质量异常处理登记表
产品品质异常记录表

产质量量异常记录表产质量量异常记录表时间客户品名规格不良造成原因4月3日BZHCHI收口管体长度短冠簧母插夹具夹太紧以致 2.0 地址4月7日XUZHOUMK?1.5*16变三角形针头宽度 0.7-0.03 偏大4月13日AOSHID B11B2针0.72 不良率 7%产品状态以及解决方案后续跟进方案图纸更新,操作员清楚包装部边优选边收口已与方强沟通认识〔图纸今后重视标记收口距离〕电镀回来后品管发现上报决定先出货确认出货等待反响截止5月3日客户暂未反响不良责任人〔跟可否流出备注进人〕无责任:自动车床是责任:二次加工〔组长已认识〕是责任:冲床插4月13日BZHCHI针插针头部一截短产品由电镀厂 1W直接发给朗通注塑,尔后交给退回货优选,别的决定以奔展驰,多的带回我们厂,被QC发现,已迅速后电镀前抽检尺寸知会朗通 - 奔展驰停止使用是与练沟通说模具爆,操作员未发现。
柱主体 3.6 宽度的地址,4月14日GUANGY 电极柱超出公差有长有短4月19日HONGX大小电极总长度偏长 27-0.2 做到7.0*27+9.0*27出货等待反响严格依照图纸公差做货确认出货等待反响严格依照图纸公差做货是车床师傅知悉是责任部门自动车床4月13日QIANHE塞钢套〔塑胶〕内台阶披锋,外边披锋此款产品后续退货了,台阶处外径12.7 做到了 12.8-13.0.退回重新进行优选后平均还优选返工是处于 12.85 偏上,4月15日YASI鼻托五金组件客户发现几个焊接不良脱退回全检中出现 600个焊接隐患产品内部更换了焊接厂方,试是后续抽检时应提起警惕,特别是每一批必落焊接3000个须抽检局部确认。
4月15日TENGMEI AMP端子绝缘漆零散退回返工包装部韦秋英知悉是包装未放气,以致产品运输中碰撞掉漆4月22日QIANHE黑赛钢套台阶处外径 12.7 偏大到退货,优选,已经出货暂未接到客户连续投诉是后续产品生产中必定使用客户寄过来的治具进行装置确认。
质量异常处理单-
年月日№:
接收部门
接收人
发出部门
发出人
发生环节
□ 研发 □试生产 □采购 □来料检验 □生产过程 □终检 □市场投诉 □其它:
异常类别
□生产信息 □物料 □设备 □人员 □生产工艺 □制度流程 □现场管理 □其它
异常问题描述
请在月日时分前处理此事件,并以此表答复,谢谢!
检查人(发现人):部门负责人:
责任界定
QA质监员:质量部负责人:
原因分析、责任人、纠正预防Fra bibliotek施填表人:责任部门负责人:
最终处理意见
QA质监员:质量部负责人:
注:1、“异常问题描述栏”必须注明发生时间、地点、品规、批号、异常现象和严重程度。
2、本表一式三联,全部项目填写完成后,由发出部门、责任部门、质量部各留一份。
检验科日常室内质控异常分析及处理记录表格
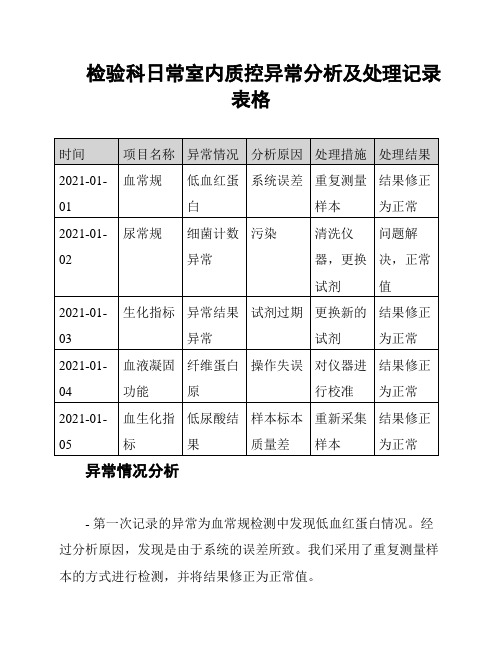
检验科日常室内质控异常分析及处理记录表格异常情况分析- 第一次记录的异常为血常规检测中发现低血红蛋白情况。
经过分析原因,发现是由于系统的误差所致。
我们采用了重复测量样本的方式进行检测,并将结果修正为正常值。
- 第二次记录的异常为尿常规检测中发现细菌计数异常。
经过分析原因,发现是由于仪器污染所致。
我们采取了清洗仪器和更换试剂的措施解决了问题,确保了结果的准确性和可靠性。
- 第三次记录的异常为生化指标异常结果。
经过分析原因,发现是试剂过期导致的。
我们立即更换了新的试剂,并将结果修正为正常值。
- 第四次记录的异常为血液凝固功能检测中发现纤维蛋白原异常。
经过分析原因,发现是由于操作失误所致。
我们对仪器进行了校准,修正了结果为正常值。
- 第五次记录的异常为血生化指标检测中发现低尿酸结果。
经过分析原因,发现是样本标本质量差所致。
我们重新采集了样本,并将结果修正为正常值。
处理措施和处理结果- 对于第一次的异常情况,我们采用了重复测量样本的方式,以确保结果的准确性和可靠性。
经过处理后,结果被修正为正常值。
- 对于第二次的异常情况,我们采取了清洗仪器和更换试剂的措施,解决了仪器污染问题,确保了结果的准确性和可靠性。
- 对于第三次的异常情况,我们立即更换了新的试剂,并将结果修正为正常值。
- 对于第四次的异常情况,我们对仪器进行了校准,修正了结果为正常值。
- 对于第五次的异常情况,我们重新采集了样本,并将结果修正为正常值。
结论通过对检验科日常室内质控异常情况的分析和处理,我们及时发现问题、采取措施并处理,确保了检验结果的准确性和可靠性。
同时,我们也总结了不同异常情况的处理方法,为今后的工作提供了经验和参考。
希望能够继续保持良好的室内质控,提高检验工作的质量和效率。
质量异常处理记录表

质量异常处理记录表异常信息
- 异常类型:(填写异常类型)
- 发生日期:(填写发生日期)
- 异常发生地点:(填写异常发生地点)
- 异常描述:(填写异常详细描述)
处理措施
- 处理人员:(填写处理人员姓名)
- 处理日期:(填写处理日期)
- 处理详细情况:(填写处理的详细过程)
- 处理结果:(填写处理结果)
跟踪追查
- 跟踪人员:(填写跟踪人员姓名)
- 跟踪日期:(填写跟踪日期)
- 跟踪详细情况:(填写跟踪的详细过程)
- 跟踪结果:(填写跟踪结果)
审核意见
- 审核人员:(填写审核人员姓名)
- 审核日期:(填写审核日期)
- 审核意见:(填写审核意见,包括是否符合质量标准,是否需要改进等)
备注
(填写其他备注信息,如改进建议、预防措施等)
请将以上表格填写完整,保存为质量异常处理记录表。
记录表中的各个字段均需按实际填写,并确保准确性和完整性。
在填写处理措施、跟踪追查和审核意见时,要详细描述过程和结果,便于后续参考和分析。
如有需要,可以在备注中添加其他相关信息。
质量缺陷、隐患处理表

日期:
工程部位/工序存在的质量缺陷/隐患经复查,已经按要求整改完毕,质量缺陷/隐患已经消除,同意进入下一部位/工序施工。
项目监理机构:(章)
总/专业监理工程师:
日期:
质量缺陷/隐患处理表
工程名称:编号:
致:(承包单位)
你单位施工的工程的部位/工序存在以下质量缺陷/隐患,请按规定进行整改,整改结束后通知监理工程师进场复查:
项目监理机构:(章)
总/专业监理工程师:
日期:患,我单位已经按要求整改完毕,请进场进场复查。
承包单位:(章)
品质异常处理确认追踪表
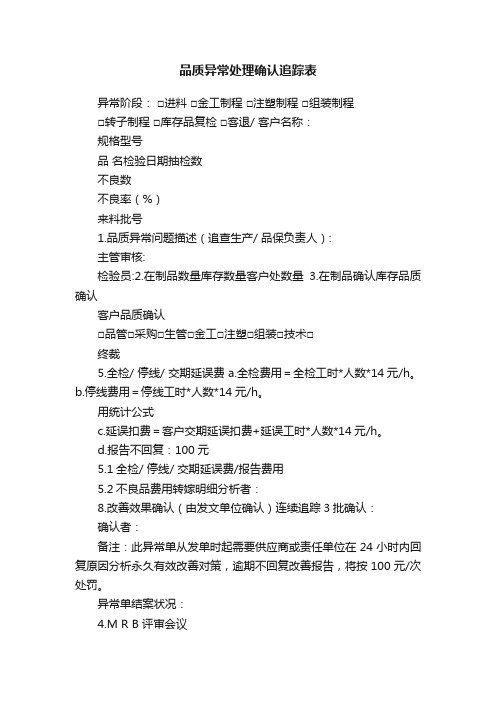
品质异常处理确认追踪表
异常阶段:□进料□金工制程□注塑制程□组装制程
□转子制程□库存品复检□客退/ 客户名称:
规格型号
品名检验日期抽检数
不良数
不良率(%)
来料批号
1.品质异常问题描述(追查生产/ 品保负责人):
主管审核:
检验员:2.在制品数量库存数量客户处数量3.在制品确认库存品质确认
客户品质确认
□品管□采购□生管□金工□注塑□组装□技术□
终裁
5.全检/ 停线/ 交期延误费 a.全检费用=全检工时*人数*14元/h。
b.停线费用=停线工时*人数*14元/h。
用统计公式
c.延误扣费=客户交期延误扣费+延误工时*人数*14元/h。
d.报告不回复:100元
5.1全检/ 停线/ 交期延误费/报告费用
5.2不良品费用转嫁明细分析者:
8.改善效果确认(由发文单位确认)连续追踪3批确认:
确认者:
备注:此异常单从发单时起需要供应商或责任单位在24小时内回复原因分析永久有效改善对策,逾期不回复改善报告,将按100元/次处罚。
异常单结案状况:
4.M R B 评审会议
进料日期6.异常原因分析:
7.改善对策:
品保部初步判定
部门
会签意见
□可以结案□不可结案,继续改善追踪主管核准
品质异常处理单
单号:
供应商/责任单位批量。
客诉品质异常处理单

ห้องสมุดไป่ตู้备注:
客诉品质异常处理单
日期: 客 户 编号: 订 单 号 品名/规格 处理方式 投诉类型 生产日期 产品类型 相 关 责 任 部 门 投诉方式
生产数量 规格/尺寸 投诉性质
异常状况 填表: 时间:
原因分析 填表: 时间:
纠正措施 填表: 时间:
预防措施 填表: 时间:
效果确认 填表: 责任划分 与追责 填表: 时间: 1、客服接到《客诉品质处理单》1个工作小时内转交到业务部曾总。 2、曾总接到《客诉品质处理单》后1个工作日内与客户沟通处理。 3、品质部经理在接到业务部曾总的《客诉品质处理单》后1个工作日内组织责任部 门进行原因分析和拟定对策。 时间:
质量问题通知及处理记录表1

质量问题通知及处理记录表1西北电⼒建设第⼀⼯程公司质量问题通知及处理记录表⼯程名称:国电榆次热电⼀期2×330MW机组⼯程编号:XBY-12TJ-ZG-026主送部门西北电建四公司项⽬主⼚房问题类别⼀般严重√存在问题及处置意见:主⼚房26.3mBC列柱段在与梁交接处出现接头,曾⼝头通知多次在BC列柱外侧接头处进⾏补强,但⾄今未进⾏。
现通知贵公司在两⽇内,必须处理完成。
否则,将对贵公司处以5000元的罚款。
填表⼈: 年⽉⽇被通知部门意见:接收⼈:年⽉⽇处理情况记录:施⼯负责⼈:年⽉⽇验证结果及评价:验证⼈:年⽉⽇批准:⼯程016西北电⼒建设第⼀⼯程公司质量问题通知及处理记录表⼯程名称:国电榆次热电⼀期2×330MW机组⼯程编号:XBY-12TJ-ZG-005主送部门西北电建四公司项⽬电除尘基础、引风机基础问题类别⼀般严重√存在问题及处置意见:电除尘器基础、引风机基础在接桩施⼯过程中存在下列质量问题:焊缝存在严重的夹渣、⽓孔、弧坑裂纹、电弧擦伤等缺陷。
上述问题严重的影响了基础质量,贵单位应⽴即做出处理。
填表⼈: 年⽉⽇处理情况记录:施⼯负责⼈:年⽉⽇验证结果及评价:验证⼈:年⽉⽇批准:⼯程016西北电⼒建设第⼀⼯程公司质量问题通知及处理记录表⼯程名称:国电榆次热电⼀期2×330MW机组⼯程编号:XBY-12TJ-ZG-007主送部门西北电建四公司项⽬烟囱筒⾝问题类别⼀般√严重存在问题及处置意见:烟囱筒⾝+1.7m以上部分施⼯过程中存在下列问题:1.竖向钢筋电渣压⼒焊存在焊包不均匀、接头处钢筋不同⼼等质量通病。
2.竖向钢筋间距不均匀。
3.窗⼦上部U型钢筋保护层不够。
4.门柱钢筋排列混乱。
上述问题影响了烟囱筒⾝质量,贵单位应加强质量过程控制并对上述问题⽴即做出处理。
填表⼈: 年⽉⽇被通知部门意见:接收⼈:年⽉⽇处理情况记录:施⼯负责⼈:年⽉⽇验证结果及评价:验证⼈:年⽉⽇批准:⼯程016年⽉⽇西北电⼒建设第⼀⼯程公司质量问题通知及处理记录表⼯程名称:国电榆次热电⼀期2×330MW机组⼯程编号:XBY-12TJ-ZG-009主送部门西北电建四公司项⽬烟囱筒⾝问题类别存在问题及处置意见:烟囱筒⾝0.2—1.7m部分在拆模后存在下列问题:烟囱北部筒⾝部分存在严重的⿇⾯、冷缝等质量通病。