耐火制品
气孔对耐火材料的影响

气孔对耐火材料的影响一、气孔率耐火制品中气孔的体积占耐火制品总体积的百分比称为气孔率。
气孔率的高低也表明了耐火制品的致密程度。
耐火制品中气孔与大气相通的,称为开口气孔,其中贯穿的气孔称为连通气孔;不与大气相通的气孔称为闭口气孔,如图1所示。
耐火制品全部气孔的体积占耐火制品总体积的百分比称为真气气孔率,也称为全气孔率;开口气孔与贯通气孔的体积占耐火制品总体积的百分比称为显气孔率,或假气孔率。
图1 耐火材料中气孔的类型1-开口气孔;2-闭口气孔;3-贯穿气孔显而易见,显气孔率高,说明耐火制品中与大气相通的气孔多,在使用过程中耐火制品易受蚀损和水化作用。
对各种耐火材料的显气孔率的要求,在国家标准或行业标准中都有具体规定。
二、孔径分布对浇注料强度的影响浇注料经高温热处理后,其基质与骨料间的结合将由先前结合剂提供的水化或凝聚结合转变为因烧结瓶形成的陶瓷结合,而陶瓷相材料的通性则是质脆和理论强度大,但因其内部存在杂质、气孔等多种缺陷而导致实际强度小很多。
事实上,气孔不仅减小了负荷面积,而且在气孔邻近区域应力集中,减弱了材料的负荷能力。
耐火浇注料的强度不仅受气孔率的影响,同时也受到气孔的大小和形状等因素的影响,遗憾的是,到目前为止,尚未见到在这方面系统深入的研究报道。
三、气孔率对时火浇注料热膨胀系数的影响同体材料的热膨胀本质上可归结为点阵结构-p质点问的平均距离随温度升高而导致的增大现象.由于在品格振动中相邻质点问的作用力是1E线性的,质点在其平衡位置两侧受力并不对称,温度越高.质点受力不对祢的情况越显著,相邻质点问平均距离增加得越多,以致于品胞参数增丈.晶体膨胀。
由于耐火浇注料热处理后基质为陶瓷相结台,因此,同体材料的热膨胀理论同样适用于它。
影响材料热膨胀系数的因素有很多,如材料本身的化学矿物组成、晶体结构及晶型转换、键强度、微威力、外界温度、内部结构的紧密程度等等,但其与气孔牢之问相关关系的报道却并不多m-15i。
耐火材料简介
耐火材料一、基本概念耐火材料是耐火度不低于1580℃的无机非金属材料。
根据耐火度,有阻火级(1000~158 0℃)、普通级(1580~1770℃)、高级(1770~2000℃)、特级(2000℃以上)四个等级之分。
大部分耐火材料是以多种天然矿石粉料及粒料的混合物为原料生产的,某些耐火材料各种组分的结合要借助外加的结合剂(即大多数工业部门所称的黏结剂)。
结合剂的种类很多,高性能酚醛树脂就是一种性能优良、应用广泛的新型结合剂。
耐火材料是用作高温窑、炉等热工设备的结构材料,也可用作高温容器和部件的材料。
所以在冶金、硅酸盐、化工、石油、动力、机械制造等工业部门都离不开耐火材料,其中冶金工业消耗耐火材料的比例最高,约占总消耗量的60%~70%,每吨产品消耗耐火材料量约18~25kg。
钢铁工业是冶金工业的主要部门,所以也就自然是耐火材料应用的主要领域。
在钢铁工业的各个工序的设备中都离不开耐火材料,从炼铁的高炉、炼钢的转炉到转运钢水的钢包、中间包等整体设备的内衬砖到各局部结构,如钢包、中间包的出口滑板、各种水口等都离不开耐火材料。
耐火材料的分类方法有许多,按化学矿物组成和按外观的分类概况分别参见表9-1及表9-2。
这些分类应遵从ISO1109。
表9-1 耐火材料的化学矿物组成分类不定形耐火材料是由合理级配的粒状和粉状与结合剂共同混合组成的一类混合料,它无规定的外形和状态,通常根据使用需要而分别制成浆状、泥膏状或松散状,故称作散状耐火材料,其不经成型和烧成而直接使用,主要用于构筑成无接缝的整体构筑物、耐火砖成设备内衬的填缝及修补、高温炉出口堵塞用的泥料(炮泥)等。
不定形耐火材料多根据施工工艺类别而分类,由于施工工艺的差异,他们在组成、物料特性(状态、流动性、可塑性等)、应用领域等方面有所不同。
表9-4列出不定形耐火材料按施工工艺特点的分类及主要特征。
表9-4 不定形耐火材料的类别及主要特征。
耐火制品的分型定义
耐火制品的分型定义1 主题内容与适用范围标准规定了粘土质、高铝质、硅质和镁质耐火制品的分型定义标准适用上述耐火制品的分型。
2 粘土质耐火制品2.1 标型规定230mm X 114mm X 65mm为标型砖。
2.2 普型凡具有下述分型特征之一者,定名为普型制品。
a、重量为2~8kg;b、厚度尺寸为55~75mm;c、不多于4个量尺;d、大小尺寸比不大于4;e、不带凹角、沟、舌、孔、洞或圆弧。
2.3 异型凡具有下述分型特征之一者,定名为异型制品。
a、重量为2~15kg;b、厚度尺寸为45~95mm;c、大小尺寸比不大于6;d、凹角、圆弧的总数不多于2个;e、沟、舌的总数不多于4个;f、1个大于50°~75°的锐角。
2.4 特型凡具有下述分型特征之一者,定名为特型制品。
a、重量为1.5~30kg;b、厚度尺寸为35~135mm,管状砖的长度尺寸不大于c、大小尺寸比不大于8;d、凹角、圆弧的总数不多于4个;e、沟、舌的总数不多于8个;f、1个30°~50°的锐角;g、不多于1个孔或洞。
3 高铝质耐火制品3.1 标型规定230mm X 114mm X 65mm为标型砖。
3.2 普型凡具有下述分型特征之一者,定名为普型制品。
a.重量为2~10kg;b.厚度尺寸为55~75mm;c.不多于4个量尺;d.大小尺寸比不大于4,e.不带凹角、沟、舌、孔、洞或圆弧。
3.3 异型凡具有下述分型特征之一者,定名为异型制品。
a.重量为2~18kg;b.厚度尺寸为45~95mm;c.大小尺寸比不大于6;d.凹角、圆弧的总数不多于2个;e.沟、舌的总数不多于4个,f.1个大于50°~75°的锐角。
3.4 特型凡具有下述分型特征之一者,定名为特型制品。
a.重量为1.5~35kg,b.厚度尺寸为35~135mm,营状砖的长度尺寸不大于300mmc.大小尺寸比不大于s;d.凹角、圆弧的总数不多于4个;e.沟、舌的总数不多于8个;f.三个30°~50°的锐角;g.不多于1个孔成洞。
常用耐火制品品质标准
目录1耐火制品 (3)1.1轻质粘土砖物理指标表 (3)1.2轻质高铝砖理化指标表 (3)1.3耐火捣打料性能表 (4)1.4硅酸铝耐火纤维理化性能表 (4)2耐火隔热材料 (4)2.1各种隔热材料主要性能表 (4)2.2硅藻土砖理化指标表 (5)2.3矿渣棉技术性能表 (5)2.4蛭石制品主要技术指标表 (5)2.5膨胀蛭石主要等级技术性能表 (5)2.6隔热珍珠岩制品理化指标表 (6)2.7石棉粉制品 (6)2.8石棉编绳每米重量表 (6)2.9石棉扭绳每米重量表 (6)3保温隔热制品 (7)3.1蛭石类 (7)3.2珍珠岩类 (7)3.3矿渣棉类 (7)3.4玻璃棉制品 (8)3.5岩棉类 (8)3.6微孔硅酸钙制品 (9)3.7新型保温材料 (9)3.8无碱无捻粗砂方格布规格重量表 (10)3.9无碱玻璃布规格重量表 (10)4高铝砖 (12)4.1性能理化指标(执行标准:GB/T2988-2004) (12)4.2高炉用高铝砖 (12)4.3热风炉用高铝砖 (12)4.4炼钢电炉顶用高铝砖 (13)4.5盛钢桶用高铝砖 (13)4.6一般高铝砖 (13)4.7不烧高铝砖 (13)5粘土砖 (14)5.1底气孔致密粘土砖-太原重工 (14)5.2粘土质系列产品-太原重工 (14)6硅砖 (14)6.1焦炉用硅砖 (14)6.2热风炉用硅砖 (15)6.3玻璃窑用硅砖 (15)7水泥窑用耐火材料性能指标 (16)7.1镁砖 (16)7.2含锆 (16)7.3增强型 (17)8钢铁行业用耐火材料性能指标 (18)9工业炉通用不定型耐火材料性能指标 (19)10耐火喷涂料系列理化指标 (21)11高炉、热风炉炉壳喷涂料 (22)12粘土质隔热砖 (23)13硅酸铝纤维毡 (28)13.1生产工艺 (28)13.2产品特性 (28)13.3主要规格 (28)13.4应用 (28)14工业生产用各种耐火泥浆的的用途 (29)15保温耐火材料 (30)15.1轻质浇注料 (30)15.2轻质隔热泥浆 (31)15.3轻质隔热砖 (31)15.4耐火浇注料 (32)15.5特种浇注料 (33)16炼铁系统用耐火材料 (34)16.1耐火泥浆 (34)16.2高炉用特种泥浆、填料 (34)17高炉、热风炉特种耐火浇注料 (35)18高炉用碳素耐火材料 (36)19耐火压入料 (37)20铁沟耐火材料 (38)21高炉无水炮泥 (40)22耐火喷涂料 (40)23炼钢耐火材料 (41)24中间包用耐火材料 (42)25防氧化电极涂料 (42)26炼钢补炉用耐火材料 (43)27炼钢炉用泥浆 (44)28炼钢中间包预制件 (45)29耐火涂料 (45)30轧钢用耐火材料 (45)31有色、建材窑炉系列浇注料 (46)32耐火纤维 (47)33冶金炉料 (50)33.1炼钢保护渣 (50)33.2中间包覆盖剂 (50)33.3钢包覆盖剂、改质剂 (50)33.4脱S剂、增C剂 (51)33.5引流砂 (51)34高炉用粘土砖YB/T 5050—93 (51)35不定型耐火材料的发展 (53)36不定型耐火材料的结合方式及其发展动态 (56)1耐火制品验数量。
耐火材料产品相关标准
显气孔率
GB/T2608-2012硅砖5.2/表3
GB/T2997-2015致密定形耐火制品体积密度、显气孔率和真气孔率试验方法
5
真密度
GB/T2608-2012硅砖5.2/表3
GB/T5071-2013耐火材料真密度试验方法
6
常温耐压强度
GB/T2608-2012硅砖5.2/表3
GB/T5072-2008耐火材料常温耐压强度试验方法/6
GB/T2997-2015致密定形耐火制品体积密度、显气孔率和真气孔率试验方法
GB/T2999-2016耐火材料颗粒料体积密度试验方法
GB/T3001-2017耐火材料常温抗折强度试验方法
GB/T3043-2000棕刚玉化学分析方法
GB/T3044-2007白刚玉、辂刚玉化学分析方法
GB/T3521-2008石墨化学分析方法
7
荷重软化开始温度
GB/T2608-2012硅砖5.2/表3
YB/T370-2016耐火制品荷重软化温度试验方法(非示差一升温法)
注:检验方法标准•经修订,检验机构自标准实施之日起按新标准进行检验。
表4低蠕变粘土砖/低蠕变高铝砖检验项目、依据标准
序号
检验项目
检验依据标准及条款
检验方法依据标准或条款
1
GB/T6900-2016铝硅系耐火材料化学分析方法
GB/T10325-2012定形耐火制品验收抽样检验规则
GB/T21114-2007耐火材料X射线荧光光谱化学分析熔融玻璃片法
YB/T4032-2010蓝晶石硅线石红柱石
YB/T5207-2005硬质粘土熟料
3
低蠕变高铝豉
GB/T2997-2015致密定形耐火制品体积密度、显气孔率和真气孔
耐火材料制品制造企业危险因素辨识及防范措施

1
成型压机
(1)成型机未设置防压手措施,摩擦轮周围未设置防护设施,液压机未设置防过载装置,违章作业。
机械伤害
(1)成型设备应安装防止压手的安全装置。
(2)摩擦压砖机的摩擦轮周围应设安全防护平台。采用机械手时,机械手摇臂活动范围的四周,应设安全围栏。
(3)液压机应有防止过载的安全装置。
(4)静油(水)压砖机(等静压机)升压过程中,操作人员应位于保护屏的后面,不应靠近超高压泵和高压管道。
(五)干燥与烧成
1
电热干燥窑
(1)未设置干燥室门电气联锁。
灼烫
触电
(1)电热干燥窑应设置干燥室门电气联锁装置,确保窑门开启时切断发热体电源。
(六)起重与运输
1
起重设备部件
(1)起重部件出现钢丝绳断裂、锻钩断裂、脱钩等缺陷,未配备声、光信号和防止脱钩的保险装置。
起重伤害
(1)锻钩有下列情况之一时应更换:
进入料斗或料仓作业
(1)物料坍塌。
坍塌
(1)进入料斗或料仓作业的人员,应与有关工序的作业人员联系,悬挂醒目的“禁止卸料”警告标志。
(2)应系牢安全带,并有专人监护,方准入内作业。
(三)原料煅烧
1
竖窑检修
(1)窑内一氧化碳含量超标。
中毒和窒息
(1)应保持窑内强制通风。
(2)进窑前后应核检人数。ห้องสมุดไป่ตู้
(3)进入窑内检修前,应由专业人员测定窑内CO含量,在保证安全的前提下方可进入。
耐火材料制品制造企业危险因素辨识及防范措施
序号
场所/环节/部位
较大危险因素
易发生的事故类型
主要防范措施
(一)煤气发生站
1
煤气发生炉
高炉用耐火材料

高炉用耐火材料高炉用耐火材料(refractories for blast furnace)砌筑高炉炉体及有关部位所使用的耐火制品。
高炉是利用鼓入的热风使焦炭燃烧及还原熔炼铁矿石的竖式炉,是在高温和还原气氛下连续进行炼铁的热工设备。
高炉用耐火材料损毁的原因主要是炉料机械磨损、碳素沉积、渣铁侵蚀、碱金属侵蚀和铅锌渗透、热应力和高温荷载等综合因素,其中温度是决定性的因素。
因此,高炉炉体易损部位均设有冷却系统,以提高炉衬的使用寿命。
随着钢铁工业的发展,高炉日趋大型化。
同时,采用了高压炉顶,高风温、富氧鼓风、燃料喷吹和电子计算机控制等新技术以强化冶炼,耐火材料使用条件更为苛刻。
通过采用耐火材料新品种及提高其质量,改进炉体冷却系统以及强化管理,一代高炉炉衬寿命不断延长。
高炉炉体用耐火材料高炉炉体由炉喉、炉身、炉腰、炉腹、炉缸5部分组成。
炉体附设有风口、出渣口、出铁口、冷却系统及集气管与加料装置等设施。
高炉炉衬按其使用损毁特点可分为上、中、下3段:上段包括炉喉、炉身上部和中部;中段包括炉身下部、炉腰和炉腹;下段为炉缸和炉底。
高炉各部位及其侵蚀情况见图。
炉喉、炉身上部及炉身中部用耐火材料炉喉承受炉料下降时的直接冲击和摩擦,极易磨损,多采用高强度的粘土砖和高密度高铝砖砌筑,并采用铸钢板保护。
炉身上部和中部温度不超过700℃,无炉渣形成和炉渣侵蚀,除承受炉料滑行与冲击以及热烟气所携粉尘的摩擦而导致机械磨损外,主要是铅、锌侵入沉积,使衬砖组织变得脆弱,甚至鼓胀,还有碳素沉积及粘结物的作用,使炉衬开裂和结构松散。
整个炉体中该部位损毁较轻,一般采用氧化铁含量较低的致密粘土砖或高铝砖砌筑。
炉身下部、炉腰和炉腹用耐火材料炉身下部承受炉料下降时的摩擦与炉气上升时粉尘的冲刷作用,该部位温度较高并有大量炉渣形成,碱金属蒸气的侵蚀作用较重,因此炉衬损毁速度较快。
炉腰处温度高,炉渣大量形成,渣蚀严重,碱侵蚀及高温含尘炉气的冲刷均较炉身严重。
耐火材料标准

现行有效耐火材料标准目录2010-08-17 09:54 来源:我的钢铁试用手机平台一、基础标准1GB/T2992-1998(2004)通用耐火砖形状尺寸2GB/T4513-2000(2004)不定形耐火材料分类3GB/T10325-2001(2004)定形耐火制品抽样验收规则4GB/T10326-2001(2004)定形耐火制品尺寸外观及断面的检查方法5GB/T13794-2008标准测温锥6GB/T15545-1995(2004)不定形耐火材料包装、标志、运输和储存7GB/T16546-1996(2004)定形耐火制品包装、标志、运输和储存8GB/T16763-1997(2004)定形隔热耐火制品的分类9GB/T17105-2008铝硅系致密定形耐火制品分类10GB/T17617-1998(2004)耐火原料和不定形耐火材料取样11GB/T17912-1999(2004)回转窑用耐火砖形状尺寸12GB/T18257-2000(2004)回转窑用耐火砖热面标记13GB/T18930-2002(2004)耐火材料术语14GB/T18931-2008残碳量小于7%的碱性致密定形耐火制品分类15GB/T20511-2006耐火制品分型规则16YB/T060-2007炼钢转炉用耐火砖形状尺寸17YB/T2217-1999(2009)电炉用球顶砖形状尺寸18YB/T4014-1991(2006)玻璃窑用致密定形耐火制品分类19YB/T4016-1991(2006)玻璃窑用耐火制品抽样和验收方法20YB/T4017-1991(2006)玻璃窑用耐火制品形状尺寸硅砖21YB/T5012-2009高炉及热风炉用砖形状尺寸22YB/T5018-1993(2006)炼钢电炉顶用砖形状尺寸23YB/T5110-1993(2006)浇铸用耐火砖形状尺寸24YB/T5113-1993(2009)盛钢桶内铸钢用耐火砖形状尺寸二、原料标准25GB201-2000铝酸盐水泥26GB/T2273-2007烧结镁砂27GB/T2478-2008普通磨料棕刚玉28GB/T2479-2008普通磨料白刚玉29GB/T2480-2008普通磨料碳化硅30GB/T2881-2008工业硅技术条件31GB/T3518-2008鳞片石墨32GB/T21236-2007电炉回收二氧化硅微粉33YB/T101-2005电炉炉底用MgO-CaO-Fe2O3系合成料34YB/T102-2007耐火材料用电熔刚玉35YB/T104-2005电熔莫来石36YB/T131-1997(2009)烧结镁铝尖晶石砂37YB/T132-2007电熔镁铬砂38YB/T834-1987锆英石精矿39YB/T4032-1991蓝晶石硅线石红柱石40YB/T4066-1991铬精矿41YB/T5057-1993铝土矿石技术条件42YB/T5179-2005高铝矾土熟料43YB/T5207-2005硬质粘土熟料44YB/T5265-2007耐火材料用铬矿石45YB/T5266-2004电熔镁砂46YB/T5267-2005烧结莫来石47YB/T5268-2007硅石48YB/T5278-2007白云石49YB/T4131-2005耐火材料用酚醛树脂50YS/T89-1995(2005)煅烧α型氧化铝51JB/T7986-2001普通磨料铬刚玉三、致密定形耐火制品硅质耐火制品52GB/T2608-2001(2004)硅砖53YB/T133-2005热风炉用硅砖54YB/T147-2007玻璃窑用硅砖55YB/T4076-1991(2005)连铸用熔融石英质耐火制品56YB/T5013-2005焦炉用硅砖57JC/T616-2003玻璃窑用优质硅砖粘土质耐火制品58YB/T112-1997(2005)高炉用磷酸浸渍粘土砖59YB/T5106-2009粘土质耐火砖60YB/T5107-2004热风炉用粘土砖61YB/T4168-2007焦炉用粘土砖和半硅砖62JC/T496-1992(96)水泥窑用耐碱砖63JC/T638-1996玻璃窑用低气孔率粘土砖64JB/T3649.1-1994(2005)电阻炉用耐火制品粘土质耐火制品高铝质耐火制品65GB/T2988-2004高铝砖66YB/T4129-2005塑性相复合刚玉砖67YB/T4134-2005微孔刚玉砖68YB/T5015-1993(2005)高炉用高铝砖69YB/T5016-2000(2005)热风炉用高铝砖70YB/T5017-2000(2006)炼钢电炉顶用高铝砖71YB/T5020-2002(2008)盛钢桶用高铝砖72JC/T350-1993水泥窑用磷酸盐结合高铝质砖73JC/T494-1992(96)玻璃熔窑用熔铸氧化铝耐火制品74JB/T3649.2-1994(2005)电阻炉用耐火制品高铝质耐火制品碱性耐火制品75GB/T2275-2007镁砖和镁铝砖76GB/T22589-2008镁碳砖77YB/T4116-2003(2008)镁钙砖78YB/T5011-1997(2005)镁铬砖79JC/T497-1992(96)建材工业窑炉用直接结合镁铬砖80JC/T924-2003玻璃窑用镁砖(MgO>95%)特种耐火制品81GB/T23293-2009氮化物结合耐火制品及其配套耐火泥浆82GB/T23294-2009耐磨耐火材料83YB/T007-2003(2008)连铸用铝碳质耐火制品84YB/T113-1997(2005)烧成微孔铝炭块85YB/T164-2009铁水预处理用Al2O3-SiC-C砖86YB/T165-1999(2006)树脂结合铝镁碳砖87YB/T4075-2004锆质定径水口88YB/T4076-1991连铸用熔融石英质耐火制品89YB/T4111-2002(2008)铸口砖和座砖90YB/T4118-2003精炼钢包用透气转和座砖91YB/T4128-2005热风炉陶瓷燃烧器用堇青石砖92YB/T4167-2007烧成铝碳化硅砖93YB/T5049-2009滑板砖94JC/T493-2001玻璃熔窑用熔铸锆刚玉耐火制品95JC/T495-1992(96)玻璃熔窑用致密锆英石砖96JC/T925-2003玻璃熔窑用烧结AZS砖97JC/T926-2003浮法玻璃熔窑用锡底槽砖98JB/T3649.6-1994(2005)电阻炉用耐火制品抗渗碳质耐火制品四、隔热耐火制品99GB/T3003-2006耐火材料陶瓷纤维及制品100GB/T3994-2005粘土质隔热耐火砖101GB/T3995-2006高铝质隔热耐火砖102GB/T3996-1983硅藻土隔热制品103GB/T10699-1998硅酸钙绝热制品104YB/T386-1994(2005)硅质隔热耐火砖105JC/T804-1987(96)水泥窑用陶粒轻质耐火混凝土砌块106JB/T3649.3-1994(2005)电阻炉用用耐火制品粘土质隔热耐火制品107JB/T3649.4-1994(2005)电阻炉用用耐火制品高铝质隔热耐火制品108JB/T3649.5-1994(2005)电阻炉用用耐火制品氧化铝质隔热耐火制品五、不定形耐火材料耐火泥浆109GB/T2994-2008高铝质耐火泥浆110GB/T14982-2008粘土质耐火泥浆111YB/T114-1997(2005)硅酸铝质隔热耐火泥浆112YB/T134-1998高温红外辐射涂料113YB/T150-1998耐火缓冲泥浆114YB/T384-1991(2005)硅质耐火泥浆115YB/T5009-1993镁质耐火泥浆116YB/T4121-2004中间包用碱性涂料耐火浇注料117GB/T22590-2008轧钢加热炉用耐火浇注料118YB/T116-1997(2005)耐热钢纤维增强耐火浇注料炉辊119YB/T4110-2009镁铝耐火浇注料120YB/T4120-2004中间包用挡渣堰121YB/T4126-2005高炉出铁沟浇注料122YB/T5083-1997(2005)粘土质和高铝质致密耐火浇注料123JC/T498-1992(96)高强度耐火浇注料124JC/T499-1992(96)钢纤维增强耐火浇注料125JC708-1989(96)耐碱耐火浇注料126JC/T807-1989(96)轻质耐碱耐火浇注料耐火可塑料127YB/T4153—2006高炉用非水系压入料128YB/T5115-1993粘土质和高铝质耐火可塑料六、物理试验方法129GB/T2997-2000(2004)致密定形耐火制品体积密度、显气孔率和真气孔率试验方法130GB/T2998-2001(2004)定形隔热耐火制品体积密度和真气孔率试验方法131GB/T2999-2002(2004)耐火材料颗粒体积密度试验方法132GB/T3000-1999(2004)致密定形耐火制品透气度试验方法133GB/T3001-2007耐火材料常温抗折强度试验方法134GB/T3002-2004耐火制品高温抗折强度试验方法135GB/T3007-2006耐火材料含水量试验方法136GB/T5071-1997(2004)耐火材料真密度试验方法137GB/T5072-2008耐火材料常温耐压强度试验方法138GB/T5073-2005耐火材料压蠕变试验方法139GB/T5988-2007耐火材料加热永久线变化试验方法140GB/T5989-2008耐火材料荷重软化温度试验方法示差-升温法141GB/T5990-2006耐火材料导热系数试验方法(热线法)142GB/T7320-2008耐火材料热膨胀试验方法143GB/T7321-2004定形耐火制品试样制备方法144GB/T7322-2007耐火材料耐火度试验方法145GB/T8931-2007耐火材料抗渣性试验方法146GB/T14983-2008耐火材料抗碱性试验方法147GB/T17601-2008耐火材料耐硫酸侵蚀性试验方法148GB/T17732-2008致密定形含碳耐火制品试验方法149GB/T17911-2006耐火材料陶瓷纤维制品试验方法150GB/T18301-2001(2004)耐火材料常温耐磨性试验方法151GB/T22459.1-2008耐火泥浆第1部分:稠度试验方法(锥入度法)152GB/T22459.2-2008耐火泥浆第2部分:稠度试验方法(跳桌法)153GB/T22459.3-2008耐火泥浆第3部分:粘接时间试验方法154GB/T22459.4-2008耐火泥浆第4部分:常温抗折粘接强度试验方法155GB/T22459.5-2008耐火泥浆第5部分:粒度分布(筛分析)试验方法156GB/T22459.6-2008耐火泥浆第6部分:预搅拌泥浆含水量试验方法157GB/T22459.7-2008耐火泥浆第7部分:高温性能试验方法158GB/T22588-2008闪光法测量热扩散系数或导热系数159YB/T118-1997(2008)耐火材料气孔孔径分布试验方法160YB/T172-2000(2008)硅砖定量相分析X射线衍射法161YB/T173-2000(2006)含炭耐火制品常温比电阻试验方法162YB/T185-2001(2009)连铸保护渣粘度试验方法163YB/T186-2001(2009)连铸保护渣熔化温度试验方法164YB/T187-2001(2009)连铸保护渣堆积密度试验方法165YB/T188-2001(2009)连铸保护渣粒度分布试验方法166YB/T189-2001(2009)连铸保护渣水分含量(110℃)测定试验方法167YB/T370-1995耐火制品荷重软化温度强度试验方法(非示差-升温法)168YB/T376.1-1995耐火制品抗热震性试验方法(水急冷法)169YB/T376.2-1995耐火制品抗热震性试验方法(空气急冷法)170YB/T376.3-2004耐火制品抗热震性试验方法第3部分:水急冷—裂纹判定法171YB/T2203-1998耐火浇注料荷重软化温度强度试验方法(非示差-升温法)172YB/T2206.1-1998耐火浇注料抗热震性试验方法(压缩空气流急冷法)173YB/T2206.2-1998耐火浇注料抗热震性试验方法(水急冷法)174YB/T2208-1998(2008)耐火浇注料高温耐压强度试验方法175YB/T2429-2009耐火材料用结合粘土可塑性检验方法176YB/T4018-1991(2008)耐火制品抗热震性试验方法177YB/T4115-2003(2008)功能耐火材料通气量试验方法178YB/T4117-2003(2008)致密耐火浇注料抗爆裂性试验方法179YB/T4130-2005耐火材料导热系数试验方法(水流量平板法)180YB/T4161-2007耐火材料抗熔融冰晶石电解液侵蚀试验方法181YB/T5116-1993(2008)粘土质和高铝质耐火可塑料试样制备方法182YB/T5119-1993(2008)粘土质和高铝质耐火可塑料可塑性指数试验方法183YB/T5180-1993(2008)硬质粘土和高铝矾土熟料杂质检验方法184YB/T5200-1993(2008)致密耐火浇注料显气孔率和体积密度试验方法185YB/T5202.1-2003(2009)不定形耐火材料试样制备方法第1部分:耐火浇注料186YB/T5204-1993(2008)致密耐火浇注料筛分析试验方法187JC/T639-1996玻璃窑用耐火材料气泡析出率试验方法188JC/T805-1988(96)玻璃窑用耐火材料中玻璃相渗出温度试验方法(原GB10203-88)189JC/T806-1988(96)玻璃窑用耐火材料静态下抗玻璃液侵蚀试验方法(原GB10204-88)190JC/T808-1988(96)硅酸铝质耐火浇注料耐碱性试验方法191JB/T3648.1-1994电炉用耐火制品试验方法定形隔热耐火制品的热震稳定性七、化学分析方法192GB/T3043-2000(2004)棕刚玉化学分析方法193GB/T3044-2007白刚玉、铬刚玉化学分析方法194GB/T3045-2003普通磨料碳化硅化学分析方法195GB/T3521-1995(2004)石墨化学分析方法196GB/T4984-2007含锆耐火材料化学分析方法197GB/T5069-2007镁铝系耐火材料化学分析方法198GB/T5070-2007含铬耐火材料化学分析方法199GB/T6609-2004氧化铝化学分析方法和物理性能测定方法200GB/T6900-2006铝硅系耐火材料化学分析方法201GB/T6901-2008硅质耐火材料化学分析方法202GB/T14849.1-2007工业硅化学分析方法第1部分:铁含量的测定1,10-二氮杂菲分光光度法203GB/T14849.2-2007工业硅化学分析方法第2部分:铝含量的测定铬天青-S分光光度法204GB/T14849.3-2007工业硅化学分析方法第3部分:钙含量的测定205GB/T14849.4-2008工业硅化学分析方法第4部分:电感耦合等离子体原子发射光谱法测定元素含量206GB/T16555-2008含碳、碳化硅、氮化物耐火材料化学分析方法207GB/T21114-2007耐火材料X射线荧光光谱化学分析-熔铸玻璃片法208GB/T24220-2009铬矿石分析样品中湿存水的测定重量法209GB/T24221-2009铬矿石钙和镁含量的测定EDTA滴定法210GB/T24222-2009铬矿石交货批水分的测定211GB/T24223-2009铬矿石磷含量的测定还原磷钼酸盐分光光度法212GB/T24224-2009铬矿石硫含量的测定燃烧-中和滴定法、燃烧-碘酸钾滴定法和燃烧红外线吸收法213GB/T24225-2009铬矿石全铁含量的测定还原滴定法214GB/T24226-2009铬矿石和铬精矿钙含量的测定火焰原子吸收光谱法215GB/T24227-2009铬矿石和铬精矿硅含量的测定分光光度法和重量法216GB/T24228-2009铬矿石和铬精矿化学分析方法通则217GB/T24229-2009铬矿石和铬精矿铝含量的测定络合滴定法218GB/T24230-2009铬矿石和铬精矿铬含量的测定滴定法219GB/T24231-2009铬矿石镁、铝、硅、钙、钛、钒、铬、锰、铁和镍含量的测定波长色散X射线荧光光谱法220YB/T190-2001(2009)连铸保护渣化学分析方法221YB/T4019-2006轻烧氧化镁化学活性及活性MgO试验方法222JB/T7995-1999黑刚玉化学分析方法。
气孔对耐火材料的影响

气孔对耐火材料的影响一、气孔率耐火制品中气孔的体积占耐火制品总体积的百分比称为气孔率。
气孔率的高低也表明了耐火制品的致密程度。
耐火制品中气孔与大气相通的,称为开口气孔,其中贯穿的气孔称为连通气孔;不与大气相通的气孔称为闭口气孔,如图1所示。
耐火制品全部气孔的体积占耐火制品总体积的百分比称为真气气孔率,也称为全气孔率;开口气孔与贯通气孔的体积占耐火制品总体积的百分比称为显气孔率,或假气孔率。
图1 耐火材料中气孔的类型1-开口气孔;2-闭口气孔;3-贯穿气孔显而易见,显气孔率高,说明耐火制品中与大气相通的气孔多,在使用过程中耐火制品易受蚀损和水化作用。
对各种耐火材料的显气孔率的要求,在国家标准或行业标准中都有具体规定。
二、孔径分布对浇注料强度的影响浇注料经高温热处理后,其基质与骨料间的结合将由先前结合剂提供的水化或凝聚结合转变为因烧结瓶形成的陶瓷结合,而陶瓷相材料的通性则是质脆和理论强度大,但因其内部存在杂质、气孔等多种缺陷而导致实际强度小很多。
事实上,气孔不仅减小了负荷面积,而且在气孔邻近区域应力集中,减弱了材料的负荷能力。
耐火浇注料的强度不仅受气孔率的影响,同时也受到气孔的大小和形状等因素的影响,遗憾的是,到目前为止,尚未见到在这方面系统深入的研究报道。
三、气孔率对时火浇注料热膨胀系数的影响同体材料的热膨胀本质上可归结为点阵结构-p质点问的平均距离随温度升高而导致的增大现象.由于在品格振动中相邻质点问的作用力是1E线性的,质点在其平衡位置两侧受力并不对称,温度越高.质点受力不对祢的情况越显著,相邻质点问平均距离增加得越多,以致于品胞参数增丈.晶体膨胀。
由于耐火浇注料热处理后基质为陶瓷相结台,因此,同体材料的热膨胀理论同样适用于它。
影响材料热膨胀系数的因素有很多,如材料本身的化学矿物组成、晶体结构及晶型转换、键强度、微威力、外界温度、内部结构的紧密程度等等,但其与气孔牢之问相关关系的报道却并不多m-15i。
耐火材料——精选推荐
1耐火材料定义:耐火度不低于1580的非金属材料。
即耐火材料是用作高温窑、炉等热工设备,以及高温容器和部件的无机非金属材料,耐火度不低于1580℃,并在高温下能承受相应的物理化学变化及机械作用。
2耐火材料分类:(根据化学性质)酸性耐火材料、碱性耐火材料、中性耐火材料; 根据耐火度可分为: 普通耐火制品:耐火度为1580~1770℃, 高级耐火制品:耐火度为1770~2000℃,特级耐火制品:耐火度大于2000℃ .3耐火材料显微结构:耐火材料是由固相(包括结晶相和玻璃相)和气孔两部分构成的非均质体宏观结构。
4耐火材料的分类根据耐火度可分为: 普通耐火制品:耐火度为1580~1770℃;高级耐火制品:耐火度为1770~2000℃; 特级耐火制品:耐火度大于2000℃ . 5 开口气孔率(显气孔率): =13V V V+×100%,V 0、V 、V 分别表示总体积、 开口气孔和闭口气孔体积c m6吸水率:它是制品中全部开口气孔吸满的水的质量与其干燥质量之比,以百分率表示。
7透气度:是表示气体通过耐火制品难易程度的特性值。
8真密度:是指不包括气孔在内的单位体积耐火材料的质量9耐火材料的热膨胀是指其体积或长度随着温度升高而增大的物理性质。
10线膨胀系数是指由室温至试验温度间,每升高1 ℃,试样长度的相对变化率。
11热导率是表征耐火材料导热性的一个物理指标,是指单位温度梯度下,单位时间内通过单位垂直面积的热量。
12气孔率对热导率的影响:耐火材料通常都含有一定的气孔,气孔内气体热导率低,因此气孔总是降低材料的导热能力。
在一定温度以内,对一定的气孔率来说,气孔率愈大,则热导率愈小。
13常温耐压强度 :是指常温下耐火材料在单位面积上所能承受的最大压力。
14耐磨性:耐火材料抵抗坚硬物料或气体(如含有固体颗粒的)磨损作用(研磨、摩擦、冲击力作用)的能力。
15高温耐压强度是材料在高温下单位截面所能承受的极限压力。
耐火砖种类及详细资料

耐火砖种类及详细资料常用耐火砖产品说明耐火砖是服务于高温技术的基础材料,与各种工业窑炉有着极为密切的关系。
不同种类的耐火砖由于化学矿物组成、显微结构的差异和生产工艺的不同,表现出不同的基本特性。
所以,在了解和研究工业窑炉筑炉材料的过程中,有必要对耐火砖的种类加以叙述介绍。
___系耐火砖硅铝系耐火砖是以AL2O3—SiO2二元系统相图为基本理论,主要包括以下几种:1.硅砖,是指含SiO2 93%以上的耐火砖,是酸性耐火砖的主要品种。
它主要用于砌筑焦炉,也用于各种玻璃、陶瓷、炭素煅烧炉、耐火砖的热工窑炉的拱顶和其他承重部位,在热风炉的高温承重部位也用,但是不宜在600℃以下且温度波动大的热工设备中使用。
2.粘土砖,粘土砖主要由莫来石、玻璃相和方石英及石英所组成。
它是高炉、热风炉、加热炉、动力锅炉、石灰窑、回转窑、玻璃窑、陶瓷和耐火砖烧成窑中常用的耐火砖。
3.高铝砖,高铝砖的矿物组成为刚玉、莫来石和玻璃相,其含量取决于AL2O3/ SiO2比以及杂质的种类和数量,可按AL2O3含量进行耐火砖的等级划分。
它多用烧结法生产。
但产品还有熔铸砖、熔粒砖、不烧砖和不定形耐火砖。
高铝砖广泛用于钢铁工业、有色金属工业和其他工业。
4.刚玉砖,刚玉砖是指AL2O3含量不小于90%,以刚玉为主要物相的的一种耐火砖,可分为烧结型刚玉砖和电熔型刚玉砖。
耐火砖字母编号规则通用耐火砖的砖号由“T”字开头,即“通”字汉语拼音的第二个字母,通用砖的砖号是:T-1,T-2,T-3……。
T-105.T字后的Z、C、S、K及J分别为直形砖,侧楔形砖,宽楔形砖及拱脚砖的"直","侧","竖","宽"及"脚"字汉语拼音的第一个小写字母.短横线后来顺序号。
代号中Z、C、S、K及J分别代表直形砖、侧楔形砖、拱脚形砖的汉语拼音的第一个大写字母,分别表示“直”、“竖”、“宽”及“脚”。
直形砖的代号由砖长a的百位及十位数字和砖厚C的十位数字组成,楔形砖的代号由大小头之间距离b的百位及十位数字和砖厚C的十位数字组成,拱脚形砖的代号由斜面长L的百位及十位数字和倾斜角a的十位数字组成。
耐火材料的基础知识分类和应用
1、什么是耐火材料?耐火材料一般是指耐火度在1580oC以上的无机非金属材料.它包括天然矿石及按照一定的目的要求经过一定的工艺制成的各种产品.具有一定的高温力学性能、良好的体积稳定性,是各种高温设备必需的材料.2、耐火材料的分类耐火材料的分类方法有很多.但主要的有按化学成分划分:可以分为酸性、碱性和中性;按耐火度划分:可以分为普遍耐火材料(1580~1770°C)高级耐火材料(1770~2000°C)特级耐火材料(2000°C以上)和超级耐火材料(大于3000°C)四大类;按加工制造工艺划分:可分为烧成制品、熔铸制品、不烧制品;按用途划分:可分为高炉用、平炉用、转炉用、连铸用、玻璃窑用、水泥窑用耐火材料等;按外观划分:可分为耐火制品、耐火泥、不定形耐火材料;按形状和尺寸划分可分为:标型、普型、异型、特型和超特型制品;按成型工艺划分:可分为天然岩石切锯、泥浆浇注、可塑成型、半干成型和振动、捣达、熔铸成型等制品;按化学-矿物组成划分:可分为硅酸铝质(粘土砖、高铝砖、半硅砖)硅质(硅砖、熔融石英烧制品)镁质(镁砖、镁铝砖、镁铬砖);碳质(碳砖、石墨砖)白云石质、锆英石质、特殊耐火材料制品(高纯氧化物制品、难熔化合物制品和高温复合材料).3、经常使用的耐火材料经常使用的普通耐火材料有硅砖、半硅砖、粘土砖、高铝砖、镁砖等.经常使用的特殊材料有AZS砖、刚玉砖、直接结合镁铬砖、碳化硅砖、氮化硅结合碳化硅砖,氮化物、硅化物、硫化物、硼化物、碳化物等非氧化物耐火材料;氧化钙、氧化铬、氧化铝、氧化镁、氧化铍等耐火材料.经常使用的隔热耐火材料有硅藻土制品、石棉制品、绝热板等.经常使用的不定形耐火材料有补炉料、耐火捣打料、耐火浇注料、耐火可塑料、耐火泥、耐火喷补料、耐火投射料、耐火涂料、轻质耐火浇注料、炮泥等.4、耐火制品分几类?1、高铝制品2、莫来石质制品3、粘土制品4、硅质制品5、镁质制品6、含碳制品7、含锆制品8、隔热制品5、耐火材料的物理性能耐火材料的物理性能包括结构性能、热学性能、力学性能、使用性能和作业性能. 耐火材料的结构性能包括气孔率、体积密度、吸水率、透气度、气孔孔径分布等. 耐火材料的热学性能包括热导率、热膨胀系数、比热、热容、导温系数、热发射率耐火材料的力学性能包括耐压强度、抗拉强度、抗折强度、抗扭强度、剪切强度、冲击强度、耐磨性、蠕变性、粘结强度、弹性模量等。
9种常用耐火材料制品的成型方法介绍

9种常用耐火材料制品的成型方法介绍目录刖§1.机压成型法11.可塑成型法2.注浆成型法32.等静压成型法4.振动成型法43.捣打成型法5.挤压成型法54.熔铸成型法7.热压成型法71—刖S耐火材料的成型是指借助于外力和模型将坯料加工成规定尺寸和形状的坏体的过程。
成型方法很多,传统的成型方法按坯料含水量的多少可分为半干法(坯料水分5%左右)、可塑法QK分15%左右)和注浆法(水分40%左右)。
耐火制品生产中根据坯料的性质、制品的形状、尺寸和工艺要求来选用成型方法。
由于耐火材料工业的不断发展,成型工艺也在不断发展,连续铸钢用的铝碳制品采用等静压成型,特大型砖采用挤压法成型;微型制品采用热压注法成型等。
不管用哪一种方法,成型后的耐火制品坯体均应满足下列要求:(1)形状、尺寸和精度符合设计要求;(2)结构均匀、致密,表面及内部无裂纹;(3)具有足够的机械强度;(4)符合逾期的物理性能要求。
1.机压成型法机压成型法是目前耐火材料生产中使用最多的成型方法。
该方法使用压砖机和钢模具将泥料压制成坯体。
因一般机压成型均指含水量为4%〜9%的半干料成型方法,因面也称半干法成型。
该法常用的设备有摩擦压砖机、杠杆压砖机和液压机等。
机压成型过程实质上是一个使坯料内颗粒密集和空气排出、形成致密坯体的过程。
机压成型的砖坯具有密度高、强度大、干燥收缩和烧成收缩小、制品尺寸容易控制等优点,所以该法在耐火材料生产中占主要地位。
机压成型时为获得致密的坯体,必须给予坯料足够的压力。
这压力的大小应能够克服坯料颗粒间的内摩擦力,克服坯料颗粒与模壁间的外摩擦力,克服由于坯料水分、颗粒及其在模具内填充不均匀而造成的压力分布不均匀性,这三者之间的比例关系取决于坯料的分散度、颗粒组成、坯料水分、坯体的尺寸和形状等。
虽然压力与坯体致密化的关系有若干理论公式可供计算,如坯体气孔随压力成对数关系而变化等,但通常用试验方法近似地确定坯体所需的单位而积压力,并依此决定压砖机应有的总压力。
各种耐火材料,保温材料的指标
体积密度 (kg/m3) 250 900~1000 800 400~500 550 320 310 100 900
允许工作温 度(ºC) 1100 500 300 400 900 800 700 450 700
硅藻土砖 硅藻土砖 硅藻土砖 硅藻土砖 泡沫硅藻土砖 轻质粘土砖
石棉绒(优质) 340 石棉水泥板 矿渣棉 300~400 300
<900
(0.082~ 0.100) 0.08(0.093)
>0.5~1.2
膨胀蛭石
<500 400~450
<=800 <=900
0.07~0.09 (0.082~ 0.105)
0.3~0.6 >=0.5
珍珠岩类
类别
密度(kg/m3)
适用温度 (ºC)
常温下的导热 系数 [W/(m·K)] 0.05~0.075 抗压强度(MPa)
膨胀珍珠岩
矿渣棉类
类别
密度(kg/m3)
适用温度 (ºC)
常温下的导热 系数 [W/(m·K)] 0.038 (0.044) 0.040 (0.047) >=0.012 0.038 (0.044) 0.040 (0.047) <=0.04 (0.047) <=0.045 (0.052) 抗压强度(MPa)
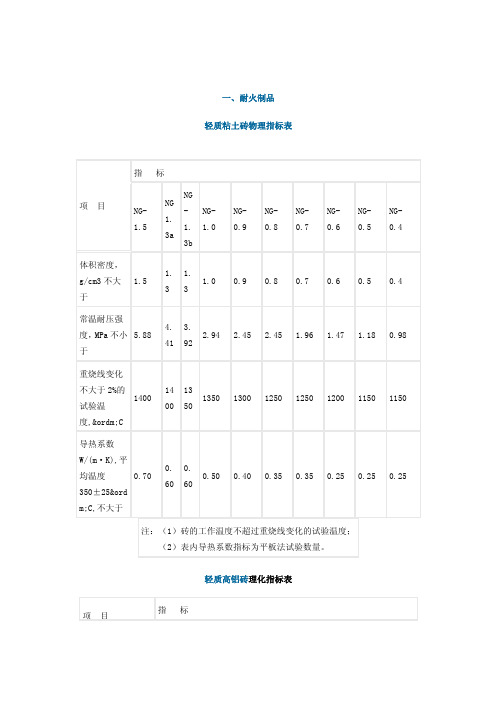
轻质高铝砖理化指标表
项
目
指
标
LGAl2O3,%不小于 Fe2O3,%不大于 体积密度,g/cm3 不大于 常温耐压强度, MPa 不小于 重烧线变化不大 于 2%试验温度 (1),ºC 导热系数 (2)W/(m·K),平 均温度 350±25ºC, 不大于 0.50 1400 48 2.0 1.0
耐火砖制品尺寸、外观及断面的检查方法
耐火砖制品尺寸、外观及断面的检查方法耐火砖制品尺寸、外观及断面的检查方法如下:
尺寸检查:
按订货图纸规定进行。
测量时,必须使钢尺的零点与制品的棱对齐,可选用钢卷尺、钢直尺。
测量制品的内、外径时,使用工具卡尺。
制品相对边的测量,以测量制品同一尺寸的相对两边之差为准。
制品子、母口径相对边差的测量,以测量制品同一子口或母口上长、短轴之差为准。
尺寸允许偏差小于1mm时,应用卡尺或精度小于1mm的钢直尺、钢直角尺进行测量。
测量精度精确到5mm。
当尺寸偏差以百分数表示时,其数值计算按GB/T8170修约至整数。
外观检查:
检查制品的表面是否平整,有无裂纹、气泡、砂眼等缺陷。
检查制品的颜色是否均匀,有无色差。
检查制品的边缘是否整齐,有无缺角、破损等现象。
断面检查:
对于需要进行断面检查的制品,应按照规定的方法进行切割。
观察制品的断面,检查其内部结构是否均匀、致密,有无气孔、夹杂物等缺陷。
对于有特定要求的制品,还需要进行其他相关的断面检查,如检查制品的密度、气孔率等。
以上检查方法仅供参考,实际操作中应根据具体的产品要求和标准进行调整。
同时,在进行检查时,应注意使用合适的工具和设备,并确保检查人员的操作规范和安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
耐火制品(refractory products)用耐火原料制成的致密、定形耐火材料。
耐火制品在耐火材料总产量中所占比例最大(50%~80%),主要用于钢铁、有色金属冶炼、玻璃、水泥、陶瓷、石油化工、军工等工业部门和高温技术领域。
特别是多使用在炉窑关键部位和关键生产工艺环节,直接影响工业炉窑的使用寿命、产品质量、生产效率和经济效益。
耐火制品与冶金和其它传统高温工业相伴产生,相互促进,共同发展。
往往是在新型耐火制品的推动下,这些工业的新技术才得到迅速发展。
耐火制品的主要性能与其矿物组成密切相关。
构成耐火制品的有单一氧化物、复合氧化物及非氧化物。
其组成与特征见表1、2。
表2耐火制品的组成与特征名称主成分伴随成分特征硅砖鳞石英、方石英玻璃体1.高温强度大;2.有残存膨胀;3.低温异常膨胀,高温膨胀系数小粘土砖方石英、莫来石玻璃体1.熔渣渗透小;2.容易制成复杂形状的制品;3.价格较低高铝砖莫来石、刚玉玻璃体1.高耐火性;2.强度大;3.抗各种熔渣侵蚀;4.密度大;5.热导率较大刚玉砖刚玉莫来石、玻璃体1.耐火度高;2.机械强度大;3.抗各种炉渣侵蚀;4.密度大;5.热膨胀系数和热导率较大镁砖方镁石硅酸盐(橄榄石)1.高耐火性;2.高温强度高;3.抗碱性渣侵蚀性好;4.抗热震性差白云石砖方镁石、氧化钙硅酸盐1.高耐火性;2.高温强度高;3.抗碱性渣侵蚀好;4.抗水化性差;5.热膨胀率大尖晶石砖尖晶石方镁石1.高耐火性;2.高荷重软化温度;3.良好的抗热震性;4.对还原气氛s02/s03,对Kz()/Na20抗侵蚀性好锆英石砖锆英石玻璃体、斜锆石1.抗热震性和抗酸性渣侵蚀性好;2.密度大镁碳砖方镁石、石墨Al、Si、SiC1.高耐火性;2.抗炉渣侵蚀性好;3.高温强度大;4.抗热震性好;5.抗氧化性弱铝碳砖刚玉石墨A1Mg、A1Si、SiC 1.高耐火性;2.抗热震性好;3.耐蚀性好;4.抗氧化性弱锆碳砖立方氧化锆石墨SiC1.高耐火性;2.高耐蚀性;3.抗热震性好;4.密度大;5.抗氧化性弱简史人类生产和使用耐火制品渊源甚早,大体可分为早期的耐火制品,1900年至1950年期间发展的耐火制品和1951年至1990年期间发展的耐火制品3个阶段。
早期的耐火制品耐火制品的起源可追溯到1615年。
在英国,用斯淘尔布里奇(Stourbridge)粘土和康瓦尔(Conwall)的卡伊拉粘土制造粘土砖,用于砌筑窑炉;用粘土制造的坩埚用于熔化玻璃。
到16世纪,英国用耐火砂岩筑炉,推动了金属工业的发展。
同时,英国布里斯托尔(Brm01)将粘土砖成功地应用于铜精炼炉,并传播到欧洲大陆。
1822年,英国人杨(w.w.Young)首先用南威尔士(Shouth Wales)尼思各(Vale of Neath)的迪纳斯(Dinas)砂岩为原料制成硅砖。
碱性耐火材料是与碱性转炉同时出现的。
1866年法国卡农(Carnon)报导了制造镁砖的方法。
同年英国开始制造铬砖。
1878年,托马斯(s.G.Thomas)和吉尔克里斯特(D.Gilchrist)用焦油结合白云石作转炉内衬,加入石灰造磷酸钙渣用以脱磷。
将高磷铁水炼成了钢。
托马斯碱性转炉炼钢法的成功也推广到平炉。
于是,带蓄热室的碱性平炉得到发展。
1884年,用焦油结合白云石砖作炉底的碱性平炉在英国建成。
1900年至1950年期间发展的耐火制品1900年哈克(H.A.Harker)提出用ZrO2作耐火材料,英国舍菲尔德(Shefield)大学国家物理试验室用氧化锆制砖。
但是,由于伴随ZrO2单斜晶与四方晶的相变产生的体积变化,未制成可应用的制品。
1903年碳化硅砖研制成功,并在法国和比利时的锌蒸馏炉上开始使用。
1908年硅砖首次用来砌筑焦炉,取得了强化炼焦操作、提高焦炭质量、缩短结焦时间的良好效果。
1913年美国麦卡勒姆(Mecallum)首次制成铁壳不烧镁砖。
1915年英国魏纳姆(Wynam)获得制造含铬矿20%~80%的铬镁砖专利。
1921年美国用含Al2O3 68%~74%和高Fe2O3%26bull;TiO2的高铝矾土作原料制成莫来石熔铸砖,并用于玻璃熔窑侧墙。
1925年英国开始用蓝晶石熟料制造高铝砖,并用于玻璃熔窑。
1927年拉夫(O.Ruff)和埃伯尔特(F.Ebbert)制成了稳定化氧化锆制品。
1928年美国杨曼(Yongman)制成化学结合镁砖。
1929年德国高炉炉底和炉腹开始使用碳砖。
1931年在美国、德国和英国的市场上同时出现铬镁砖。
1933年德国在全碱性平炉上使用铬镁砖获得成功。
1935年苏联首次制造高铝砖。
同年,日本用中国唐山古冶产的高铝矾土作原料制造了高铝砖。
同时,美国用蓝晶石制造的成分接近莫来石的砖广泛用于玻璃熔窑。
美国金刚砂公司首次制成熔铸氧化铝砖,并命名为莫诺佛拉克斯(Monofrax)。
1936年美国制造了含ZrO2 20%的锆莫来石熔铸砖。
1937年含%26beta;%26mdash;Al2O3的Monofrax%26mdash;M、含a%26mdash;Al2O3尖晶石的Monofrax%26mdash;K均获得了生产特许。
该类砖用于钠钙玻璃熔窑澄清池侧壁。
1940年美国将平炉炉顶硅砖中Al2O3含量降至0.35%,并作为美国平炉炉顶用的标准产品。
1941年美国科尔哈特公司制成Al2O3一ZrO2一SiO2(简称AZS)熔铸砖,命名为柯尔哈特ZAC,即33号AZS熔铸砖。
该砖用于玻璃熔窑可提高使用寿命2~4倍。
1947年研制成抗热震性较好的部分稳定化的ZrO2制品。
1951年至1990年期间发展的耐火制品1951年中国首次使用纯的大结晶江密峰脉石英(SiO2大于99%、Al2O3 0.3%左右)制成优质平炉顶硅砖,并应用于大型平炉炉顶。
1952年美国科尔哈特公司取得了制造熔铸镁铬砖的两项专利。
工业生产的熔铸镁铬砖主要由55%MgO和45%铬矿组成。
1953年中国开始用天然高铝矾土制造高铝砖。
1956年中国制成镁铝砖,并成功地应用于平炉炉顶。
1958年中国开始生产碳砖,并用于高炉炉底、炉缸。
1959年中国制造的高铝砖已广泛地应用于电炉、平炉、高炉和浇钢系统。
1960年~1962年法国电熔耐火材料公司发展了氧化法熔铸锆刚玉砖(AZS砖)。
1961年美国市场开始出售直接结合镁铬砖。
1962年美国开发了再结合镁铬砖。
自20世纪60年代中期以来,Si3N4;结合SiC砖、%26beta;%26mdash;SiC 结合SiC砖、Si2ON2结合SiC砖得到了发展。
1970年日本开始生产镁碳砖,并用于电炉热点及渣线部位。
1971年美国在高炉风管区试用SiC砖。
1971年日本首先将镁尖晶石砖用于立波尔窑。
此后,又在2座水泥回转窑过渡带使用,其寿命为镁铬砖的1.5~2.0倍。
70年代中,英国制成全合成镁铬砖。
日本在50t超高功率电炉上使用镁碳砖。
70年代末,欧洲在回转窑上开始使用镁尖晶石砖。
中国开始制造镁碳砖,并在5t电炉上与水冷块配合使用。
80年代初期,开发了带侧壁狭缝的铝碳质浸入式水口和铝碳滑板。
同时,还开发了Sialon结合SiC砖。
80年代中期,日本开发了带ZrO2一C质渣线套的铝碳锆碳复合水口。
80年代末,日本开发了不含SiO2的铝锆碳滑板和含硅石粉约7%的新型锆英石砖。
同时,苏联开发了ZrO2含量为45%和50%的AZS熔铸砖,日本还采用加入磷的化合物、调整Al2O3/SiO2小于1的方法,发展了含ZrO293%以上的氧化锆熔铸砖。
90年代以来,美国开发了致密的抗热震锆英石砖,并应用于玻璃纤维熔化炉,同时还开发了细晶粒、高密度的锆英石氧化锆定径水口镶衬。
分类通常耐火制品的分类方法有:按主要化学矿物组成分类;按化学性质分类;按制造时加热程度分类;按用途分类;按耐火度分类等。
按主要化学矿物组成分类以含SiO2为主的称为硅质耐火制品,以含a%26mdash;Al2O3为主的称为刚玉质耐火制品,以含MgO为主的称为镁质耐火制品。
按化学性质分类在高温下与碱性炉渣起化学反应的属酸性耐火制品;以氧化镁、氧化钙为主要成分的属碱性耐火制品,在高温不与酸性渣和碱性渣起化学反应的属中性耐火制品。
按制造时加热程度分类烧成耐火制品,熔铸耐火制品,不烧耐火制品。
按用途分类高炉用、平炉用、转炉用、连铸用、玻璃窑用、水泥窑用耐火制品等。
按耐火度分类普通耐火制品(1580~1770℃),高耐火制品(1770~2000℃),特高耐火制品(2000℃以上)。
本书按耐火制品的化学矿物组成,将耐火制品分为:(1)硅铝系耐火制品,包括SiO2一Al2O3二元系相图自主成分含SiO2100%至主成分含Al2O3 100%的所有耐火制品;(2)碱性耐火制品,以碱性氧化物为主成分的耐火制品;(3)含锆耐火制品;(4)含碳耐火制品,含游离碳或化合碳的耐火制品。
原料及其特点制造耐火制品的耐火原料是耐火度大于1580℃的天然原料和合成原料。
天然原料包括硅石、叶蜡石、粘土、高岭石、焦宝石、铝土矿、红柱石、蓝晶石、硅线石、菱镁矿、白云石、堇青石、蛇纹石、铬铁矿、锆英石和石墨等;合成原料包括刚玉、莫来石、海水镁砂、电熔镁砂等。
无论是天然原料还是合成原料,耐火度均大于1580 ℃。
原料中的主要矿物基本上是晶体矿物。
如天然原料中的粘土主要含高岭石;铝矾土主要含一水硬铝石或一水软铝石、三水铝石;菱镁石、白云石分别主要含碳酸镁和碳酸镁与碳酸钙的复盐;合成原料如合成镁砂主要含方镁石;板状刚玉主要含a%26mdash;Al2O3;碳化硅砂主要含a%26mdash;SiC等。
耐火原料在生产耐火制品的过程中,其主成分或化学性质基本上无变化,清楚地显示了耐火原料与耐火制品有极其密切的关系。
制造工艺及其特点用来制造耐火制品的天然矿物原料通常要经过烘干(或煅烧)、破碎、粉碎、筛分、配料、混练、成型、干燥、烧成、检查、包装等工序,制成合格的产品。
需要加热处理的原料可用竖窑或回转窑煅烧,亦可采用电弧炉制成电熔料。
根据原料的块度,先经颚式破碎机粗碎,再经对辊破碎机(或轮碾机、圆锥破碎机或反击式破碎机)进行中碎,细粉可用球磨机、振动磨或气流磨加工。
通常,半干法成型设备为摩擦压砖机或液压机;可塑成型所用设备为挤泥机;等静压成型所用设备为等静压机;振动成型设备为振动台。
坯体干燥的热工设备有干燥炕、室式干燥器、隧道干燥器和电热干燥器等。
常用的耐火制品烧成设备有倒焰窑、隧道窑。
有重要用途的优质耐火制品的生产工艺通常有以下特点:(1)精料。
主要是高纯度、高密度、高的体积稳定性;(2)精配。
配料比例准确,特别是加入量少的辅助原料,要用工业天平称量;(3)精混。
采取预混措施外,混练中务使各组分、颗粒级配、结合剂等在泥料中的配比要完全一致;(4)高压成型。