824 零部件质量检验卡(范本)
机械零件质量检验报告表模板

机械零件质量检验报告表模板【中英文实用版】英文文档内容:Mechanical Part Quality Inspection Report TemplateIntroduction:This report template is designed to provide a comprehensive overview of the quality inspection process for mechanical parts.It includes essential details such as the part number, inspection date, and inspector"s name.The template also lists the specific criteria and standards that the parts are evaluated against, including dimensional accuracy, material specifications, and surface finish.sections:1.Part Identification:- Part Number: [Insert Part Number]- Description: [Insert Part Description]- Manufacturer: [Insert Manufacturer Name]- Lot/Serial Number: [Insert Lot/Serial Number]2.Inspection Date:- [Insert Inspection Date]3.Inspector"s Name:- [Insert Inspector"s Name]4.Inspection Criteria:- Dimensional Accuracy: [Insert applicable standards and tolerances]- Material Specifications: [Insert applicable material standards and requirements]- Surface Finish: [Insert applicable surface finish standards and requirements]- Other: [Insert any other relevant inspection criteria]5.Inspection Results:- [Insert detailed description of inspection results, including any deviations from the specified criteria]6.Conclusion:- [Insert conclusion statement regarding the overall quality of the parts]- [Insert any necessary recommendations or corrective actions]7.Signatures:- [Insert Inspector"s Signature]- [Insert Supervisor"s Signature]- [Insert Date]ote: This template can be customized to meet specific company or project requirements.中文文档内容:机械零件质量检验报告模板引言:本报告模板旨在提供关于机械零件质量检验过程的全面概述。
824 零部件质量检验卡(范本)

零部件质量检验卡
供货厂商:
图号:
供货数量:
名称:
抽样方案:GB/T2828.1-2003
抽检数量:
序
号
检验项目
规范及公差
特性分级
检
1
2
3
4
5
6
1
外观:铸造表面光滑,零件号正确清晰,与壳体法兰匹配
C
目测
2
基面平面度0.05
M
平板、塞尺
3
初始基准20+0.19-0.57
M
游标卡尺
4
∮38.4通孔,两端倒角4×45°
M
游标卡尺
5
2-∮22.23孔×深25+0.78+0.02
M
游标卡尺
6
3/4′(S-2)管螺纹
M
游标卡尺
7
3-1/2′-13UNC-2B螺纹
M
游标卡尺
8
6-∮11.5通孔及位置
M
游标卡尺
9
图注其余尺寸
按图示
M
游标卡尺
10
压力试验:压力值170Kpa,保压3分钟
C
专用检具
11
硬度试验
HBS170-21
C
HSB3000布氏硬度计
12
材质
HT200
C
快速分析仪全套
编制:
校对:
审核:
检验员:
日期:
更改级别:更改日期:特性分级:C-关键项目M-重要项目共页第页
机械零部件检验规范模板【范本模板】

机械零部件检验规范指导QC部门的日常工作工作的分派:●QC的检查工作由组长统一安排,分派,调控。
●QC组长在安排QC工作时,须具体分析工件的检查难度,并结合QC的工作经验加以考虑来分派。
●QC组长在分派QC工作时,应留意被分派的工件以往是否出现过质量问题,提醒QC注意,以防止相同的问题再次出现。
●QC工作时应注意力集中,认真负责。
如有疑问要及时反映,由组长实施指导。
●全检项:要求外观电镀色差相同,尺寸保持一致性。
●抽检项:批量<50PCS,抽检5件,关键件需全检。
●检验的依据及优先顺序:第一为物料承认书,第二为图纸,第三为本检验规范。
1)对照图纸要求之版本,是否与实物一致。
2)清点图纸要求之数量,是否与实际相符3)识别图纸要求之材料,是否与实物相符。
4)审查技术说明。
留意:是否有对称件。
不同类型的热处理、光洁度等对加工的要求.5)审核图纸的尺寸、形位公差、外观要求、光洁度等,决定检查方法,合理选用量具,保证检测质量。
6)QC按次序对工件进行检验,检完一个尺寸,作一个记号,不能漏检。
7)检出不良品,由组长或厂部确认是否返修,报废。
8)检验完毕签署检验记录,工件按要求进行清洗,清点包装,粘贴标识。
9)入库/出货.1)审图时注意图纸是否模糊不清、是否漏盖工艺章。
2)图纸数量理论上只许多不能少。
3)审核所有材料,避免错料,混料。
4)检查是否有漏加工之处.5)图纸要求热处理,氧化的,关注是否除锈,留量,堵孔,氧化淬火前的攻牙加工等。
6)留意零件与图纸其它不符之处,比如方向相反等。
1)外观检视条件-—视力:校正视力1.0以上—-目视距离:检查物距眼睛A级面40㎝,B、C距眼睛一臂远。
-—目视角度:45度~90度(检查时产品应转动)——目视时间:A级面15秒/面,B、C面10秒/面-—灯光:大于500LUX的照明度2)术语和定义●在使用过程中总能被客户看见的部分(如:面壳的正面和顶面,后壳的顶面,手柄,透镜,按键及键盘正面,探头整个表面等)。
主要零部件检验记录表
阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
零件自检报告模板
零件自检报告模板背景介绍为了确保产品质量,委托公司在制造过程中经常需要对零件进行自检。
自检的目的是确保零件符合规定的技术要求,以保证产品质量。
在自检过程中,制造工人需要填写自检报告,以记录每个步骤的细节和结果。
本文档旨在给工人提供一个零件自检报告的模板,以便记录自检细节和结果。
这个模板将包含具体的自检步骤和报告格式。
零件自检步骤以下是零件自检的步骤:1.确认零件名称和型号2.确认每个零件的数量3.检查零件的外观、尺寸和形状4.检查零件的重量、密度和硬度5.检查零件的表面处理和镀层6.测量零件的尺寸和形状7.进行必要的测试(例如压力测试、磨损测试等)8.检查检验结果是否符合要求自检报告格式以下是零件自检报告的格式:零件信息•零件名称:•型号:•数量:检查细节1.外观检查结果:___________2.尺寸和形状检查结果:___________3.重量检查结果:___________4.密度检查结果:___________5.硬度检查结果:___________6.表面处理和镀层检查结果:___________7.尺寸测量结果:___________8.形状测量结果:___________9.必要测试结果:___________结论•此次自检是否通过:___________•如未通过,请列出原因:___________•采取的措施:___________结语零件自检报告是确保产品质量的重要步骤。
如果制造工人在自检过程中记录细节和测试结果,他们可以确保产品达到预期的技术水平。
我们鼓励制造公司使用这个零件自检报告模板,并根据需要进行修改。
焊接备件检查员产品质量检验卡

Ⅲ、焊缝缺陷 (M:焊缝单边 N:焊缝气孔 O:焊缝外观不良 P:焊缝尺寸偏差)。
Ⅳ、涂胶缺陷(Q:漏胶 R:胶缝不连续 S:涂胶偏移 T:直径/长度不符)。
Ⅴ、螺柱焊缺陷(U:漏螺柱 V:螺柱虚焊 W:螺柱不垂直)。
说明:
1、检查合格(“√”);检查不合格填写缺陷代码;未检查(“/”)。
2、检查员根据当日生产量对照台次检查。
3、开启件必须全检。
Ⅰ
检查 员:
台次
检查时间 (时/ 分)
焊接备件检查员产品过程质量检验卡
生产日期: 总成名称/零件号
检查时间 (时/分)
总成名称/零件号
检查时间 (时/分)
总成名称/零件号
首件 中检 末检 10 20 30 40 50 70 90 110 130 150
台次
检查时间 (时/ 分)
总成名称/零件号
检查时间 (时/分)
总成名称/零件号
检查时间 (时/分)
20
30
40
50
70
90
110
130
150
缺陷代号:Ⅰ、零件装配外观( A:缺件 B:变形 C:错位 D: 缺边 E:开裂 F:包边不良)。
Ⅱ、焊点缺陷(G:虚焊 H:漏焊 I:焊偏 J:焊接飞溅/毛刺 K: 过烧/烧穿 L:变形)。
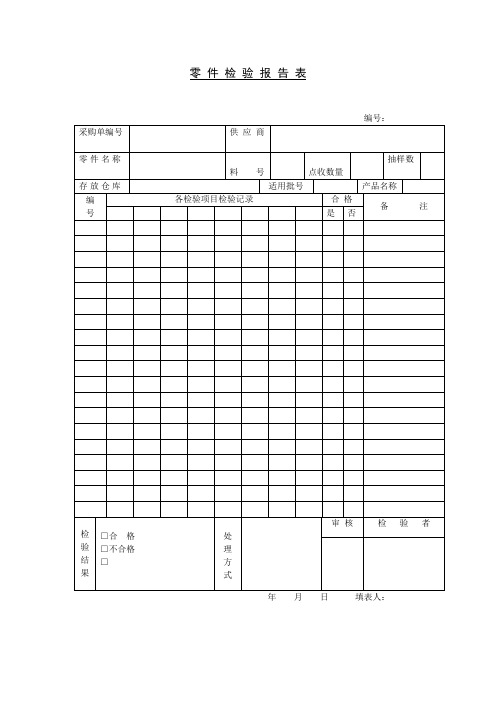
零件检验报告(表格模板、doc格式)
开放的课程观要求我们充分利用各种课程资源,创造性地使用教材。要注意联系本地区和学生的实际,关注社会中新的信息、学生生活中新的问题和现象,对教科书中提出的问题、预设的活动进行合理的拓展和延伸,及时、合理地调整教学目标,灵活有效地推进教学过程,增强教育的针对性点收数量
你喜欢“细节或者小节,往往最能体现一个人的品格”。所以,你性格开朗、活泼可爱,用乐观感染着周围的同学;你尊敬师长,关心集体,学习自觉,尽量做到让家长老师宽心。各科成绩不太拔尖,但平衡。如此可爱的学生,老师希望你能坚定信心,有迎难而上的勇气,争取学习成绩有大的突破。
抽样数
存放仓库
适用批号
产品名称
编号
各检验项目检验记录
零件检验报告表
编号:
采购单编号
供应商
组织者,支持者和参与者。我们的任务不再是讲解教科书,而是努力创设适宜的活动环境和条件,灵活多样地选用教学活动和组织形式,帮助学生去体验、去探究。为达成这样的目标,我们要放低姿态,与学生平等对话,倾听他们的需要;要尊重学生的体验和判断,不用既定的结论代替学生的
零件名称
合格
备注
是
否
检验结果
□合格
□不合格
□
处理方
式ቤተ መጻሕፍቲ ባይዱ
审核
检验者
年月日填表人:
零件检验表(表格模板、doc格式)

料号
供验项目
数量
检验项目
标准
抽样结果记录
及格数
1
2
3
4
5
6
结
果
审核
检验者
零件检验表
年月日编号:
采购单号
们的权利和个性发展,在基本的式非标准基础上,允许他们在多元价值中做出不同的选择;我们要尊重学生的差异,关注“边缘儿童”,对学生进行开放性的、发展性的、鼓励性的评价,帮助他们感受成长的逾越!3、梳理与时俱进的教师观新课程理念下的教师,是学生自主学习和探究活动的
1、树立综合的、开放的课程观综合的课程观要求我们走出以往的学科教学模式尤其是说教式德育模式,尊重学生的生活,根据其实际需要组织教学活动,引导他们在生活中饶有兴趣地学习、探究、体验,在学习中愉快地生活、成长,获取对社会的整体认识,形成自己的价值观和道德观。零件名称
检验卡片【范本模板】

批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第4页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
110
铣扁方
外协
扁方
a.尺寸
b.长度
c.对称度
9.80-0.1
3。5
0。06
0—150游标卡尺(0。02)
首、巡检3-5只
AQL=6。5
首、巡检3-5只
AQL=6。5
首、巡检3-5只
AQL=6.5
简图:
编制(日期)
审核(日期)
会签(日期)
批准(日期)
标 记
处 数
更 改 文 件 号
签 字
日 期
检 验 卡 片
产品型号
零件图号
产品名称
角磨
零件名称
芯轴
共6 页
第2页
工序号
工序名称
车间
检验项目
技术要求
检测手段
检验方案
检验操作要求
60
车长头
金工
1.外径
a。后轴承档
b.长度
c.倒角
d.表面粗糙度
2.外径
a.换向器档
b.长度
c.粗糙度
3。外径
a.铁芯档
b.长度
c.粗糙度
φ8。50-0.1
7
1*450
3。2
φ10.50-0.1
153.5
25
φ8.50—0。1
零部件检测报告模板

第_页 共_页 Page _ of_
零件名称/Part Name: 零件号码/Part Number: 图纸版本号/Drawing Rev.:
尺寸报告
材料报告
性能报告
Dimensional Report
Material Report
Functional Report
JTR-COP03-00-02
/Angle- Resistance Tester;I-粗糙度仪/Roughmeter;J-圆度仪/Roundness Tester;K-专用检具/Special Inspection Tool;L-其他/Others.
特殊
实测值(供应商)
实测值(盈智)
序 号 NO.
检测项目内容 (尺寸/材料/性能项目)Test Items
规范值 Apply for
modify Spec.
测量 工具 MEA Tool
Sample 1
Sample 2
Actual Value( )
有条件
Sample 3
Sample 4
批准
Sample 5
OK or NG
Approval With the Premise
允许修改 规范值 Allowed modify Spec.
供应商 Supplier
相关部门 Dept.
备注 Remark
供应商责任人/日期 Supplier Responsibility Signature/Date 测量工程师签字/日期
Measure engineer Signature/Date
产品工程师签字/日期 Product engineer Signature/Date
工程质量检测卡

□砼结构
□砌体
□粉刷 施工班组
□腻子
□墙漆 操作人
□
允许偏差
实测
检查人
检查时间
复核
工程质量检测卡
分项工程 施工部位 检查项目 垂直度/平整度 阴阳角方正 截面尺寸 净高/净宽 轴线
外墙上、下窗口偏移
□砼结构
□砌体
□粉刷 施工班组
□腻子
□墙漆 操作人
□
允许偏差
实测
检查人
检查时间
复核
样 板 验 收 牌
工程质量检测卡(填写示范)
分项工程 施工部位 检查项目 垂直度/平整度 阴阳角方正 截面尺寸 净高/净宽 轴线
外墙上、下窗口偏移
□砼结构
√ 砌体
□粉刷 施工班组 检查人 李 四
□腻子
□墙漆
□ 张 三 复核 赵 五
×栋×层×轴×~×段
××砌体
操作人
允许偏差 5/8
实测 5/7
检查时间 ×年×月×日
10 20
8 18
李×× 李××
×年×月×日 ×年×月×日
赵×× 赵××
工程质量检测卡
分项工程 施工部位 检查项目 垂直度/平整度 阴阳角方正 截面尺寸 净高/净宽 轴线
外墙上、下窗口偏移
□砼结构
□砌体
□粉刷 施工班组
□腻子
□墙漆 操作人
□
允许偏差
实测
检查人
检查时间
复核
工程质量检测卡
分项工程 施工部位 检查项目 垂直度/平整度 阴阳角方正 截面尺寸 净高/净宽 轴线
分部(部位)分 项(工序)名称 工 长 部 位
施工员Leabharlann 质检员监理
机械零部件检验规范模板

机械零部件检验规范指导QC部门的日常工作工作的分派:●QC的检查工作由组长统一安排,分派,调控。
●QC组长在安排QC工作时,须具体分析工件的检查难度,并结合QC的工作经验加以考虑来分派。
●QC组长在分派QC工作时,应留意被分派的工件以往是否出现过质量问题,提醒QC注意,以防止相同的问题再次出现。
●QC工作时应注意力集中,认真负责。
如有疑问要及时反映,由组长实施指导。
●全检项:要求外观电镀色差相同,尺寸保持一致性。
●抽检项:批量<50PCS,抽检5件,关键件需全检。
●检验的依据及优先顺序:第一为物料承认书,第二为图纸,第三为本检验规范。
1)对照图纸要求之版本,是否与实物一致。
2)清点图纸要求之数量,是否与实际相符3)识别图纸要求之材料,是否与实物相符。
4)审查技术说明。
留意:是否有对称件。
不同类型的热处理、光洁度等对加工的要求。
5)审核图纸的尺寸、形位公差、外观要求、光洁度等,决定检查方法,合理选用量具,保证检测质量。
6)QC按次序对工件进行检验,检完一个尺寸,作一个记号,不能漏检。
7)检出不良品,由组长或厂部确认是否返修,报废。
8)检验完毕签署检验记录,工件按要求进行清洗,清点包装,粘贴标识。
9)入库/出货。
1)审图时注意图纸是否模糊不清、是否漏盖工艺章。
2)图纸数量理论上只许多不能少。
3)审核所有材料,避免错料,混料。
4)检查是否有漏加工之处。
5)图纸要求热处理,氧化的,关注是否除锈,留量,堵孔,氧化淬火前的攻牙加工等。
6)留意零件与图纸其它不符之处,比如方向相反等。
1)外观检视条件——视力:校正视力1.0以上——目视距离:检查物距眼睛A级面40㎝,B、C距眼睛一臂远。
——目视角度:45度~90度(检查时产品应转动)——目视时间:A级面15秒/面,B、C面10秒/面——灯光:大于500LUX的照明度2)术语和定义●面,手柄,透镜,按键及键盘正面,探头整个表面等)。
●在使用过程中常常被客户看见的部分(如:面壳的左右侧面,底壳或后壳的左右侧面及背面等)。
检修质量检查卡片..

装置检修质量检查卡片1、动设备
高温离心泵检修质量检查卡片检修装置名称: 分项工程名称:施工单位:
离心压缩机检修质量检查卡片检修装置名称:分项工程名称:施工单位:
2、静设备
弹簧式安全阀检修质量检查卡片检修装置名称:分项工程名称:施工单位:
板式塔检修质量检查卡片
检修装置名称:分项工程名称: 施工单位:
管壳式换热器检修质量检查卡片检修装置名称:分项工程名称:施工单位:
通用阀门检修质量检查卡片检修装置名称: 分项工程名称:施工单位:
现场设备、管道焊接检修质量检查卡片检修装置名称: 分项工程名称: 施工单位:
3、表面工程
防腐检修质量检查卡片
检修装置名称: 分项工程名称:施工单位:
保温检修质量检查卡片
检修装置名称: 分项工程名称:施工单位:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
专用检具
11
硬度试验
HBS170-21
C
HSB3000布氏硬度计
12
材质
HT200
C
快速分析仪全套
编制:
校对:
审核:
检验员:
日期:
更改级别:更改日期:特性分级:C-关键项目M-重要项目共页第页
M
游标卡尺
4
∮38.4通孔,两端倒角4×45°
M
游标卡尺
5
2-∮22.23孔×深25+0.78+0.02
M
游标卡尺
6
3/4′(S-2)管螺纹
M
游标卡尺
7
3-1/2′-13UNC-2B螺纹
M
游标卡尺
8
6-∮11.5通孔及位置
M
游标卡尺
9
图注其余尺寸
按图示
M
游标卡尺
10
压力试验:压力值170Kpa,保压3分钟
零件号:
零部件质量检验卡
供货厂商:
图号:
供货数量:
名称:
抽样方案:GB/T2828.1-2003
抽检数量:
序
号
检验项目
规范及公差
特性分级
检具名称
检具编号
样品编号和检测结果
备注
1
2
3பைடு நூலகம்
4
5
6
1
外观:铸造表面光滑,零件号正确清晰,与壳体法兰匹配
C
目测
2
基面平面度0.05
M
平板、塞尺
3
初始基准20+0.19-0.57