常用焊条化学成分及含量一览表格
焊条材质报告
焊条材质报告
报告目的:
该报告旨在提供焊条材质的详细信息,以确保其能够在特定的焊接应用中得到正确的使用和处理。
实验方法:
我们使用了标准的金相显微镜来观察焊条材质的显微组织,并采用X光衍射仪对其进行化学成分分析。
在化学成分分析之前,我们先对样品进行了标准的外表面处理。
实验结果:
经过X光衍射仪检测,该焊条材质的化学成分结果如下:
碳(C):0.098%
硅(Si):0.50%
锰(Mn):1.52%
磷(P):0.010%
硫(S):0.006%
铬(Cr):0.060%
钼(Mo):0.030%
镍(Ni):0.020%
通过金相显微镜观测,该焊条材质的金相组织结构如下:
由于该焊条材质通过了我们的测试和分析,因此我们相信该焊条材质可以在相应的焊接应用中得到正确的使用和处理。
结论:
该焊条材质的化学成分符合相关标准,并且通过金相分析,不含微观瑕疵,表面光洁度高,焊接质量稳定。
根据我们的测试和分析结果,我们认为该材质能够在特定的焊接应用中稳定使用,并且不会产生任何质量问题。
常用焊材化学成分表 夏海云

12 R402 E6003-B3 GB/T5117-95 0.05-0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
13 R407 E6015-B3 GB/T5117-95 0.05-0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
8×C≈ 1.0
8×C≈ 1.0
NO.2 硬度
HRC(HBS) / / / / / / / 硬度
HRC(HBS) / / / / / / /
常用焊材标准明细表
NO.3
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
奥氏体不锈钢焊条化学成分
P
S
Cr
Ni
Mo
Cu
Nb
硬度 HRC(HBS)
29 A207 E316-15 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 17.0-20.0 11.0-14.0 2.0-2.5 ≤0.50
平均29.15 ≤3.0
平均3.52 余量 38-42
序 号
焊材牌号
焊材型号
焊材标准号
C
钴基合金堆焊粉末化学成分
硬度
Si
Mn
P
B
Cr
Ni
Mo
Fe
W
Co HRC(HBS)
55 STL NO.6
德国
平均1.15 平均1.10 平均0.50
平均0.70 平均29.0 平均3.0 平均1.0 平均3.0 平均4.0 余量 ≥38
10.0-16.0
≥45
46
D517
常用焊材化学成分表-夏海云

E5500-B2-V GB/T5117-95 E5515-B2-V GB/T5117-95 E5503-B2-V GB/T5117-95 E6003-B3 E6015-B3
≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.50 0.5-0.9 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65 0.1-0.35 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2 ≤0.90 ≤0.035 ≤0.035 2.0-2.5 0.9-1.2
NO.2 硬度 HRC(HBS) / / / / / ≤0.2 ≈0.50 ≈0.30 / / 硬度 Mo Cu ≤0.50 ≤0.50 ≤0.50 ≤0.50 ≤0.50 8×C≈1.0 ≤0.50 8×C≈1.0 ≤0.50 Nb HRC(HBS) / / / / / / /
≤0.50 1.2-1.7 ≈2.0 ≤0.60 ≈2.0
常用焊材标准明细表
序 焊材牌号 号 1 2 3 4 5 6 J422 J502 J507 J507FeNi J506 J507Mo 结构钢焊条化学成分 焊材型号 E4303 E5003 E5015 E5018-G E5016 E5015G 焊材型号 E5503-B2 E5515-B2 焊材标准号 C GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 GB/T5117-95 焊材标准号 C GB/T5117-95 ≤0.12 Si ≤0.50 Mn P S Cr Mo V ≤0.12 ≤0.12 ≤0.12 ≤0.08 ≤0.12 ≤0.12 Si Mn P S Cr Ni Mo V
常用焊材标准明细

≤0.040 ≤0.030 10.0-16.0
≥40
44 D507Mo EDCr-A2-15 GB/T981-2001 ≤0.20
10.0-16.0 ≤6.0 ≤2.5
≤2.0 ≤0.50 ≥37
45 D512 EDCr-B-03 GB/T981-2001 ≤0.25 ≤1.0
10.0-16.0
≥45
常用焊材标准明细表
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
结构钢焊条化学成分
S
Cr
Ni
Mo
V
1 J422
E4303 GB/T5117-95 ≤0.12 ≤0.35 0.3-0.6 ≤0.040 ≤0.035
2 J502
E5003 GB/T5117-95 ≤0.12 ≤0.30 0.4-0.9 ≤0.040 ≤0.035
24 A102 E308-16 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 18.0-21.0 9.0-11.0 ≤0.50 ≤0.50
25 A107 E308-15 GB/T983-95 ≤0.08 ≤0.90 0.5-2.5 ≤0.035 ≤0.030 18.0-21.0 9.0-11.0 ≤0.50 ≤0.50
18.0-21.0 10.0-12.0 3.8-5.0 0.5-1.2
0.7-1.2 ≥37
序 号
焊材牌号
焊材型号
焊材标准号
C
钴基合金堆焊焊条化学成分
硬度
Si
Mn
P
S
Cr
Ni
Mo
Fe
W
Co HRC(HBS)
焊条参数表

HOBART 10018D2
E10018-D2 H4R
焊接 Mn-Mo 型钢,压力容器部件或铸钢件。
HOBART 11018M
E11018-M H4R 焊接 HY80、HY90、HY100 及低合金高强钢。
HOBART 12018M
E12018-M H4R 焊接相应强度的低合金钢结构。
气保护药芯焊丝
90-120 130-160 160-200 200-240 240-280
70-90 90-130 160-210 220-270 260-310 70-90 90-120 160-210 220-270 260-310
0.12
J505
E5011
≤
-
≤0.20 0.4-0.6
0.20
J506
E5016
用于焊接较重要的碳钢结构和强度等级低的的低合金钢如09mn2等j422gme4303钛钙型药皮的盖面焊专用碳钢焊条交直流两用焊接工艺性能和力学性能良好再引弧脱渣容易飞溅小焊缝表面光滑美观
焊条典型性能
纤维素焊条 品名
AWS 型号
特性与用途
PIPEMASTER E6010
PRO60 PIPEMASTER
E7016
≤ ≤0.75
0.12
≤1.6
J506Fe E5018
E7018
≤ ≤0.75
0.12
≤1.6
J506Fe-1 E5018-1 E7018-1
J506Fe18 E5028
E7028
J506H
E5016-1 E7016-1
J506D
E5016
E7016
品名
AWS 型号
特性与用途
FabCO 85
全部焊条焊丝化学成份及用途表正版
E4310
E4311
0.20
0.32/
0.60
0.30
0.035
0.040
—
330
420
22
-30℃
27
适用于低碳钢管及低合金管环缝,全位置立向下焊接。底层焊时单面焊双面成形操作容易
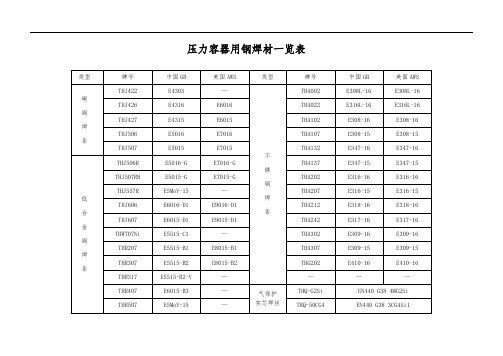
THJ426
E4316
0.10
1.25
0.90
0.035
0.040
—
330
420
22
-30℃
27
焊接重要的低碳钢及低合金钢结构,焊缝具有良好的力学性能和抗裂性能,可全位置焊接
THJ427
E4315
0.10
1.25
0.90
0.035
0.040
—
330
420
22
-30℃
27
用途和特点同THJ426,采用电源为支流反接
THJ501Fe15
E5024
0.12
1.25
0.90
0.035
0.040
—
400
490
17
0℃
27
焊接相应强度的碳钢及低合金钢结构,适用于平焊、平角焊。熔敷效率为150%
THJ506Fe16
E5028
0.12
1.60
0.90
0.035
0.040
—
400
490
22
-20℃
27
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率为160%左右
THJ507
E5015
0.10
0.85/
1.40
0.65
0.030
0.035
常见焊条焊丝成分表

H03Cr24Ni13Mo2
用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接
THT-310
THS-310
H12Cr26Ni21Si
用于高温条件下工作的耐热钢以与1Cr5Mo、1Cr13等不能进展预热与后热处理的焊接
THT-312
THS-312
H15Cr30Ni9
用于异种母材不锈钢覆面、硬化性低合金钢以与焊接困难或易发生气孔情况的焊接
THR507
E5MoV-15
—
THQ-50CG4
EN440 G38 3CG4Si1
氩弧焊焊丝
牌号
型号
GB
类别
主 要 用 途
THT49-1
ER49-1
碳钢焊丝
用于船舶、石化、核等高压管的对接与角焊
THT-10MnSi
ER50-G
用于薄板与打底焊接结构
THT50-6
〔TIG-J50〕
ER50-6
用于管道、平板等需作抛光度准确时的焊接
THT-347
THS-347
H08Cr20Ni10Nb
用于304、321、347型不锈钢以与耐热钢的焊接
THT-410
THS-410
H12Cr13
用于410、420型不锈钢以与耐蚀耐磨外表的堆焊
THT-420
THS-420
H31Cr13
用于Cr13马氏体不锈钢耐腐蚀性材料的堆焊
THT-430
THS-430
THT55-B2
ER55-B2
珠光体耐
热钢焊丝
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
THT55-B2V
ER55-G
焊条牌号及主要化学成分

焊条牌号及主要化学成分(2009-02-16 12:43:45)表1表2c)类别代号后第三位数字,表示药皮类型和焊接电源类,见表3d)焊条有特殊性能和用途的,则在牌号后面加注起主要作用的元素或代表主要用途的符号,见表4表3表4②铬和铬钼耐热钢焊条牌号表示方法a)牌号前加“R”字,表示钼和铬钼耐热钢焊条的类别代号b)类别代号后第一位数字,表示焊缝金属主要化学成分等级,按表5规定编排表5c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不号,对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序编排。
d)类别代号后第三位数字,表示药皮类型和焊接电源种类,见表3。
③低温钢焊条牌号表示方法a)牌号前加“W”字,表示低温钢焊条的类别代号。
b) 类别代号后第一、第二数字,表示低温钢焊条工作温度等级,按表6编排。
c) 类别代号后第三位数字,表示药皮类型和焊接电源种类,见表3表6④不锈钢焊条牌号表示方法a)牌号前加“G”或“A”字各表示不锈钢焊条的类别代号。
b)类别代号后第一位数字,表示焊缝金属主要化学成分组成等级,按表7规定编排。
表7c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不同牌号。
对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序排列。
d)牌号第三位数字,表示药皮类型和焊接电源种类,见表3(2)我国药芯焊丝牌号表示方法如下:a) 牌号第一个字母“Y”表示药芯焊丝,第二个字母及后第一、第二、第三位数字与焊条编制方法相同。
b) 牌号“-”后的数字,表示焊接时的保护方法,见表8。
表8c)药芯焊丝有特殊性能和用途时,则在牌号后面加注起主要作用元素或主要用途的字母。
填充金属指气焊或钨极气体保护焊时送入热源(或电弧)熔化成焊缝金属一部分的丝、棒或板边料。
附加的填充金属指埋弧焊或熔化极气体保护焊时除当作电极的熔化金属丝(带)外,伸入电弧熔化成焊缝金属一部分的丝、棒或板边料。
常用焊材化学成分表 夏海云
10.0-16.0
≥45
46
D517
EDCr-B-15
GB/T9812001
≤0.25 ≤1.0
10.0-16.0
≥45
47
D547
EDCrNi-A-15
GB/T9812001
≤0.18 4.8-6.4 0.6-2.0 ≤0.040 ≤0.030 15.0-18.0 7.0-9.0
(270-320)
49
D802
EDCoCr-A-03
GB/T9842001
0.7-1.4 ≤2.0
≤2.0
50
D812
EDCoCr-B-03
GB/T9842001
1.0-1.7 ≤2.0
≤2.0
51
D822
EDCoCr-C-03
GB/T9842001
1.75-3.0 ≤2.0
≤2.0
52
D842
EDCoCr-D-03
6 J507Mo E5015G GB/T5117-95 ≤0.12 ≤0.60 ≤0.90 ≤0.040 ≤0.035
0.4-0.6 ≤0.20
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
钼和铬耐热钢焊条化学成分
P
S
Cr
Mo
V
7 R302 E5503-B2 GB/T5117-95 ≤0.12 ≤0.50 ≤0.90 ≤0.035 ≤0.035 1.0-1.5 0.4-0.65
常用焊材标准明细表
序 号
焊材牌号
焊材型号
焊材标准号
C
Si
Mn
P
结构钢焊条化学成分
S