叶丝回潮机说明书
隧道式叶丝回潮机蒸汽压力自动控制改进

隧道式叶丝回潮机蒸汽压力自动控制改进【摘要】本文通过对隧道式叶丝回潮机蒸汽压力控制系统经过改进,实现隧道式叶丝回潮机蒸汽压力自动控制,在提高设备自动控制水平的同时稳定提高了产品质量。
【关键词】隧道式叶丝回潮机;plc控制器;pid调节;spc统计过程控制一、存在的问题目前制丝线生产加工牌号较多,各牌号工艺标准之间差别较大,为了满足工艺标准的要求,在生产过程中设备的某些节点需要频繁调整才能满足生产过程中加工控制的要求。
就薄板烘丝工序而言,存在以下两个问题:一是隧道式叶丝回潮机蒸汽压力无法自动调节。
隧道式叶丝回潮机蒸汽压力是薄板烘丝工序重要的工艺标准之一,对入口物料水分影响较大,其调节需要根据各牌号的工艺标准,由维修人员在生产间隙通过调整蒸汽减压阀来调整蒸汽压力,操作非常不方便,同时增加了换牌号的间隙时间和能源浪费。
二是隧道式叶丝回潮机蒸汽管路系统除减压阀外无法实现其他方式的压力控制,如生产过程中主进蒸汽压力出现波动,或不同牌号需要的工作蒸汽压力不同时,无法对隧道式叶丝回潮机工作蒸汽压力及时进行调节。
二、改进内容1.改进方案。
通过在隧道式叶丝回潮机蒸汽管路系统安装压力检测装置和压力控制装置,通过plc控制系统根据工艺标准设定值自动跟踪控制,具备在无人干预的情况下,自动满足生产过程工艺的要求。
本次改进采用一个带模拟量输出,测量范围0-1.6mpa的压力传感器。
将模拟量输出检测值送入plc控制器,根据工艺设定值经plc控制系统的pid调节后输出给压力控制薄膜阀,使阀门开度大小根据设定蒸汽压力自动调节,控制通入隧道式叶丝回潮机内的蒸汽压力,从而达到自动控制蒸汽压力的目的,控制原理见图1。
蒸汽压力设定标准自动从生产制造系统自动下达,避免人为的干预。
图1 改进方案控制原理图2.改进内容。
一是定位器及压力传感器安装。
在隧道式叶丝回潮机主进蒸汽管道上安装了e+h压力传感器,实现对生产过程中主进蒸汽压力变化的实时检测。
隧道式叶丝回潮机的改进与应用论文

隧道式叶丝回潮机的改进与应用[摘要]文章针对隧道式叶丝回潮机在生产过程中容易出现水湿烟、锅巴烟现象,通过对其结构原理进行分析,改进了蒸汽管路系统和蒸汽施加方式,从而杜绝了质量隐患,取得了较好的应用效果。
[关键词]:水湿烟锅巴烟蒸汽管路自动控制1前言WQ711A型隧道式叶丝回潮机是由昆明船舶有限责任公司生产的,该系列机型在全国烟草企业都使用比较普遍,工作原理也大致相同,一直以来使用厂家均对叶丝回潮机容易出现水湿烟及锅巴烟的现象反映较多,但一直没有较好的解决办法,或多或少地会出现一些水湿烟及锅巴烟,存在着极大的质量隐患,因此如何对叶丝回潮机实施有效改进就是必须面临的问题。
2 WQ711A型隧道式叶丝回潮机结构及工作原理简介WQ711A型隧道式叶丝回潮机在我厂主要用于制丝线上的制叶丝工序,其功能是将经切丝后的叶丝进行加温加湿及膨胀处理后送入烘丝机进行烘干。
主要由隧道式槽体(工作室)、振动体、传动装置、机架、电气系统及管路系统等部分组成。
该机的工作室为四周填有隔热材料的隧道、其底部的夹层板上纵横交错地排列着许多精密加工的蒸汽喷孔,从切丝机输送来的叶丝进入本机隧道式振槽后,在机械振动和饱和蒸汽喷射作用下,急剧地翻腾滚转,与蒸汽充分混合接触,大量吸取热能,被迅速加热到水的沸点并使叶丝内部水份蒸发,同时又不断从周围热汽中吸收水份,再蒸发汽化如此连续反复,促使木质纤维的体积高度膨胀,经过烘丝机干燥定形,使叶丝疏松且有较好的弹性,增加填充力。
3 改进前叶丝回潮机存在的问题在生产过程中,我们经常能在叶丝回潮机出口发现大量的烟丝水湿砣和块状薄片锅巴,经过烘丝后,仍存有一定量的水湿烟及锅巴烟,这样就存在严重的质量隐患,因叶丝回潮机出口温度较高,取样困难,为此我们对烘丝后的水湿烟及锅巴烟数量进行了统计,具体统计数据如表1。
表1 改进前水湿烟及锅巴烟数量统计表从表中可看出,叶丝回潮机所产生的水湿烟及锅巴烟数量较多,且与连续生产批次的量呈正比关系。
真空回潮机操作

真空回潮机操作使用说明
一、工作条件:
1、工作蒸汽压力>0.65MPa
2、工作水压>0.3Mpa
3、工作压气压力>0.4MPa
4、电源电压380V- 220V 50Hz三相四线
二、真空回潮{真空除湿·降温}操作规程:
开机前应准备的工作条件
1、清除箱体内的污水及废料废渣。
2、检查空气压力、蒸汽压力、水压压力是否正常。
3、检查所有阀门是否正常。
4、排尽管道内的冷凝水。
1、操作工艺流程:
箱体门处于开启状态,各气动阀门处于关闭状态,选择A/B烟包小车进→小车机头退→关双门→拉紧缸锁紧。
开5、4级汽,开真空阀,真空抽到-0.080 Mpa时→开启3级汽关5级汽,开启2号水→真空度抽到-0.092Mpa时→开2级汽、2号水约抽到120秒,→开一级汽,同时观察1号、2号水位,只要水位不到高限位,充分使真空抽到极限,可以继续延长抽空时间后。
再关闭真空阀门,同时关闭1、2、3、4级汽,1、2号水→开转换汽、转换水(根据烟叶情况,决定加汽、加水量)→真空度降至-0.07Mpa
时关闭转换水,真空度降至-0.05时关闭转换汽→闷车2-3min→闷车结束后开3、4级汽,开真空阀,抽真空到-0.07Mpa时,关闭真空阀、3、4级汽→打开破空阀,真空降至-0.00Mpa,→打开锁紧门气缸,关闭破空阀,关闭真空阀、开双门出A/B车,完成整个工艺流程。
HXD系统说明解析
可能性。
高生产能力
燃油管道式烘丝机具很高的生产能力,最大可满足12000kg/h制丝线配置
滚筒式叶丝回潮机技术参数
1%
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机进料条件
进料含水率:22%~35% 进料含水率偏差:≤1% 进 料 连 续 、均 匀
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
膨胀率高 在该设备内叶丝细胞内的蒸汽压以更快的速率产生,因此处理后的叶丝膨胀 率高,可达到 20% 以上。 如此高的膨胀率 , 可以使每支卷烟的耗丝量降低 5%—12%,使该设备具有良好的经济性;同时达到降低焦油含量的目的。 去除烟草青杂气
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机
设备用途:滚筒式叶丝回潮机用制丝线 中HXD(非直燃式烘丝机)或其它烘丝设 备前增加叶丝水份和温度,使其满足烘丝 设备膨胀功能的工艺要求。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
滚筒式叶丝回潮机工作原理图
自动筛 蒸汽 网清扫器 蒸汽
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司独家引进技术气流干燥设备
HXD LDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司自主开发的几种气流干燥设备
SH962 SH9611
SH935 SH963
SH973
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
燃油管道式烘丝机具有以下优点
可保持叶丝的固有香气
烘干膨胀是在低氧环境内进行,减少了物料的化学变化,可以有效降低叶
降低叶丝气流干燥工作风温的方法[发明专利]
![降低叶丝气流干燥工作风温的方法[发明专利]](https://img.taocdn.com/s3/m/b344cc726bec0975f465e2eb.png)
专利名称:降低叶丝气流干燥工作风温的方法
专利类型:发明专利
发明人:席年生,林玉红,刘朝贤,孔臻,王宏生,常慧英,张玉海,李善莲
申请号:CN200610048495.0
申请日:20060801
公开号:CN1903086A
公开日:
20070131
专利内容由知识产权出版社提供
摘要:一种降低叶丝气流干燥工作风温的方法,其特征在于:该方法是在烟草气流干燥生产线上的叶丝超级回潮机(2)之后、叶丝气流干燥机(7)之前设置有一高效增温装置(4),使通过输送机构送入的叶丝经由叶丝超级回潮机(2)进行增温增湿处理后,在进入干燥机(7)之前送入高效增温装置(4)进一步进行加热增温,使叶丝保持在≥95℃的接近沸点温度条件下进入叶丝气流干燥机(7)进行干燥处理。
本发明的方法相比现有技术在相同的起始含水率脱水时,工作风温一般可降20-30℃,不仅具有良好的节能降耗效果,并可保持叶丝感官质量不降低、叶丝香气风格特征保持不变。
申请人:中国烟草总公司郑州烟草研究院
地址:450001 河南省郑州市高新技术开发区枫杨街2号
国籍:CN
代理机构:郑州中民专利代理有限公司
代理人:郭中民
更多信息请下载全文后查看。
HXD系统说明解读

国外气流干燥设备 HDT EVA
HDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
HXD 叶 丝 在 线 膨 胀 系 统
技术独特,处理叶丝效果好,目前国内多家烟厂应 用该项技术。 国家局以技贸结合方式最新从英国DICKINSON LEGG 公司引进的叶丝在线膨胀新技术。 秦皇岛烟机公司独家完成对该技术的消化、吸收工 作。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司独家引进技术气流干燥设备
HXD LDT
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
秦皇岛烟机公司自主开发的几种气流干燥设备
SH962 SH9611
SH935 SH963
SH973
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
气 流 干 燥 的 特 点:
• 工艺气体温度高(180-350℃),热量快速的 转换到物料中。 • 干燥时间短,在干燥管道内大约1-2秒钟。 • 工艺气体温度、工艺气体成分(氧气含量、蒸 汽量)以及系统湿度环境控制、调节,实现叶 丝干燥膨胀。 • 瞬间脱水,表现为体积有效膨胀,耐加工性好。
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
0C
热交换器
风机
出料罩
筛网
蒸汽 水
中国烟草机械集团有限责任公司 . 秦皇岛烟草工业机械厂
原理: 在生产的开始,为了防止产生过多的冷凝水,在物料进 入筒体前,要对筒体进行预热。在预热过程中,循环热风 通过安装在进料端的加热器,对筒体进行加热。通过调整 进入加热器的蒸汽流量,使热风的测量温度与设定温度一 致。预热时,筒体和风机必须处于工作状态。 当进料振槽上的物料探测器,感应到有物料进入筒体时 ,筒体就从预加热状态转变为工作状态。同时打开蒸汽喷 嘴和混合喷嘴的电磁阀,给加热器供应蒸汽的电磁阀始终 保持打开状态,这样可以防止加热器外表面形成冷凝水。
烤烟回潮机使用方法(一)

烤烟回潮机使用方法(一)
烤烟回潮机使用方法
一、准备工作
•确保烤烟回潮机无损坏和松动的部件。
•选择合适的烟叶种类和质量。
•准备干燥燃料,如木炭或木屑。
二、点火步骤
1.将烤烟回潮机放置在平稳的表面上,远离易燃物品。
2.打开烤烟回潮机的排气孔,确保良好的通风。
3.将干燥燃料均匀地铺在烤烟回潮机的底部。
4.使用火柴或火机点燃干燥燃料,确保燃烧充分。
三、开始烤烟过程
1.将准备好的烟叶放置在烤烟回潮机的烟叶仓中。
2.打开烤烟回潮机的控制面板,选择合适的烤烟时间和温度。
3.等待烤烟过程完成,期间可根据需要翻动烟叶以均匀烤熟。
4.注意观察烟叶的颜色和质地,确保达到你所期望的烟叶状态。
四、烤烟结果处理
1.关闭烤烟回潮机的控制面板,停止加热。
2.等待烤烟回潮机冷却一段时间。
3.打开烤烟回潮机的烟叶仓,取出烤熟的烟叶。
4.对烟叶进行喷洒或润湿处理,使其达到你所期望的烟草湿度。
5.存储烟叶在密封的容器中,以保持其新鲜度和品质。
五、注意事项
•在烤烟过程中,保持烟叶仓盖的关闭,以防止烟叶受到外界杂质的污染。
•不要过度烤烟,以免烟叶过分干燥或出现烤焦的情况。
•在清洁和维护烤烟回潮机时,确保断电并使用干净的布进行清理。
•严禁在烤烟回潮机上堆放易燃物品或将其放置于易燃物品附近。
•严格按照说明书中的要求操作烤烟回潮机,以确保安全和正常使用。
以上是烤烟回潮机的使用方法,希望对您有所帮助。
请在使用过
程中遵守安全规范,享受烟叶处理的乐趣。
气流烘丝机操作说明指导书样本

气流烘丝机操作说明指导书淮阴卷烟厂制丝车间SH93叶丝干燥电控系统操作维护说明书江苏智思机械集团有限公司2008年7月31日编制:审核:批准:目录前言..... .............................................. 错误!未定义书签。
一、结构特点与工作原理.................................. 错误!未定义书签。
二、系统配套及组成...................................... 错误!未定义书签。
三、电控系统各柜功能.................................... 错误!未定义书签。
1.配电柜............................................... 错误!未定义书签。
2.主控柜............................................... 错误!未定义书签。
3.ET200S控制箱 .. (3)四、组柜门板布局及指示灯、操作钮说明.................... 错误!未定义书签。
五、主要报警功能及处理方法.............................. 错误!未定义书签。
1.过流报警............................................. 错误!未定义书签。
2.本地开关未合报警..................................... 错误!未定义书签。
3.变频器报警........................................... 错误!未定义书签。
4.混合报警............................................. 错误!未定义书签。
5.缺水报警............................................. 错误!未定义书签。
RC-80叶丝回潮机的改造研究
关键 词: C8 R. 0叶丝回潮机 ; 水区; 加 改造
中图分类 号: S 3 T 4 文章编号: 6 2 6 4 (0 10— 0 9 0 17 — 162 1)3 0 7— 2
I mpr ve e ta e e r h o o m n nd r s a c n RC- 0 c ndii ni y i 8 o to ng c lnde r
n z l sco e h nr n e a d e i o o d t n n y i d r r e v d a d t e a u t f h o z e i e e t o z e l s d t t e e ta c n x t fc n ii i g c l e o o n we er mo e n mo n e n z l si d f r n h o t n
Ab ta t sr c:Ac odn o t e po lms o o dt nn yid ri rcie he i r v m e twa o d ce :1 he c r ig t h r be fc n io ig c l e n p a t ,t mpo e n s c n u td )t i n c
( 浙江中烟工业有限责任. 司 杭州卷烟厂, / 厶 \ 浙江 杭州,10 8 300 )
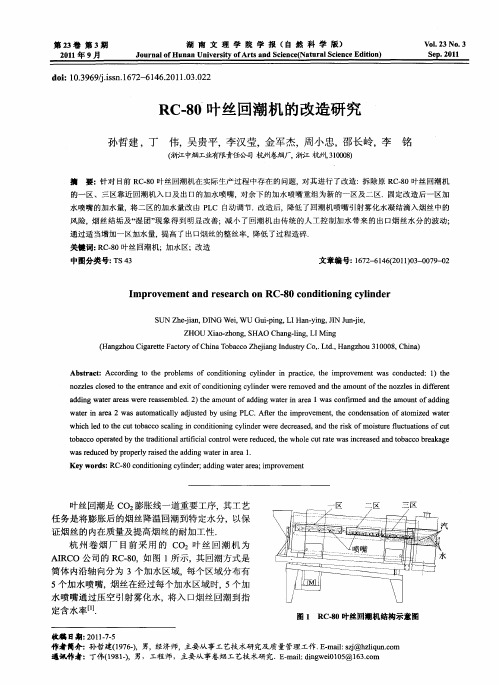
摘 要:针对 目前 R .0叶丝回潮机在实 际生产过程 中存在 的问题,对其进行 了改造 : 除原 R 一0叶丝回潮 机 C8 拆 C8
铭
的 一 区 、三 区 靠 近 回 潮 机 入 口及 出 口 的加 水 喷 嘴 ,对 余 下 的加 水 喷 嘴 重 组 为 新 的一 区及 二 区 .固定 改 造 后 一 区 加
wa d c d b r p r ie e a d n tri r a 1 s e u e y p o e l r s d t d i g wae a e . r y a h n Ke r s RC- 0 c n i o i g c l d r a d n t r r a i r v me t y wo d : 8 o d t n n y i e ; d i g wae e ;mp o e n i n a
隧道式叶丝回潮机蒸汽压力自动控制改进

产量 , 5 4 0 0 0 0 t ; K_工作面回采率, 9 5 %。
算: Q N= 【 ( C I ・ C 2 ) Q v] / ( C N+ C 2 - 1 ) = 【 ( 1 3 %- 7 %) ×3 . o ] / ( 9 7 %+ 7 % 监测报告 、 分 析 日报表两 种方式提供给 有关人员 的同时 , 自动
.
1 ) = 4 . 5 m3 / mi n = 2 7 0 mV h 。 式 中: QN . 一注氮流量 , m 3 / mi n ; Q N 一采 存 入数据库 中 ,以便 今后对某种 气体含量的变化趋 势进行 分
自动控制水平 的同时稳定提 高了产品质 量。 【 关键词】 隧道 式叶丝回潮机; P L C控 制器; P I 【 ) 调节; S P C统计过程控制
一
、
存在 的问题
目前制丝线 生产加 工牌 号较多 , 各牌 号工艺标准 之间差别 较大 , 为了满足工 艺标准 的要求 , 在生产 过程中设备 的某 些节 点需要频繁调整才能满足生产过程 中加工控制 的要求。就薄板
该系 统结合 了色谱监测 的高灵敏度 , 束管采样 直接 、 无 污
空区氧 化带 的漏风 量 , m3 / mi n ; C1 一 采空 区氧化 带 内原 始氧浓 析, 预报煤炭 自燃 的趋势 ; 预测预报 发火点的温度变化 。 度( 取 平均值) ; C 2 一注 氮防火惰化指标 , 取 7 . 0 %; C N 一 注入氮
叶片回潮机水份控制方式改进

叶片回潮机水份控制方式改进作者:刘海全来源:《中国科技博览》2014年第12期摘要:叶片回潮出口水份控制水平对整个卷烟生产过程有着重要的影响,但是受来料影响其控制难度很大。
提高叶片回潮出口水份的稳定性已成为行业的难题之一,通过实践摸索,探索出一种解决该问题的有效方法。
关键词:叶片回潮;前后加水;蒸汽耦合;水份控制【分类号】:TS43叶片回潮是制丝生产线第一道关键工序,也是整个卷烟加工过程中第一道关键质量控制工序,其基本任务就是提高烟叶的松散率、出口水分及温度,使出口烟叶增加韧性,提高烟叶质量,使之满足后续工序对物料的工艺要求,同时通过此工序加工,改善其物理特性,去除青杂气、氨气、辛辣气等,最大限度的保留烟草本香。
其中,出口物料水份的稳定性是衡量叶片回潮加工水平的最重要的指标,也是最难控制的,其水平高低对最终成品烟丝质量起着十分重要的作用。
1 叶片段处理工艺路线2 经过制丝线的技术改进,现在制丝线均采用直接使用复烤厂打叶复烤后的叶片作为来料原料,开阔制丝配方范围,改善制丝车间的生产环境,使制丝设备布局更趋合理、美观。
但是片烟作为制丝线的来料在进入回潮设备时需要对物料进行预处理,以保证回潮设备入口流量趋于稳定。
叶片回潮水份控制难点2.1 流量波动作为衡量叶片回潮质量的关键指标是水分的稳定性,在上述三种制丝叶片处理工艺路线情况下,除采用真空回潮设备的情况下可以采用回潮设备前加装定量外,另外两种路线加装定量喂料设备均对烟叶的产生较大的造碎,因此回潮设备的入口流量均表现出极大的波动。
流量的波动对回潮水分的设备时极为不利的,特别是在当前烟草加工实行精细化分组加工的要求下,即使回潮水分合格率达到要求,回潮水分标准偏差的控制更为困难。
2.2 叶组配方差异由于在叶片段采用片烟作为原料,但是来料均一性较差,在开阔配方柔性的同时,不同产地、不同等级的压成块状的烟叶,排队进入叶片回潮机,相互之间没有混合,初始含水率、吸湿性均不相同,因此需要设备针对不同牌号叶组配方频繁进行调整。
叶丝回潮机说明书

第六章WQ711A-CH隧道式叶丝回潮机WQ711A-CH型隧道式叶丝回潮机主要用于5000kg/h制丝线上对叶丝进行加温加湿及膨胀处理,提高叶丝填充力,本机用于集控线,是制丝上的主要设备之一。
第一节工作原理该机的工作室为四周填有隔热材料的隧道、其底部的夹层板上纵横交错地排列着许多精密加工的蒸汽喷孔,从切丝机输送来的叶丝进入本机隧道式振槽后,在机械振动和饱和蒸汽喷射作用下,急剧地翻腾滚转, 与蒸气充分混合接触,大量吸取热能,被迅速加热到水的沸点并使叶丝内部水份蒸发,同时又不断从周围热汽中吸收水份,再蒸发汽化如此连续反复,促使木质纤维的体积高度膨胀,经过烘丝机干燥定形,使叶丝疏松且有较好的弹性,增加填充力。
第二节主要性能指标及技术参数表1C.叶丝合格率> 98% ; d.蒸汽压力> 0.7MPae.压缩空气压力> 0.6Mpa ;f.水压力> 0.4MPa第三节主要结构本机由隧道式振槽、盖板开关系统、振动体、传动装置、机架及管路系统组成。
一、隧道式振槽及盖板开关系统隧道的四周填绝热材料,隧道底板由钻有若干小孔的波形板焊接而成,工作时喷射蒸汽。
盖板的一侧装有带油缸的铰链,另一侧装有锁扣和接近开关,松开锁扣,按下操作盒上开盖板按钮,启动组合液压泵,盖板打开至所需开启位置,松开按钮,可使盖板支撑在所需开启位置,这时接近开关可使主传动电机的电源切断,蒸气阀门不能开启,起到保险作用。
二、振动体振动体由固定梁、平衡梁、槽体固定梁经簧板连接而组成。
固定梁以两根槽钢为主纵梁构成的长方形框架,框架中间装有激振传动装置;槽体固定梁是用来安装和固定隧道式振槽的。
它以若干块玻璃钢簧片支撑在固定梁之上;平衡梁是用来在振动时平衡隧道式振槽惯性力的框架式构件,它的质量与振槽相等或接近,二者在振动时频率和振幅相等,时间同步,而方向相反。
它也以相同数量的玻璃钢簧片“悬挂”在固定梁之下;而固定梁本身则以两侧的 4 个凸耳放置在机架上的 4 组隔振弹簧上,隔振弹簧见附图1。
WQ39型叶丝回潮机补偿蒸汽喷管的设计改进
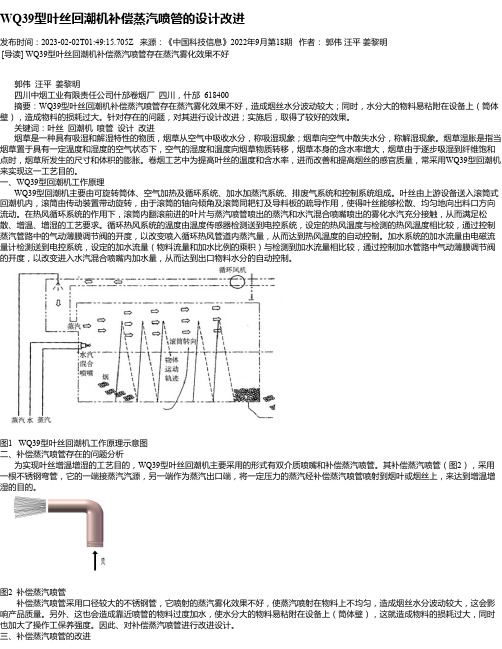
WQ39型叶丝回潮机补偿蒸汽喷管的设计改进发布时间:2023-02-02T01:49:15.705Z 来源:《中国科技信息》2022年9月第18期作者:郭伟汪平姜黎明[导读] WQ39型叶丝回潮机补偿蒸汽喷管存在蒸汽雾化效果不好郭伟汪平姜黎明四川中烟工业有限责任公司什邡卷烟厂四川,什邡 618400摘要:WQ39型叶丝回潮机补偿蒸汽喷管存在蒸汽雾化效果不好,造成烟丝水分波动较大;同时,水分大的物料易粘附在设备上(筒体壁),造成物料的损耗过大。
针对存在的问题,对其进行设计改进;实施后,取得了较好的效果。
关键词:叶丝回潮机喷管设计改进烟草是一种具有吸湿和解湿特性的物质,烟草从空气中吸收水分,称吸湿现象;烟草向空气中散失水分,称解湿现象。
烟草湿胀是指当烟草置于具有一定温度和湿度的空气状态下,空气的湿度和温度向烟草物质转移,烟草本身的含水率增大,烟草由于逐步吸湿到纤维饱和点时,烟草所发生的尺寸和体积的膨胀。
卷烟工艺中为提高叶丝的温度和含水率,进而改善和提高烟丝的感官质量,常采用WQ39型回潮机来实现这一工艺目的。
一、WQ39型回潮机工作原理 WQ39型回潮机主要由可旋转筒体、空气加热及循环系统、加水加蒸汽系统、排废气系统和控制系统组成。
叶丝由上游设备送入滚筒式回潮机内,滚筒由传动装置带动旋转,由于滚筒的轴向倾角及滚筒同耙钉及导料板的疏导作用,使得叶丝能够松散、均匀地向出料口方向流动。
在热风循环系统的作用下,滚筒内翻滚前进的叶片与蒸汽喷管喷出的蒸汽和水汽混合喷嘴喷出的雾化水汽充分接触,从而满足松散、增温、增湿的工艺要求。
循环热风系统的温度由温度传感器检测送到电控系统,设定的热风温度与检测的热风温度相比较,通过控制蒸汽管路中的气动薄膜调节阀的开度,以改变喷入循环热风管道内蒸汽量,从而达到热风温度的自动控制。
加水系统的加水流量由电磁流量计检测送到电控系统,设定的加水流量(物料流量和加水比例的乘积)与检测到加水流量相比较,通过控制加水管路中气动薄膜调节阀的开度,以改变进入水汽混合喷嘴内加水量,从而达到出口物料水分的自动控制。
叶丝超级回潮筒介绍

秦皇岛烟草机械有限责任公司
PID控制环 控制环 1.循环气体温度控制 循环气体温度控制
热风温度 设定值 PID运算 运算 4-20mA 主蒸汽气 动薄膜阀 热风管道
PT100 实际热风温度 温度变送器
使用温度传感器PT100及温度变送器检测循环管道气体实 使用温度传感器PT100及温度变送器检测循环管道气体实 PT100 际温度,实际温度与温度设定值进行比较及PID运算, PID运算 际温度,实际温度与温度设定值进行比较及PID运算,输出信 号调整主蒸汽气动薄膜阀开度,改变蒸汽流量, 号调整主蒸汽气动薄膜阀开度,改变蒸汽流量,进而调整循环 气体温度. 气体温度.
秦皇岛烟草机械有限责任公司
自动运行控制描述
2.正常过料 正常过料 回潮筒后段设备满足进料条件; 回潮筒后段设备满足进料条件;进料皮带秤有料或入口水份仪检测 到物料. 到物料. 延时,等待物料到达回潮筒雾化水喷射区; 延时,等待物料到达回潮筒雾化水喷射区; 循环风旁路加热器电磁阀Y2得电, 循环风旁路加热器电磁阀 得电,循环气体通过旁路风道进入滚筒 得电 补偿蒸汽电磁阀Y5打开,补偿蒸汽喷射入循环管道内, 补偿蒸汽电磁阀Y5打开,补偿蒸汽喷射入循环管道内,提升烟丝温 打开 度. 软化水水泵M3启动,混合喷嘴蒸汽电磁阀 , 软化水水泵 启动,混合喷嘴蒸汽电磁阀Y3,混合喷嘴软化水电磁 启动 打开, 阀Y7打开,雾化水喷入滚筒内,提升叶丝含水量. 打开 雾化水喷入滚筒内,提升叶丝含水量. 加热器蒸汽电磁阀Y4继续打开,以防加热器管路产生冷凝水. 加热器蒸汽电磁阀 继续打开,以防加热器管路产生冷凝水. 继续打开 回潮筒处于过料状态;通过调节雾化水气动薄膜阀的开度, 回潮筒处于过料状态;通过调节雾化水气动薄膜阀的开度,调整雾 化水喷射量,从而实现调节出口烟丝水份的目的. 化水喷射量,从而实现调节出口烟丝水份的目的.
WQ3212型滚筒式叶丝回潮机湿团问题的解决措施

WQ3212型滚筒式叶丝回潮机湿团问题的解决措施强伟东;王晓龙【期刊名称】《宝鸡文理学院学报(自然科学版)》【年(卷),期】2018(038)001【摘要】目的解决叶丝回潮机在预热及生产阶段产生冷凝水,造成叶丝吸附冷凝水而产生湿团的质量缺陷.方法从蒸汽供应品质、进料罩、喷嘴等方面加以分析,通过改进叶丝回潮机蒸汽管路,改变喷嘴位置及角度等措施,解决叶丝回潮机湿团烟问题.结果经过一个月生产使用,结果表明均尚未发现叶丝中混有湿团现象.结论通过对滚筒式叶丝回潮机设备的改造,能有效解决回潮后湿团烟丝的产生问题,而且生产实践证明改进后,叶丝加工过程中质量控制更加稳定,叶丝质量合格率得到大幅度提升,并取得良好的经济效益.%Purposes—To stop the conditioning cylinder for cut tobacco from manufacturing con-densate water in the preheating and production stage because the condensed water adsorbed by cut to-bacco can produce wet mass and then results in quality defects.Methods—After analyzing the reason for the formation of the wet mass from the aspect of supply quality of steam,feed cover,nozzle and others,the problem of wet mass resulting from the moisture regain of cut tobacco was solved when the steam pipeline of conditioning cylinder for cut tobacco w as improved and the position and angle of the nozzle were changed.Results—After a month of production and use,the results showed that no wet mass was found in the cut tobacco.Conclusion—The reformation of conditioning cylinder for cut tobacco can effectively prohibit the wet mass of cuttobacco from producing,and the production prac-tice proved that the quality of cut tobacco became steadier in the manufacturing process,the quality of cut tobacco was improved greatly and good economic benefits were achieved.【总页数】3页(P56-58)【作者】强伟东;王晓龙【作者单位】陕西中烟工业有限责任公司宝鸡卷烟厂,陕西宝鸡721013;陕西中烟工业有限责任公司宝鸡卷烟厂,陕西宝鸡721013【正文语种】中文【中图分类】TS452;TS43【相关文献】1.烟草行业烟丝超级回潮筒湿团问题的解决措施 [J], 于文艳;王忠燕2.滚筒式叶丝回潮机入口密封结构的改进 [J], 陈学德;程书根3.叶丝高速膨胀干燥机料头湿团解决方案 [J], 常会彬;马宁;朱建新4.滚筒式叶丝回潮机的优化试验研究 [J], 黄英;张涛;居桂林;金屏玉5.滚筒式叶丝回潮机的优化试验研究 [J], 黄英;张涛;居桂林;金屏玉因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第六章WQ711A-CH隧道式叶丝回潮机WQ711A-CH型隧道式叶丝回潮机主要用于5000kg/h制丝线上对叶
丝进行加温加湿及膨胀处理,提高叶丝填充力,本机用于集控线,是制丝上的主要设备之一。
第一节工作原理
该机的工作室为四周填有隔热材料的隧道、其底部的夹层板上纵横交错地排列着许多精密加工的蒸汽喷孔,从切丝机输送来的叶丝进入本机隧道式振槽后,在机械振动和饱和蒸汽喷射作用下,急剧地翻腾滚转,与蒸气充分混合接触,大量吸取热能,被迅速加热到水的沸点并使叶丝内部水份蒸发,同时又不断从周围热汽中吸收水份,再蒸发汽化如此连续反复,促使木质纤维的体积高度膨胀,经过烘丝机干燥定形,使叶丝疏松且有较好的弹性,增加填充力。
第二节主要性能指标及技术参数
工艺参数:
a. 进料含水率21%±1 ;
b.叶丝宽度0.8~1mm
c.叶丝合格率≥98% ;
d.蒸汽压力≥0.7MPa
e.压缩空气压力≥0.6Mpa ;
f.水压力≥0.4MPa
第三节主要结构
本机由隧道式振槽、盖板开关系统、振动体、传动装置、机架及管路系统组成。
一、隧道式振槽及盖板开关系统
隧道的四周填绝热材料,隧道底板由钻有若干小孔的波形板焊接而成,工作时喷射蒸汽。
盖板的一侧装有带油缸的铰链,另一侧装有锁扣和接近开关,松开锁扣,按下操作盒上开盖板按钮,启动组合液压泵,盖板打开至所需开启位置,松开按钮,可使盖板支撑在所需开启位置,这时接近开关可使主传动电机的电源切断,蒸气阀门不能开启,起到保险作用。
二、振动体
振动体由固定梁、平衡梁、槽体固定梁经簧板连接而组成。
固定梁以两根槽钢为主纵梁构成的长方形框架,框架中间装有激振传动装置;槽体固定梁是用来安装和固定隧道式振槽的。
它以若干块玻璃钢簧片支撑在固定梁之上;平衡梁是用来在振动时平衡隧道式振槽惯性力的框架式构件,它的质量与振槽相等或接近,二者在振动时频率和振幅相等,时间同步,而方向相反。
它也以相同数量的玻璃钢簧片“悬挂”在固定梁之下;而固定梁本身则以两侧的4个凸耳放置在机架上的4组隔振弹簧上,隔振弹簧见附图1。
三、传动装置
倒挂的电机通过三角带将动力传至主轴,主轴上装着偏心套,当主轴旋转时,偏心套驱使连杆带动振槽和平衡架作往复运动,在连杆与振槽的铰接处,以及连杆平衡架的铰接处,均有缓冲套,这是一种易损的橡胶制品,需要定期检查和更换。
四、机架
用方形钢管焊接而成的长方体机架,它的4根立柱的上端各焊有一块平置的矩形钢板,用以作为4组隔振弹簧的基座。
机架的框腹中间敷设着管路系统。
机架两侧各有3扇覆盖板,其中面向操作者的3扇,还兼作监控仪表板。
机架底下连接着机腿,视生产线对设备安装高度的要求,可以设计不同高度的机腿,前后排汽罩,以两条支脚固定在机架上。
五、蒸汽、清水管路
这是本机的主管路,其功能是向振槽夹层底板供应蒸汽、清洗水。
本系统用五个气动薄膜阀分别控制蒸汽、清洗水、检查水和冷凝水排放管的开、关。
电控系统有可靠的连锁,保证在蒸汽工作时,清洗水、检查水和冷凝水排放阀门是关闭的;当检查水通入时,蒸汽阀门和冷凝水排放阀是关闭的;当设备停止工作时,排放阀门处于常开状态,使振槽夹层底板和管道内的余汽和废水全部排空;当盖板打开时,振动电机不能起动,蒸汽不能进入夹层底板。
为了使振槽可以自由振动,用6根耐热橡胶软管与振槽相连。
此件属于易损件,需要经常检查其接头部位的可靠性,并定期更换。
管路各环节安装的手动截止阀,在设备无故障运行时,一般是不用的。
只有在调整或维修管路时,才用手动阀门。
六、压缩空气管路
其功用是向各主管路中的气动薄膜阀提供控制气源。
从车间压缩空气管网接过来的压缩空气,经过空气过滤减压阀滤净并调至需要的压力,再经电磁阀通向各气动薄膜阀。
电磁阀接受来自电控柜的指令信号而动作,从而控制主管路中气动薄膜阀的开、关。
七、液压管路
安装在开盖铰链上的4个小油缸,靠组合液压泵提供压力油而动作,当按下开盖板按钮时,盖板可开启到60°以内任何开度并支撑在开启状态。
而关盖板时,按下关盖板按钮,盖板即靠自重下落。
为降低盖板下降速度在油路上还装有单向节流阀。
第四节调整
1、槽体底板的横向水平度偏差不大于1/1000。
2、各压力参数值的调整
1)输入蒸汽压力≥0.7Mpa
2)输入压缩空气压力≥0.6Mpa
3)输入水压力≥0.3Mpa
4)控制气源压力0.4Mpa
5)用于蒸汽控制阀压力0.14~0.6Mpa
第五节操作注意事项
1、每班工作结束时,必须立即彻底冲洗隧道,不允许烟末附着在隧道的壁板、盖板和底板上,以免烘干结垢,影响设备性能。
清洗时,先放清洗水冲洗几分钟,再通入蒸汽进行联合清洗,最后打开盖板用有色金属刮片和刷子清除冲不掉的残物。
为防止刮下来的碎末掉入喷孔,在刷洗时,应在夹层板内通入低压检查水,在喷孔喷水情况下刷洗。
2、在用液压泵打开盖板之前,不要忘记先松开两个锁紧扣,而在振动开始前,则应将锁紧扣扣紧。
3、操作人员应随时注意机器的工作情况,如有异常噪音,应停机检查。
如有簧板及缓冲套损坏现象,应及时更换,切不可带“病”工作,更换簧板及缓冲套时,应注意如下事项:
a.将四根专用垫条垫在固定架上箭头指示的位置;
b.一组一组地更换损坏的簧板,不可全拆开后一同更换;
c.松开着力架上的压紧螺栓,用专用的拔轴套将芯轴拔出,不能用
敲击的方法拆卸缓冲套。
4、操作工人应熟悉槽体底板上蒸汽喷孔的位置和数量,随时保持其畅通。
如有堵塞,可用随机带的专用通针通开。
5、工作时不得以任何形式对振动部分施加附加的力,以免影响机器的正常工作。
6、机器停放时间较长时,应关闭各工作介质的总截止阀,以免各控制阀无故承受介质的压力。
第六节维护保养
一、每个工作班的维护
清洗隧道,穿通所有堵塞的喷孔。
二、每周一次维护
全面检查参振部件上的所有紧固件,将松动的拧紧;用敲击法检查簧板有无断裂,将断裂的予以更换。
三、每月一次维护
1)检查蒸汽软管、缓冲套、盖板密封条、隧道两端的挡汽帘的损坏情
况,损坏的应予以更换。
2)消除管路中各过滤器中的污垢,必要时更换阀门的盘根和密封垫,
排除管路中出现的跑、冒、滴、漏现象。
3)检查各簧板有否断裂、更换损坏的簧板。
四、每年一次维护
1)拆洗传动装置的轴承座,检查偏心套上的滚动轴承有无损坏,如已
出现明显间隙,则应予以更换,各轴承内注入新的润滑脂。
2)更换液压油。
3)更换三角带。
五、每两年一次维护
1)更换主轴及偏心套。
2)更换滚动轴承及轴承座。
3)更换油缸。
六、维修保养标准
1)设备主要性能指标、工艺参数符合设备设计要求;
2)全机零部件齐全、完整;
3)设备启动平稳、迅速,振动稳定、不产生左右摇摆、跳动、冲击及
不正常噪声;
4)连续运行时电机、轴承温升≤70℃,其它运动部件无温升异常现象,
各零部件能安全运行到检修周期;
5)振动装置三角皮带张力的调整
换新带时调整三角皮带张力,在带中部施加1.16kg的力, 带的挠度值为0.016A(A——带轮中心距),新带运行一个月,检查、调整三角皮带张力,在带中部施加0.86kg力,带的挠度值为0.016A(A——带轮中心距);
6)振动装置三角皮带轮轮宽对称平面位移度为0.002A(A——带轮中心
距);
7)对于采用振簧板的设备,从进料端或出料端观察振簧板,不应出现
开口或收口形,各振簧板侧面在同一直线上,在横向同一位置的两振簧板应在同一平面内,所有振簧板无弯曲、扭曲。
可采用敲击法检查弹片有无断裂;
8)对于采用摇杆组件的设备,各摇杆组件应与机架成60°±0.5°,且
两两对应平行;
9)对于平衡式振动装置其槽体下平面与机架上平面间隔,平衡体上平
面与机架下平面间隔,最大值与最小值的差皆应小于1.5mm;
10)对于振动装置其槽体、平衡体、或槽体在宽度方向的对称中心线与
机架宽度方向的对称中心线应重合,槽体底板的横向水平度偏差不大于1/1000;
11)所有紧固件无松动现象;
12)润滑部位按润滑周期和润滑要求进行润滑,无露油、非正常渗油;
13)设备内、外清洁卫生,密封良好无泄露,帘布完整,完好、无老化,
当要求帘布与下一台设备入口自然下垂密封时,帘布下垂加长量为40mm-60mm。
14)板开启最大开度为60°,在60°内可在任何角度打开并支撑在开
启状态,关盖板时, 盖板必须缓慢下落;
15)换簧板及缓冲套时要求
a)将四根专用垫条垫在固定架上箭头指示位置;
b)一组一组地更换损坏的簧板,不可全拆开后一同更换;
c)松开着力架上的压紧螺栓,用专用的拔轴套将芯轴拔出,不能用
敲击的方法拆卸缓冲套。
八、润滑表。