烧花烂花印花
窗帘面料工艺及特色
窗帘面料工艺及特色1. 窗帘工艺:印花(圆网印花、转移印花等),提花,绣花(平绣、贴花绣、珠片绣、毛巾绣、水溶纱等),色织,割绒,植绒,剪花,烧花/烂花,烫金/烫银,手绘,压皱,物理皱,经编。
2. 工艺特色1) 印花:在素色胚布上用圆网或转移的方式印上色彩、图案,色彩艳丽,图案丰富细腻。
2) 提花:就是纺织物以经线﹑纬线交错组成的凹凸花纹。
①印花和提花的区别:②印花面料是布织好以后,再印上去的花,可以有多种选择;③提花面料是在织布时织上去的,布成形以后就不能再选择花了。
3) 绣花:是在已经加工好的织物上,以针引线,按照设计要求进行穿刺,通过运针将绣线组织成各种图案和色彩的一种技艺。
有平绣、珠片绣、毛巾绣、丝带绣、水溶纱等。
4) 色织:根据图案需要,先把纱分类染色,再经过交织而构成色彩图案。
色牢度强,色织纹路鲜明,立体感强。
5) 植绒:把纤维绒毛按照特定的图案黏着到织物表面,植绒面料立体感强。
因绒毛所具有吸音,吸潮功能,植绒类装饰布被广泛地应用在家纺领域。
6) 烧花/烂花:经涤纶为芯,用棉、粘胶、麻等纤维分别进行包覆或混纺,织成织物。
然后根据它们对酸稳定性不同的性质,在上述织物上酸浆腐蚀炭化其不耐酸的纤维(即棉、粘胶、麻等纤维)保留其耐酸的纤维涤纶,这样就成了半透明的花纹,这种工艺方法称为烂花印花。
具有花型新颖、轻薄透明、花纹突出、轮廓清晰、手感滑爽的外观特征。
7) 手绘:用环保涂料手工绘制而成,图案精致优雅,既实用又具有观赏价值。
8) 压皱:由于工艺原因,其门幅通常比正常门幅窄,一般在130CM-135CM之间。
9) 物理皱:利用纤维的不同的耐高温或缩水率的性能,在后处理的过程中形成皱褶。
10) 经编:经编用多根纱线同时沿布面的纵向(经向)顺序成圈编织而成。
3. 特殊面料举例1) 光触媒:顾名思义即是以光的能量来作为化学反应能量来源,利用二氧化钛作为催化剂,加速氧化还原反应,分解所有对人体或环境有害的有机物质及部分无机物质,使其迅速氧化分解为稳定且无害物质(水、二氧化碳),以达到净化空气的功用。
印花工艺英汉对照

•仿拔印浆Imitation pull paste•拔印浆Pull printing paste•免过热植毛浆Overheating-free flocking paste •机印胶浆Machine-printed paste•拔彩浆Pull color paste•四色网 4 color print/4 screen print•台板胶table adhesive•增稠剂thickener•圆网印花rotary screen print•升华印花sublimation print•反光印花,反射印花reflect print•发泡印花puff print•厚版胶印HD print,High Density print•渐变印花gradient print•闪粉印glitter print•金箔/银箔印花,烫金/烫银,箔类印花foil print •面料印花fabric print•发泡浆Foaming paste•环保胶浆Rubber solution•植绒浆Flocking pulp•烫金浆Gilding pulp•牛仔浆Denim paste•水性厚版浆Water-based thick paste•仿烫金浆Imitation gilding paste•烧花、烂花Burnt out•银粉印花Silver Powder Print•金箔印花Foil Print•活性印花Reactive print•涂料印花Pigment print•胶浆印花Plastisol print,rubber print•圆网印花Rotary scream printing•平网印花Plate scream printing•满底印all over print•染底印piece dyed printing•珠光印mettallic printing•水印water printing•胶印pigment printing•烂花burnt out•拔印discharge printing•涂料印printing•尼龙固浆nylon solidify pulp•高力固浆high power solidify pulp•普通固浆ordinarily solidify pulp•嗅浆sniff pulp•植绒浆flocking pulp•烫金浆gilding pulp•龟纹浆打底透明screen pattern glossy overprint transparent pulp•龟纹浆screen pattern pulp•特强牛仔石磨洗水透明浆high strength cowboy grinding or washing transparent pulp•特强牛仔石磨洗水白胶浆high strength cowboy grinding or washing white glue pulp•哑面高弹性柔软透明浆ungloss high elastic soft transparent pulp•哑面高弹性柔软白胶浆ungloss high elastic soft white glub pulp•哑面弹性透明浆ungloss elastic transparent pulp•哑面弹性白胶浆ungloss elastic white glue pulp•哑面高弹性尼龙透明浆ungloss high elastic nylon transparent pulp•哑面高弹性尼龙白胶浆ungloss high elastic nylon white glue pulp•光面高弹性尼龙透明浆gloss high elastic nylon transparent pulp•光面高弹性尼龙白胶浆gloss high elastic nylon white glue pulp•哑面泳衣弹性拉架透明浆ungloss swimsuit elastic pulling transparent pulp •哑面泳衣弹性拉架白胶浆ungloss swimsuit elastic pulling white glue pulp •光面泳衣弹性拉架透明浆gloss swimsuit elastic pulling transparent pulp •光面泳衣弹性拉架白胶浆gloss swimsuit elastic pulling white glue pulp •光面高弹性柔软透明浆gloss high elastic soft transparent pulp•光面高弹性柔软白胶浆gloss high elastic soft white glue pulp•光面弹性透明浆gloss elastic transparent pulp•光面弹性白胶浆gloss elastic white glue pulp•弹性树脂elastic resin•印花粘合剂adhesives printing•热固油墨heat set ink•厚板胶浆high density print adhesive•黑体无光红外线管blackbody blind Infrared lamp •变频器frequency converter•隧道式烘干机tunnel drier•明室拷贝light room duplicating film•碘镓灯iodine gallium light•真空抽气vacuum pumping•真空泵vacuum pump•真空晒版机vacuum printing down film•网纱gauze•滑轨slide rail•夹头chuck•手轮条式hand wheel switch•气动棚网机pneumatic stretching machine•滑触线slide wire•木工板blockboard•印花台板printing board•网框尺寸screen printing frame size•卧式烘版机horizontal baling•手动棚网机manual stretching machine•烫画系列roasting Picture•绷网机stretching machine•网版烤箱screen drying oven•手动压烫机manual Pressure hot machine•远红外线隧道烘干机far infrared ray tunnel drier •晒版机printing down film•电脑分色puter colour sorting•圆网印花rotary screen printing•平网印花flat screen printing•片装印花tablet print•四色分解four color separation 4•织带印花tape printing•热固油墨印花heat set ink printing•金银粉印花golden and silver printing•发泡印花foaming printing、puff printing•水浆印花water based printing•水性印花waterborne printing•胶浆印花plastisol print, rubber print•纺织数码印花textile calico digital printing •条码印花barcode printing•数码印花digital printing•转移印花transfer printing•蒸化aging•湿法印花wet prints•湿罩湿印花wet-On-wet•湿罩干印花wet-On-dry•经纱印花warp prints•热转移印花thermal transfer printing•打样strike off•筛网印花screen printing•圆形筛网印花或圆网印花rotary screen printing •滚筒印花roller printing•防染印花resist printing•对花registration•对花不准off register•印花对花准确print register•印花色浆print paste•罩印over print•机械植绒mechanical flocking•喷射印花jet printing•热转移印花heat--transfer printing•手工筛网印花hand screen printing•半色调或中间色调halftone•植绒flocking•植绒印花flock printing•平板flatbed•叠印fall on•按特殊要求印花engineered print•静电植绒electrostatic flocking•静电荷electrostatic charge•双面印花duplex prints•干法印花dry prints•拔染印花discharge print,Discharge paste •直接印花direct prints•涪烘curing•烂花印花burn—out prints•满地印花blotch print•自动筛网印花automatic screen printing。
服装行业印花知识介绍
服装行业印花知识介绍印花90年代以来,高新技术突飞猛进,大批新材料、新工艺相继出现,而且印染技术符合生态纺织品标准100的要求,迎合当今世界纺织品消费潮流,应用前景十分乐观。
由于国外新型高分子材料的成功应用及其商业成本下降,新型粘合剂配以有关的糊料及助剂后,即使在真丝织物上,也能以适当的方法进行大面积印花染色,其成品手感、色泽鲜艳度均与染料印花或者染色相似,真正做到了超级柔软的效果,扩大了应用范围。
特种印花:技术进一步开发与完善,有发泡立体印花、金银粉印花、珠光印花、闪烁印花、仿烂花印花、反光涂料印花、金属箔印花、涂料罩印、夜花印花、钻石印花、变色印花等。
仿烂花印花:国外(日本、意大利、德国)开发的一种使用特殊的涂料印花浆,印制在织物上形成半透明效果的工艺。
此印浆的要紧组分为聚氨酯,它能够用在派力司织物、棉华尔纱、锦纶66及羊毛织物上,既可用在白地上,也可用在色地上,可增加织物的花色品种。
金属箔印花:近年来在国内外市场上十分流行,多用于制作妇女的上衣或者裙子、阿拉伯妇女的头巾等,具有富丽华贵之感。
其工艺不太复杂,只是关键性的一种特殊粘合剂需要进口,且价格昂贵。
目前该粘合剂已试制成功,效果与进口相似,成本只有进口的2/3。
涂料罩印花:又称仿拔染印花,是指涂料以直接印花的方式,在染色织物上获得酷似拔染印花效果的方法。
涂料罩印分白罩印与彩色罩印,前者技术比较成熟,应用比较多,后者虽有产品应市,但往往对地色的遮盖性与与色涂料拼混时的发色性或者者手感等问题不能很好解决,特别是大红色相经常出现失真现象,即黄光大红变成带粉色的红相。
解决办法应使用优质粘合剂,配以颜色失真度最小的底粉制成印花浆,可在深地色织物上印制出手感柔软、牢度好的仿拔染印花织物。
闪烁印花:是在织物上印制带有闪烁金属光泽的花型,它能在一些起绒织物或者轻薄织物、如乔其纱类织物上印制出闪烁金属光泽的效果,是提高纺织品附加值的一种新颖印花方法。
涂料染色技术的新进展,除连续染色(轧染)与涂料浸染(匹染及成衣染色)方法的研究现应用比较活跃外,近年又进展了一些适合时尚、市场所需要的新工艺即涂料染色印花一步固色法(即涂料染色—烘干—印花—焙烘)与涂料染色整理一步法(即染色烘干后的织物经树脂、防水、拒水、阻燃、涂层等加工后再焙烘的工艺),可大大缩短工艺流程,节约能源,很有进展前途。
印花工艺知识

4.皱缩印花:利用印花方法在织物上局部施加能使纤维膨胀或收缩的化学品,通过适当处理,使印花部位纤维和非印花部位纤维产生膨化或收缩的差异,从而获得表面有规律凹凸花型的产品。如用烧碱作膨化剂的纯棉印花泡泡纱。又叫凹凸印花。
7.颜料印花:(英文:pigment print) 又叫涂料印花,由于颜料是非水溶性着色物质,
对纤维无亲和力,其着色须靠能成膜的高分子化合物(粘着剂)的包覆和对纤维的粘着作用来实现。颜料印花可用于任何纤维纺织品的加工,在混纺、交织物的印花上更具有优越性,且工艺简单、色谱较广,花形轮廓清晰,但手感不佳,摩擦牢度不高。
4. 对花不准(off—register)
由于印花滚筒或筛网纵向排列没有对齐,导致前后花型对位不准确。这种缺陷也叫套色不准或图案移位。
5. 停车印(stopmark)
由于印花机在印花过程突然停下,然后再开机,结果在织物上产生色条。
6. 部分脆化(tenderspots)
在印花织物上,印有一种或多种颜色的地方常会受损,通常是由于在印花浆中的破坏性化学品使用过量。在拔染印花
用于静电植绒的纤维包括实际生产中应用的所有纤维,其中粘胶纤维和耐纶两种最普遍。大多数情况下,短绒纤维在移植到织物上前先要染色。
植绒织物耐干洗和/或耐水洗的能力取决于粘合剂的性质。应用于织物加工工序中的许多高质量的粘合剂,具有优异的耐水洗、耐干洗牢度,或者两项牢度都好。因为不是所有的粘合剂都经得住任何方式的清洗,所以必须验证任何一种特定的植绒织物适合哪一种清洗方法。
10.油墨印花.特点色泽鲜艳,形象逼真。市场上前段时间兴起了一股人头印的浪潮,那么清晰超写实的印花一般来说只有油墨印花才能印出那样的效果。有时候还可以在油墨上洒点金粉银粉类的,感觉装饰效果更好。
纺织品烂花印花的工艺实践
种 助 剂 须 在 什 么 条 件 下 才 能 使 棉 纤 维 溶 解 , 印 染
加 工 的 条 件 能 否 满足 , 助 剂 还 必 须 符 合 在 烂 花加 工过 程 中 的 安 全 性 、 稳 定 性 和 环 保 性 。
氧 化 氨 气 体 。 浓硝 酸 的腐 蚀 性 极 大 , 纤 维 素 纤 维 、 蛋 白质 纤 维 碰 到 硝 酸 立 即 腐ቤተ መጻሕፍቲ ባይዱ烂 , 硝 酸 与 空
涤 纶 丝 , 这 是 织 物 中 的棉 在 助 剂 的 作 用 下 成 为
聚 合 度 低 的 水 化 纤 维 素 而 逐 渐 水 解 。 例 如 , 涤 棉 织 物 印花 部 分 用 稀 硫 酸 处 理 后 加 热 , 则 水 分 蒸 发 , 成 为 浓 硫 酸 , 使 棉 纤 维 碳 化 , 水 解 了纤
S ANG H H A SL IK
上 海 丝绸 ④
纺 织 品 烂 花 印 花 的 E- ̄ 践 ,实 -
-
一
一
钱
灏
提 要 : 烂 花 织 物 是 当前 流行 的纺 织 品 , 本 文在 简要 介 绍 了烂 花 的原 理 和 烂 花 剂 、 烂 花 糊 料 的 选 择 后 ,介 绍 了涤棉 混 纺 、 真 丝 、锦 纶 、 醋 酯 为地 布 织 物 的 烂 花 工 艺 , 最后 提 示 了烂 花 后 的 处
富 有 凹 凸 感 的 印 花 产 品 ;棉 与 锦 纶 交 织 的 织 物 烂 花 印 花 后 , 透 明 的 花 型 中 衬 托 出 内 层 的 颜
色 , 富 有 立体 感 ; 粘 胶 与 锦 纶 制 成 的 针 织 烂 花
现 半 透明状 态 。一 些地 方也把烂 花称 为烧 花 。
印花分类

一、从印花工艺来分:活性印花------活性印花是以范得华力直接和织物结合的。
一般来说,活性印花手感要软一些.分散印花------分散印花是染料印花的一种,是指聚酯(涤纶)或者聚酰胺(尼龙、锦纶)类的面料采用分散染料印花的方法酸性印花--------锦纶用酸性染料染色的原理与酸性染料染蛋白质纤维相似,这是因为锦纶结构中含有氨基和羧基。
在弱酸性介质中,锦纶上带正电荷的氨基与酸性染料的色素阴离子发生盐式键结合,同时也能在纤维酰胺基上产生氢键结合,锦纶染色不用强酸浴,多用pH质为4~6的弱酸浴,也可采用中性浴。
烧花印花------烧花=烂花,烂花印花的织物由两种不同纤维组成,如包芯纱织物、混纺纱织物或交织物。
烂花印花是利用两种纤维化学性质的不同,将其中一种纤维去除,而保留另一种纤维的印花方法。
经烂花印花后的产品,花纹处呈现镂空的网眼,类似于抽绣产品,立体感强。
拔印印花--------印花方式之一。
在已经经过染色的织物上,印上含有还原剂或氧化剂的浆料将其地色破坏而局部露出白地或有色花纹,拔染印花工艺繁复,容易产生病疵,成本较高。
但拔染比防染印制的花纹精致,轮廓清晰且边缘不露白,效果较佳。
因这种印花方式林多数采用雕白粉故又称雕印印花。
将有地色的织物用含有拔染剂的色浆印花的工艺叫拔染印花。
拔染印花可得到拔白和色拔两种效果。
拔染印花的织物色地丰满,花纹细致精密,轮廓清晰,但成本高,生产工艺长且复杂,设备占地多,因此多用于高档的印花织物。
含有偶氮基的各类染料,在强还原剂的作用下会发生断键,从而使其消色。
普通涂料印花-----涂料印花是以物理粘合的方式和织物结合的,涂料印花摩擦牢度相对来说不太好。
油墨印花:用的是油性油墨丝网印刷图案,比如市场上长见的(PU\SNC\SU\尼龙油墨),油性油墨一定要用、中干水、慢干水、环己酮之类的化工溶剂才可以开稀来印!就是因为油性油墨里边含有化学溶剂,印服装不环保、弹性差、成本也高。
面料各种印花注解

heat weber print
plastic print
plastisol print, rubber print 胶浆印花
PU print
puff print 发泡印花
reflect print 反光印花,反射印花
battik 蜡染
fabric print 面料印花
flock print 植绒印花
foil print 金箔/银箔印花,烫金/烫银,箔类印花
glitter print 闪粉印
gradient print 渐变印花
HD print 厚版胶印(High Density)
9.胶浆印花
(英文rubber printing)胶浆的出现和广泛应用在水浆之后,由于它的覆盖性非常好,使深色衣服上也能够印上任何的浅色,而且有一定的光泽度和立体感,使成衣看起来更加高档了,所以它得以迅速普及,几乎每一件印花T上都会用到它。但由于它有一定硬度,所以不适合大面积的实地图案,大面积的图案最好还是用水浆来印,然后点缀些胶浆,这样既可以解决大面积胶浆硬的问题,又可以突出图案的层次感;还有一种方法是将大面积的实地图案偷空,做成烂的效果,但始终穿起来有点硬硬的,所以最好还是水、胶浆结合来解决大面积印花的问题较好。有光面和哑面,具手感柔软、薄、环保等特点,可以拉伸~~一般来说胶浆印花是比较常用的,像休闲品牌如"以纯"基本上都是用胶浆~~~忘记提醒一下,胶浆印花和水浆印花都可以经水洗的~~~价格这两个比较一下,胶浆还是比水浆实惠的
7.颜料印花
(英文:pigment print) 又叫涂料印花,由于颜料是非水溶性着色物质,对纤维无亲和力,其着色须靠能成膜的高分子化合物(粘着剂)的包覆和对纤维的粘着作用来实现。颜料印花可用于任何纤维纺织品的加工,在混纺、交织物的印花上更具有优越性,且工艺简单、色谱较广,花形轮廓清晰,但手感不佳,摩擦牢度不高
烂花印花名词解释
烂花印花名词解释
新出现的烂花印花是一种新颖的印花方式,被广泛应用于服装、鞋靴以及家居等领域。
它是一种艺术性印花,其表面拥有灯笼状的折褶,为衣物增添了几分精致感。
烂花印花是用特定材质,如棉布或织物等,通过印花乳胶的拉伸而成。
它的印花乳胶是由高分子树脂混合剂制成的,具有拉伸、延展性,可以有效地将拉伸扣子材料拉伸到表面,形成灯笼状的褶皱。
烂花印花可以有效利用材料的色彩,一般来说,它的颜色比普通印花更多样、更鲜明,因此更加受欢迎。
此外,它的褶皱结构也使衣物表面具有更多的细节,以及触感和光泽,甚至可以改变衣物的形状。
此外,烂花印花还具有抗水性能好、抗污抗菌性能强的特点,为衣物提供更强的实用性,尤其是适用于户外穿搭,延长其使用寿命。
烂花印花是一种新颖的印花方式,正被越来越多的服装鞋靴以及家居等行业广泛应用。
它是一种艺术性印花,其表面拥有灯笼状的折褶,为衣物增添了几分精致感;具有拉伸、延展性,可以有效将拉伸扣子材料拉伸到表面形成褶皱;可以有效利用材料的色彩,比普通印花更多样、更鲜明;此外,它还具有抗水性,抗污抗菌性能强。
总之,烂花印花在服装、鞋靴以及家居等领域已经得到了普遍应用,它既可以为衣物增添一份精致感,也有利于提升其使用寿命及性能。
它的应用前景不可限量,未来更多的行业会逐渐采用这种印花方式,以满足消费者的各种需求。
- 1 -。
服装印花的种类
服装印花的种类以下印花说了很多的种类,但是其实在我们的一般采购中,基本上可以接触到的有以下几种:热转移印花拔染印花平网印花圆网印花水浆印花胶浆印花1热转移印花(英文:tropical print)先用印刷方法将颜料印在纸上,制成转移印花纸,再通过高温(在纸背上加热加压)把颜色转移到织物上,一般用于化纤面料,特点是颜色鲜艳,层次细腻,花型逼真,艺术性强,但该工艺目前只适用于涤纶等少数合成纤维。
.转移印花工艺简单,投资小,生产灵活,目前在市场上比较流行...不过说实话,这转移印花和其他的印花种类对比一下,价格是高了点,不过是有一定的档次的2.拔染印花(英文:wash out colors)(拔染)discharge print(拔染印花)选用不耐拔染剂的染料染地色,烘干后,用含有拔染剂或同时含有耐拔染剂的花色染料印浆印花,后处理时,印花处地色染料被破坏而消色,形成色地上的白色花纹或因花色染料上染形成的彩色花纹。
又称拔白或色拔。
它可以做出好像衣服被洗过水的效果?衣服的颜色好像被洗掉了不少,斑斑驳驳的~~其实这是拔印,拔印的原理是把织物组织纤维的的颜色抽拔掉,使之变成另一种较浅的颜色,强似洗水效果,是男装较炫酷的一种印花哦3.减量印花-该工艺利用交织或混纺织物中不同纤维的耐化学腐蚀性质差异,通过印花方法施加烧拔剂在织物局部去除其中一种纤维,保留其他纤维而形成半透明花纹。
又叫烧拔印花或烂花印花。
四.皱缩印花利用印花方法在织物上局部施加能使纤维膨胀或收缩的化学品,通过适当处理,使印花部位纤维和非印花部位纤维产生膨化或收缩的差异,从而获得表面有规律凹凸花型的产品。
如用烧碱作膨化剂的纯棉印花泡泡纱。
又叫凹凸印花。
5.平网印花,印花模具是固定在方形架上并具有镂空花纹的涤纶或锦纶筛网(花版)。
花版上花纹处可以透过色浆,无花纹处则以高分子膜层封闭网眼。
印花时,花版紧压织物,花版上盛色浆,用刮刀往复刮压,使色浆透过花纹到达织物表面。
七种特殊印花方法及常见问题
七种特殊印花方法及常见问题满地印花满地印花的底色通过印花方式而不采用匹染方式获得。
通常在印花工艺中,底色和花样图案的颜色都是被印在白布上。
有时候满地印花布被设计成模仿生产成本更高的拔染或防染印花效果,但从织物反面很容易辨别不同的印花方式。
满地印花的底色反面更浅;因为织物先经过匹染,所以拔染或防染印花的正反两面同色。
满地印花容易出现的问题是有时大面积底色不能被深色覆盖。
当出现这种问题时,仔细检查满地花纹处,会发现一些暗淡的色斑。
这种现象基本上是水洗引起的,而不是由于量的染料覆盖造成的。
在严格工艺条件下生产的优质满地印花布不会出现这些现象。
在采用筛网印花方式进行满地印花时也不可能出现这种现象,因为色浆是刮涂上去的,而不是像滚筒印花一样是被轧进去的。
涂料满地印花织物通常手感很硬。
植绒印花植绒印花是把称作纤维短绒的纤维绒毛(大约1/10-1/4英寸)按照特定的图案粘着到织物表面的印花方式。
该工艺分两个阶段,首先,用粘合剂而不是染料或涂料,在织物上印制图案,然后把纤维短绒结合到织物上,纤维短绒只会固定在曾施加过粘合剂的部位。
把纤维短绒粘附到织物表面有两种方法:机械植绒和静电植绒。
在机械植绒中,当织物以平幅状通过植绒室时,纤维短绒被筛到织物上。
机器搅拌时会使织物振动,纤维短绒被随机置入织物。
在静电植绒时,给纤维短绒施加静电,结果粘到织物上时几乎所有纤维都直立定向排列。
比起机械植绒,静电植绒的速度较慢,成本更高,但可产生更均匀、更密实的植绒效果。
用于静电植绒的纤维包括实际生产中应用的所有纤维,其中粘胶纤维和耐纶两种最普遍。
大多数情况下,短绒纤维在移植到织物上前先要染色。
植绒织物耐干洗和/或耐水洗的能力取决于粘合剂的性质。
应用于织物加工工序中的许多高质量的粘合剂,具有优异的耐水洗、耐干洗牢度,或者两项牢度都好。
因为不是所有的粘合剂都经得住任何方式的清洗,所以必须验证任何一种特定的植绒织物适合哪一种清洗方法。
植绒工艺除了植绒印花或用短绒印制图案外,植绒工艺也被广泛用于可覆盖整个织物表面的整体植绒工艺。
烂花印花名词解释
烂花印花名词解释
烂花印花是一种传统的印花手法,可以用来在布料上创作出美丽的图案。
它起源于上世纪50年代,后来得到了普及,特别是在流行文化中。
烂花印花通常指在布料上将颜料和水混合在一起,然后用含有X 湿毛巾将颜料涂抹在整块布料上。
这种技法可以用来创建各种各样的图案,如植物、动物、植物、几何等,让布料充满了美丽的色彩。
X湿毛巾是烂花印花的关键材料,它可以用来将颜料涂到布料上,也可以将颜料从布料上抹掉。
也就是说,X湿毛巾可以用来调整图案的轮廓和色彩,以达到最理想的效果。
而烂花印花的最终技巧便是将X湿毛巾分别使用多种颜色的颜
料将X湿毛巾涂到布料上,并以各种不同的方式调整颜料的色彩来获得最理想的视觉效果。
烂花印花的最大优点在于它的多样性,因为它可以使用多种颜色的柔软的颜料,而且每一次都可以创造出不同的图案。
它也可以在多种类型的布料上使用,如棉、毛等,可以创作出各种各样的图案,从而给人以美丽的视觉享受。
因此,烂花印花不仅是一种艺术形式,它也可以被用于实际应用,例如服装制衣、家居装饰等领域。
尤其是在时尚服装中,烂花印花往往是整件服装的核心,可以给人以明亮的、色彩斑斓的视觉效果,给人以清新的、活力的感觉。
综上所述,烂花印花是一种古老的传统印花技艺,它可以在布料
上创作出多种多样的图案,也可以被用于实际的应用,令人印象深刻。
服装印花工艺详解(图解),衣服常用印花介绍大全
—————————服装印花工艺详解———————————印花分类——印花加工根据不同浆料分为:水性浆:水浆、胶浆等等,油性浆:油墨等等,其他浆料与物理工艺:染料、腐蚀性浆料、物理工艺等等。
印花根据印的不同效果等分刷不同方法、不同浆料和浆料别分为:普通水浆印花、仿活性水浆印花普通胶浆印花、亮光泽胶浆印花(胶浆印花加光油)、厚板胶浆印花、亮光泽厚板胶浆印花(厚板胶浆印花加光油)、尼龙浆印花(弹力胶浆印花)、石头浆印花(或拉浆印花)、滴胶印花(常用透明胶浆材料滴加在其他印花上表面,比如:啫喱浆料、透明尼龙浆等。
)、夜光印花(或荧光印花、反光印花)、变色功能印花(或隐影印花,包括热敏变色印花、水性变色印花、光敏变色印花)发泡印花(凸凹印花)、绒发泡印花(或起绒印花)、龟裂印花(或拉裂印花)植绒印花、闪光片印花、植珠印花(或玻璃珠印花、胶珠印花)、烫钻印花油墨丝网印花(或油墨印花)、烫金(银)印花【金(银)粉浆印花】、立体烫金(银)印花【烫金(银)印花+凸凹压印花工艺】数码直喷印花(数码喷绘)、数码热转移印花拔白印花、彩拔印花、烂花印花(或烧拔印花、减量印花)蜡染、扎染、夹染、吊染、抄色(炒雪花)、手绘印花(或涂料印花)、喷色印花(或喷绘印花)压绒、压胶、烫胶、烫皮、凸凹压印花(或凸纹印花、立体印花)、烧花等等其他各种印花——印刷方法分类——印刷主要分类方法如下:1、根据印版上图文与非图文区域的相对位置对印刷方法进行分类按照印版上图文与非图文区域的相对位置,常见的印刷方式可以分为凸版印刷、凹版印刷、平版印刷及孔版印刷四大类:(1)凸版印刷,印版的图文部分凸起,明显高于空白部分,印刷原理类似于印章,早期的木版印刷、活字版印刷及后来的铅字版印刷等都属于凸版印刷。
(2)凹版印刷,印版的图文部分低于空白部分,常用于钞票、邮票等有价证券的印刷。
(3)平版印刷,印版的图文部分和空白部分几乎处于同一平面,利用油水不相溶的原理进行印刷的方式。
烂花面料介绍
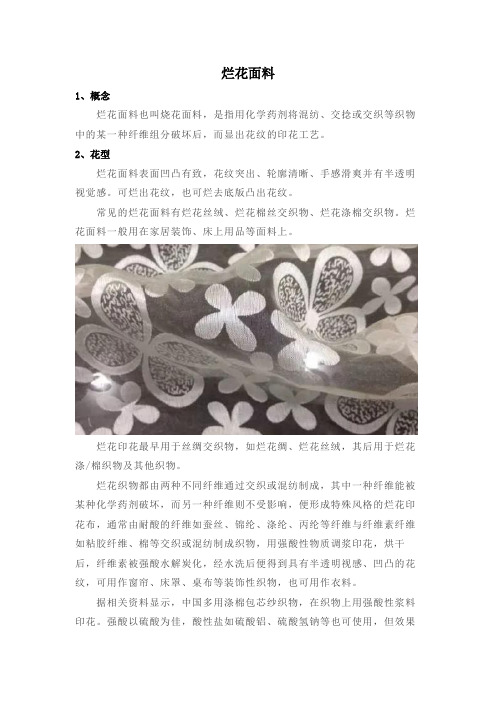
烂花面料1、概念烂花面料也叫烧花面料,是指用化学药剂将混纺、交捻或交织等织物中的某一种纤维组分破坏后,而显出花纹的印花工艺。
2、花型烂花面料表面凹凸有致,花纹突出、轮廓清晰、手感滑爽并有半透明视觉感。
可烂出花纹,也可烂去底版凸出花纹。
常见的烂花面料有烂花丝绒、烂花棉丝交织物、烂花涤棉交织物。
烂花面料一般用在家居装饰、床上用品等面料上。
烂花印花最早用于丝绸交织物,如烂花绸、烂花丝绒,其后用于烂花涤/棉织物及其他织物。
烂花织物都由两种不同纤维通过交织或混纺制成,其中一种纤维能被某种化学药剂破坏,而另一种纤维则不受影响,便形成特殊风格的烂花印花布,通常由耐酸的纤维如蚕丝、锦纶、涤纶、丙纶等纤维与纤维素纤维如粘胶纤维、棉等交织或混纺制成织物,用强酸性物质调浆印花,烘干后,纤维素被强酸水解炭化,经水洗后便得到具有半透明视感、凹凸的花纹,可用作窗帘、床罩、桌布等装饰性织物,也可用作衣料。
据相关资料显示,中国多用涤棉包芯纱织物,在织物上用强酸性浆料印花。
强酸以硫酸为佳,酸性盐如硫酸铝、硫酸氢钠等也可使用,但效果不如硫酸。
3、操作方法方法是在耐酸的烂花浆中加入酸性化学药剂,如硫酸、硫酸铝、三氯化铝等,经过印花、烘焙或汽蒸、高温炭化,使印上酸性浆料的部分棉或粘胶纤维被腐蚀掉,而不损伤真丝或涤纶,随后洗去棉或粘胶纤维被炭化部分的纤维残渣。
印花浆中还可加入耐酸的染料,使在破坏一种纤维的同时能上染另一种纤维如真丝,得到有色烂花印花。
4、注意事项印花用糊料应能够耐强酸作用,具有较好的渗透性,印制轮廓清晰,而且易被洗除。
这类糊料有白糊精、合成龙胶、油/水乳化糊等。
印花后经干燥,再于140℃焙烘30s,绳状水洗,除去炭化物。
如焙烘温度过高,印花处呈黑棕色,难以洗净,温度不够时,印花处呈白色不透明,说明作用不足,也难以洗除,一般以印花处焙烘后色择为浅黄棕色为佳。
检查焙烘温度是否适当,产品上残渣是否易于洗去,可将织物在有张力条件下,以手牵动织物,能使残渣立即脱离飞扬时为合适。
烂花印染

Al2(SO4)3
H2SO4 分散染料 水 汽蒸100℃,3分钟 焙烘145℃,1.5分钟
—
— X Y 差 优,泛黄
150
— X Y 较差 较差
—
55~60 X Y 优 炭化
酸浆的研究
用烂花印花酸浆糊料具备条件
(a)糊料的 耐酸稳定性 要好而且能 耐酸性水解 以保证在较 长时间印花 中,保持浆 料稠度,使 印制轮廓清 晰。
烂花印花后要快速进行热处理,不需要经过烘干再进行热处理,因为印花 浆烘干后,有吸湿现象,这样会使热处理温度分布不均,造成腐蚀不均匀,碳 化不良。如果印花块面已经吸湿,则一定要烘干后,再进行热处理。着色烂花 印花的热处理温度要比一般烂花的热处理温度高,这主要是考虑到分散染料的 上染着色温度。
热处理工艺研究
真丝 解 三醋酯 尼纶 涤纶 强酸中水解 耐酸性大 耐酸性大 强碱中强度降低 耐碱性大 强碱中水解(减量加工) 比棉差,比羊毛强,在高浓酸下溶 在浓NaOH中溶解
烂花印花的工艺技术条件
烂花印花分类
根据烂花后的地色织物有无色泽,可分为一般烂花 印花和着色烂花印花二种。
着色烂花印花是在纤维素纤维腐蚀的同时,留下的纤 维同时染上色泽,形成有各种色泽的似透明的网眼花型, 与不同地色呈现绚丽多彩的凹凸效果。
一般烂花和着色烂花的热处理情况
烂花方法 一般烂花 着色烂花 热处理法 热溶 热溶 汽蒸 温度 160℃ 180℃ 140—200℃ 时间 l—3分钟 1分钟 3—5分钟 严重泛黄 备注 >160℃泛黄
注:上述试验腐蚀剂用硫酸铝。
洗涤条件
(3)洗涤条件
洗涤工艺是烂花印花质量优劣的最后一关,棉纤维充 分炭化后,甚至已炭化变黑,如果洗涤不充分,也不能获 得好的烂花效果。要达到充分洗涤效果,在机械连续水洗 之前,最好进行敲打、揉搓或刷洗等机械方法。预先去除 一部分粘附于涤纶纤维上的碳化纤维,而连续水洗机要采 用有揉搓效果的喷淋洗净机。
印花专业术语(1)
转移印花 transfer printing 蒸化 aging 湿法印花 wet prints 湿罩湿印花 wet-On-wet 湿罩干印花 wet-On-dry 经纱印花 warp prints 热转移印花 thermal transfer printing 打样 strike off 筛网印花 screen printing 圆形筛网印花或圆网印花 rotary screen printing
织带印花 tape printing 热固油墨印花 heat set ink printing 金银粉印花 golden and silver printing 发泡印花 foaming printing、puff printing 水浆印花 water based printing 水性印花 waterborne printing 胶浆印花 plastisol print, rubber print 纺织数码印花 textile calico digital printing 条码印花 barcode printing 数码印花 digital printing
哑面高弹性柔软透明浆 ungloss high elastic soft transparent pulp 哑面高弹性柔软白胶浆 ungloss high elastic soft white glub pulp 哑面弹性透明浆 ungloss elastic transparent pulp 哑面弹性白胶浆 ungloss elastic white glue pulp 哑面高弹性尼龙透明浆 ungloss high elastic nylon transparent pulp 哑面高弹性尼龙白胶浆 ungloss high elastic nylon white glue pulp 光面高弹性尼龙透明浆 gloss high elastic nylon transparent pulp 光面高弹性尼龙白胶浆 gloss high elastic nylon white glue pulp 哑面泳衣弹性拉架透明浆 ungloss swimsuit elastic pulling transparent pulp 哑面泳衣弹性拉架白胶浆 ungloss swimsuit elastic pulling white glue pulp 光面泳衣弹性拉架透明浆 gloss swimsuit elastic pulling transparent pulp 光面泳衣弹性拉架白胶浆 gloss swimsuit elastic pulling white glue pulp 光面高弹性柔软透明浆 gloss high elastic soft transparent pulp 光面高弹性柔软白胶浆 gloss high elastic soft white glue pulp 光面弹性透明浆 gloss elastic transparent pulp 光面弹性白胶浆 gloss elastic white glue pulp 弹性树脂 elastic resin 印花粘合剂 adhesives printing 热固油墨 heat set ink 厚板胶浆 high density print adhesive
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
烧花(烂花)印花————————————————————————————————作者:————————————————————————————————日期:ﻩ烂花印花烂花印花,亦称透明加工、腐蚀加工,日本称为碳化印花。
是由二种纤维组成的织物,其中一种纤维能被某种化学品破坏.而另一种纤维则不受影响;因此可用一种化学品调成印花色浆印花以后,经过适当的后处理,使其中一种纤维破坏,便形成特殊风格、透明格调的烂花印花织物。
我国的烂花印花织物起始由六十年代,常见的有烂花涤棉织物和烂花丝绒织物二种。
早期的棉包覆涤纶长丝纺制成包芯纱织成的坯布,经烂花印花后制得一种透明、富有凹凸感的印花产品。
还有涤棉混纺浅色烂花印花织物、花型自然、风格独特,犹如蝉翼纱,似透明非透明,绚丽多彩,晶莹突目。
随着人们生活质量的不断提高,对服饰的艺术化,个性化,越来越追求,已在传统的烂花印花基础上有所发展,有所创新。
近年来,烂花服装衣片印花发展很快。
像棉与尼纶的针织外衣经烂花印花后,透明的花型中衬托出内层的色泽,富有立体感,高雅别致。
像粘胶与尼纶制成的针织烂花织物,做成高雅内衣内裤,吸湿透气性好,充分体现了女性的魅力,很受消费者青睐,获得了可观的经济效益。
烂花面料知识大全烂花织物生产工艺技术及染整加工烂花织物,又称凸花布,是一种新型织物。
该织物主要特点是具有透明、凹凸的花纹,烂花部分近似绢筛网,凸花部分近似料花丝绒,因此,它具有花型新颖、轻薄透明、花纹突出、轮廓清晰、手感滑爽的外观特征,类似于工艺美术品,颇受国内外用户和消费者好评,它是我国纺织出口产品中,受到国际市场欢迎的品种之一。
目前烂花织物主要用作装饰用布,如星级宾馆、高级饭店、贵宾接待室、飞机、火车、轮船以及居室装饰等用的台布、窗帘、座套、床罩、枕套以及夏季服装、手帕等。
本文就烂花织物生产中有关工艺技术方面的问题论述如下:一、烂花织物生产的基本原理烂花织物生产的基本原理主要是利用两种纤维不同的耐酸牢度的化学性能,经过混纺或纺成包芯纱,作经纬纱织成烂花织物坯布,再经过印染工序在酸液中进行烂花处理加工,使不耐酸的那部分纤维被溶解烂掉,即成为凹凸分明、轻薄透明、花纹清晰、新颖别致的烂花织物。
目前,国内生产的烂花织物主要是利用两种纤维,涤纶与棉纤维、涤纶与粘胶纤维纺制成包芯纱而织制的。
因此,生产烂花织物的技术关键首先是纺好包芯纱,织好包芯纱烂花加工坯布,再进行染整烂花加工,烂去纤维素纤维,留下涤纶长丝,形成独特的“凸花效果”。
二、烂花织物组织与设计烂花织物组织一般都采用平纹组织,在织物组织设计方面应该注意以下四个问题:(1)织物紧度的选择:烂花织物紧度包括两个概念,一是织物包芯纱部分的紧度,二是织物筛网部分的紧度。
织物紧度过大,织造生产比较难做,织物紧度过小,则筛网部分容易造成经、纬纱移位。
因此,一般烂花织物总紧度采用71-75%左右比较好,其中经向紧度为48-52%,纬向紧度为45-48%。
(2)织造用筘号的选择:针对烂花织物经、纬纱排列均匀的特点,一般宜采用筘号数较高的钢筘,它对改善产品质量的效果比较显著。
在实际生产中,穿筘时最好每筘穿一根经纱,最多每筘穿二根经纱。
(3)包芯纱捻系数的选择:包芯纱捻系数的大小与烂花织物质量关系非常密切。
捻系数过小,会使烂花以后,长丝部分手感不爽,缺少绢筛网风格;同时,长丝加捻以后,其产品容易起毛,影响使用寿命:在织造过程中,外层包棉部分也容易因摩擦而起棉球。
如捻系数过大,在织造中易产生扭结纱。
因此,在实际生产中,烂花织物使用的包芯纱的捻系数选择在304-333左右较为适宜。
(4)包芯纱棉包覆率的选择:烂花织物用的包芯纱上棉纤维的包覆率应根据产品的风格和不同用途,来决定其适用的包覆率的大小。
如从产品花型突出、立体感强这个角度考虑,白棉百分率宜大一些。
一般涤棉包芯纱棉包覆率在43-48%较为适宜。
烂花面料知识大全(2)三、烂花织物生产工艺流程(以棉涤烂花织物生产为例)(1)原料的选择①外包纤维的选择:原棉和人造棉为维素纤维,是纺制包芯纱作外包纤维较为理想原料。
选择的原棉长度不宜过长,强力不宜过高,但棉结杂质要少,在染整加工中免去用强碱去除杂质,以免影响涤纶长丝光泽和强力,这样既不影响包芯纱的质量,又可降低生产成本,也便于调节包棉的比例。
选择人棉作外包纤维则更好,纤维强力低,包纤比例更容易调节,棉结杂质少,染色性能也好。
②包芯丝的选择,包芯丝最好选择涤纶长丝,如选用锦纶丝耐磨性虽好,但挺爽度较差。
涤纶长丝的纤度和单丝的根数,以及长丝有光与无光,要根据烂花织物的薄厚和用途来选择。
织造薄型烂花织物,如服装、手帕、沙发罩巾等,一般选择45旦以下较细长丝:织选较厚的烂花织物,如台布、窗帘、床罩等,可选用68旦以上的较粗的长丝。
长丝中单丝根数决定于单丝的粗细,同一纤度的长丝,其单丝根数越多,则单丝越细,产品柔软滑爽;根数越少,产品刚性好而挺爽,产品的风格各有特点,因此,可视产品的用途进行选用;至于长丝的有光和无光,有光长丝产品光泽好,但易造成极光;无光长丝加捻后产品光泽暗,但较柔和。
在实地生产中。
烂花织物甩长丝一般多选用半光长丝。
(2)包芯纱的纺制烂花织物用的包芯纱是在普通细纱机上纺制的,以目前应用较广的涤棉包芯纱为例,它是利用涤纶长丝作芯纱,表面包复棉纤维。
纺制时,在普通的细纱机上装一个长丝引入装置,将涤纶长丝从前罗拉引入与棉粗条进行混纺加捻。
涤纶长丝就成为加捻的轴心,棉纤维则围绕涤纶长丝旋转而形成包芯纱。
(3)包芯纱外观质量要求织制烂花织物用的包芯纱的外观质量,应严格防止下列疵点:①双芯纱:是指两根涤纶长丝喂入纺成的双芯纱,主要是细纱锭子邻近的长丝飘头,造成的两很长丝喂入,档车工接头时未发现,或虽然发现但没有拉干净而造成的。
这种情况,在长丝没有张力装置的条件下更容易发生。
②剥皮纱:主要是指棉纤维包覆率太小。
是由于细纱机集棉器开口太小,牵伸部件发生故障,锭子严重歪斜,钢丝圈磨损过多未及时调换等原因造成的。
③珠珠纱:是指在纺制过程中,由于长丝通道不光洁,如导纱钩、集棉器起槽,长丝被拉毛打顿,或长丝冒出集棉器,由于长丝张力过大造成间歇打顿等原因造成的。
④包覆不良:是指有部分长度的包芯纱,涤纶长丝被包覆在包芯纱的外层,而没有包覆棉纤维。
主要是纺纱过程中,空粗纱或锦纤维部分断头,长丝被继续卷取,而挡车工接头时未将包覆不良纱拉干净而造成的。
⑤缺芯纱:是指包芯纱内没有长丝,只有棉纤维混入,这种情况虽然极少发生,但是一旦发生其危害极大。
特别是将这种纱做经纱时,经过印染烂花处理,棉纤维被全部烂去,会造成大量缺经降等布。
⑥包棉不匀:包棉不匀产生的原因,主要是长丝喂故时张力不匀,喂入的粗纱条干不匀造成的。
在长丝喂入装置上加装张力盘,统一长丝张力,同时提高粗纱条干均匀度。
烂花面料知识大全(3)四、烂花织物织造工艺烂花织物组织为平纹组织,准备和织造工艺的要求和一般纯棉细布的生产工艺基本相信,现将其不同的几点工艺要求分述如下:(1)织前准备工艺①筒清纱器和接头质量:由于包芯纱粗节纱等纺疵较多,加之涤纶长丝比较光滑,在络筒机上宜采用梳针式的清纱器,以提高清除纱疵效率。
以涤锦14.5号包芯纱为例,梳针隔距以0.35-0.4mm为宜。
接头形式采用织布结,要求织头小。
紧、牢,防止脱结。
络筒张力务必适当,如络筒张力太大,筒子卷绕过紧。
会影响内层定捻效果;反之,如筒卷绕过松,会影响定捻后筒子成形质量,增加整经退绕困难。
以14.5号涤棉包芯纱为例,络筒采用1332M型高速槽筒机络筒时,张力圈重量以18克左右为宜。
②热定型工艺要求:烂花织物使用的涤棉包芯纱中的纱芯为涤纶长丝,因涤纶长丝弹性较好,加之成纱捻度较高,在织造过程中,经、纬纱张力稍有松驰,容易产生扭结纱,影响织物质量。
因此,烂花织物使用的经、纬包芯纱在络筒后,必须经过热定捻处理,才能进行整经和络纬,供浆纱和织机使用。
定捻设备采用真空热定型锅,定捻工艺要求:包芯纱筒子重量为1.5公斤(筒子小头直径mm),热定型锅真空度为1个大气压,温度为90-95℃,捻度稳定率内层为70%左右,外层为80%左右。
③整经工艺要求:剌经采用高速整经机复式筒子架分批换筒时,可以根据剌经张力侧测定仪测定的数据,分段配置不同重量的张力圈,以降低张力不匀率。
采用分段换筒,由于筒子直径不同,张力差异较大,则没有必要采取分段办法配置张力图。
以14.5号涤棉包芯为例,张力圈分段配置,可分三段配置,前段7克,中段6克,后段5克;如不分段时,张力圈全部采用8克。
④浆纱工艺要求:包芯纱通过上浆,既能使外包棉纤维与涤纶长丝之间紧密的抱合,又能在包芯纱表面被覆一层浆膜,这样不仅提高了包芯纱的强力,同时也增加了织造的耐磨程度。
根据包芯纱的特性,纱芯为疏水性的涤纶长丝,外包亲水性的棉纤维,同时成纱的捻度又较高,因此,浆纱应采用浆液渗透与被覆并举、前重后轻的双压浆辊、高温上浆的工艺路线,同时要执行低上浆、低回潮、小张力、小伸长的工艺标准。
压浆辊表面要有很好弹性(最好采用橡胶压浆辊)。
浆料可采用变性玉米淀粉与PVC、CMC混合浆,或采用以PVC、CMC、PAM为主体的化学浆。
③络纬工艺要求:包芯纱络纬前必须经过热定捻处理,纬纱成型良好、密度紧实、生头标准。
如果采用细纱机改装的络纬机络纬,成形凸轮最好采用1:1,锭子转速2000转/分,钢领板升降动程45毫米,钢领板升降次数30次/分左右,达到交叉要求。
张力器重量以14.5号涤棉包芯纱为例,当纬纱直径在如毫米时,张力钢珠宜用两只,总重量为72克左右,卷绕密度应掌握0.75-0.85克/厘米3,这对减少脱纬效果较好。
(2)织造工艺烂花织物采用平纹组织可在国产1511M型,GA611型或1515M型、GA615型自动换梭织机上织制,但对织机的机构和工艺有以下要求:①开口机构:织制烂花织物可以采用单踏盘开口装置,也可以来用双踏盘装置,但采用双踏盘开口装置为好,这是因为采用双踏盘开口装置后,两次平综,可适当错开,不但可以减少经纱与经纱、经纱与综丝之间的摩擦,降低织造时的经纱断头,而且对提高梭口开口清晰度,减少三踏疵点也有一定效果。
②边撑机构:烂花织物的经、纬向紧度,经、纬向密度都比较接近,纬向缩率较一般纯棉平纹织物为大。
而且涤纶长丝光洁,容易拉伸,如果边撑装置对布面的伸幅作用不良,在织造中极易造成断边或边撑疵布。
为此,对边撑机构有较高的要求,边撑刺辊采用铜环边撑刺辊,铜刺环的规格:刺环为14片,齿高0.8毫米。
此外。
卷布刺毛辊铁皮也要求锋利一些,卷布辊弹簧力也要大一些,以保证织造时,边撑机构对布面有足够的伸幅力。
③经位置线:国产织机织造一般平纹细布,要求后梁高于胸梁,使经位置线倾斜,以形成不等张力梭口,使经、纬纱交织时,有一定的屈曲波,以求达到布面平整、丰满、无方眼。