电 烙铁。
焊接
将电烙铁头压在焊料和焊点上, 保持稳定并加热。
电烙铁焊接的技巧
02
电烙铁在使用前应先预 热,待达到适宜温度后 再进行焊接。
03
焊接时应注意避免烫伤 ,不要将电烙铁长时间 停留在一个位置上。
04
使用完毕后应及时关闭 电源,并等待电烙铁冷 却后再进行收纳。
电烙铁的保养与维护
01
02
03
04
定期清洁电烙铁头,保持其良 好的导热性能。
检查电烙铁的电源线是否完好 ,如有破损应及时更换。
02
03
普通电烙铁
适合一般焊接,价格相对 较低。
恒温电烙铁
能自动调节温度,适合精 细焊接和敏感元件焊接。
调速电烙铁
可调节加热速度,便于掌 握焊接时间。
电烙铁的电源连接
检查电源线是否完好,如有破损 应立即更换。
确认电源电压与电烙铁标称电压 相符,避免因电压过高或过低导
致电烙铁损坏。
连接电烙铁时,确保电源开关处 于关闭状态,避免触电危险。
电烙铁的特点
总结词
电烙铁具有加热速度快、温度控制精确、使用方便等特点。
详细描述
电烙铁的加热速度快,能够在短时间内达到所需温度,从而 提高工作效率。同时,电烙铁的温度控制精确,能够保证焊 接质量。此外,电烙铁结构简单、操作方便,是电子制作和 维修的理想工具。
适用于精细焊接或小元件的焊接。
电烙铁的焊接步骤
准备
清洁焊点,准备好焊料和电烙铁 。
预热
将电烙铁预热至适当温度。
放置焊料
将焊料放在需要焊接的位置。
冷却
让焊点自然冷却,形成稳定的焊 点。
移开电烙铁
当焊点完全熔化后,迅速移开电 烙铁。
焊接
将电烙铁头压在焊料和焊点上, 保持稳定并加热。
电烙铁焊接的技巧
02
电烙铁在使用前应先预 热,待达到适宜温度后 再进行焊接。
03
焊接时应注意避免烫伤 ,不要将电烙铁长时间 停留在一个位置上。
04
使用完毕后应及时关闭 电源,并等待电烙铁冷 却后再进行收纳。
电烙铁的保养与维护
01
02
03
04
定期清洁电烙铁头,保持其良 好的导热性能。
检查电烙铁的电源线是否完好 ,如有破损应及时更换。
02
03
普通电烙铁
适合一般焊接,价格相对 较低。
恒温电烙铁
能自动调节温度,适合精 细焊接和敏感元件焊接。
调速电烙铁
可调节加热速度,便于掌 握焊接时间。
电烙铁的电源连接
检查电源线是否完好,如有破损 应立即更换。
确认电源电压与电烙铁标称电压 相符,避免因电压过高或过低导
致电烙铁损坏。
连接电烙铁时,确保电源开关处 于关闭状态,避免触电危险。
电烙铁的特点
总结词
电烙铁具有加热速度快、温度控制精确、使用方便等特点。
详细描述
电烙铁的加热速度快,能够在短时间内达到所需温度,从而 提高工作效率。同时,电烙铁的温度控制精确,能够保证焊 接质量。此外,电烙铁结构简单、操作方便,是电子制作和 维修的理想工具。
电烙铁焊接技术 ppt课件
二、焊接技术
➢ 常用工具介绍 ➢ 焊料 ➢ 焊剂 ➢ 手工焊接工艺
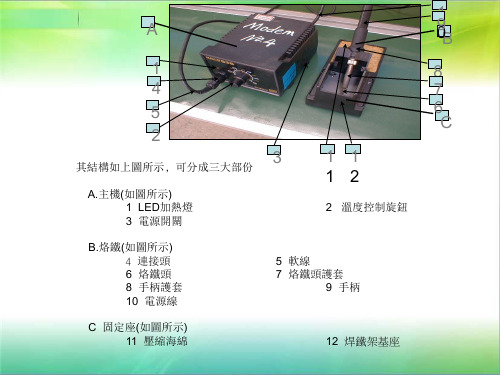
ห้องสมุดไป่ตู้用工具:
1、尖嘴钳(尖口钳) 尖嘴钳头部较细,外形如图所示。它适用于夹小型金属零 件或弯曲元器件引线。尖嘴钳一般都带有塑料套柄,使用 方便,且能绝缘。 尖嘴钳不宜用于敲打物体或装拆螺母。不宜在80℃以上的 温度环境中使用,以防止塑料套柄熔化或老化。
烙铁头的保养:
为什么要保养烙铁头
由于烙铁头工作表面温度较高且长时间暴露在空气中,极
容易被氧化,烙铁头一旦发生氧化,其表面温度将会严重 下降,影响焊接工作,同时会降低烙铁头的使用寿命,为 了避免以上危害,我们要会保养烙铁头。
如何保养烙铁头
每天用完烙铁后,先清洁烙铁头,然后对烙铁头的工作平 面均匀加锡,加锡程度以锡完全包裹烙铁头的工作平面为 宜,最后马上切断电源。
常用工具:
8、低压验电器(试电笔) 低压验电器由氖管、电阻、弹簧和笔身等部分组成,主
要是验证低压导体和电气设备外壳是否带电的辅助安全工 具。试电笔有钢笔式和旋具式两种。常用的试电笔的测试 范围是60 V~500V。指带电体和大地的电位差。
使用试电笔时应注意:
1、使用前,一定要在有电的电源上验电检查氖管 能否正常发光。 2、使用时,手必须接触金属笔挂或试电笔顶部的 金属螺钉,但不得接触金属笔杆与电源相接触的部 分。 3、应当避光检测,以使看清氖管的光。 4、电笔不可受潮,不可随意拆装或受到剧烈震动 以保证测试可靠。
焊料:
焊料是指易熔金属及其合金,它能使元器件引线与印制电 路板的连接点连接在一起。焊料的选择对焊接质量有很大 的影响。在锡(Sn)中加入一定比例的铅(Pb)和少量其它金属 可制成熔点低、抗腐蚀性好、对元件和导线的附着力强、 机械强度高、导电性好、不易氧化、抗腐蚀性好、焊点光 亮美观的焊料,故焊料常称做焊锡。
电烙铁培训资料PPT课件

焊定位柱 :OK
32
常見焊接不良
少錫 多錫
連錫
當溫度上升時, LED燈亮; 當溫度下降時, LED燈不亮; 當達到設定溫度時, LED燈間斷亮滅 ❖ LOC狀態:設定的溫度被鎖定, 溫度不能調節
14
SLD936 RX711
❖ SLD936/RX711烙鐵溫 度設定:按作業指導調 節溫度旋鈕, 當LED燈 常亮時, 烙鐵在升溫; 當LED等間斷亮滅時, 此時溫度已到達到要 求
3
第一章 了解焊接工藝
❖ 焊接的作用 1.将零件固定到PCB板上 越牢固越好 2.导电功能 电阻越小越好
4Leabharlann ❖ 常見焊接工藝: ❖ 回流焊------主要用于SMD貼片零件的焊接 ❖ 波峰焊------主要用于DIP零件的焊接 ❖ 手工焊接---主要用于電線,插座等較大零件
焊接及產品執錫
5
1-1.SMT回流焊與波峰焊设备
元器件
燈仔 一般元件 保險絲 燈頭 鐵(銅)針插 鉭電容 燈泡燈仔
焊接溫度標准 時間(秒) (度)
280~300
3
350~380
3~5
320~350
3~5
350~380
6~12
380~420
6~12
300~320
3
280~300
3
18
為什么設定的焊接溫度遠遠高于錫 線的熔點?
❖ 烙鐵嘴的溫度一般設定340~380, 無鉛更高, 而常規使用的錫線熔點, 有鉛183度,無鉛 224度, 要設定這么高的溫度嗎?
20
正確的焊接方法
❖ 應將錫線放在烙鐵嘴和被焊點之間, 而不是 將錫線往烙鐵嘴上送
❖ 如果長時期將錫線往烙鐵嘴上送, 會使烙鐵 頭容易燒出個洞來
电烙铁的使用ppt课件

焊料熔点高30-80℃(不包括在电烙铁头接触焊接点时 下降的温度)。 ③电烙铁热容量要恰当。烙铁头的温度恢复时间要与被 焊件物面的要求相适应。温度恢复时间是指在焊接周期 内,烙铁头顶端温度因热量散失而降低后,再恢复到最 高温度所需时间。它与电烙铁功率、热容量以及烙铁头 的形状、长短有关。 2、选择电烙铁的功率原则如下: ①焊接集成电路,晶体管及其它受热易损件的元器件时, 考虑选用20W内热式或25W外热式电烙铁。 ②焊接较粗导线及同轴电缆时,考虑选用50W内热式或 45-75W外热式电烙铁。 ③焊接较大元器件时,如金属底盘接地焊片,应选 100W以上的电烙铁。
电烙铁:
1、外热式电烙铁
一般由烙铁头、烙铁芯、外壳、手柄、插头等部分所组 成。烙铁头安装在烙铁芯内,用以热传导性好的铜为基 体的铜合金材料制成。烙铁头的长短可以调整(烙铁头 越短,烙铁头的温度就越高),且有凿式、尖锥形、圆 面形、圆、尖锥形和半圆沟形等不同的形状,以适应不 同焊接面的需要。
2、内热式电烙铁
由连接杆、手柄、弹簧夹、烙铁芯、烙铁头(也称铜头) 五个部分组成。烙铁芯安装在烙铁头的里面(发热快, 热效率高达85%~%%以上)。烙铁芯采用镍铬电阻丝 绕在瓷管上制成,一般20W电烙铁其电阻为2.4kΩ左右, 35W电烙铁其电阻为1.6kΩ左右。
电烙铁的选择
1、选用电烙铁一般遵循以下原则: ①烙铁头的形状要适应被焊件物面要求和产品装配密度。 ②烙铁头的顶端温度要与焊料的熔点相适应,一般要比
ห้องสมุดไป่ตู้焊料
焊料是一种易熔金属,它能使元器件引线与印制电路板 的连接点连接在一起。锡(Sn)是一种质地柔软、延展 性大的银白色金属,熔点为232℃,在常温下化学性能 稳定,不易氧化,不失金属光泽,抗大气腐蚀能力强。 铅(Pb)是一种较软的浅青白色金属,熔点为327℃, 高纯度的铅耐大气腐蚀能力强,化学稳定性好,但对人 体有害。锡中加人一定比例的铅和少量其它金属可制成 熔点低、流动性好、对元件和导线的附着力强、机械强 度高、导电性好、不易氧化、抗腐蚀性好、焊点光亮美 观的焊料,一般称焊锡。
电烙铁使用方法PPT课件
电烙铁使用方法
1
目录
一.烙铁的工作原理 二.烙铁的作用 三.烙铁的选择 四.焊料的选择 五.烙铁使用条件及方法 六.烙铁保养及维护
2
一、烙铁的工作原理
大家都知道烙铁是PTH段焊接的重要工具,有灵 活方便的优点,但是你知道它是怎样工作的吗? 其实烙铁的原理很简单,就是将电能转化成 热能.通过烙铁头将锡丝融化进行焊接。
18
五、烙铁使用条件及方法
2.烙铁使用前
①.工作台应当怎样?
使用海绵时,先湿水再挤干,否则 会损坏烙铁头 添水于储水槽内约1/3槽深, 以蒸发原理保持海绵潮湿状态
19
五、烙铁使用条件及方法
②.烙铁作业测定 烙铁要在规定温度条件下使用!
1.准备烙铁温度计
2.检视温度 计校正日期 是否在有效 期限内
吸取线的选取:
吸取线顾名思义,就是用来吸取多余的溶锡, 从大的方面分可以分为两类,一类是有ESD防护的 另一类则不防静电 其余的只是长度和宽度有差别 主要是为了作业方便
17
五、烙铁使用条件及方法
1.烙铁使用条件
标准性:±3℃ 使用温度范围:300~360℃ 环境温度范围: 0~40℃ (温度范围的波动不可超出此范围)
20
五、烙铁使用条件及方法
4.检视温度 计显示屏是 否显示在室
温
5.将温度旋扭设定在 烙铁规定温度
6.打开烙铁电源,待温度 稳定后加锡于烙铁头
如NG则更换或维修温度计
7.将烙铁头置于温度计量测 点上,直到温度计上显示数 字不再跳动方为烙铁实际温 度.
一般为370+10度,特殊或无铅制程 以客户要求为准
14
三、烙铁的选择
如果我们要焊接的零件体积很小,并且在很多零件中间, 那就一定要选长尖型的才方便焊接,总之,我们可以根据我们 的具体操作选用相应的烙铁头
1
目录
一.烙铁的工作原理 二.烙铁的作用 三.烙铁的选择 四.焊料的选择 五.烙铁使用条件及方法 六.烙铁保养及维护
2
一、烙铁的工作原理
大家都知道烙铁是PTH段焊接的重要工具,有灵 活方便的优点,但是你知道它是怎样工作的吗? 其实烙铁的原理很简单,就是将电能转化成 热能.通过烙铁头将锡丝融化进行焊接。
18
五、烙铁使用条件及方法
2.烙铁使用前
①.工作台应当怎样?
使用海绵时,先湿水再挤干,否则 会损坏烙铁头 添水于储水槽内约1/3槽深, 以蒸发原理保持海绵潮湿状态
19
五、烙铁使用条件及方法
②.烙铁作业测定 烙铁要在规定温度条件下使用!
1.准备烙铁温度计
2.检视温度 计校正日期 是否在有效 期限内
吸取线的选取:
吸取线顾名思义,就是用来吸取多余的溶锡, 从大的方面分可以分为两类,一类是有ESD防护的 另一类则不防静电 其余的只是长度和宽度有差别 主要是为了作业方便
17
五、烙铁使用条件及方法
1.烙铁使用条件
标准性:±3℃ 使用温度范围:300~360℃ 环境温度范围: 0~40℃ (温度范围的波动不可超出此范围)
20
五、烙铁使用条件及方法
4.检视温度 计显示屏是 否显示在室
温
5.将温度旋扭设定在 烙铁规定温度
6.打开烙铁电源,待温度 稳定后加锡于烙铁头
如NG则更换或维修温度计
7.将烙铁头置于温度计量测 点上,直到温度计上显示数 字不再跳动方为烙铁实际温 度.
一般为370+10度,特殊或无铅制程 以客户要求为准
14
三、烙铁的选择
如果我们要焊接的零件体积很小,并且在很多零件中间, 那就一定要选长尖型的才方便焊接,总之,我们可以根据我们 的具体操作选用相应的烙铁头
电烙铁的使用培训教材PPT课件
第一章 烙鐵的保養
5.烙鐵氧化時,可以細砂紙磨擦潔淨,再加錫保養,
使其恢復正常使用,假设磨擦后仍無法使用,則汰
舊換新.
Oh,但如何操作?
第二章 烙鐵焊接操作技巧
一 目的 利用焊錫做媒介加熱而使二金屬接合並達到 導電的目的
二 觀念 (1) 一個良好的焊點是在下述條件制造出來的:
第二章 烙鐵焊接操作技巧
A 清洁的金屬外表 B 正确的焊接原料 C 正确的焊接器具:
海綿: 保持清洁及潮濕 錫絲: 一般選用 烙鐵: 一般作業溫度在350°C±20 °C (2) 電烙鐵一般選用原則如下:
第二章 烙鐵焊接操作技巧
(a) 微小型小于or等于25W 熱敏感或極
小零件
之焊接
(b) 小型25W~35W 一般印刷線路板焊接或線號為22
號左右者
(c) 中型35W~45W (mm的錫絲)
(d) 大型45W~60W 一般電氣連接;16號左右者.(選用錫絲
)
第二章 烙鐵焊接操作技巧
(e) 輕量級60W~100W粗線配接,大熱容量焊接用.
(f) 重量級100W以上.較大熱容量焊接用.
三 操作技巧說明
第二章 烙鐵焊接操作技巧
(1) 烙鐵持法: 烙鐵是帶有高溫之焊錫手工具,假设持法不當,則極易 燙傷操作人員,因此應注意烙鐵的拿法.如圖所示:
(7)焊點的功用為: A 連接零件.但不作机械力的支撐 B 電的傳導 C 協助散熱
第二章 烙鐵焊接操作技巧
(8)焊接五步驟: 1 准備工作: 先將海綿以水沾濕,水份勿太多,並把所 需之工具,PCB皆備妥.
第二章 烙鐵焊接操作技巧
2 基板的預熱: 先將烙鐵置于PCB,零件腳焊點上預熱 約1~2秒.
烙铁的使用和焊接手法的培训ppt课件

经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
焊锡丝两种拿法
• 焊锡丝一般有两种拿法,如图二所示。由 于焊丝成分中,铅占一定比例,众所周知 铅是对人体有害的重金属,因此操作时应 戴手套或操作后洗手,避免食入。
烙铁使用的注意事项
• 新买的烙铁头在第一次使用,受热后应将 保养漆擦掉,立即加上锡保养 ,避免氧化。
• 海绵要清洗干净,不干净的海绵中含有金 属颗粒,或含硫的海绵都会损坏烙铁头。
• 洗烙铁的海绵不要太湿,洗烙铁头的次数 不要过多,避免烙铁头氧化。海绵的湿度 以手捏不滴水为好
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
• 使用电烙铁要配置烙铁架,一般放置在工 作台右前方,电烙铁用后一定要稳妥放置 在烙铁架上,并注意导线等物不要碰烙铁 头,以免被烙铁烫坏绝缘后发 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
• 对工作过程有初步认识,才能在工作中学 习思考问题和解决问题
• 提升工作技能,为自己以后的职场增加升 值的资本
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
问答
• 为什么要清洗烙铁头? • 烙铁头是不是洗得越勤越好? • 什么是焊接五步法? • 焊点发黑有黑点,可能是什么问题引起?
烙铁使用的注意事项
电烙铁的使用及保养演示幻灯片
11
二、电烙铁的使用
8. 量测电烙铁温度 1)将烙铁测温仪开头拨至ON档。 2)在烙铁头上加些焊锡,将烙铁头与测温仪的传感器中心点接触;再给烙铁头加
锡﹐测温仪显示当前烙铁的温度;待其稳定后﹐在烙铁温度、阻抗、漏电测 试记录表(QEH-4-E-019)中记录结果。
12
二、电烙铁的使用
9. 量测烙铁头对地阻抗 1)将万用表开启,并将选档旋钮置于“Ω”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>10Ω为NG﹐若
≤10Ω为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
13
二、电烙铁的使用
10. 量测漏电电压 1)将万用表开启,并将选档旋钮置于“AC”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>1.0V为NG﹐若
≤1.0V为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
6
二、电烙铁的使用
4. 五步焊接法 1)准备施焊----准备好焊锡丝和烙铁,做好焊前准备。
焊锡丝
引脚
烙铁
PCB
2)加热焊件----将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部件(如印制
板上的引线和焊盘)都受热,其次注意让烙铁头的扁平部分(较大部分)接触热
容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持
焊件均匀受热。
焊锡丝
引脚
烙铁
PCB
3)熔化焊料----在焊件加热到能熔化焊料的温度后,将焊丝置于焊点,焊料开始融
化并润湿焊点。
焊锡丝
引脚
烙铁
PCB
7
二、电烙铁的使用
4. 五步焊接法 4)移开焊锡----在熔化一定量的焊锡后,将焊锡丝移开。
二、电烙铁的使用
8. 量测电烙铁温度 1)将烙铁测温仪开头拨至ON档。 2)在烙铁头上加些焊锡,将烙铁头与测温仪的传感器中心点接触;再给烙铁头加
锡﹐测温仪显示当前烙铁的温度;待其稳定后﹐在烙铁温度、阻抗、漏电测 试记录表(QEH-4-E-019)中记录结果。
12
二、电烙铁的使用
9. 量测烙铁头对地阻抗 1)将万用表开启,并将选档旋钮置于“Ω”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>10Ω为NG﹐若
≤10Ω为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
13
二、电烙铁的使用
10. 量测漏电电压 1)将万用表开启,并将选档旋钮置于“AC”档。 2)将黑表笔搭在电源地线﹐红表笔搭在烙铁头上﹐观察示值(若>1.0V为NG﹐若
≤1.0V为OK),在烙铁温度、阻抗、漏电测试记录表(QEH-4-E-019)中记录结果。
6
二、电烙铁的使用
4. 五步焊接法 1)准备施焊----准备好焊锡丝和烙铁,做好焊前准备。
焊锡丝
引脚
烙铁
PCB
2)加热焊件----将烙铁接触焊接点,注意首先要保持烙铁加热焊件各部件(如印制
板上的引线和焊盘)都受热,其次注意让烙铁头的扁平部分(较大部分)接触热
容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保持
焊件均匀受热。
焊锡丝
引脚
烙铁
PCB
3)熔化焊料----在焊件加热到能熔化焊料的温度后,将焊丝置于焊点,焊料开始融
化并润湿焊点。
焊锡丝
引脚
烙铁
PCB
7
二、电烙铁的使用
4. 五步焊接法 4)移开焊锡----在熔化一定量的焊锡后,将焊锡丝移开。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MF47型万用表使用 型万用表使用
二、刻度盘 刻度盘印制成红、绿、黑三色。刻度盘共有六条刻度, 第一条专供测电阻用;第二条供测交直流电压、直流电流之 用;第三条供测晶体 管放大倍数用; 第四条供测量电 容之用;第五条 供测电感之用; 第六条供测音频 电平。刻度盘上 装有反光镜,以 消除视差。
MF47型万用表使用 型万用表使用
MF47型万用表的使用方法 型万用表的使用方法
注意事项 1. 万用表虽有双重保护装置,但使用时仍应遵守下列规程, 避免意外损失。 (1)测量高压或大电流时,为避免烧坏开关,应在切断电源 情况下,变换量限。 (2) 测未知量的电压或电流时,应先选择最高数,待第一次 读取数值后,方可逐渐转至适当位置以取得较准读数并避免 烧坏电路。 (3)偶然发生因过载而烧断保险丝时,可打开表盒换上相同 型号的保险丝(0.5A/250V)。 2.测量高压时,要站在干燥绝缘板上,并一手操作,防止意 外事故。 3.电阻各档用干电池应定期检查、更换,以保证测量精度。 平时不用万用表应将档位盘打到交流250V档;如长期不用 应取出电池,以防止电液溢出腐蚀而损坏其它零件。
实践产品介绍
第二章 安装与焊接工艺
科学技术的进步,使电子技术渗透 到社会生活的各个领域,作为电气信息 类专业工程师,电子产品的安装与焊接 是必备的基本技能。本章首先介绍万用 表的使用,然后介绍电烙铁、印刷电路 板和焊接工艺。
第一节 MF47型万用表使用 型万用表使用
P3-7 一、MF47万用表基本 万用表基本 功能 MF47型是设计 新颖的磁电系整流式 便携式多量程万用电 表,可供侧量直流电 流、交直流电压、直 流电阻等,具有26个 基本量程和电平、电 容、电感、晶体管直 流参数等7个附加参 考量程。
电阻
电阻值大小的识别 电阻的阻值标注有两 种方法,一是直接在电阻 上标出数据;二是用色环 表示阻值。色环表示阻值 可在任意角度识别其阻值 大小,不受电阻体积限制, 使用方便,被广泛运用。
色环电阻的识别
(1)五道色环电阻
(2)四道色环电阻
色环电阻表示方法
(1) 五道色环电阻 第一环表示阻值的第一位数字; 第二环表示阻值的第二位数字; 第三环表示阻值的第三位数字; 第四环表示幂的次方; 第五环表示误差。 (2) 四道色环电阻 第一环表示阻值的第一位数字; 第二环表示阻值的第二位数字; 第三环表示幂的次方; 第四环表示误差。 (3)表示误差的色环间距较 其他色环间距大些。并且颜色 一般为棕、金、银色。 颜 左第 左第 左第 右第 右第一位 色 一位 二位 三位 二位 (误差) 棕 1 红 2 橙 3 黄 4 绿 5 蓝 6 紫 7 灰 8 白 9 黑 0 金 银 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 101 102 103 104 105 106 107 108 109 100 10-1 10-2 J±5% K±10% D±0.5% C±0.25% B±0.1% F±1% G±2%
焊接材料
焊锡丝:焊锡是由 60%的锡和40%的铅 混合而成,焊锡丝内 孔装有辅助焊剂。 松香:辅助焊剂。
焊接材料
焊接要领
技术 搪锡 元器件引脚搪锡和印刷电路板的焊盘搪锡 一般情况下出厂的元器件引脚均镀有一层薄的焊料,但 时间一长,引脚表面会产生一层氧化膜,影响焊接。除少数 有银或金镀层的引脚外,对被焊接的元器件引脚,导线等应 搪上一层薄而均匀的焊料,这一过程叫做搪锡。搪锡首先要 清除元器件表面氧化层,然后用烙铁辅以焊剂在焊接处镀上 锡。这样才焊得快、焊得牢,不至于出现虚焊和假焊。 印刷电路板除焊盘外,在铜箔和底板上涂有绝缘漆,出 厂时间一长,印刷电路板的焊盘表面也会产生一层氧化膜, 影响焊接。同样需要清除焊盘表面氧化层,一般用刀片轻轻 刮去表面氧化层即可。必要时对焊盘进行搪锡。
其他辅助工具
1、尖咀钳:头部较细,适用于夹 小型金属器件。 2、斜口钳:主要用于剪切导线。 3、剥线钳:专用于剥有绝缘层的 导线。 4 4、镊子:用途是夹持导线和元器 件,在焊接时夹持器件兼有散热 作用。 5、起子:又称螺丝刀。有“一” 字和“十”字两种,专用于拧螺 钉。 6、通针:又称透针。主要用于除 去焊盘圆孔中的焊锡。 7、吸锡器:吸除焊锡,便于元器 件取下。
实习的目的、 第一章 实习的目的、任务和要求
第一节 目 的 《电子工程实践》是电气信息类工程实践课 程,是实践教学的重要环节之一。在学习电类有 关理论知识之前,通过一个电子产品的装配和调 试过程,建立起对电子产品的感性认识是非常必 要的。同时对基本操作技能进行必要的训练,为 以后整个电类知识的教学,包括理论教学和实践 教学打下基础。通过产品的正规化装配和调试, 了解电子产品商品化生产过程,对未来工程师素 质的提高,思维方式的培养,特别是在实际动手 能力的锻炼方面,都将起着积极的作用。
电烙铁
电烙铁是 手工施焊的主 要工具,选择 合适的电烙铁 并正确使用是 保证焊接质量 的基础,电烙 铁按加热方式 可分为外热式 和内热式两大 类。本课程选 用30瓦外热式 电烙铁。
首次使用电烙铁
首次使用电烙铁时,插上电源插头后,电烙 铁温度上升的同时,先在烙铁头上涂上少许 松香,待加热到焊锡熔点时,再往烙铁头上 加焊锡,在使用过程中,由于电烙铁温度很 高,达300℃以上,长时间加热会使焊锡熔化 挥发,在烙铁头上留下一层污垢,影响焊接, 使用时用擦布将烙铁头擦拭干净或在松香里 清洗干净,再往烙铁头上加焊锡,保持烙铁 头上有一层光亮的焊锡,这样电烙铁才好使 用。
MF47型万用表的使用方法 型万用表的使用方法
1、直流电流测量 测量0.05~500mA时,开关至所需电流档, 测量5A时,转动开关可放在500mA直流电流量限上而后将 测试棒串接于被测电路中。 2、交直流电压测量测量交流10~1000V或直流0.25~1000V时, 转动开关至所需电压档。测量交直流2500V时,开关应分别 旋转至交流1000V或直流1000V 位置上,而后将测试棒跨接 于被测电路两端。
档位盘 可供侧量直流电流、交直流电压、直流电阻等,具 有26个基本量程和电平、电容、电感、晶体管直流参 数等7个附加 参考量程。 交直流2500V 2500V 和直流5A 分 别有单独插座
MF47型万用表的使用方法 型万用表的使用方法
机械调零
在使用前 应检查指针是 否指在机械零 位上,如不指 在零位时,可 旋转表盖的调 零器使指针指 示在零位上。
焊接要领
2.手工焊接工艺流程 手工焊接工艺流程 手工焊接工艺流程如图示2—1所示。 焊接操作三要素为: 清洁处理、加热、给锡。
元器件焊接焊点举例
1.正确焊点,焊点就象光滑小山丘; 2.不正确焊点,焊锡多,中间空,虚焊; 3.烙铁不正确焊点,元件线未出头 4.不正确焊点,半焊,振动易脱焊; 5.不正确焊点,撤离时带出一个小尖峰; 6.正确焊点,桃形焊点,烙铁从元件引脚方向离; 7.不正确焊点,象油滴焊点,与焊盘未焊接。
MF47型万用表的使用方法 型万用表的使用方法
(1)欧姆调零 将测试棒二端短接, 调整零欧姆调整旋钮,使 指针对准欧姆“0”位上, (若不能指示欧姆零位, 则说明电池电压不足,应 更换电池),然后将测试 棒跨接于被测电路的两端 进行测量。 (2)直流电阻测量 准确测量电阻时,应 选择合适的电阻档位,使 指针尽量能够指向表刻度 盘中间三分之一区域。
实践报告的内容
1. 实践产品的基本工作原理; 2. 装配和调试过程简述; 3. 测试数据分析; 4. 科研生产工作的总结; 5. 对电子产品认识; 6. 实践的心得体会和对该课程 的建议等。
实践产品介绍
FUSUN R-858型收音机 外型美观,内部结构紧凑,具有时钟、 闹钟、自动搜索功能的调频收音机,内部采用3片集成电路,集成块型 号为CD9088CB、TDA2822、CS3610D。CD9088CB它包含了FM波 段电磁波从天线输入到 音频 输出的全部功能, TDA2822功能是音频 功率放大,CS3610D 具有频率显示、时钟、 闹钟功能,电路上的 其它器件为一些调节 器件、耦合器件和滤 波器件,主要有电阻、 电感、 电容、晶体三 极管、晶体二极管和 液晶显示器等。
电子工艺实习内容
1、元器件的认识和识别; 2、焊接方法、技巧的学习及焊接训练; 3、电子产品装配的相关知识的学习; 4、了解实践产品的工作原理; 5、装配和调试一个合格的电子产品; 6、完成实践报告。
达到以下基本要求
学习万用表的基本使用方法; 学习元器件的基本识别方法和参数测试方法; 了解实践产品的工作原理; 学会看懂实践电子产品的电路原理图; 了解装配技术有关常识; 掌握基本的焊接技术; 学习使用万用表对电路性能测试方法和测量 数据的分析; 8. 学会调试仪器的基本使用方法; 9. 实践产品的装配和调试合格; 10. 学习科研生产工作的总结方法。 1. 2. 3. 4. 5. 6. 7.
Байду номын сангаас
焊接要领
4.元器件取下 . 当元器件焊接不当时,可用电烙铁加热要取下元器件的 引脚焊锡,使焊锡熔化,同时用镊子夹持取下元器件。 5.焊盘孔去锡 . 元器件取下后,焊锡还留在焊盘孔上,无法再焊接,需 要焊盘孔去锡,去锡可用专用吸锡或吹锡工具去锡,也可用 通针去锡,方法是用电烙铁加热使焊锡熔化,同时用通针疏 通焊盘孔即可。 6.引脚剪去 . 元器件焊接好后,元器件引脚不高出电路板面1mm,应 将多余部分的引脚用斜口钳或其它剪切工具剪去,使印刷电 路板整洁美观。