立方氮化硼刀具(CBN刀具)牌号及切削参数选用表
加工灰铸铁选用cbn刀片

加工灰铸铁选用cbn刀片数控车床加工制动鼓常用刀具品牌和刀片型号如下:株洲钻石刀具厂YBD牌号硬质合金涂层刀片,华菱超硬刀具BN-S30材质;制动鼓加工行业常用硬质合金数控刀片型号(国标)CNMG120412,WNMG080412,CNMG150616;SNMG120412。
数控车加工制动鼓常用切削参数比较:株洲钻石YBD、日本三菱UC5115及京瓷CA4515均为硬质合金涂层刀片的材质牌号;其切削线速度一般采用200m/min左右,加工制动鼓时数控刀片的每个刃口一般能加工4—7件,涂层合金数控刀片耐用度低,换刀频繁,影响制动鼓车削加工效率。
郑州华菱BN-S30牌号是立方氮化硼材质的数控刀具(非金属粘合剂类CBN),切削速度:粗加工制动鼓100-300m/min;精加工制动鼓时200—700m/min.刀具耐用度为40—150件/刃口。
在数控车加工制动鼓时,三种硬质合金涂层数控刀片均对切削线速度比较敏感,线速度越高,刀具耐用度越低,线速度上限为330m/min。
但BN-S30牌号非金属粘合剂CBN 数控刀片对切削线速度不敏感,制动鼓加工用户可以根据自身设备和加工条件选择,原则上,考虑到制动鼓毛坯的失圆度,粗加工常用较低的线速度100-350m/min;精加工后制动鼓的动平衡较好时可采用200—700m/min的线速度。
针对灰铸铁加工研发新的立方氮化硼刀具BN-S30牌号,主要用于汽车行业机械加工,比如,车加工刹车盘,制动鼓,汽车飞轮,离合器压盘,压缩机缸套,汽车缸套,发动机缸体、缸盖,变速箱壳体等等,这些工件大部分都是灰铸铁工件,球墨铸铁工件,等铸铁类工件为材质的,华菱超硬新研发的CBN刀具bn-s30就是针对汽车零部件行业难加工材质。
新型超硬BN-S30牌号CBN刀具,采用的是非金属粘合剂,在加工灰铁零件时,极大的提高了刀具的寿命。
另外,通过采用锋刃处理能够获得更好的表面光洁度,而且解决了刀具切出时,加工工件边缘和止口部位和撕裂问题,在精车刹车盘制动面时,粗糙度右以达到Ra1.6。
立方氮化硼刀具(CBN刀片)资料大全

推荐刀具牌号
高硬度铸铁 (硬度:HRC3568) 硬钢 (硬度≥HRC45)
粗加工 精加工 粗加工 精加工 粗加工 精加工
BN-K1 BN-K10 BN-S10,BN-S20 BN-S200,BN-H10, BN-H11,BN-H20, BN-H21 BN-S30,BN-S300 BNK30,BN-K10
02
剥落
铣削钢和铸铁端面时,在前刀面上常出现 的贝壳状剥落。出现此类情况,可通过提 高切削速度、降低进给量,使用有负倒棱、 刃口经过钝化处理的刀片。
03
碎断
断续切削工件时常发生的破损形式,这是由 于断续切削高硬度工件时冲击载荷过大、短 时间切削后即发生的早期破损,虽然切削条 件适当,但切削较长时间后,没有及时换刀, 由于刀具材料疲劳就发生了大块的断裂。
汽 车 行 业
02
CBN刀具的应用
重载切削
高速切削
CBN刀具 的应用
以车代磨
干式切削
3
CBN刀具的切削参数
常规切削参数 华菱超硬CBN刀具切削参数 切削公式
03
CBN刀具的切削参数
常ቤተ መጻሕፍቲ ባይዱ切削参数
粗加工时,应尽量保证较高的金属切除率和必要的刀具耐用度,故一般优先选择尽可能大的切削深 度ap,其次选择较大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度。精加工时,首先应 保证工件的加工精度 和表面质量要求,故一般选用较小的进给量f和切削深度ap,而尽可能选用较高 的切削速度υ c。 加工材质 硬铸铁 灰铸铁 淬火钢 耐热合金 切削速度 Vc(m/min) 70 ~ 150 400 ~ 1000 60 ~ 140 100 ~ 240 进给量 Fr(mm/r) 0.15 ~ 0.5 0.15 ~ 0.5 0.15 ~ 0.5 0.05 ~ 0.3 吃刀深度 ap(mm) 0.12 ~ 2.0 0.12 ~ 2.0 0.2 ~ 2.5 0.1 ~ 2.5
CBN刀片材质

480 个/刃 200 个/刃
KBN65B
其他公司的CBN D
1,500 个/刃 1,000 个/刃
11
具寿命。
・应用 : 热处理钢、压延材质或铸铁的重加工或连续加工。 ・由于其具有多个切刃 , 固体立方氮化硼经济实用。因 TiN 涂层 ( 金色 ) 易于识别。
■ 适用材质图
● 热处理钢
● 铸铁加工
● 烧结金属加工
● 压延材质加工
V (m/min) V (m/min) V (m/min) V (m/min)
KBN510 黑色 KBN525 黑色
KBN65B 黑色
KBN900 金色
粘合剂 (CBN Vol%)
平均颗粒 直径 ( μm)
TiC (50)
2
TiN (45)
~1
Al-Co-W (85)
2
Al (90)
9
基底材质 硬度 (GPa)
28
25
32
31
抗崩损 韧性 (MPa∙m1/2)
5.0 5.0
7.0
7.0
横向强度 (MPa)
1,000 1,250
1,150
1,050
特性
・应用 : 热处理钢的精加工。 ・优异的抗崩损性与耐磨损性。推荐用于高效率与精密加工。 ・应用 : 热处理钢的间断加工。 ・适用于热处理钢的间断加工。高进给量的条件下实现稳定加工。 ・应用 : 烧结金属与灰口铸铁的精加工。 ・高抗弯强度、耐磨损性与切刃锐化性使产品具有高切削性能、精加工质量与长时间的工
刀片材质 CBN
刀
片
● CBN
材
仅次于金刚石。CBN(立方晶体氮化硼)是一种的高温下仍然能保持稳定物理特性的材料。
cbn刀具形式及牌号

华敏PCBN刀片三种结构形式您还在为不了解PCBN刀片结构形式而烦恼吗?您还在为无法选择合适的PCBN刀片而忧愁吗?郑州华敏为您解决烦恼、排解忧愁,全程为您服务。
郑州华敏专注于超硬刀具的研发制造,最早提出了PCBN刀片的三种结构形式,我们因专注而专业,强大的技术团队、严格的质检流程、多部门共同协作,为您打造属于您的PCBN刀片。
物理几何特性:1、断裂韧性高;2、抗弯强度大;3、可承受1400度高温;4、刀尖数量多,每个尖都可以切削。
如C1204,80度角4个刀尖,加上钝角有8个刀尖。
应用范围及优势:1、可满足粗、半精和精加工;2、适合连续、弱断续、强断续环境切削;3、适合大切深高速切削;4、可加工沉孔或通孔,装夹更牢固。
5、硬钢加工首推此结构。
6、可无限次复磨,刀片利用率高;物理几何特性:1、刀尖是整体烧结材质,抗崩刃性好。
2、焊接温度900多度,刀尖可承受750度切削温度而不脱落;3、焊接刀尖,可承受切削阻力较整体烧结和整体复合刀片低。
4、仅锐角刀尖可用。
如C1204,有4个刀尖。
应用范围及优势:1、可满足粗、半精和精加工;2、焊接强度高,可承受更高的切削温度和切削力。
3、适合切深<1mm加工工况,可满足弱断续和连续加工环境;4、对应装夹刀杆全,可直接代替涂层刀片,无需更换刀杆。
5、硬钢加工推荐此结构。
物理几何特性:1、刀尖是复合材质,脆性大,抗崩刃性较差;2、焊接温度800度,可承受650度切削温度而不脱落;3、刀尖数较整体焊接少一倍。
个别小刀片只有一个刀尖。
应用范围及优势:1、适合半精、精加工需求;2、适合切深<0.5mm,强断续、弱断续和连续精加工环境;3、切削温度高的环境下脱焊概率增大。
CBN刀具的加工材质(1)高硬度铸铁如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。
针对高硬度铸铁常用CY1和HJ3系列材质,优势显著。
可拉荒粗车有夹砂、气孔的铸件毛坯。
立方氮化硼刀具
立方氮化硼刀具一、立方氮化硼介绍立方氮化硼(cubic boron nitride):立方结构的氮化硼,分子式为BN,其晶体结构(图1)类似金刚石,硬度略低于金刚石,为HV72000,98000兆帕,常用作磨料和刀具材料。
1957年,美国的R.H.温托夫首先研制成立方氮化硼。
但至今尚未发现天然的立方氮化硼。
立方氮化硼有单晶体和多晶烧结体两种。
单晶体是把六方氮化硼和触媒在压力为3000,8000兆帕、温度为800,1900? 范围内制得。
典型的触媒材料选自碱金属、碱土金属、锡、铅、锑和它们的氮化物。
立方氮化硼的晶形有四面体的截锥、八面体、歪晶和双晶等。
工业生产的立方氮化硼有黑色、琥珀色和表面镀金属的,颗粒尺寸通常在1毫米以下。
它具有优于金刚石的热稳定性和对铁族金属的化学惰性,用以制造的磨具,适于加工既硬又韧的材料,如高速钢、工具钢、模具钢、轴承钢、镍和钴基合金、冷硬铸铁等。
用立方氮化硼磨具磨削钢材时,大多可获得高的磨削比和加工表面质量。
二、PCBN刀具的制造工艺PCBN刀具的制造主要通过CBN粉末和结合剂经超高压高温烧结而成.大致步骤有;混合粉末--模压成型/与硬质合金底层组装成整体--超高压高温烧结--深加工.关键技术在于CBN与结合剂的选择与配比,超高压高温烧结工艺参数的确定.三、PCBN刀具特点PCBN刀具是人造立方氮化硼刀具,在高温的时候还能保持高硬度的特性,主要做加工铁件之用。
其硬度仅次于金刚石而远远高于其它材料,因此它与金刚石统称为超硬材料。
1、PCBN刀具材料的种类按添加成分分:有直接由CBN单晶烧结而成的PCBN和添加一定比例粘结剂的PCBN烧结体两大类;按制造复合方式分:有整体PCBN烧结块document management as a breakthrough, and constantly improve the content, active in the application. Government information between the provincial and municipal governments all passed through a network of offices, and six counties (districts) have complete decision-making service system and throughdial-up internetworking is realized with the city, the City Planning Commission and other 10 departments has been one of the first to achieve a single network with the city. On the Government's website, focus on strengthening the management and operation of the site, update the website in a timely manner, strengthening the network resource sharing. At present, nearly 700 municipal government website page, updated news more than more than 6,000. Not long ago, China International e-government technology and application Conference was carried out in the country, "survey of best public services Government website" activities in Pingliang city people's Government website in five Northwestern provinces (districts) ranked second, ranked first in the Gansu province. V, infrastructure has made new breakthroughs In 2002 smooth completed organ office building of construction, and decoration and relocation of based Shang, we according to organ construction general planning, demolition hospital within old room 37 between, transformation garden 3600 square meters, new plant lawn 2700 square meters, planting 和与硬质合金复合烧结的PCBN复合片两类。
立方氮化硼(CBN)

目录
目录
第一部分:风能系统介绍-零部件总览........................................................................................... 2
1-1 元件概况...............................................................................................................................................................2 1-2 塔架...................................................................................................................................................................... 2 1-3 塔架和机舱(或吊舱)之间的主轴承.........................................................................................................................2 1-4 主轴和轴承........................................................................................................................................................... 2 1-5 主齿轮箱...............................................................................................................................................................2 1-6 发电机...................................................................................................................................................................2 1-7 主制动/锁紧系统.................................................................................................................................................. 2 1-8 带制动器的偏航系统(方位系统).............................................................................................................................2 1-9 电气系统...............................................................................................................................................................2 1-10 液压系统.............................................................................................................................................................3 1-11 带变桨控制的轮毂...............................................................................................................................................3 1-12 叶片轴承.............................................................................................................................................................3 1-13 叶片....................................................................................................................................................................3 1-14 变桨缸/齿轮箱....................................................................................................................................................3
CBN刀具车削加工淬火钢件的切削参数范围

CBN刀具车削加工淬火钢件的切削参数范围CBN刀具车削加工淬火钢件,已经是非常普遍的一种现象,采用CBN刀具以车代磨加工淬火钢件效率成倍提高,而且干式切削,车削加工过程中不添加切削,绿色环保,更适合制造业的绿色制造。
CBN刀具虽然广泛应用于淬火钢件的车削加工,但很多工人还不太了解CBN刀具的切削参数,经常刚上去就出现崩刀、打刀现象。
主要就是不了解CBN刀具的切削参数,用硬质合金刀具的参数测试,效果不好。
小编在机械加工行业摸爬滚打了十几年,还算是有一点小心得,今天分享给大家。
在先介绍CBN刀具车削加工淬火钢件的切削参数范围之前,先来了解一下淬火钢都有哪些难加工问题。
1、淬火钢件的粗加工:车削加工淬火过的齿轮,齿圈的生产过程中,一些齿轮、齿圈淬火或渗碳淬火后,硬度一般在HRC55以上,而且变形严重,如高铁齿轮,工程机械大齿圈,重工行业用大齿圈等,这些大型齿轮齿圈淬火后变形量非常大,这就涉及到淬火钢粗加工。
同样,在模具钢生产过程中,淬火钢的粗加工也经常看到,但很多厂家采取的措施也五花八门,有的先把大余量线切割掉,有的用硬质合金刀具慢慢啃,有的用立方氮化硼(PCBN)刀具多次走刀才能完成加工,工人感慨粗加工淬火钢是有劲使不出,干着急,没办法。
2、淬火钢件的断续加工:间断切削加工一直是个难题,何况是动辄HRC60左右的淬火钢。
特别是在高速车削淬火钢时,刀具在间断车削淬火钢时会以每分钟100次以上的冲击来完成加工,对刀具的抗冲击性能是个很大的挑战。
以汽车齿轮加工为例,淬硬齿轮以车代磨已经成为一种趋势,据了解,作为齿轮产业的三大市场之一,车辆齿轮占据了齿轮市场总额的62%,其中汽车齿轮又占据了车辆齿轮市场份额的62%。
也就是说,汽车所用齿轮占有了整个齿轮市场近40%的比重,可见齿轮对于汽车产业的重要性。
虽然淬火钢的以车代磨和硬车削已经很普及,其实汽车淬硬齿轮加工过程中仍然遇到很多问题,如一些汽车齿轮内孔有油孔,这就出现间断切削加工难题,很多CBN刀具在高速运转时期遇到油孔容易崩刀,齿轮的位置公差难以保证,等等3、淬火钢件的切槽加工:举一个简单的例子,同步器滑套啮合槽淬火后的硬车削加工,虽然立方氮化硼刀具厂家开发出了同步器滑套专用立方氮化硼切槽刀具,但PCBN刀具的寿命仍然不尽如人意。
立方氮化硼刀片加工高锰钢的有效参数
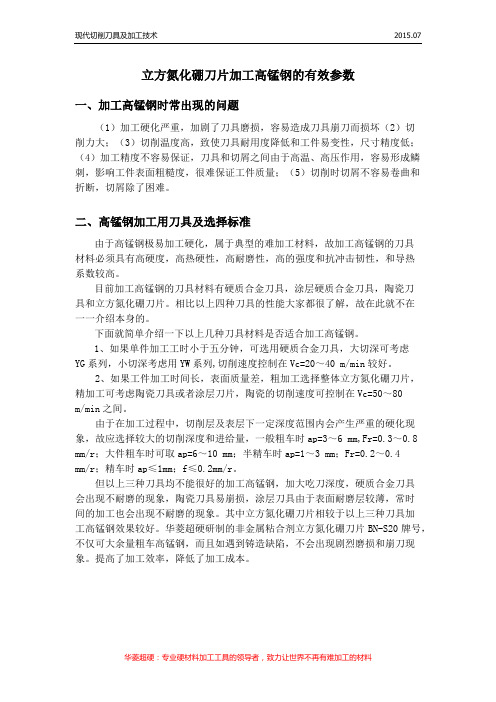
立方氮化硼刀片加工高锰钢的有效参数一、加工高锰钢时常出现的问题(1)加工硬化严重,加剧了刀具磨损,容易造成刀具崩刀而损坏(2)切削力大;(3)切削温度高,致使刀具耐用度降低和工件易变性,尺寸精度低;(4)加工精度不容易保证,刀具和切屑之间由于高温、高压作用,容易形成鳞刺,影响工件表面粗糙度,很难保证工件质量;(5)切削时切屑不容易卷曲和折断,切屑除了困难。
二、高锰钢加工用刀具及选择标准由于高锰钢极易加工硬化,属于典型的难加工材料,故加工高锰钢的刀具材料必须具有高硬度,高热硬性,高耐磨性,高的强度和抗冲击韧性,和导热系数较高。
目前加工高锰钢的刀具材料有硬质合金刀具,涂层硬质合金刀具,陶瓷刀具和立方氮化硼刀片。
相比以上四种刀具的性能大家都很了解,故在此就不在一一介绍本身的。
下面就简单介绍一下以上几种刀具材料是否适合加工高锰钢。
1、如果单件加工工时小于五分钟,可选用硬质合金刀具,大切深可考虑YG系列,小切深考虑用YW系列,切削速度控制在Vc=20~40 m/min较好。
2、如果工件加工时间长,表面质量差,粗加工选择整体立方氮化硼刀片,精加工可考虑陶瓷刀具或者涂层刀片,陶瓷的切削速度可控制在Vc=50~80m/min之间。
由于在加工过程中,切削层及表层下一定深度范围内会产生严重的硬化现象,故应选择较大的切削深度和进给量,一般粗车时ap=3~6 mm,Fr=0.3~0.8 mm/r;大件粗车时可取ap=6~10 mm;半精车时ap=1~3 mm;Fr=0.2~0.4mm/r;精车时ap≤1mm;f≤0.2mm/r。
但以上三种刀具均不能很好的加工高锰钢,加大吃刀深度,硬质合金刀具会出现不耐磨的现象,陶瓷刀具易崩损,涂层刀具由于表面耐磨层较薄,常时间的加工也会出现不耐磨的现象。
其中立方氮化硼刀片相较于以上三种刀具加工高锰钢效果较好。
华菱超硬研制的非金属粘合剂立方氮化硼刀片BN-S20牌号,不仅可大余量粗车高锰钢,而且如遇到铸造缺陷,不会出现剧烈磨损和崩刀现象。
立方氮化硼刀片牌号与型号的区别
很多朋友对立方氮化硼刀片的牌号和型号分不清楚,一些不法销售人员,也会在这方面玩弄文字游戏,忽悠客户。
这里就简单介绍下立方氮化硼刀片的牌号和型号的区别。
立方氮化硼刀片是配车刀杆,组成完整的车刀,刀片有指甲盖那么大,刀杆比较大,有160MM到250mm的长度不等,刀方(刀杆高*宽)常见的有25*25,32*32,40*40。
刀片刀杆如下图示例:刀片是配合刀杆使用的。
配刀过程是首先根据实际加工情况,加工材质,来选定刀片牌号和刀杆型号,然后再选定和刀杆配套的刀片型号。
刀片的型号:型号是对刀片形状的定义。
刀片的型号是国家统一的标准,例:SNMN120712,代表的是方形S,0度后角N,公差M,断削槽及夹固形式N,12.7mm切削刃长度12,7.94mm刀片厚度07,1.2mm刀尖圆弧半径12,组合表示:SNMN120712,这些代表都是国家统一标准,代表固定的数值,每个厂家,只要是采用的这个型号,数据肯定是完全一样,不然就是非标准产品。
所有的厂家刀片型号都是一样的。
刀片的牌号:牌号是生产厂家为了区分刀片的材质和生产工艺不同来自定义命名的刀片的牌号是厂家自主命名的,每个厂家都有自己的命名权,是生产厂家自己为了区分刀片的配方不同而做的标记。
每个厂家的牌号都不一样。
针对加工材质不同,加工工艺不同,生产型厂家都有自己的研发部门,针对加工不同材质中出现的针对性问题,来研发出针对这个材质工件进行加工用的最适用刀片,并自主命名,加以区分。
例如华菱的BN—S20牌号立方氮化硼刀片,就是针淬火钢加工而研发的一种刀片。
这种刀片在加工淬火钢时很好用,但在加工其它材质的工件时,不见得有优势,但在加工针对性的材质工件时,会表现出很明显的优势。
针对灰铸铁加工用的BN—S30牌号,等。
一个牌号的刀片,可以做成不同型号。
同样,所有型号的刀片也可以用不同的牌号来做成。
牌号每个厂家都是不一样的,但有一些非常有优势的产品,在市场上也会形成“名气”,比如大家常说的BN-S20刀片,其实就是华菱自己定义的牌号名字,淬火钢领域加工好用了,大家都记住了,就形成了一个刀片的名字:BN-S20刀片。
华菱立方氮化硼刀具加工高铬铸铁的切削参数

华菱立方氮化硼刀具加工高铬铸铁的切削参数一、高铬铸铁的机加工和刀具的选用高铬铸铁是一种高硬度高强度的具有抗磨耐腐性能的高合金白口铸铁,高铬铸铁作为耐磨铸件在不做任何热处理的情况下,硬度一般在HRC45以上,抗拉强度为650~850MPa。
高铬铸铁作为难切削材料之一,硬质合金刀具很难正常加工,而陶瓷刀具由于脆性大的原因,一般只用于精加工中;在90年代以前由于难于切削的原因在一定程度上限制了高铬铸铁的应用,随着新的刀具材料的出现,高铬铸铁行业机加工刀具经历了由硬质合金到复合陶瓷再到立方氮化硼材料的过程,在一定程度上改变了高铬铸铁机加工工艺和设备投入, 也带来了高铬铸铁铸件作为抗磨铸件在工业制造领域的一度繁荣。
2003年以前由于受刀具材料的限制,硬质合金刀具和复合陶瓷刀具是加工高铬铸铁的主流,高铬铸铁加工工艺路线一般为:毛坯—软化处理(降低硬度)---粗加工----热处理(提高硬度)---精加工。
从工艺路线可以看出,两次热处理和两次装夹,不但增大了工作量,影响加工效率,也增加了机加工成本。
据统计,仅软化处理和两次机加工就使成本增加2500一3000元/吨。
华菱超硬2003年研发的BN-K1牌号立方氮化硼材料刀具,由于硬度比硬质合金和陶瓷高,而抗断裂性和抗崩损性能比陶瓷刀具高,作为高硬度铸铁常用刀具牌号,被广泛应用于35HRC—68HRC的高硬度铸铁的粗加工、断续加工和精加工。
与陶瓷刀片相比,BN-K1牌号氮化硼刀片的硬度一般在3500HV左右,是陶瓷刀片的2倍,是合金刀片的4倍。
BN-K1牌号的耐热性可达1400~l500℃,BN-K1牌号加工高铬铸铁时,在1000℃时的硬度还要高于陶瓷和硬质合金的常温硬度,高速切削高硬度白口铸铁Cr26时,BN-K1牌号刀具的耐磨性是氮化硅陶瓷的25倍,抗冲击能力是氮化硅陶瓷的2000多倍,刀具寿命可以达到氮化硅陶瓷的22~30倍。
因此BN-K1牌号刀具的切削参数比硬质合金刀具高3~5倍的速度切削高温合金和淬硬钢,这也为PCBN刀具的高速切削创造了条件。
立方氮化硼刀片具有什么特性及何种材料加工可以使用CBN刀

立方氮化硼刀片具有什么特性及何种材料加工可以使用CBN刀片立方氮化硼整体聚晶刀片是采用CBN微粉整体烧结而成的块状材料,经刃磨而形成刀片,与立方氮化硼复合片均称为立方氮化硼刀片。
整体聚晶立方氮化硼刀片是一种机夹可转位刀片,常配合立方氮化硼车刀杆使用。
性能特点:它具有聚晶立方氮化硼的特性如较高的硬度、化学惰性及热稳定性,与立方氮化硼焊接复合片相比,具有长切削刃和较高的韧性,因此它不但可以精加工也可以粗加工。
应用特点华菱提供如下难加工材料和高效率加工方面的刀具产品及解决方案:1,高硬度铸铁/铸钢的加工,如:高铬铸铁、白口铸铁、镍硬铸铁等高硬度合金铸铁,高锰钢等耐热耐磨钢的粗加工和精加工【可拉荒粗车有夹砂、气孔的铸件毛坯】2,热处理后的高硬度工件加工,如:淬硬轴承钢、渗碳钢、氮化钢、工具钢、模具钢热后硬切削,可断续切削【刀片的韧性和耐磨性能优异;单边背吃刀量ap可达7.5mm,可加工HRC45-HRC79之间的高硬度钢件】3,其他难切削材料类:高温合金、粉末冶金,难熔合金及碳化钨,镍基,钴基合金的加工以及热喷涂喷焊件的硬面加工【可订做非标,来图来样加工】4,普通灰口铸铁、珠光体球墨铸铁的高速切削【刀具寿命是合金刀具寿命的10-20倍】立方氮化硼整体聚晶刀片可加工硬度在HRC60以上的淬火钢、模具钢、工具钢、合金钢、灰口铁、白口铁等硬质合金、陶瓷等传统刀具难加工的材料,而且在断续切削,粗加工方面具其独特的特点和应用案例[2]。
适用于普通机床、专用机床、自动线以及数控机床,广泛应用于军工、汽车、冶金轧辊、轴承、模具等行业的切削加工。
其使用寿命是硬质合金刀具的5~25倍,高耐磨性大大减少了换刀和磨刀的次数,也可不用冷却液而进行干式高速切削,适应日益提高的国家环保要求和“低碳经济”要求。
郑州华菱超硬刀具牌号的选择及切削参数:立方氮化硼刀片加工铸铁件、淬火钢件牌号的选择及切削参数:淬火钢件加工根据加工余量及有无断削选择相应的刀具牌号BN-H10牌号PCBN硬车刀片:连续切削用,Vc=120-190m/min.Fn=0.1-0.3mm/r(BN-H11镶嵌式CBN刀片)如图:BN-H20牌号PCBN硬车刀片:中等断续切削用PCBN刀片,Vc=100-180m/min,fn=0.07-0.15mm/r,镶嵌式结构(同BN-H11)。
CBN刀具的切削参数

CBN刀具的切削参数作者单位:郑州华菱超硬材料有限公司一,CBN刀具切削参数的制定方法:粗加工时,应尽量保证较高的金属切除率和必要的刀具耐用度,故一般优先选择尽可能大的切削深度ap,其次选择较大的进给量f,最后根据刀具耐用度要求,确定合适的切削速度。
精加工时,首先应保证工件的加工精度和表面质量要求,故一般选用较小的进给量f和切削深度ap,而尽可能选用较高的切削速度υc。
1,切削深度ap的选择1)切削深度应根据工件的加工余量来确定。
粗加工时,除留下精加工余量外,一次走刀应尽可能切除全部余量。
当加工余量过大,工艺系统刚度较低,机床功率不足,刀具强度不够或断续切削的冲击振动较大时,可分多次走刀。
切削表面层有硬皮的铸锻件时,应尽量使ap大于硬皮层的厚度,以保护刀尖。
2)半精加工和精加工的加工余量一般较小时,可一次切除,但有时为了保证工件的加工精度和表面质量,也可采用二次走刀。
3)多次走刀时,应尽量将第一次走刀的切削深度取大些,一般为总加工余量的2/3~3/4。
4)在中等功率的机床上、粗加工时的切削深度可达8~10mm,半精加工(表面粗糙度为Ra6.3~3.2μm)时,切削深度取为0.5~2mm,精加工(表面粗糙度为Ra1.6~0.8μm)时,切削深度取为0.1~0.4mm。
2,进给量f的选择切削深度选定后,接着就应尽可能选用较大的进给量f。
粗加工时,由于作用在工艺系统上的切削力较大,进给量的选取受到下列因素限制;机床—刀具—工件系统的刚度,机床进给机构的强度,机床有效功率与转矩,以及断续切削时刀片的强度。
半精加工和精加工时,最大进给量主要受工件加工表面粗糙度的限制。
工厂中,进给量一般多根据经验按一定表格选取(详见车、钻、铣等各章有关表格),在有条件的情况下,可通过对切削数据库进行检索和优化。
3,切削速度υc的选择在切削深度ap选定以后,可在保证刀具合理耐用度的条件下,用计算的方法或用查表法确定切削速度υc的值。
加工镍硬铸铁的刀具材料及切削参数

加工镍硬铸铁的刀具材料及切削参数镍硬铸铁由于硬度高难加工,并且存在铸造缺陷,在加工过程中常出现刀具不耐磨或崩刀现象,机械制造商一直在寻找可高效加工镍硬铸铁的刀具材料,直到华菱超硬研制出了非金属粘合剂立方氮化硼刀具BN-K1牌号,使高硬度难加工的镍硬铸铁得到解决。
一、加工镍硬铸铁的刀具材料加工镍硬铸铁(如KmTBNi4Cr2)常用刀具材料分别为硬质合金刀具(又称为焊接刀)YS8,YW1;涂层硬质合金刀片;陶瓷刀具。
此类刀具材料在加工镍硬铸铁时,常出现以下问题:硬质合金刀具在加工镍硬铸铁时吃刀深度小,转速慢,经常性的磨刀致使加工量上不去,而在硬化状态下的镍硬铸铁焊接刀YS8,YW1根本加工不动。
陶瓷刀具在加工镍硬铸铁时由于不可避免的铸造缺陷(夹砂,气孔,白口等),陶瓷刀具很容易会呈现崩刃现象。
以上刀具材料加工镍硬铸铁的效果都很不理想。
之后我国华菱超硬通过不断的努力研究实践,并根据以上刀具在加工镍硬铸铁时出现的问题,研制出非金属粘合剂立方氮化硼刀具BN-K1牌号。
华菱超硬非金属粘合剂立方氮化硼刀具BN-K1牌号加工镍硬铸铁的特点:高硬度耐磨性好,红硬性好,使用寿命长;抗冲击性和耐崩损性强,可大余量加工镍硬铸铁不崩刀;干式切削,减少环境污染。
粗加工、精加工均可。
亦可加工高铬合金白口铸铁,高镍铬冷硬铸铁,等温淬火后的球墨铸铁,高合金铸铁等材料。
二、华菱超硬立方氮化硼刀具BN-K1牌号加工镍硬铸铁的切削参数精加工镍硬铸铁时可选择BN-K1牌号,也可选择BN-K10牌号,BN-K10牌号属于焊接式立方氮化硼刀具,吃刀深度控制在0.3mm以内为好,如加工余量小可选择BN-K10牌号;余量≥2mm时选择BN-K1牌号较合适。
三、总结随着现代技术的不断发展,越来越多的如镍硬铸铁类的高硬度铸铁件出现在加工车间,机械制造商一直在寻找可高效高质量的完成工件的刀具材料,对于刀具行业来说,只有不断研制出高质量、高效率的刀具材料或刀具牌号,才能更好的推动中国机械制造商的发展。
氮化硼刀片切削参数,氮化硼刀片吃刀量

氮化硼刀片切削参数,氮化硼刀片吃刀量氮化硼刀具与金刚石刀具同称为超硬刀具,其性质与金刚石类似,可用于高速精密切削多种材料。
氮化硼刀具的发展,大幅度地提高了劳动生产率,改善了产品质量,降低了生产成本,现如今在市场上已占有很大的份额。
今天为大家说一下氮化硼刀片切削参数,氮化硼刀片吃刀量,一起来看看吧。
氮化硼是什么?氮化硼是由氮原子和硼原子所构成的晶体。
化学组成为43.6%的硼和56.4%的氮,具有四种不同的变体:六方氮化硼(HBN)、菱方氮化硼(RBN)、立方氮化硼(CBN)和纤锌矿氮化硼(WBN)。
通常氮化硼刀片是指立方氮化硼刀片。
什么是立方氮化硼刀片?立方氮化硼(CBN)刀片是利用人工方法在高温高压条件下用立方氮化硼微粉和少量的结合剂合成的,其硬度仅次于金刚石而远远高于其它材料,因此它与金刚石刀具统称为超硬刀具。
立方氮化硼刀具的特点立方氮化硼(CBN)刀具包括立方氮化硼成型刀具和立方氮化硼刀片两类。
立方氮化硼成型刀具是把立方氮化硼复合层直接焊接到成型刀具上,它具有如下特点:(1)高强度和耐磨性。
CBN微观硬度大约为8000~9000HRC,仅次于金刚石9000~10000HRC。
此外,CBN刀具的耐磨性比硬度合金、陶瓷和金刚石刀具都高得多,可用于加工强硬的铸铁以及强度大、硬度高及热敏性高的钢件或其他合金材料。
(2)热稳定性好。
CBN耐热性可达1400~1500℃,在1200℃下可保持硬度不变,比金刚石几乎高出1倍。
CBN刀具具有抵抗周期性高温作用的能力,当用来高速加工高温合金时,CBN刀具的切削速度可以为硬质合金的4~6倍。
(3)良好的导热性。
CBN的导热性大大高于高速钢、陶瓷和硬质合金,且CBN刀具的导热系数随温度的提高而增大。
(4)化学稳定性极强。
CBN化学惰性大,在中性和还原性介质中对酸碱都是稳定的。
在2000℃高温情况下才与碳元素起反应,因此非常适合用于加工黑色金属。
立方氮化硼刀具的应用磨辊是磨煤机磨辊总成的重要耐磨件,其材料为BTMCr20,含有Cr、Ni、Mn及Cu等成分。
立方氮化硼刀具(CBN刀具)车削加工硬质合金材料
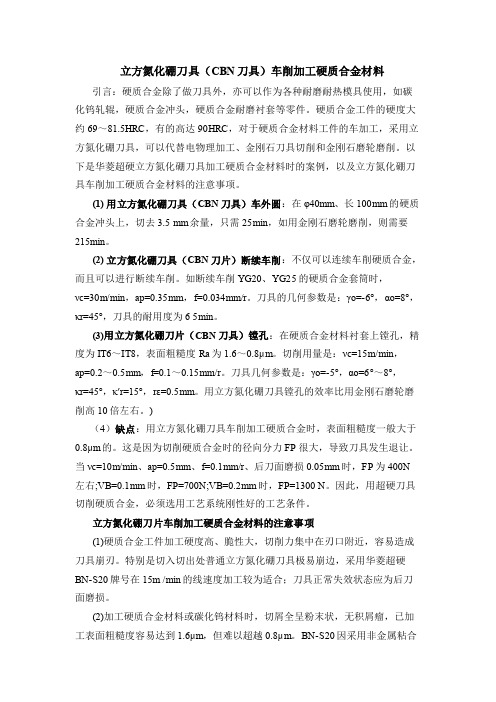
立方氮化硼刀具(CBN刀具)车削加工硬质合金材料引言:硬质合金除了做刀具外,亦可以作为各种耐磨耐热模具使用,如碳化钨轧辊,硬质合金冲头,硬质合金耐磨衬套等零件。
硬质合金工件的硬度大约69~81.5HRC,有的高达90HRC,对于硬质合金材料工件的车加工,采用立方氮化硼刀具,可以代替电物理加工、金刚石刀具切削和金刚石磨轮磨削。
以下是华菱超硬立方氮化硼刀具加工硬质合金材料时的案例,以及立方氮化硼刀具车削加工硬质合金材料的注意事项。
(1) 用立方氮化硼刀具(CBN刀具)车外圆:在φ40mm、长100mm的硬质合金冲头上,切去3.5 mm余量,只需25min,如用金刚石磨轮磨削,则需要215min。
(2) 立方氮化硼刀具(CBN刀片)断续车削:不仅可以连续车削硬质合金,而且可以进行断续车削。
如断续车削YG20、YG25的硬质合金套筒时,νc=30m/min,ap=0.35mm,f=0.034mm/r。
刀具的几何参数是:γo=-6°,αo=8°,κr=45°,刀具的耐用度为6 5min。
(3)用立方氮化硼刀片(CBN刀具)镗孔:在硬质合金材料衬套上镗孔,精度为IT6~IT8,表面粗糙度Ra为1.6~0.8μm。
切削用量是:νc=15m/min,ap=0.2~0.5mm,f=0.1~0.15mm/r。
刀具几何参数是:γo=-5°,αo=6°~8°,κr=45°,κ′r=15°,rε=0.5mm。
用立方氮化硼刀具镗孔的效率比用金刚石磨轮磨削高10倍左右。
)(4)缺点:用立方氮化硼刀具车削加工硬质合金时,表面粗糙度一般大于0.8μm的。
这是因为切削硬质合金时的径向分力FP 很大,导致刀具发生退让。
当νc=10m/min、ap=0.5mm、f=0.1mm/r、后刀面磨损0.05mm时,FP为400N左右;VB=0.1mm时,FP=700N;VB=0.2mm时,FP=1300 N。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华菱超硬是硬材料加工行业中知名的刀具,致力于高硬度切削和高速切削领域完整的刀具产品及方案设计
郑州华菱超硬材料有限公司
2014.10
加工高硬度铸铁的立方氮化硼刀具牌号说明:立方氮化硼刀 具抗冲击韧性(抗断裂性能/抗崩损性能)BN-K1>BN-S30 > BN-S300 >BN-k10 >BN-K11.而高温耐磨性能顺序反之。
郑州华菱超硬材料有限公司
2014.10
立方氮化硼刀具(CBN 刀具)牌号及切削参数选用表
立方氮化硼刀具(CBN 刀具)常用的三大领域(硬钢,硬铸铁, 珠光体灰铸铁和球铁) 所适用的 CBN 刀具牌号及对应切削参数范 围,按照图表形式概括如下,一目了然:
备注:加工硬钢时,BN-S20 和 BN-S200 牌号为整体聚晶立方氮化硼 刀片,BN-H10,BN-H11,BN-H20,BN-H21 为焊接 CBN 刀刀具,致力于高硬度切削和高速切削领域完整的刀具产品及方案设计
郑州华菱超硬材料有限公司
2014.10
备注:切削参数可根据所用机床、系统刚性,及工件动平衡性视具体 情况进行微调。
华菱超硬是硬材料加工行业中知名的刀具,致力于高硬度切削和高速切削领域完整的刀具产品及方案设计