焊接方法全称(英文)
焊接缩写
备注
焊接方法
接点方式
焊接位置
焊接类型
/
尺寸
பைடு நூலகம்
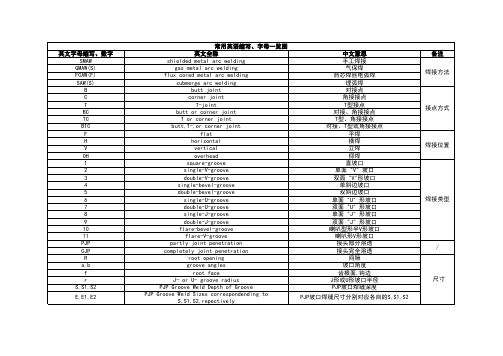
中文意思 手工焊接 气保焊 药芯焊丝电弧焊 埋弧焊 对接点 角接接点 T型接点 对接、角接接点 T型、角接接点 对接、T型或角接接点 平焊 横焊 立焊 仰焊 直坡口 单面 "V" 坡口 双面 "V"形坡口 单斜边坡口 双斜边坡口 单面 "U" 形坡口 双面 "U" 形坡口 单面 "J" 形坡口 双面 "J" 形坡口 喇叭型形半V形坡口 喇叭形V形坡口 接头部分溶透 接头完全溶透 间隙 坡口角度 齿根面,钝边 J形或U形坡口半径 PJP坡口焊缝深度 PJP坡口焊缝尺寸分别对应各自的S,S1,S2
英文字母缩写、 英文字母缩写、数字 SMAW GMAW(S) FCAW(F) SAW(S) B C T BC TC BTC F H V OH 1 2 3 4 5 6 7 8 9 10 11 PJP CJP R a,b f r S,S1,S2 E,E1,E2
常用英语缩写、 常用英语缩写、字母一览图 英文全称 shielded metal arc welding gas metal arc welding flux cored metal arc welding submerge arc welding butt joint corner joint T-joint butt or corner joint T or corner joint butt,T-,or corner joint flat horizontal vertical overhead square-groove single-V-groove double-V-groove single-bevel-groove double-bevel-groove single-U-groove double-U-groove single-J-groove double-J-groove flare-bevel-groove flare-V-groove partly joint penetration completely joint penetration root opening groove angles root face J- or U- groove radius PJP Groove Weld Depth of Groove PJP Groove Weld Sizes correspondending to S,S1,S2,repectively
机械图纸常用的些翻译

ALL WELDS CONTINUOUS UNLESS OTHERWISE STATED. 未注焊缝均为连续焊ALL WELDS 3mm FILLET UNLESS OTHERWISE STATED 未注焊角高3mm.ALL UNSPECIFIED RADI - R3 未注圆角R3REMOVE ALL BURRS AND SHARP EDGES 棱角倒钝CHANNEL 槽钢RSA 708 角钢70X70X8M30X1.5 pitch M30X1.5的锥螺纹Tackweld 点焊OD 1/4" outside dimension 1/4"的缩写外径直1/4"75 CRS 尺寸为75 材质为冷轧钢板410 OPENING REF 410 开口参考尺寸40 REF 尺寸为40,参考值2.5" BSP 2.5” 圆锥管螺纹2.5" BSPT HEXAGON 2.5” 六角圆锥管螺纹(即对丝)30x2.5 FLAT BAR 30X2.5 扁钢TYP 2 POSNS 2处11 TOTAL COILS APROX.9 WORKING COILS APROX.RIGHT HAND WOUND ONLY,END COILS SQUARE TO TOUCH.总圈数约11圈;工作圈数约9圈;右旋;弹簧的端部磨平以便于接触.(此为弹簧技术说明)FEMALE: 内扣(母扣)MALE: 外扣(公扣)偏心轴eccentric shaft /ik’sentrik/销轴PIN开口销COTTER PIN螺杆screw紧定螺钉SET SCREW圆螺母ROUND NUT内六角螺钉SOCKET HEAD CAP SCREW六角螺钉HEX HD SET SCREW六角螺栓HEX HD BOLT挡圈closing ring弹性挡圈circlip轴承隔套distance sleeve of axletree轴承axletree深沟球轴承DEEP GROOVE BALL BEARING无扣长non-buckle longth弹簧SPRING吊环螺钉LIFTING EYE BOLT开槽盘头螺钉SLOTTED PAN HEAD SCREW圆锥滚子轴承TAPERED ROLLER BEARING推力球轴承THRUST BALL BEARING平键FLAT KEY弹簧垫圈SINGLE COIL SPRING WASHER平垫圈FLAT WASHER螺母FULL NYLOCK NUT圆螺母ROUND NUT缩写全称翻译ACCESS Accessory 附件ADJ Adjustable,Adjust 调整ADPT Adapter 使适应ADV Advance 提前AL Aluminum 铝ALLOW Allowance 允许ALT Alternate 改变ALY Alloy 合金AMT Amout 数量ANL Anneal 锻炼ANSL Amer Natl Stds InstituteAPPROX Approximate 大约ASME Amer Society of Mech Engrs ASSEM Assemble 装配ASSY Assembly 装配AUTH Authorized 授权的AUTO Automatic 自动的AUX Auxiliary 辅助的AVG Average 平均AWG American Wire GaugeBC Bolt Circle 螺栓圆周BET Between 之间BEV Bevel 斜角BHN Brinell Hardness Number 布氏硬度值BLK Blank ,Block 空白B/NM Bill of Material 材料费BOT Bottom 底部BP or B/P Blueprint 蓝图BRG Bearing 轴承BRK Break 破裂BRKT Bracket 支架BRO Broach 钻孔BRS Brass 黄铜BRZ Bronze 青铜B&S Brown&Shape 棕色&形状BSC Basic 基本的BUSH Bushing 套管BWG Birmingham Wire GaugeC TO C Center-to-Center 中心到中心CAD Computer-Aided Drafting 电脑辅助设计CAM Computer-Aided MfgCAP Capacity 容量CAP SCR Cap Screw 螺帽CARB Carburize 使渗碳CBORE Counterbore 扩孔CCW Counter Clockwise 逆时针CDRILL CounerdrillCDS Cold-Drawn Steel缩写全称翻译EFF Effective 有效的ENCL Enclose,Enclosure 附上ENG Engine 引擎ENGR Engineer 工程师ENGRG Engineering 工程学EQLSP Equally Spaced 等距EQUIV Equivalent 相等EST Estimate 估计EX Extra 额外EXH Exhaust 消耗EXP Experimental 实验性的EXT Exension,External 范围,外部FAB Fabricate 伪造FAO Finish All Over 全部加工FDRY Foundry 铸造FIG Figure 数据FIL Fillet,fillister 带子FIM Full Indicator MovementFIN FinishFLX Fixture 结构FLX Floor.Fluid,Flush 基地,液体,冲洗FLEX Flexible 易弯曲的FLG Flange 边缘FORG Forging 锻炼FR Frame,Front 边框FIG Fitting 装置FURN Furnish 提供FWD Forward 向前GA Gage,Gauge 测量GALV Galvanized 电镀GR Grade 等级GRD Grind 磨碎GRV Groove 凹槽GSKT Gasket 垫圈H&G Harden and Grind 加硬和磨碎HD Head 主要的HDL Handle 处理HDLS Headless 无领导的HDN Harden 使硬化HDW Hardware 硬件HEX Hexagon 六边形HGR Hanger 衣架HGT Height 高度HOR Horizontal 水平的HRS Hot-Rolled SteelHSG Housing 外罩HT TR Heat Treal缩写全称翻译EFF Effective 有效的ENCL Enclose,Enclosure 附上ENG Engine 引擎ENGR Engineer 工程师ENGRG Engineering 工程学EQLSP Equally Spaced 等距EQUIV Equivalent 相等EST Estimate 估计EX Extra 额外EXH Exhaust 消耗EXP Experimental 实验性的EXT Exension,External 范围,外部FAB Fabricate 伪造FAO Finish All OverFDRY Foundry 铸造FIG Figure 数据FIL Fillet,fillister 带子FIM Full Indicator MovementFIN FinishFLX Fixture 结构FLX Floor.Fluid,Flush 基地,液体,冲洗FLEX Flexible 易弯曲的FLG Flange 边缘FORG Forging 锻炼FR Frame,Front 边框FIG Fitting 装置FURN Furnish 提供FWD Forward 向前GA Gage,Gauge 测量GALV Galvanized 电镀GR Grade 等级GRD Grind 磨碎GRV Groove 凹槽GSKT Gasket 垫圈H&G Harden and Grind 加硬和磨碎HD Head 主要的HDL Handle 处理HDLS Headless 无领导的HDN Harden 使硬化HDW Hardware 硬件HEX Hexagon 六边形HGR Hanger 衣架HGT Height 高度HOR Horizontal 水平的HRS Hot-Rolled SteelHSG Housing 外罩HT TR Heat Treal缩写全称翻译NTS Not to ScaleOA Over All 所有OBS ObsotetcOC On CenterOD Outside Diameter 外直径OPP Opposite 对立OPTL Optional 可选择的OR Outside Radius 外半径ORIG Original 初始的PAT. Patent 专利PATT Pattern 形式PC Piece,Pitch Circle 件,节距圆PCH Punch 打孔PD Pitch DiameterPERF Perforate 打孔PERM Permanent 永久的PERP Perpendicular 垂直的PFD Preferred 首选的PKG Package,Packing 包装PL Parting Line,Places,PlatePNEU PncumaticPNL Panel 面板POL Polish 磨光POS Position,Postive 位置PR Pair 对立PRI Primary 基本的PROC Process 程序PROD Product,Production 产品,产量PSI Pounds per Square InchPT Part,Point 零件,点QTR Quarter 四份之一QTY Quantity 数量QUAL Quality 质量R Radius 半径RA Rockwell Harden,A-ScaleRB Rockwell Harden,B-ScaleRC Rockwell Harden,C-ScaleRECD Received 巳收到的RECT Rectangle 长方形REF Reference 相关的REINF Reinforce 增强REL Release,Relief 释放,缓解REM Remove 移除REQD Requird 有需要REE Retainer,ReturnREV Reverse,Revision,RevolutionRFS Regardless of Feature SizeRGH Rough 粗糙的RH Right Hand 右手RIV Rivet 起皱RM Ream 扩展RND Round 周围RPM Revolutions per MinuteRPW Resistance Projection WeldSAE Society of Automotive EngrsSCH Schedule 进度表行业标准规范(英汉对照)-加工工艺standerd of machining and technics (Chinese -English version)1 GB/T 780-1979 汽油发动机化油器出口凸缘尺寸Carbureters fo r automobile engines--Dimensions of outlet flanges2 GB/T 983-1995 不锈钢焊条Stainless steel covered electrodes3 GB/T 984-1985 堆焊焊条Covered electrodes for hardfacing4 GB/T 985-1988 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸Basic forms and sizes of weld grooves for gas welding manual arc welding and gas-Shielded arc welding5 GB/T 986-1988 埋弧焊焊缝坡口的基本形式和尺寸Basic forms and sizes of weld grooves for submerged arc welding6 GB/T 1173-1995 铸造铝合金Casting aluminium alloys7 GB/T 1174-1992 铸造轴承合金cast bearing metals8 GB/T 1176-1987 铸造铜合金技术条件Specification for cast copper alloys9 GB/T 1177-1991 铸造镁合金Casting magnesium alloys10 GB/T 1348-1988 球墨铸铁件Spheroidal graphite iron castings11 GB/T 1954-1980 铬镍奥氏体不锈钢焊缝铁素体含量测量方法Determination of the weldign seam iron element contentin chromium,nickel austenitic stainless steel12 GB/T 2100-1980 不锈耐酸钢铸件技术条件Stainless acid-resistant steel castings--Specifications13 GB/T 2649-1989 焊接接头机械性能试验取样方法Methods of sampling for mechanical properties tests of welded joint14 GB/T 2650-1989 焊接接头冲击试验方法Method of impact test for welded joint15 GB/T 2651-1989 焊接接头拉伸试验方法Method of tensile test for welded joint16 GB/T 2652-1989 焊缝及熔敷金属拉伸试验方法Method of tensile tests for weld and deposited metal17 GB/T 2653-1989 焊接接头弯曲及压扁试验方法Methods of bend and compression tests for welded joint18 GB/T 2654-1989 焊接接头及堆焊金属硬度试验方法Methods of hardness tests for welded joint and surfacing metal19 GB/T 2655-1989 焊接接头应变时效敏感性试验方法Method of strain-age sensibillity test for welded joint20 GB/T 2656-1981 焊缝金属和焊接接头的疲劳试验法Weld beads metal and welds--Fatigue test21 GB/T 2684-1981 铸造用原砂及混合料试验方法Foundry sands and sand mixtures for casting--Method of testing22 GB/T 3180-1982 中锰抗磨球墨铸铁件技术条件Specification for medium manganese wear-resistant spheroidal iron castings23 GB/T 3375-1994 焊接术语Welding terminology24 GB/T 3669-1983 铝及铝合金焊条Coated electrodes for aluminium and aluminium alloys25 GB/T 3670-1995 铜及铜合金焊条Coated electrodes for copper and copper alloys26 GB/T 3731-1983 涂料焊条效率、金属回收率和熔敷系数的测定Covered electrodes--Determination of the efficiency, metal recovery and deposition coefficient27 GB/T 3934-1983 普通螺纹量规Gauges for general purpose screw threads28 GB/T 3965-1995 熔敷金属中扩散氢测定方法Methods for determination of diffusible hydrogen in deposited metal 29 GB/T 4675.1-1984 焊接性试验斜Y型坡口焊接裂纹试验方法Weldability testing--Method of Y-groove cracking test30 GB/T 4675.2-1984 焊接性试验搭接接头(CTS) 焊接裂纹试验方法Weldability testing--Method of controlled thermal severity cracking test31 GB/T 4675.3-1984 焊接性试验T型接头焊接裂纹试验方法Weldability testing--Method of cracking test for welded tee joint32 GB/T 4675.4-1984 焊接性试验压板对接(FISCO) 焊接裂纹试验方法Weldability testing--Method of FISCO cracking test33 GB/T 4675.5-1984 焊接性试验焊接热影响区最高硬度试验方法Weldability testing--Testing method of maximum hard ness in weld heat-affected zone34 GB/T 4863-1985 机械制造工艺基本术语General terminology of machine -building technology35 GB/T 5117-1995 碳钢焊条Carbon steel covered electrodes36 GB/T 5118-1995 低合金钢焊条Low alloy steel covered electrodes37 GB/T 5185-1985 金属焊接及钎焊方法在图样上的表示代号Welding, brazing, braze welding and soldering of metals--List of processes for symbolic representation on drawings38 GB/T 5293-1985 碳素钢埋弧焊用焊剂Fluxes for the submerged arc welding of carbon steel39 GB/T 5613-1995 铸钢牌号表示方法Code for representing cast steels40 GB/T 5614-1985 铸铁件热处理状态的名称、定义及代号The designations definitions and symbols for heat treatment tempers of iron castings41 GB/T 5615-1985 铸钢件热处理状态的名称、定义及代号The designations, definitions and symbols for heat treatment tempers of steel castings42 GB/T 5676-1985 一般工程用铸造碳钢Cast carbon steels for general engineering purposes43 GB/T 5677-1985 铸钢件射线照相及底片等级分类方法Methods of radiographic testing and classification of radiographs for steel castings44 GB/T 5678-1985 铸造合金光谱分析取样方法The method for sampling cast alloys for spectrochemical analysis45 GB/T 6208-1995 钎料型号表示方法Filler metal for soft soldering and brazing--Designation46 GB/T 6296-1986 灰铸铁冲击试验方法Grey cast iron impact test47 GB/T 6416-1986 影响钢熔化焊接头质量的技术因素Technical factors influencing the quality of the fusion welded joints in steel48 GB/T 6417-1986 金属熔化焊焊缝缺陷分类及说明Classification ofimperfections in metallic fusion welds, with explanations49 GB/T 6418-1993 铜基钎料Copper base brazing filler metals50 GB/T 6967-1986 工程结构用中、高强度不锈钢铸件Medium and high strength stainless steel castings for engineering structure purposes51 GB/T 7032-1986 T型角焊接头弯曲试验方法Method of bend test for T type fillet welded joint52 GB/T 7143-1986 铸造用硅砂化学分析方法Methods for chemical analysis of silica sand for foundry53 GB/T 7216-1987 灰铸铁金相Gray cast iron metallography54 GB/T 7232-1987 金属热处理工艺术语Terminology of metal heat treatment55 GB/T 7233-1987 铸钢件超声探伤及质量评级标准Methods for ultrasonic testing and for specifying quality levels of steel castings56 GB/T 7659-1987 焊接结构用碳素钢铸件Carbon steel castings suitable for welded structure57 GB/T 8063-1994 铸造有色金属及其合金牌号表示方法Designation of cast nonferrous metals and their alloys58 GB/T 8110-1995 气体保护电弧焊用碳钢、低合金钢焊丝Welding wires for gas shielding arc welding of carbon and low alloy steels59 GB/T 8121-1987 热处理工艺材料名词术语The terminology of technological materials for heat treatment60 GB/T 8263-1987 抗磨白口铸铁技术条件Specification for abrasion resistant white cast irons61 GB/T 8454-1987 焊条用还原钛铁矿粉中亚铁量的测定Determination of ferrous iron content in reduced ilmenite powder for welding rod62 GB/T 8491-1987 高硅耐蚀铸铁件Corrosion resistant high silicon iron castings63 GB/T 8492-1987 耐热钢铸件Heat resistant steel castings64 GB/T 8493-1987 一般工程用铸造碳钢金相Metallograph of cast carbon steels for general engineering purposes65 GB/T 8539-1987 齿轮材料及热处理质量检验的一般规定General specification for quality inspection of gear materials and their heat treatment 66 GB/T 8619-1988 钎缝强度试验方法Method of the strength test for brazed and soldered seam67 GB/T 9437-1988 耐热铸铁件Heat resistant iron castings68 GB/T 9438-1988 铝合金铸件技术条件Aluminium alloy castings--Technical specification69 GB/T 9439-1988 灰铸铁件Grey iron castings70 GB/T 9440-1988 可锻铸铁件Malleable iron castings71 GB/T 9441-1988 球墨铸铁金相检验Metallographic test for spheroidal graphite cast iron72 GB/T 9446-1988 焊接用插销冷裂纹试验方法Welding--Cold cracking test method using implants73 GB/T 9447-1988 焊接接头疲劳裂纹扩展速率试验方法Test method forfatigue crack growth rates of welded joints74 GB 9448-1988 焊接与切割安全Safety in welding and cutting75 GB/T 9450-1988 钢件渗碳淬火有效硬化层深度的测定和校核Determination and verification of the effective depth of carburizod and hardened cases of steel parts76 GB/T 9451-1988 钢件薄表面总硬化层深度或有效硬化层深度的测定Determination of total or effective thickness of thin surface hardened layers of steel parts77 GB/T 9452-1988 热处理炉有效加热区测定方法Testing method for working zone of heat treating furnace78 GB/T 9460-1988 铜及铜合金焊丝Welding wire and rods of copper and copper alloys79 GB/T 10044-1988 铸铁焊条及焊丝Covered electrodes and welding rods for welding cast iron80 GB/T 10045-1988 碳钢药芯焊丝Carbon steel flux cored wires for arc welding81 GB/T 10046-1988 银基钎料Silver brazing filler metals82 GB/T 10858-1989 铝及铝合金焊丝Aluminium and aluminium alloy welding rods and wires83 GB/T 10859-1989 镍基钎料Nickel base brazing filler metals84 GB/T 11350-1989 铸件机械加工余量Machining allowances on castings85 GB/T 11351-1989 铸件重量公差Mass tolerances for castings86 GB/T 11352-1989 一般工程用铸造碳钢件Carbon steel castings for general engineering purposes87 GB/T 11354-1989 钢铁零件渗氮层深度测定和金相组织检验Steel-iron parts—Determination of nitrided case depth and metallographic examination of nitriding structure88 GB/T 11363-1989 钎焊接头强度试验方法Methods of the strength tests for brazed and soldered joint89 GB/T 11364-1989 钎料铺展性及填缝性试验方法Test method of spreadability and clearance filling ability for filler metal90 GB/T 12214-1990 熔模铸造用硅砂、粉Silica sand and flour for investment casting91 GB/T 12215-1990 熔模铸造用铝矾土砂、粉Bauxite sand and flour for investment casting92 GB/T 12216-1990 铸造用合脂粘结剂The residue from distillation of synthetic fatty acids as binder for foundry93 GB/T 12361-1990 钢质模锻件通用技术条件General specification of steel die forgings94 GB/T 12362-1990 钢质模锻件公差及机械加工余量Tolerances and machining allowances of steel die forgings95 GB/T 12363-1990 锻件功能分类Classification of forging functions96 GB/T 12469-1990 焊接质量保证钢熔化焊接头的要求和缺陷分级Quality assurance of welding—Requirement for fusion welding joint of steel andclassification for imperfection97 GB/T 12470-1990 低合金钢埋弧焊用焊剂Fluxes for the submerged arc welding of low alloy steel98 GB/T 12603-1990 金属热处理工艺分类及代号Classification and designation on metal heat treatment99 GB 12935-1991 焊条烘干炉运行能耗标准Energy consumption standard in operation of covered electrode furnace100 GB/T 13311-1991 锅炉受压元件焊接接头机械性能试验方法Boiler pressure parts—Mechanical test for welded joints101 GB/T 13320-1991 钢质模锻件金相组织评级图及评定方法Metallographic grading atlas and assessing method for steel die forgings102 GB/T 13450-1992 对接焊接头宽板拉伸试验方法Method of wide plate tension test for butt welded joint103 GB/T 13679-1992 锰基钎料Manganese base brazing filler metals104 GB/T 13814-1992 镍及镍合金焊条Nickel and nickel alloy covered welding electrodes105 GB/T 13815-1992 铝基钎料Aluminium base brazing filler metals106 GB/T 13816-1992 焊接接头脉动拉伸疲劳试验方法Test method for pulsed tensile fatigue of welded joints107 GB/T 13817-1992 对接接头刚性拘束焊接裂纹试验方法Method of rigid restraint cracking test for welding butt joint108 GB/T 13818-1992 压铸锌合金Zinc die-casting alloys109 GB/T 13819-1992 铜合金铸件Copper alloy castings110 GB/T 13820-1992 镁合金铸件Magnesium alloy castings111 GB/T 13821-1992 锌合金压铸件Zinc alloy die castings112 GB/T 13822-1992 压铸有色合金试样Test specimens for non ferrous diecasting alloys113 GB/T 13914-1992 冲压件尺寸公差Tolerance of dimensions for stampings114 GB/T 13915-1992 冲压件角度公差Tolerance of angles for stampings 115 GB/T 13916-1992 冲压件形状和位置未注公差Unnoted tolerance of shape and position for stampings116 GB/T 13925-1992 铸造高锰钢金相Metallographs for high manganese cast steel117 GB/T 14235.1-1993 熔模铸造模料熔点测定方法(冷却曲线法) Testing method for melting point of pattern materials in investment casting118 GB/T 14235.2-1993 熔模铸造模料抗弯强度测定方法Testing method for bending strength of pattern materials in investment casting119 GB/T 14235.3-1993 熔模铸造模料灰分测定方法Testing method for ash content of pattern materials in investment casting120 GB/T 14235.4-1993 熔模铸造模料线收缩率测定方法Testing method for linear contraction of pattern materials in investment casting121 GB/T 14235.5-1993 熔模铸造模料表面硬度测定方法Testing method for surface hardness of pattern materials in investment casting122 GB/T 14235.6-1993 熔模铸造模料酸值测定方法Testing method for acid number of pattern materials in investment casting123 GB/T 14235.7-1993 熔模铸造模料流动性测定方法Testing method for fluidity of pattern materials in investment casting124 GB/T 14235.8-1993 熔模铸造模料粘度测定方法Testing method for viscosity of pattern materials in investment casting125 GB/T 14235.9-1993 熔模铸造模料热稳定性测定方法Testing method for thermal stability of pattern materials in investment casting126 GB/T 14408-1993 一般工程与结构用低合金铸钢件Low alloy steel castings for general engineering and structural purposes127 GB/T 15055-1994 冲压件未注公差尺寸极限偏差Permissible stamping varitions in dimensions without tolerance indication128 GB/T 15056-1994 铸造表面粗糙度评定方法Evaluation method on cast surface roughness129 GB/T 15111-1994 点焊接头剪切拉伸疲劳试验方法Test method for shear tensile fatigue of spot welded joints130 GB/T 15114-1994 铝合金压铸件Aluminium alloy die-castings131 GB/T 15115-1994 压铸铝合金Die casting aluminium alloys132 GB/T 15116-1994 压铸铜合金Die casting copper alloys133 GB/T 15117-1994 铜合金压铸件Copper alloy die castings134 GB/T 15169-1994 钢熔化焊手焊工资格考核方法Approval testing of manual welders--Fusion welding-steel135 GB/T 15620-1995 镍及镍合金焊丝Nickel and nickel alloy welding wires 136 GB 15735-1995 金属热处理生产过程安全卫生要求Requirements for the safety and health in production process of metal heat treatment137 GB/T 15747-1995 正面角焊缝接头拉伸试验方法Method of tension test for front fillet welded joint138 GB/T 15825.1-1995 金属薄板成形性能与试验方法成形性能和指标Sheet metal formability and test methods--Formability and indexes139 GB/T 15825.2-1995 金属薄板成形性能与试验方法通用试验规程Sheet metal formability and test methods--General test rules140 GB/T 15825.3-1995 金属薄板成形性能与试验方法拉深与拉深载荷试验Sheet metal formability and test methods--Drawing and drawing load test 141 GB/T 15825.4-1995 金属薄板成形性能和试验方法扩孔试验Sheet metal formability and test methods--Hole expanding test142 GB/T 15825.5-1995 金属薄板成形性能与试验方法弯曲试验Sheet metal formability and test methods--Bending test143 GB/T 15825.6-1995 金属薄板成形性能与试验方法锥杯试验Sheet metal formability and test methods--Conical cup test144 GB/T 15825.7-1995 金属薄板成形性能与试验方法凸耳试验Sheet metal formability and test methods--Earing test145 GB/T 15825.8-1995 金属薄板成形性能与试验方法成形极限图(FLD)试验Sheet metal formability and test methods--Forming limit diagram (FLD) test146 GB/T 15826.1-1995 锤上钢质自由锻件机械加工余量与公差一般要求Machining allowances and tolerances for steel open die forgings on hammer--General reguirement147 GB/T 15826.2-1995 锤上钢质自由锻件机械加工余量与公差盘、柱类Machining allowances and tolerances for steel open die forgings on hammer--Disks and columns148 GB/T 15826.3-1995 锤上钢质自由锻件机械加工余量与公差带孔圆盘类Machining allowances and tolerances for steel open die forgings on hammer--Disk swith holes149 GB/T 15826.4-1995 锤上钢质自由锻件机械加工余量与公差圆环类Machining allowances and tolerances for steel open die forgings on hammer--Rings150 GB/T 15826.5-1995 锤上钢质自由锻件机械加工余量与公差套筒类Machining allowances and tolerances for steel open die forgings on hammer--Seamles cylinder hushings151 GB/T 15826.6-1995 锤上钢质自由锻件机械加工余量与公差光轴类Machining allowances and tolerances for steel open die forgings on hammer--Shaft without steps152 GB/T 15826.7-1995 锤上钢质自由锻件机械加工余量与公差台阶轴类Machining allowances and tolerances for steel open die forgings on hammer--Shaft with steps153 GB/T 15826.8-1995 锤上钢质自由锻件机械加工余量与公差单拐曲轴类Machining allowances and tolerances for steel open dle forgings on hammer--Single throw crankshaft154 GB/T 15826.9-1995 锤上钢质自由锻件机械加工余量与公差黑皮锻件Machining allowances and tolerances for steel open die forgings on hammer--Forging without machining155 GB/T 15829.1-1995 软钎焊用钎剂分类、标记与包装Soldering fluxes --Classification, labelling and packaging156 GB/T 15829.2-1995 软钎焊用钎剂树脂类钎剂Soldering fluxes--Resin basis fluxes157 GB/T 15829.3-1995 软钎焊用钎剂有机物类钎剂Soldering fluxes--Organic fluxes158 GB/T 15829.4-1995 软钎焊用钎剂无机物类钎剂Soldering fluxes--Inorganic fluxes159 GB/T 16253-1996 承压钢铸件Steel castings for pressure purposes 160 GB/T 16672-1996 焊缝工作位置倾角和转角的定义Welds--Working positions--Definitions of angles of slope and rotation161 GB/T 8541-1997 锻压术语Terminolgy of forging and stamping162 GB/T 16743-1997 冲裁间隙Blanking clearance163 GB/T 16746-1997 锌合金铸件Zinc alloy castings164 GB/T 1175-1997 铸造锌合金Casting zinc alloys165 GB/T 16923-1997 钢件的正火与退火Normalizing and annealing of steel parts166 GB/T 16924-1997 钢件的淬火与回火Quenching and tempering of steel parts167 GB/T 16957-1997 复合钢板焊接接头力学性能试验方法Mechanical tests on welded joints in clad plates168 GB/T 6060.1-1997 表面粗糙度比较样块铸造表面Roughness comparison specimens Cast surfaces169 GB/T 5611-1998 铸造术语Foundry terminology170 GB/T 5680-1998 高锰钢铸件Austenitic manganese steel castings171 GB/T 9442-1998 铸造用硅砂Foundry silica sand172 GB/T 17445-1998 铸造磨球Cast grinding balls173 GB/T 12467.1-1998 焊接质量要求金属材料的熔化焊第一部分: 选择及使用指南Quality requirements for welding--Fusion welding of metallic materials--Part 1: Guidelines for selection and use174 GB/T 12467.2-1998 焊接质量要求金属材料的熔化焊第二部分: 完整质量要求Quality requirements for welding--Fusion welding of metallic materials--Part 2: Comprehensive quality requirements175 GB/T 12467.3-1998 焊接质量要求金属材料的熔化焊第三部分: 一般质量要求Quality requirements for welding--Fusion welding of metallic materials--Part 3: Standards quality requirements176 GB/T 12467.4-1998 焊接质量要求金属材料的熔化焊第四部分: 基本质量要求Quality requirements for welding--Fusion welding of metallic materials--Part 4: Elementary quality requirements177 GB/T 17493-1998 低合金钢药芯焊丝Low alloy steel flux cored electrodes for arc welding自改革开放以来,我国引进了不少国外设备、图纸和其它技术资料,有不少发达国家的机械图样投影方法与我国所采用的投影方法不同。
SMT基础知识大全

电子元件的发展,集成电路(IC)的开发,半导体材料的多元应用
电子科技革命势在必行,追逐国际潮流
SMT 基本工艺构成要素:
丝印(或点胶)--> 贴装 --> (固化) --> 回流焊接 --> 清洗 --> 检测 --> 返修
检测:其作用是对组装好的PCB板进行焊接质量和装配质量的检测。所用设备有放大镜、显微镜、在线测试仪(ICT)、飞针测试仪、自动光学检测
(AOI)、X-RAY检测系统、功能测试仪等。位置根据检测的需要,可以配置在生产线合适的地方。
返修:其作用是对检测出现故障的PCB板进行返工。所用工具为烙铁、返修工作站等。配置在生产线中任意位置。
文件中心分发, 方为有效。
22. 5S的具体内容为整理、整顿、清扫、清洁、素养。
23. PCB真空包装的目的是防尘及防潮。
24. 品质政策为:全面品管、贯彻制度、提供客户需求的品质;全员参与、及时处理、以达成零缺点的目标。
25. 品质三不政策为:不接受不良品、不制造不良品、不流出不良品。
26. QC七大手法中鱼骨查原因中4M1H分别是指(中文): 人、机器、物料、方法、环境。
9. 钢板常见的制作方法为:蚀刻、激光、电铸。
10. SMT的全称是Surface mount(或mounting)
technology,中文意思为表面粘着(或贴装)技术。
11. ESD的全称是Electro-static discharge, 中文意思为静电放电。
12. 制作SMT设备程序时, 程序中包括五大部分, 此五部分为PCB data; Mark data;
SMT专用术语中英文对照表
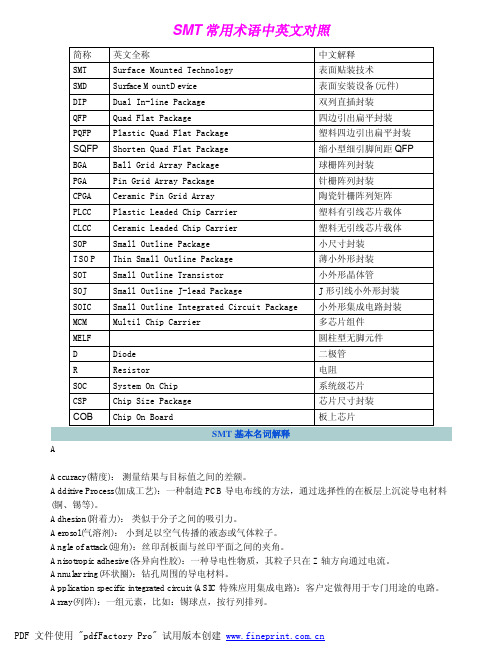
SMT常用术语中英文对照简称英文全称中文解释SMT Surface Mounted Technology 表面贴装技术SMD Surface Mount Device表面安装设备(元件)DIP Dual In-line Package 双列直插封装QFP Quad Flat Package 四边引出扁平封装PQFP Plastic Quad Flat Package 塑料四边引出扁平封装SQFP Shorten Quad Flat Package 缩小型细引脚间距QFPBGA Ball Grid Array Package 球栅阵列封装PGA Pin Grid Array Package 针栅阵列封装CPGA Ceramic Pin Grid Array陶瓷针栅阵列矩阵PLCC Plastic Leaded Chip Carrier 塑料有引线芯片载体CLCC Ceramic Leaded Chip Carrier 塑料无引线芯片载体SOP Small Outline Package 小尺寸封装TSOP Thin Small Outline Package 薄小外形封装SOT Small Outline Transistor 小外形晶体管SOJ Small Outline J-lead Package J形引线小外形封装SOIC Small Outline Integrated Circuit Package小外形集成电路封装MCM Multil Chip Carrier 多芯片组件MELF 圆柱型无脚元件D Diode 二极管R Resistor 电阻SOC System On Chip 系统级芯片CSP Chip Size Package 芯片尺寸封装COB Chip On Board 板上芯片SMT基本名词解释AAccuracy(精度):测量结果与目标值之间的差额。
Additive Process(加成工艺):一种制造PCB导电布线的方法,通过选择性的在板层上沉淀导电材料(铜、锡等)。
焊缝形式及坡口尺寸在图纸上是怎样表示的
焊缝形式及坡口尺寸在图纸上是怎样表示的为了简化焊缝在图样上的表示焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的为了简化焊缝在图样上的表示焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
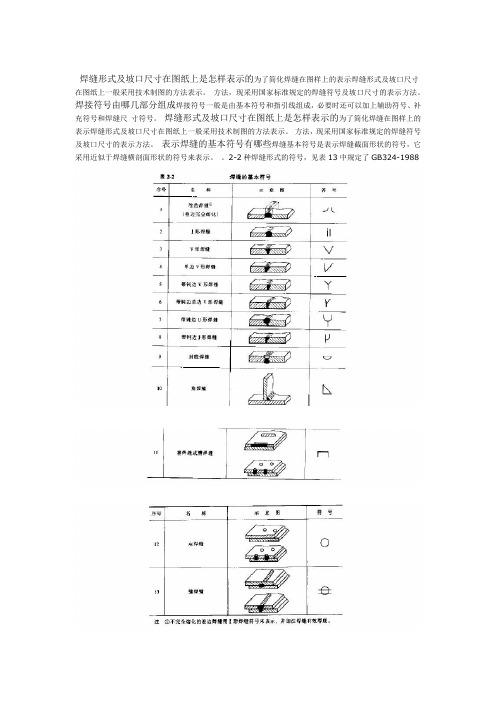
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
2-2种焊缝形式的符号,见表13中规定了GB324-1988焊接符号说明大全表格详细讲解)(excel点击下载焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些2-4。
补充符号是为了补充说明焊缝的某些特征而采用的符号,见表表示焊缝的尺寸符号有哪些2-5。
焊缝的尺寸符号见表焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基)为虚线,如图3-18)所示。
准线上,必要时基准线末端加一尾部,作其它说明用如焊接方法等(焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
焊接方法全称英文

AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电联焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊RW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割。
无损检测委托单及填写要求
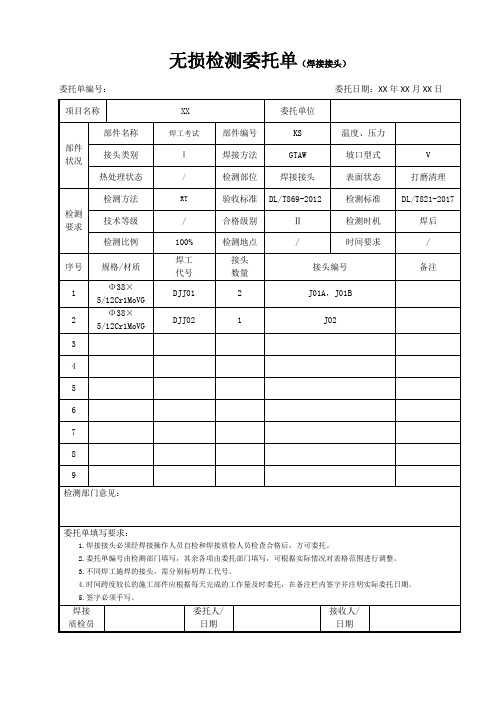
无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
焊接方式中英文对照(GTAW GMAW FCAW TIG )
FCAW
CO2气保焊
GTAW (TIG)
实芯焊丝 Solid wire钨极惰性气体保护焊(手工)
关系网 Connection
脉冲MIG
MIG (Ar保护)
熔化极惰性气体保护焊 实芯焊丝气保焊
Pulse MIG 非脉冲MIG 脉冲MAG Pulse MAG
GMAW
熔化极气保焊
Solid wire
MAG (Ar+CO2保护)
熔化极活性气体保护焊
非脉冲MAG
药芯焊丝气保焊 Flux-cored wire
基本定义 Definition
TIG: Tungsten Inert Gas 钨极惰性气体焊 GTAW: Gas Tungsten Arc Welding (手工) 含义等同于 TIG MIG : metal Inert Gas Welding (Inert Gas: 惰性气体) 熔化极惰性气体保护焊 MAG : metal Active Gas Welding (Active Gas: 活性气体) 熔化极活性气体保护焊 GMAW: Gas Metal Arc Welding 熔化极气体保护焊 FCAW: Flux Cored Arc Welding 药芯焊丝电弧焊 (CO2气保焊)
焊接方法全称英文
A ARC WELDING-电弧焊AHW——atomic hydrogen welding ——原子氢焊BMAW——bare metal arc welding ——无保护金属丝电弧焊CAW——carbon arc welding ——碳弧焊CAW-G——gas carbon arc welding ——气保护碳弧焊CAW-S——shielded carbon arc welding ——有保护碳弧焊CAW-T——twin carbon arc welding ——双碳极间电弧焊E GW——electrogas welding ——气电联焊FCAW——flux cored arc welding ——药芯焊丝电弧焊FCW- G——gas-shielded flux cored arc welding ——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding ——自保护药芯焊丝电弧焊GMA—W—gas metal arc welding ——熔化极气体保护电弧焊GMAW-—P—pulsed arc ——熔化极气体保护脉冲电弧焊GMAW-—S—short circuiting arc ——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding 钨极气体保护电弧焊GTAW-—P —pulsed arc ——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding ——磁推力电弧焊PAW——plasma arc welding ——等离子弧焊SMAW——shielded metal arc welding ——焊条电弧焊SW——stud arc welding ——螺栓电弧焊SAW——submerged arc welding ——埋弧焊SAW-S——series ——横列双丝埋弧焊RW—— RWSISTANCE WELD——电阻焊FW——flash welding ——闪光焊RW-PC——pressure controlled resistance welding ——压力控制电阻焊PW——projection welding ——凸焊RSEW——resistance seam welding ——电阻缝焊RS EW -H—F —high-frequency seam welding ——高频电阻缝焊RSEW-—I —induction seam welding ——感应电阻缝焊RSEW-M—S—mash seam welding ——压平缝焊UW——upset welding ——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction ——感应电阻对焊SSV——SOLID STATE WELDING—固态焊CEW——co-extrusion welding ——CW——cold welding ——冷压焊DFW——diffusion welding ——扩散焊HIPW——hot isostatic pressure diffusion welding ——热等静压扩散焊EXW——explosion welding ——爆炸焊FOW——forge welding ——锻焊FRW——friction welding ——摩擦焊RW-D D——direct drive friction welding ——径向摩擦焊FSW——friction stir welding ——搅拌摩擦焊ROW——roll welding ——热轧焊FRW- I——inertia friction welding 惯性摩擦焊USW——ultrasonic welding ——超声波焊S——SOLDERING—软钎焊D S——dip soldering ——浸沾钎焊FS——furnace soldering ——炉中钎焊I S ——induction soldering ——感应钎焊I RS——infrared soldering ——红外钎焊INS——iron soldering ——烙铁钎焊RS——resistance soldering ——电阻钎焊TS——torch soldering ——火焰钎焊UUS——ultrasonic soldering ——超声波钎焊WS——wave soldering ——波峰钎焊B——BRAZIN——软钎焊B B——block brazing 块钎焊DB —— dip brazing ——浸沾钎焊EXB —— exothermic brazing ——反应钎焊FB —— furnace brazing ——炉中钎焊IB —— induction brazing ——感应钎焊IRB —— infrared brazing ——红外钎焊RB —— resistance brazing ——电阻钎焊TB —— torch brazing ——火焰钎焊TCAB —— twin carbon arc brazing ——双碳弧钎焊OFW —— OXYFUEL GAS WELD ——气焊AAW —— air-acetylene welding ——空气乙炔焊OAW —— oxy-acetylene welding ——氧乙炔焊OHW —— oxy-hydrogen welding ——氢氧焊PGW —— pressure gas welding ——气压焊OTHER WELDING AND JOIN ——其他焊接与连接方法 DFB —— diffusion brazing 扩散焊AB——adhesive bonding 粘接BW——braze welding ——钎接焊ABW——arc braze welding ——电弧钎焊CABW——carbon arc braze welding ——碳弧钎焊EBBW——electron beam braze welding ——电子束钎焊EXBW——exothermic braze welding ——热反应钎焊FLB——flow brazing ——波峰钎焊FLOW——flow welding ——波峰焊LBBW——laser beam braze welding ——激光钎焊EBW——electron beam welding ——电子束焊EBW-H—V —high vacuum ——高真空电子束焊EBW-M——medium vacuum 中真空电子束焊EBW-N——non vacuum - 非真空电子束焊ESW——electroslag welding ——电渣焊ESW-C—G —consumable guide eletroslag welding熔嘴电渣焊LBW —— laser beam welding ——激光焊PEW —— percussion welding ——冲击电阻焊TW —— thermit welding ——热剂焊THS THERMAL SPRAY ——热喷涂ASP —— arc spraying ——电弧喷涂FLSP —— flame spraying ——火焰喷涂FLSP-W —— wire flame spraying ——丝材火焰喷涂HVOF —— high velocity oxyfuel spraying ——高速氧燃气喷涂 PSP —— plasma spraying ——等离子喷涂VPSP-W —— vacuum plasma spraying ——真空等离子喷涂 TCTHERMAL CUTTI ——热切害 UOCOXYGEN CUTTING-气害 UOC-F —— flux cutting ——熔剂切害OC-P —— metal powder cutting IW —— induction welding 感应焊金属熔剂切害OFC——oxyfuel gas cutting ——氧燃气切割CFC-A——oxyacetylene cutting ——氧乙炔切割CFC-H——oxyhydrogen cutting ——氢氧切割CFC-N——oxynatural gas cutting ——氧天然气切割CFC-P——oxypropanne cutting ——氧丙酮切割OAC——oxygen arc cutting ——氧气电弧切割OG——oxygen gouging ——气刨OLC——oxygen lance cutting ——氧矛切割ACARC CUTTING —电弧切割CAC——carbon arc cutting ——碳弧切割CAC-A——air carbon arc cutting ——空气碳弧切割GMA—C —gas metal arc cutting ——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting ——钨极气体保护电弧切割PAC——plasma arc cutting ——等离子弧切割SMAC——shielded metal arc cutting 焊条电弧切割HIGH ENERGY BEAM CUTTIN G 高能束切割EBC——electron beam cutting ——电子束切割LBC——laser beam cutting ——激光切割LBC-A——air ——空气激光切割LBC-EV——evaporative ——蒸气激光切割。
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
焊接方法全称(英文)

AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电联焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GT AW——gas tungsten arc welding——钨极气体保护电弧焊GT AW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSIST ANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency ——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID ST ATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EX W——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EX B——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EX BW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GT AC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割。
焊接焊缝符号讲义

AWS焊接符号基础
1、参考线:所有其它焊接符号 连结到它,为完成焊接的指令 以符号与文本形式的沿参考线
AWS焊接符号基础
AWS焊接符号基础
AWS焊接符号基础
AWS焊接符号基础
说明: 1、箭头所指面开单边坡口,坡口深度为 10mm,坡口角度45°。半熔透焊,有效 焊厚为8mm,焊后需将焊缝打磨平。 2、箭头所指背面焊8mm角焊缝。 3、P.P指半熔透焊 4、TYP指相同或类似焊接形式适用此符号 5、- 指憨厚需要将焊缝打磨平。
角连接 板厚25mm 坡口角度45° 坡口深度10mm 板材间距为0
焊接符号说明
形状
表示记号
七,K型焊接
箭头方向 坡口深度16mm 坡口开口角度45°
箭头相反方向 坡口深度9mm 坡口开口角度45° 板材间距2mm
焊接符号说明
形状
表示记号
七,K型焊接
焊接符号说明
形状
表示记号
八,J型焊接
坡口深度28mm 坡口角度35° 板材根部半径12mm 板材间距2mm
二十,焊接部位处理方法
全周现场连续 角焊接
焊接符号说明
形状
表示记号
二十一,记号组合
焊接符号说明
形状
表示记号
二十二,射线探伤记号
射线探伤 一般场合
焊接符号说明
形状
表示记号
部分(抽检)射线 探伤
二十二,射线探伤记号
焊接符号说明
形状
表示记号
园管对接焊接部位 双管面射线探伤
AWS焊接符号
AWS其英文全称为American Welding Society,即:美国焊 接学会。AWS焊接符号标准在世界各地得到广泛的应用,因 AWS焊接符号标准与中国的焊接符号标准(GB324)有所不同, 对于经常接触国外图纸的朋友来说掌握AWS焊接符号标准是很 必要的。 AWS与中国标准相同,AWS焊接符号也包含基准线和箭头线这 样的基本元素,同样也有辅助符号,焊接符号的表示方式基本 上都差不多。例如,角焊缝国标的和AWS标准的表示的都是用 三角符号。不过,焊接符号所在基准线的位置,所表示的意思 却恰恰相反。因此所用到AWS标准时要参考原文,不能根据国
无损检测委托单及填写要求

无损检测委托单(焊接接头)委托单编号:委托日期:XX年XX月XX日无损检测委托单(续页)(焊接接头)委托单编号:委托日期:年月日无损检测委托单(其他部件)委托单编号:委托日期:年月日3、FHJC/JWT-001~002-2016无损检测委托单(焊接接头)填写说明及要求无损检测委托单一般要求说明:无损检测委托单编号一般分二节,第一节为检测部件类别(焊接接头H、其他部件Q)+无损检测方法的英文首字母(射线检测为R、超声波检测为U、磁粉检测为M、渗透检测为P、涡流检测为E)+W+机组号(或年份),第二节为该委托单的机组(或年度)数字流水号,流水号为三位,不足三位时用‘0’补齐。
如某项目#5机组的第2份焊接接头射线检测委托单的编号为:HRW05-002;某项目#5机组的第3份焊接接头超声波检测委托单的编号为:HUW05-002。
委托单有续页的,编号时主页与续页为同一编号。
不合格项须重新委托检测,编号时在原委托单编号的流水号后加“R1、R2或R3”以示区别返修次数来跟踪。
1.FHJC/JWT-001-002-2016无损检测委托单(焊接接头)填写说明及要求1)委托单编号:按照无损检测委托单一般要求说明进行填写。
2)委托日期:根据委托实际日期填写。
3)项目名称:和工程竣工资料对应的项目名称一致,应写全称。
4)委托单位:填写需要检测的委托部门,应写全称,如焊接工程公司。
5)部件名称:根据委托的部件填写,如#1机组联轴器螺栓。
6)部件编号:一般为委托部件的系统代号或图纸号7)温度、压力:委托部件的温度压力,无法核实是否具有温度或压力,则填“/”。
8)接头类型:焊接接头的类别等级,一般为Ⅰ、Ⅱ、Ⅲ级,根据实际情况由委托方核实填写。
9)焊接方法:应规范统一,例如:全氩弧焊(GTAW)、电焊(SMAW)、氩弧焊+电焊(GTAW+SMAW)10)坡口形式:一般为V型、U型或X型等11)热处理状态:填写是否进行热处理,一般填写热处理后或者“/”。
gtaw概念

GTAW概念一、简介GTAW,全称为Gas Tungsten Arc Welding,中文名称为钨极气体保护焊。
这是一种常用的焊接工艺,广泛应用于各种金属材料的焊接。
GTAW以其高效、高质量的焊接效果以及灵活的焊接位置而受到广泛欢迎。
与其他焊接工艺相比,GTAW具有更高的焊接质量和更好的美观度,因此在许多领域中成为首选的焊接方法。
二、工作原理GTAW的工作原理基于电弧放电的原理,通过在两个待焊接的工件之间产生电弧,使工件熔化并形成熔池。
在焊接过程中,电弧被气体保护层所包围,以防止外界气体对焊接区的影响。
通过合理地调整焊接参数(如电流、电压、焊接速度等),可以控制电弧的能量和熔池的温度,从而实现高质量的焊接效果。
三、工艺特点1.高质量焊接:GTAW能够获得高质量的焊接效果,焊缝均匀、平滑,外观美观。
由于使用了气体保护层,焊接过程中能够有效地防止外界气体的干扰,从而提高了焊缝的质量。
2.高效:GTAW具有较高的焊接速度,能够实现快速、高效的焊接。
同时,由于其采用连续焊接的方式,能够大大减少焊接时间和工作量。
3.灵活性:GTAW具有较大的灵活性,能够实现不同角度、不同位置的焊接,特别适合于复杂结构件的焊接。
此外,GTAW还可以通过调整焊接参数实现不同熔深和焊缝形状的要求。
4.材料适用性广:GTAW适用于各种金属材料的焊接,如碳钢、不锈钢、铝及其合金等。
同时,通过选择合适的焊接参数和填充材料,可以实现对不同金属材料的焊接。
5.环保:GTAW过程中产生的烟尘和有害气体较少,同时使用的填充材料也可以回收利用,因此具有较好的环保性能。
四、应用领域由于GTAW具有以上诸多优点,使其在许多领域中得到广泛应用。
以下是一些常见的应用领域:1.船舶制造:船舶制造过程中需要高质量的焊接,以保证船舶的结构安全和耐久性。
GTAW因其高质量的焊接效果而被广泛应用于船舶制造中。
2.石油化工:石油化工行业中许多管道、储罐和反应器需要高质量的焊接。
SMT技术员基本知识

SMT技术员基本知识1. 一般来说,SMT车间规定的温度为25±3℃,湿度为30-60%RH;2. 锡膏印刷时,所需准备的材料及工具锡膏、钢板﹑刮刀﹑擦拭纸、无尘纸﹑清洗剂﹑搅拌刀,手套;3. 一般常用的锡膏合金成份为Sn/Pb合金,且合金比例为63/37;4. 锡膏中主要成份分为两大部分:锡粉和助焊剂。
5. 助焊剂在焊接中的主要作用是去除氧化物﹑破坏融锡表面张力﹑防止再度氧化。
6. 锡膏中锡粉颗粒与Flux(助焊剂)的体积之比约为1:1,重量之比约为9:1。
7. 锡膏的取用原则是先进先出;8. 锡膏在开封使用时,须经过两个重要的过程:回温﹑搅拌,有自动搅拌机的可直接搅拌回温;9. 钢板常见的制作方法为﹕蚀刻﹑激光﹑电铸;10. SMT的全称是Surface mount(或mounting)technology,中文意思为表面粘着(或贴装)技术;11. ESD的全称是Electro-static discharge,中文意思为静电放电;12. 制作SMT设备程序时,程序中包括五大部分,此五部分为PCB data; Mark data; Feeder data; Nozzle data; Part data;13. 无铅焊锡Sn/Ag/Cu 96.5/3.0/0.5的熔点为217℃。
14. 零件干燥箱的管制相对温湿度为 < 10%;15. 常用的被动元器件(Passive Devices)有:电阻、电容、电感(或二极体)等;主动元器件(Active Devices)有:电晶体、IC等;16. 常用的SMT钢板的材质为不锈钢;17. 常用的SMT钢板的厚度为0.15mm(或0.12mm);18. 静电电荷产生的种类有摩擦﹑分离﹑感应﹑静电传导等﹔静电电荷对电子工业的影响为﹕ESD失效﹑静电污染﹔静电消除的三种原理为静电中和﹑接地﹑屏蔽。
19. 英制尺寸长x宽0603= 0.06inch*0.03inch﹐公制尺寸长x宽3216=3.2mm*1.6mm;20. 排阻ERB-05604-<讲文明、懂礼貌>1第8码“4”表示为4 个回路,阻值为56欧姆。
焊缝形式及坡口尺寸在图纸上是怎样表示的

创作编号:GB8878185555334563BT9125XW创作者:凤呜大王*焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
焊接符号由哪几部分组成焊接符号一般是由基本符号和指引线组成,必要时还可以加上辅助符号、补充符号和焊缝尺寸符号。
焊缝形式及坡口尺寸在图纸上是怎样表示的焊缝形式及坡口尺寸在图纸上一般采用技术制图的方法表示。
为了简化焊缝在图样上的表示方法,现采用国家标准规定的焊缝符号及坡口尺寸的表示方法。
表示焊缝的基本符号有哪些焊缝基本符号是表示焊缝截面形状的符号,它采用近似于焊缝横剖面形状的符号来表示。
GB324-1988中规定了13种焊缝形式的符号,见表2-2。
点击下载焊接符号说明大全(excel表格详细讲解)焊接加工符号的国家标准有哪些焊接符号的国家标准主要有两个:(1) GB324一2008《焊缝代号》。
(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
表示焊缝的辅助符号有哪些辅助符号表示焊缝表面形状特征的符号,见表2-3。
不需要确切地说明焊缝的表面形状时,可以不用辅助符号。
表示焊缝的补充符号有哪些补充符号是为了补充说明焊缝的某些特征而采用的符号,见表2-4。
表示焊缝的尺寸符号有哪些焊缝的尺寸符号见表2-5。
焊接符号标注中的指引线指引线是表示指引焊缝位置的符号。
由带箭头的指引线和两条基准线(一条为实线,另一条为虚线)组成。
指引线指向有关焊缝处,基准线一般应为水平线。
焊缝符号及尺寸标注在基准线上,必要时基准线末端加一尾部,作其它说明用(如焊接方法等),如图3-18所示。
焊接符号标注方法完整的焊缝表示方法应包括上述基本符号、辅助符号、补充符号,以及指引线、一些尺寸符号和数据等。
标注箭头线时,可指向焊缝或不指向焊缝,如图3-19所示。
基准线的虚线可在基准线的实线上侧或下侧,当焊缝在接头的箭头侧,则基本符号标在基准线的实线侧,如果焊缝在接头非箭头侧,则将基本符号标在基准线的虚线侧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
AW——ARC WELDING——电弧焊
AHW——atomic hydrogen welding——原子氢焊
BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊
CAW-G——gas carbon arc welding——气保护碳弧焊
CAW-S——shielded carbon arc welding——有保护碳弧焊
CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电联焊
FCAW——flux cored arc welding——药芯焊丝电弧焊
FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊
GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊
GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊
GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊
SMAW——shielded metal arc welding——焊条电弧焊
SW——stud arc welding——螺栓电弧焊
SAW——submerged arc welding——埋弧焊
SAW-S——series——横列双丝埋弧焊
RW——RWSISTANCE WELDING——电阻焊
FW——flash welding——闪光焊
RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊
RSEW——resistance seam welding——电阻缝焊
RSEW-HF——high-frequency seam welding——高频电阻缝焊
RSEW-I——induction seam welding——感应电阻缝焊
RSEW-MS——mash seam welding——压平缝焊
RSW——resistance spot welding——点焊
UW——upset welding——电阻对焊
UW-HF——high-frequency ——高频电阻对焊
UW-I——induction——感应电阻对焊
SSW——SOLID STATE WELDING——固态焊
CEW——co-extrusion welding——
CW——cold welding——冷压焊
DFW——diffusion welding——扩散焊
HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊
FOW——forge welding——锻焊
FRW——friction welding——摩擦焊
RW-DD——direct drive friction welding——径向摩擦焊
FSW——friction stir welding——搅拌摩擦焊
FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊
ROW——roll welding——热轧焊
USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊
DS——dip soldering——浸沾钎焊
FS——furnace soldering——炉中钎焊
IS——induction soldering——感应钎焊
IRS——infrared soldering——红外钎焊
INS——iron soldering——烙铁钎焊
RS——resistance soldering——电阻钎焊
TS——torch soldering——火焰钎焊
UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊
BB——block brazing——块钎焊
DFB——diffusion brazing——扩散焊
DB——dip brazing——浸沾钎焊
EXB——exothermic brazing——反应钎焊
FB——furnace brazing——炉中钎焊
IB——induction brazing——感应钎焊
IRB——infrared brazing——红外钎焊
RB——resistance brazing——电阻钎焊
TB——torch brazing——火焰钎焊
TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊
OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接
BW——braze welding——钎接焊
ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊
FLOW——flow welding——波峰焊
LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊
EBW-HV——high vacuum——高真空电子束焊
EBW-MV——medium vacuum——中真空电子束焊
EBW-NV——non vacuum——非真空电子束焊
ESW——electroslag welding——电渣焊
ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊
LBW——laser beam welding——激光焊
PEW——percussion welding——冲击电阻焊
TW——thermit welding——热剂焊
THSP——THERMAL SPRAYING——热喷涂
ASP——arc spraying——电弧喷涂
FLSP——flame spraying——火焰喷涂
FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂
VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割
OC——OXYGEN CUTTING——气割
OC-F——flux cutting——熔剂切割
OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割
CFC-A——oxyacetylene cutting——氧乙炔切割
CFC-H——oxyhydrogen cutting——氢氧切割
CFC-N——oxynatural gas cutting——氧天然气切割
CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割
OG——oxygen gouging——气刨
OLC——oxygen lance cutting——氧矛切割
AC——ARC CUTTING——电弧切割
CAC——carbon arc cutting——碳弧切割
CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割
HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割
LBC——laser beam cutting——激光切割
LBC-A——air——空气激光切割
LBC-EV——evaporative——蒸气激光切割。