机械加工工艺工序卡_磨削叉脚端面
机械加工工艺工序卡_粗铣拨叉脚两端面

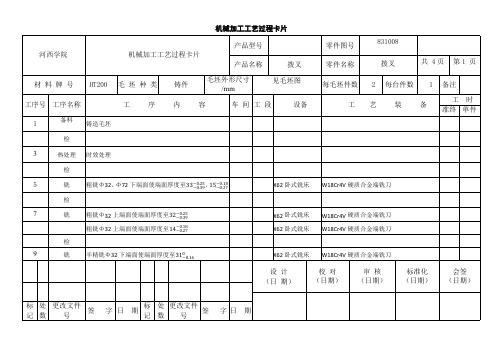
产品型号 产品名称 车 间
毛坯种类 铸件 设备名称
立式铣床
夹具编号 工位器具编号
零件图号 零件名称 拨叉 工序号 工序名称 4 粗铣拨叉脚端面 毛坯外形尺寸 每毛坯可制件数 159*75*80 1 设备型号 设备编号 X51 夹具名称 切削液 专用夹具 皂化液 工序工时 工位器具名称 准终 单件 102.40s 切削速度 (m/min) 44.88 44.88 进给量 背吃刀 进给 (mm/r) 量 (mm) 次数 0.08 0.08 1.3 1.3 1 1
底图号 装订号 ` 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期 设计 日期 审核 日期 标准化 日期 会签 日期
工步 号 1 描 描 图 校 2
工步内容 粗铣右端面至 14.26 ~ 14.44mm, Ra12.5m 粗铣左端面至 12.91 ~ 13.09mm, Ra12.5m
工步设备
镶齿铣刀、 游 标卡尺 镶齿铣刀 游 标卡尺
主轴转速 (r/min) 160 160
机动 44.9s 44.9s
辅助 6.3s 6.3s
拨叉机械加工工艺规程及叉口两端面铣削夹具设计

辽宁工程技术大学机械制造技术基础课程设计题目:拨叉机械加工工艺规程及叉口两端面铣削夹具设计班级:姓名:学号:指导教师:完成日期:任务书一、设计题目:拨叉机械加工工艺规程及叉口两端面铣削夹具设计二、原始资料(1) 被加工零件的零件图 1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.所加工的零件图 1张2.毛坯图 1张3.编制机械加工工艺过程卡片 1套4.编制所设计夹具对应的那道工序的机械加工工序卡片 1套5.绘制夹具装配图(A0或A1) 1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.课程设计说明书,包括机械加工工艺规程的编制和机床夹具设计全部内容。
(约5000-8000字) 1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,绘制零件图。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法,编制机械加工工艺规程和所加工工序的机械加工工序卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具装配图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天~21天,完成图纸和说明书的输出打印。
答辩五、指导教师评语该生设计的过程中表现,设计内容反映的基本概念及计算,设计方案,图纸表达,说明书撰写,答辩表现。
综合评定成绩:指导教师日期摘要机械制造技术基础课程设计是在完成生产实习的基础上,并且学完了机械制造技术和大部分专业课之后进行的又一个实践性教学环节。
也是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习。
这次设计的是拨叉,包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。
首先我们要熟悉零件和了解其作用,它主要用来改变其在齿轮轴上的位置进而改变速度。
工艺卡、工序卡(拨叉)2023
半精镗Φ480+0.16孔至Φ49.70+0.10
精镗Φ49.70+0.10孔至Φ500+0.039
Z550 立式钻床 高速钢麻花钻 Z550 立式钻床 硬质合金扩孔钻 Z550 立式钻床 硬质合金铰刀 Z550 立式钻床 硬质合金铰刀
T68 卧式镗床 T68 卧式镗床 T68 卧式镗床
硬质合金镗刀 硬质合金镗刀 硬质合金镗刀
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
机械加工工艺过程卡片
产品型号 产品名称
拨叉
零件图号 零件名称
831008 拨叉
共 4页 第 3 页
材 料 牌 号 HT200 毛 坯 种 类
mm
机动 辅助
1.7 0.85
1 4.8s 1 5.2s
0.15
1 2s
设计 (日 期)
校对 (日期)
审核 (日期)
标准化 (日期)
会签 (日期)
标 处 更改文件
标 处 更改文件
签 字 日期
签 字日 期
记数 号
记数 号
SB408
高速钢机动丝锥 W18Cr4V
设计 (日 期)
校对 (日期)
审核 (日期)
标准化
会签
(日期) (日期)
标 处 更改文件
标 处 更改文件
签 字日 期
签 字日 期
记数 号
记数 号
河西学院
机械加工工艺过程卡片(续)
机械加工工艺课程设计 工艺卡,工序图(新)
工序名称 零件名称 零件重量 材料 牌号 45#钢
热处理 方刀架
工序号 零件号
8
毛坯 硬度 型式 模锻件 夹具 型号 C620-1 重量 7kg 辅助工具
HBS207~241 设备
名称 车床 安装 工步 安装及工步说明 刀具 量具 走刀长度 (mm) 走刀次 数 切削深度 (mm)
fz (mm/z)
毛坯 重量 7kg 辅助工具
切削速度 (m/min)
基本工时 (min)
按图纸要求检 查
广西大学机自工艺专业
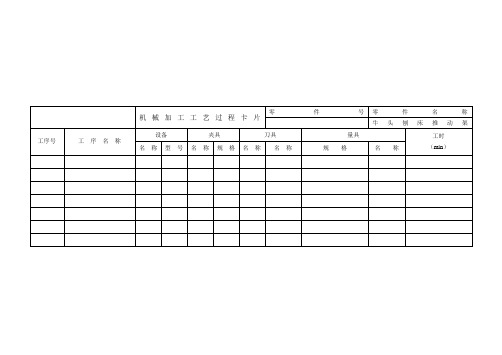
机 械 加 工 工 艺 过 程 卡 片 设备 夹具 名 称 规 格 名 称
零
件
号 量具
零 牛 头
件 刨 床
名 推 动
称 架
刀具 规格 规
工序号
1 2 3 4
工 序 名 称 备料 模锻 热处理,正火
3
毛坯 硬度 HBS207~241 型式 模锻件 夹具 型号 C620-1 重量 7kg 辅助工具
安装 1
工步 1
安装及工步说明
刀具
量具 卡板
走刀长度 (mm) 62.5
走刀次数 1
切削深度 (mm) 1
进给量 (mm/r) 0.52
主轴转速 (r/min) 370
切削速度 (m/min) 145.3
安装
工步
安装及工步说 明
刀具
量具
走刀长度 (mm)
走刀 次数
切削深度 (mm)
fa
fr
主轴转速 (r/min)
切削速度 (m/min)
基本工时 (min)
1
1
磨Φ36 ㎜端 面,保证 390 -0.3 ㎜,Ra0.8 ㎜ 磨Φ25+0.023 ㎜ 0
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
机械加工工序卡片集

基本工时(min)
机械制造工艺学机械加工工艺卡片生产类型中批生产工序号零件名称拨叉零件号零件重量10kg同时加工零件数1材料牌号毛坯型式硬度重量ht200铸件设备夹具和辅助工具名称型号工序工步工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mmn主轴速度rmin切削速度mmin基本工时min
机械加工工序卡片集
学院:
专业班级:
学号:
姓名:
日期:
机械制造工艺学
机械加工工艺卡片
生产类型
中批生产
工序号
零件名称
拨叉
零件号零件重量1.0来自g同时加工零件数1
材料
毛坯
牌号
硬度
型式
重量
HT200
铸件
设备
夹具和辅助工具
名称
型号
工序
工步
工步说明
刀具
量具
走刀长度(mm)
走刀次数
切削深度(mm)
进给量(mm/n)
主轴速度(r/min)
变速拨叉加工工艺及叉脚两端面铣削夹具设计(课程设计)模板

课程设计题目:变速拨叉加工工艺及叉脚两端面铣削夹具设计班级:姓名:指导教师:完成日期:辽宁工程技术大学课程设计I一、设计题目变速拨叉加工工艺及叉脚两端面铣削夹具设计二、设计要求(1) 被加工零件的零件图1张(2) 生产类型:大批大量生产三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体图1张(6) 课程设计说明书(5000~8000字) 1份说明书主要包括以下内容(章节)①目录②摘要(中外文对照的,各占一页)③零件工艺性分析④机械加工工艺规程设计⑤指定工序的专用机床夹具设计⑥方案综合评价与结论⑦体会与展望⑧参考文献列出参考文献(包括书、期刊、报告等,10条以上) 课程设计说明书一律用A4纸、纵向打印.四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程卡片和工序卡5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师日期成绩评定采用五级分制,即优秀、良好、中等、及格和不及格。
优秀:设计方案合理并新颖,设计说明书及设计图纸规范、内容丰富。
在设计过程中勤奋好学、有创新思想;良好:设计方案合理,设计说明书及设计图纸比较规范、内容比较丰富。
在设计过程中勤奋好学、有创新思想;中等:设计方案一般,设计说明书及设计图纸欠规范、内容一般。
在设计过程中比较勤奋、创新思想不明显;及格:设计方案不完善,存在一些小错误,说明书及设计图纸欠规范、内容一般。
在设计过程中勤奋精神不够:不及格:设计方案有严重错误,设计说明书及设计图纸不规范、内容浅薄。
在设计过程中勤奋好学精神不够。
摘要本次课程设计题目是拖拉机变速拨叉的机械加工工艺及叉脚两端面铣削夹具设计。
内容有:零件的分析、工艺规程设计和夹具设计。
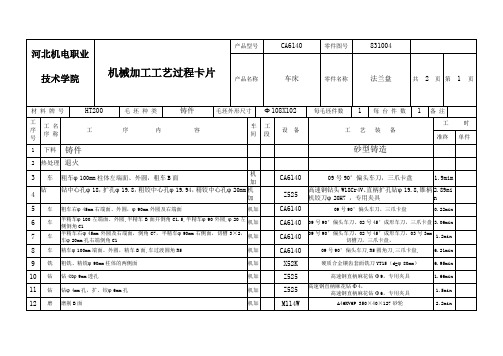
机械制造课程设计CA法兰盘机械加工工艺过程卡片及工序卡片
面铣刀Φ50mm、游标卡尺、专用夹具
6
铣削后平面
粗铣及半精铣法兰盘后平面
X51
整体硬质合金立铣刀、专用夹具
7
铣削前平面
粗铣及半精铣法兰盘前平面
X51
端面车刀, 专用夹具,游标卡尺
8
钻Φ9mm孔
钻 mm孔
Z525
麻花钻,专用夹具,游标卡尺
9
钻Φ6、Φ4孔
钻Φ6、Φ4孔
Z525
麻花钻,专用夹具,内径百分尺
每 台 件 数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
万能外圆磨床
M1412
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
磨削Φ90mm外圆面
砂轮
毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
铸造件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X51
1
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
0
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
拨叉机械加工工序卡

常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号1/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)50 1 铣ø15.8孔右侧端面面铣刀游标卡尺95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号2/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525钻床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)60 1 以孔端面定位,钻扩铰ø.81F851mm孔至图纸要求麻花钻、铰刀光滑极限量规95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号3/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)70 1 以铣叉口内侧面定位铣将尺寸51mm加工到图纸要求面铣刀游标卡尺95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号4/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)8 1 铣14.5开口槽,将尺寸14.2mm加工到图纸要求面铣刀游标卡尺95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号5/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525 钻床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)9 1 钻ø8.4mm孔至图纸要求钻头钳工划线工具95.456 1.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期。
!!拨叉机械加工工序卡

!!拨叉机械加工工序卡常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号1/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1 技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)5 0 1铣ø15.8孔右侧端面面铣刀游标卡尺95.4561.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号2/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525钻床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1 技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)6 0 1以孔端面定位,钻扩铰ø.81F851mm孔至图纸要求麻花钻、铰刀光滑极限量规95.4561.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号3/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1 技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)7 0 1以铣叉口内侧面定位铣将尺寸51mm加工到图纸要求面铣刀游标卡尺95.4561.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号4/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称X52K 铣床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1 技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)8 1 铣14.5开口槽,将尺寸14.2mm加工到图纸要求面铣刀游标卡尺95.4561.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期常州机电职业技术学院机械加工工序卡产品型号及规格图号名称工艺文件编号5/5拨叉材料牌号及名称毛坯外型尺寸HT200 拨叉零件毛重零件净重硬度设备型号设备名称Z525 钻床专用工艺装备名称代号专用夹具机动时间单件工时定额每合件数5min 1 技术等级冷却液中工序号工步号工序及工步内容刃具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)9 1 钻ø8.4mm孔至图纸要求钻头钳工划线工具95.4561.7 0.8 380编制校对会签复制修改标记处数文件号签字日期修改标记处数文件号签字日期。
机械加工工艺卡片及工序卡片
每毛坯可制件数
每 台 件 数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
钻床
Z525
1
夹具编号
夹具名称
切削液
钻床夹具
工位器具编号
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
钻孔至?18mm
工位器具名称
工序工时 (分)
准终
单件
工步号
工 步 内 容
工 艺 装 备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
粗车?45端面
车床夹具,车刀,游标卡尺
480
94
0.9
1.2
1
0.06
2
精车?45端面
车床夹具,车刀,游标卡尺
600
114
0.1
0.3
1
0.26
精车?100外圆柱面
车床夹具,车刀,游标卡尺
540
156
0.2
0.3
1
0.33
5
粗车B面
车床夹具,车刀,游标卡尺
400
126
2
2
2
1.25
6
设 计(日 期)
校 对(日期)
审 核(日期)
叉杆机械加工工序卡片

工序名称 钻削 每毛坯可制件数 1 设备编号
工步号 1 2 3
工
步
内 钻∅20 孔 扩∅20 孔
容
工
艺
装
备
主轴转速 r/min 392 1360 200 140 40
切削速度 m/min 22.16 84.12 60.3 8.79 8.4
进给量 mm/r 0.26 1 0.81 0,.3 手动
背吃刀量 mm 0.25 0.9 0.07 0.03
工步工时(秒) 机动 131.1 187.2 辅助
粗铣 R23 的上下端面 半精铣铣 R23 的上下端面 面铣刀 游标卡尺
210
设 计(日 期)
校对(日期)
审 核(日期) 标准化(日期)
会签(日期)
标记 处数 更改文件号 签
字
日
期
标记 处数
更改文件号
签
字
日
期
机械加工工序IV卡片
机械加工工序卡片
产品型号 产品名称 车间 零件图号 零件名称 叉杆 工序号 共 10 页 第4页 材料牌号 QT45-5 每台件数 1 同时加工件数 1 夹具名称 通用夹具 工位器具编号 工位器具名称 工序工时 (秒) 准终 单件 72 切削液
签
字
日
期
机械加工工序VI卡片
机械加工工序卡片
产品型号 产品名称 车间 零件图号 零件名称 叉杆 工序号 共 10 页 第6页 材料牌号 QT45-5 每台件数 1 同时加工件数 1 夹具名称 通用夹具 工位器具编号 工位器具名称 工序工时 (秒) 准终 单件 24 切削液
工序名称 锪端面 每毛坯可制件数 1 设备编号
设 计(日 期)
校对(日期)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主轴转速(r/min)
切削速度(mm/min)
进给量(mm/r)
背吃刀量(mm)
进给次数
机动
辅助
1
精铣A面至
千分尺
1500
15
0.044
0.01
1
5.31
0.383
描图
2
精铣B面至
千分尺
1500
15
0.044
0.01
1
5.31
0.383
描校
底图号
装订号
`
设计
日期
审核
日期
标准化日期
会签
日期
标记
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
拨叉
车间
工序号
工序名称
材料牌号
19
磨削拨叉脚端面
铸铁
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
1
2
设备名称
设备型号
设备编号
同时加工件数
圆台平面磨床2夹具编号夹名称切削液专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
0
6.7578s
工步号
工步内容
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期