折弯参数表
xd3512折弯机参数设置

xd3512折弯机参数设置
数控系统折弯机一般系统都不需进入参数要设置,厂家都已经配置好了。
只有在个人操作习惯、调间隙等情况出现时才会调节参数。
如果要进行参数设置,也不是个人操作,而需送至生产产家进行参数重置,否则会出现故障。
数控折弯机主要技术参数序号项目参数值单位备注1,公称压力800 KN。
2,工作台长度2500 mm。
3,工作台高度850mm。
4,滑块行程100mm。
5,最大开启高度320mm。
6,滑块行程调节量75mm7,立柱间距1900mm。
8,喉口深320mm。
9,滑块速度V工作=9mmsV回=45mmsV空=50mm/s 10 主电机Y160M-6n==7.5KW。
11,油泵
25MCY14-1Bq=25mlrp=31.5Mpa。
12,系统最高压力21 mm。
13。
折弯机设计、制造验收标准按照国家下列标准设计: JBT2257.1 《板料折弯机技术条件》。
GBT14349 《板料折弯机精度》 JBT54363 《板料折弯机质量产品分等》。
数控折弯机性能特点:机器采用全钢焊接结构,并经消除应力处理,精度保持长久。
机器采用双油缸控制滑块上下运动结构。
机器采用机械扭轴同步。
新机使用一个月后,检查各油管弯曲处有无变形如有异常应予更换,使用两个月后,应紧固所有配件的连接处,进行此项工作时应关机,系统无压力。
数控折弯机技术参数设置调整教程【步骤】

数控系统折弯机一般系统都不需进入参数要设置,厂家都已经配置好了。
只有在个人操作习惯、调间隙等情况出现时才会调节参数。
如果要进行参数设置,也不是个人操作,而需送至生产产家进行参数重置,否则会出现故障。
数控折弯机主要技术参数序号项目参数值单位备注1 公称压力800 KN2 工作台长度2500 mm3 工作台高度850 mm4 滑块行程100 mm5 最大开启高度320 mm6 滑块行程调节量75 mm7 立柱间距1900 mm8 喉口深度320 mm9 滑块速度V工作=9mm/sV回=45mm/sV空=50mm/s10 主电机Y160M-6n==7.5KW11 油泵25MCY14-1Bq=25ml/rp=31.5Mpa12 系统最高压力21 Mpamm13 外形尺寸2500×1600×2270折弯机设计、制造验收标准按照国家下列标准设计:JB/T2257.1 《板料折弯机技术条件》GB/T14349 《板料折弯机精度》JB/T54363 《板料折弯机质量产品分等》数控折弯机性能特点:★机器采用全钢焊接结构,并经消除应力处理,精度保持长久。
★机器采用双油缸控制滑块上下运动结构。
★机器采用机械扭轴同步。
附:数控折弯机技术参数设置_折弯参数表:扩展资料:折弯机做为一种基础机械,它的保养措施如果做到位可以提高工作的效率还有折弯机本身的使用寿命,我们下面要介绍的就是数控折弯机保养内容:一、过滤器1.每次换油时,过滤器应更换或彻底清洗;2.油箱上的空气过滤器,每3个月进行检查清洗,最好1年更换。
3.机床有相关报警或油质不干净等其它过滤器异常,应更换;二、液压部件1.每月清洁液压部件(基板、阀、电机、泵、油管等),防止脏物进入系统,不能使用清洁剂;2.新机使用一个月后,检查各油管弯曲处有无变形,如有异常应予更换,使用两个月后,应紧固所有配件的连接处,进行此项工作时应关机,系统无压力。
三、液压油路1.每周检查油箱油位,如进行液压系统维修后也应检查,油位低于油窗应加注液压油;2.系统油温应在35℃~60℃之间,不得超过70℃,如过高会导致油质及配件的变质损坏。
折弯机折弯参数表
折弯机折弯参数表折弯机是一种用于将金属板材进行折弯加工的设备,通常应用于制造业中的金属制品加工过程中。
折弯机操作简单、效率高、精度高,能够满足不同形状、尺寸的金属板材加工需求。
以下是折弯机折弯参数表的详细内容:1.折弯机型号:折弯机的型号是其标识和区分的重要指标,常见的型号有WC67Y、WC67K、WE67K等。
2.最大折弯力:也称为压力或者弯曲力,指的是折弯机最大能够施加在工件上的力,通常以吨(T)为单位。
3. 最大折弯长度:指的是折弯机能够处理的最大金属板材长度,通常以毫米(mm)为单位。
4. 最大开口高度:指的是折弯机上模具之间的最大距离,也是折弯机能够处理的最大金属板材高度,通常以毫米(mm)为单位。
5. 滑块行程:指的是折弯机滑块上下运动的行程,也是控制折弯角度的重要参数,通常以毫米(mm)为单位。
6. 折弯角度:指的是金属板材在折弯机上弯曲的角度,可以用度(°)或弧度(rad)表示。
7.数控系统:折弯机通常配备数控系统,用于控制机床的运动参数、位置精度和操作便捷性,常见的数控系统有国内的ESTUN、TLC等以及国外的DELEM、ESA等。
8.机械传动方式:折弯机的机械传动方式主要有液压和机械两种,液压传动具有速度快、力度大、稳定性好等优点,机械传动主要是通过齿轮和曲柄机构实现。
9.后挡料系统:折弯机通常配备后挡料系统,用于定位和控制金属板材的位置,以确保折弯的精确度和一致性。
10. 定位精度:指的是折弯机在定位和加工过程中的精度要求,通常以毫米(mm)或百分比(%)表示。
11.工作台长度:指折弯机的工作台长度,它决定了折弯机可以同时加工的金属板材数量。
12.控制方式:折弯机可以采用脚踏开关、按钮开关、液压控制台等方式进行操作和控制。
13.安全装置:折弯机通常配备紧急停止开关、防护罩、光幕等安全装置,以确保操作人员和设备的安全。
以上是折弯机折弯参数表的详细内容,折弯机的参数表可以根据实际需求进行调整和完善,以满足不同的加工需求。
折弯系数表
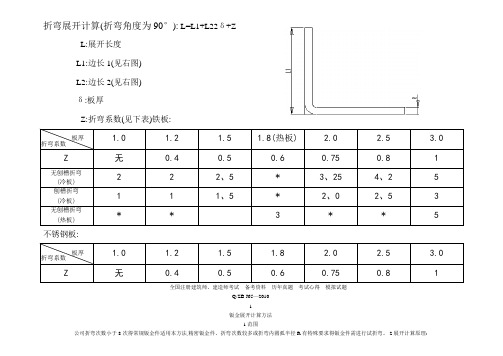
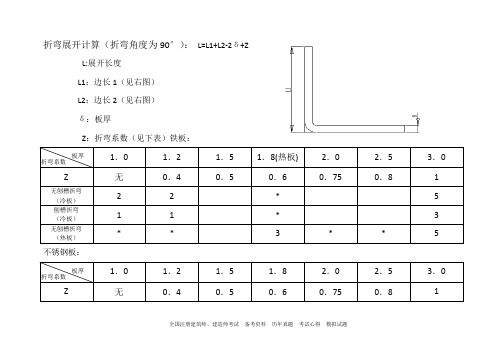
板厚折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z:折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板)2.0 2.53.0 Z 无0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 22 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 11 1、5 * 2、0 2、5 3 无刨槽折弯(热板)* * 3 * * 5 不锈钢板:1.01.2 1.5 1.82.0 2.53.0 Z无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题Q/ZB J65—20101钣金展开计算方法2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性层就是计算弯曲件展开长度得基准。
2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心得內侧移动。
中性层到板料內侧得距离用λ表示(见图一)。
3 折弯模具:我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t) 1、0, 1、2,1、51、5,2、0 2、5,3、0 3、0,4、0,5、0适用V槽宽度81216254 展开计算方法: 4、1 90°折弯(一般折弯)Q/ZB J65—201024、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。
折弯(压断差)参数表
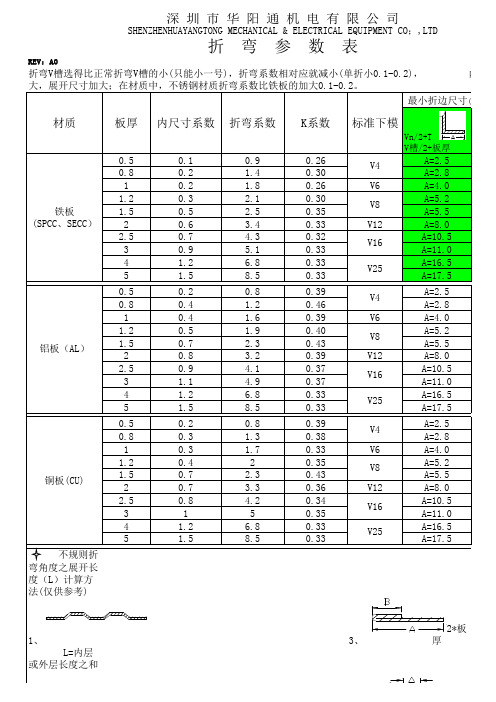
标准下模
Vn/2+T V槽/2+板厚
V4 V6 V8 V12 V16 V25 V4 V6 V8 V12 V16 V25 V4 V6 V8 V12 V16 V25
铁板 (SPCC、SECC)
A=2.5 A=2.8 A=4.0 A=5.2 A=5.5 A=8.0 A=10.5 A=11.0 A=16.5 A=17.5 A=2.5 A=2.8 A=4.0 A=5.2 A=5.5 A=8.0 A=10.5 A=11.0 A=16.5 A=17.5 A=2.5 A=2.8 A=4.0 A=5.2 A=5.5 A=8.0 A=10.5 A=11.0 A=16.5 A=17.5
材质
板厚
0.5 0.8 1 1.2 1.5 2 2.5 3 4 5 0.5 0.8 1 1.2 1.5 2 2.5 3 4 5 0.5 0.8 1 1.2 1.5 2 2.5 3 4 5
内尺寸系数
0.1 0.2 0.2 0.3 0.5 0.6 0.7 0.9 1.2 1.5 0.2 0.4 0.4 0.5 0.7 0.8 0.9 1.1 1.2 1.5 0.2 0.3 0.3 0.4 0.7 0.7 0.8 1 1.2 1.5
L=A+B-1/2*板厚
L=A+B+C-板厚
铝板(AL)
铜板(CU)
不规则折弯角度之展开长度(L)计算方法(仅供参考) 1、 L=内层或外层长度之和 4、 2、 3、
L=A+B-1
L=A+B+C
L=A+B-(180-a)*折弯系数/90
阳 通 机 电 有 限 公 司
NICAL & ELECTRICAL EQUIPMENT CO;,LTD
折弯机折弯参数表
折弯机折弯参数表折弯机是一种用于将金属材料折弯的机械设备。
在使用折弯机进行折弯操作时,需要设置一些参数来确保折弯的精度和质量。
以下是一个关于折弯机折弯参数的详细说明:1.材料参数:-材料类型:需要指定金属材料的类型,如钢材、铝材、不锈钢等。
-材料厚度:金属材料的厚度决定了折弯的难度和所需的力量。
-弹性模量:用来计算材料在折弯过程中的变形程度。
2.折弯工艺参数:-内弯角度:需要指定所需的折弯角度,通常以度数表示。
-外弯角度:有时需要通过折弯来产生一个外弯角,同样以度数表示。
-折弯长度:折弯后工件的长度,可以根据实际需要进行调整。
-折弯方式:指定折弯的方式,可以是V型槽、U型槽等。
-折弯起点:指定折弯的起始位置,可以是材料的边缘或者其他位置。
3.折弯机参数:-折弯力量:折弯机所能提供的最大力量,通常以吨或千牛表示。
-滑块行程:滑块在折弯过程中的行程长度,通常以毫米或英寸表示。
-折弯速度:滑块在折弯过程中的运动速度,可以根据需要进行调整。
-后挡料位置:用于控制工件的位置,通常由后挡料装置控制。
-定位精度:指定折弯机的定位精度,通常以毫米或英寸表示。
以上是一份关于折弯机折弯参数的简要说明。
在实际应用中,根据具体的工件要求和机器性能,还可以有更多的参数可以进行设置。
在进行折弯操作之前,需要确保所有的参数设置正确,并且进行必要的校准和调整,以保证折弯的精度和质量。
折弯机的折弯参数对于折弯操作的质量和效率至关重要。
正确地设置折弯参数可以避免工件的变形、折痕和其他质量问题。
同时,合理地调整折弯参数可以提高折弯的效率,减少生产时间和成本。
综上所述,了解和设置折弯机的折弯参数是非常重要的。
通过正确地设置和调整折弯参数,可以实现高质量的折弯操作,并提高生产的效率和效益。
折弯机操作人员应该熟悉不同参数的设置和调整方法,并且在操作过程中密切关注折弯结果,及时进行必要的调整和校准。
数控折弯机技术参数设置【完整版】

数控折弯机技术参数设置【完整版】数控折弯机技术参数设置【完整版】数控系统折弯机⼀般系统都不需进⼊参数要设置,⼚家都已经配置好了。
只有在个⼈操作习惯、调间隙等情况出现时才会调节参数。
如果要进⾏参数设置,也不是个⼈操作,⽽需送⾄⽣产产家进⾏参数重置,否则会出现故障。
数控折弯机主要技术参数序号项⽬参数值单位备注1 公称压⼒800 KN2 ⼯作台长度2500 mm3 ⼯作台⾼度850 mm4 滑块⾏程100 mm5 最⼤开启⾼度320 mm6 滑块⾏程调节量75 mm7 ⽴柱间距1900 mm8 喉⼝深度320 mm9 滑块速度V⼯作=9mm/sV回=45mm/sV空=50mm/s10 主电机Y160M-6n==7.5KW11 油泵25MCY14-1Bq=25ml/rp=31.5Mpa12 系统最⾼压⼒21 Mpamm13 外形尺⼨2500×1600×2270折弯机设计、制造验收标准按照国家下列标准设计:JB/T2257.1 《板料折弯机技术条件》GB/T14349 《板料折弯机精度》JB/T54363 《板料折弯机质量产品分等》数控折弯机性能特点:★机器采⽤全钢焊接结构,并经消除应⼒处理,精度保持长久。
★机器采⽤双油缸控制滑块上下运动结构。
★机器采⽤机械扭轴同步。
附:数控折弯机技术参数设置_折弯参数表:折弯机做为⼀种基础机械,它的保养措施如果做到位可以提⾼⼯作的效率还有折弯机本⾝的使⽤寿命,我们下⾯要介绍的就是数控折弯机保养内容:⼀、过滤器1.每次换油时,过滤器应更换或彻底清洗;2.油箱上的空⽓过滤器,每3个⽉进⾏检查清洗,最好1年更换。
3.机床有相关报警或油质不⼲净等其它过滤器异常,应更换;⼆、液压部件1.每⽉清洁液压部件(基板、阀、电机、泵、油管等),防⽌脏物进⼊系统,不能使⽤清洁剂;2.新机使⽤⼀个⽉后,检查各油管弯曲处有⽆变形,如有异常应予更换,使⽤两个⽉后,应紧固所有配件的连接处,进⾏此项⼯作时应关机,系统⽆压⼒。
折弯系数表
板厚 折弯系数板厚 折弯系数折弯展开计算(折弯角度为90°): L=L1+L2-2δ+ZL:展开长度L1:边长1(见右图)L2:边长2(见右图)δ:板厚Z :折弯系数(见下表)铁板:1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯(冷板)2 2 * 5 刨槽折弯(冷板)1 1 * 3 无刨槽折弯(热板) * * 3 * * 5 不锈钢板:1.01.2 1.5 1.8 2.0 2.5 3.0 Z无 0.4 0.50.6 0.75 0.8 1Q/ZB J65—20101钣金展开计算方法1 范围公司折弯次数小于8次的常规钣金件适用本方法,精密钣金件、折弯次数较多或折弯内圆弧半径R有特殊要求的钣金件需进行试折弯。
2 展开计算原理:板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力的过度层为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。
中性层的位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的內侧移动。
中性层到板料內侧的距离用λ表示(见图一)。
3 折弯模具:我们使用的小松数控折弯机所配套的普通折弯模具V型槽宽度通常为适用该折弯模的板厚的5-6倍。
板厚与适用V型槽宽(见表1)。
表1 板厚与适用V型槽宽参数板厚(t),,,,,,适用V槽宽度81216254 展开计算方法: 90°折弯(一般折弯)Q/ZB J65—20102(如图二),由于我们常用的折弯上模的尖角通常小于,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数的影响因素主要取决于折弯下模槽宽V和材料厚度t。
展开长度的计算公式为(1):L=L1 +L2- 2t +系数a ; (1)折弯系数a的计算公式为(2):a = +-……………………………………………………………(2)其中:V—下模槽宽;t—材料厚度为方便计算将展开长度的计算公式简化为(3):L=L1+L2-系数C ……………………………………………………………………(3)注:简化系数C = (2t - 系数a)见表2。