125T-3200 电液伺服折弯机参数
DAS数控折弯机技术参数
D A S数控折弯机技术参数 Last revision date: 13 December 2020.设备技术文件设备名称:电液数控板料折弯机设备型号:ZYB-160T/3200—DA52S一、机器主要技术参数:二、数控系统:荷兰DELEM公司生产提供的DA62S数控系统集成的DA-62S数控系统,不仅可以应用扭轴同步折弯机控制,也可以应用电液同步折弯机控制。
基于四轴控制的面板式按装结构,既可以直接安装在电柜上,也可以安装在悬吊柜上;DELEM公司友好的用户界面和TFT真彩LED显示器的DA65,拥有了折弯机的所有基本功能;其独特的“快捷键”操作方式;提供快捷而简洁的操作过程;“Y”轴的角度编程;工作台挠度补偿功能及压力控制均作为标准配置。
基于最新技术的DA-62S,提供了稳定可靠的解决方案。
其配备的USB接口,极大地方便了产品和模具的快速备份。
DA-62S的特点:一页式参数编程;工作台挠度补偿功能;模具库选择;后挡料第二轴控制(可选);USB接口;先进的Y轴控制算法,即可闭环控制,也可控制开环阀;三、液压系统:1、液压阀:德国博士力士乐液压件;无堵油现像;2、台湾鼎基DZ密封件,具有耐高温,高耐磨性等优点3、油缸:济宁泰丰产,采用军工技术镀镍磷,具有耐磨及良好的自润滑性,油缸导套采用锌基耐磨合金。
4、液压泵:德国博士力士乐产,具有低噪音,使用寿命长等特点;5、数控模具:模具材料42CrMn,具有高强度和韧性,使用寿命长,折弯精度高,折弯精度在一度之内。
四、主要电气元件采用西门子公司产品;线路布局合理、简洁;五、机械部分:1、整机采用全钢焊接结构,振动消除应力,强度高,刚性好2、电液同步,精度高;滑块运行平稳、速度快;3、台湾产滚珠丝杆、直线导轨;重复定位精度高、无噪音;4、蜗轮、蜗带传动,低噪音;微调后挡料顶杆;挡料精度高;5、数控模具,快速装夹;确保装卸模具安全、快捷。
6、工作台有液压补偿缸装置;确保折弯工件的直线度高。
电液伺服折弯机数控系统操作手册教材
电液伺服折弯机数控系统操作手册1、系统应用说明 (2)2、工况模式说明 (2)3、开机操作和找参考点 (4)4、操作权限说明 (5)5、页面说明 (5)5.1 编程页面 (5)5.2 主菜单页面 (10)5.3 产品目录 (11)5.4 模具目录 (12)5.5 模具编制 (13)5.6 轴数据编辑 (15)5.7 机床参数 (16)5.8 数据传送 (23)5.9 系统用户管理 (23)5.10 机床参数页面 (19)5.10 诊断页面 (24)1、系统应用说明电液同步数控折弯机系统。
2、工况模式说明系统有4种工况状态:编程,手动,半自动和自动。
屏幕右上角为信息提示框,在不同模式下不同操作时会有相应的信息提示或者报警提示。
编程模式:系统开机时处于编辑产品页面,并且处于编程模式。
在该模式下用户可进行产品,模具和机床参数的编辑。
此时机床不能动作。
手动模式:机床调试时常用模式,用户可操作某个轴单独运行,以下以手动移动X轴为例,按“手动”键,进入手动页面点击“X”,选择X轴按“+”或“+ +”,X轴将往加计数方向(后)运行,按“—”或“——”将往减计数方向(前)运行,“+ +”和“——”为快速,“+”和“—”为慢速。
速度大小由轴参数决定。
当轴当前值超过最小极限值时,轴将不能朝减计数方向移动,但可以朝加计数方向移动。
当轴当前值超过最大极限值时,轴将不能朝加计数方向移动,但可以朝减计数方向移动。
伺服轴X轴和R轴手动只能单轴操作,不能同时移动两个或两个以上的伺服轴。
滑块手动操作使用外部的脚踏开关。
踩“脚踏下”时,滑块慢下,踩“脚踏上”时,滑块返程。
滑块下行为减计数方向,上行为加计数方向。
自动模式:机床正常工作时状态。
当编好产品后,系统从编程模式切换到自动模式时,页面出现安全对话信息:确认油泵、模具等外部信息无误后,点击“确认”键,系统进入“自动”模式页面:按“启动”键,各伺服轴(包括机械补偿轴)将自动定位到目标值,所以轴到位后踩下“脚踏下”开关,滑块开始下行(大致分快下,慢下和返程阶段),第一个折弯结束后,工步自动转换,页面自动切换到第二个弯头,等待第二次的脚踏开关信号。
电液伺服同步数控折弯机机床参数
电液伺服同步数控折弯机机床参数1. 什么是电液伺服同步数控折弯机?嘿,朋友们,今天我们聊聊电液伺服同步数控折弯机!听起来复杂,但其实就是一种高科技的折弯机,能帮你把金属板折得像纸一样轻松。
你想想,原本硬邦邦的金属,经过这台机器,瞬间就能变成各种你想要的形状,真是太神奇了!不过,光有机器可不行,咱们还得了解它的参数,才能充分发挥它的威力。
1.1 机床的基本参数首先,电液伺服同步数控折弯机的参数中,最重要的就是它的工作能力。
一般来说,机床的最大折弯力是衡量它实力的一个重要指标。
比如,有些机床的最大折弯力能达到几百吨,简直就像是钢铁巨人一样,咕噜咕噜一声,金属板就能乖乖听话,折弯成你想要的形状。
而这得益于它那精确的伺服系统,能让每一次的折弯都恰到好处,丝毫不马虎。
1.2 工作行程和折弯长度说完了折弯力,我们再来聊聊工作行程和折弯长度。
这些参数就像机器的“身高体重”,直接影响到它的使用效果。
工作行程决定了折弯机能折多高,而折弯长度则是看它能处理多宽的金属板。
你想想,如果你要折一个大长条,没个足够的宽度,那可真是头疼死了!所以,选择合适的机床,得考虑到这些参数,确保它能胜任你的工作。
2. 伺服系统的重要性接下来,咱们聊聊伺服系统。
这个小家伙可是电液伺服同步数控折弯机的“脑袋”,它负责控制折弯的精度和速度。
想象一下,如果没有这个系统,折弯就像一场没有指挥的乐队,结果可想而知,可能就变成了“噪音”而已!有了伺服系统,机器的反应速度快得让你咋舌,折弯的时候简直就像是在跳舞,优雅而精确。
2.1 精度与效率谈到伺服系统,自然要提到精度与效率。
一个优秀的伺服系统能让折弯机的精度达到±0.01毫米,哇塞,这精度可真是高得吓人!你要知道,这可比你用手工折的要精确多了。
还有,效率也是不容小觑的,机器的反应快,工作效率就高,完成任务的速度也随之提升,省时省力,真是一举两得。
2.2 维护与保养不过,伺服系统虽然厉害,但也需要好好“照顾”哦!定期维护是必须的,像是给它“体检”,避免出现小毛病,影响工作效率。
折弯机参数及图片

(1000T~~~3000T/13000大型电液伺服折弯机实物图片)机器特性及基本配置和技术参数设备名称:液压板料折弯机技术参数:--(注:机床参数及配置如需变动敬请另外说明,作为合同附件)控制系统配置说明简介:1:采用双油缸控制滑块上下运动,2:采用机械式扭力同步,3:配国内显数器装置.....,4:配正泰或西门子低压电器,5:配国内名牌液压集成系统,6:配旋转编码器反馈计数,7:配进口密封圈,8:配机床后挡料的基本配置:普通电机、普通丝杆和光杆、后挡料链轮传动控制后档料运动,9:配标准上下模具,10:配前托料架。
一、主要零件配套厂家1.液压系统 ------------ 江苏运盛液压件2.密封元件 --------- 日本NOK公司3.油泵 --------- 江苏鼎源高压油泵4.电器元件 --------- 中国正泰集团5.油缸 --------- 江苏建湖6.电机--------------- 安徽双塔电机7.定位系统--------------- 香港三源数控二、机器的用途本机器对折弯金属板料具有较高的劳动生产率和较高的工作精度,采用不同形状的上下模具,可折弯成各种形状工件,滑块行程一次即可对板料进行一次折弯成形,经过多次折弯即可获得较复杂形状的工件,当配备相应的装备后,还能作冲孔用。
1、整机采用全钢焊接结构,振动消除应力,强度高,刚性好;2、机械挡块、扭轴强迫同步,精度高;3、高精度丝杆;重复定位精度高、低噪音;4、双机联动可折六米长板料;还可单机使用,折短板料,节能高效;三、产品外形结构1.运用UG(有限元)分析方法,经计算机辅助优化设计,外形美观。
2.机器采用钢板焊接结构,具有足够的强度和刚度,液压传动保证工作时不致因板料厚度变化或下模“V”形槽选择不当而引起严重超载事故,此外本机器具有工作平稳,操作方便、噪音小、安全可靠等特点。
3.油缸中设有机械挡块,确保滑块行至下死点的重复定位精度,以保证批量生产时折弯角度的一致性。
数控折弯机技术参数设置调整教程【步骤】

数控系统折弯机一般系统都不需进入参数要设置,厂家都已经配置好了。
只有在个人操作习惯、调间隙等情况出现时才会调节参数。
如果要进行参数设置,也不是个人操作,而需送至生产产家进行参数重置,否则会出现故障。
数控折弯机主要技术参数序号项目参数值单位备注1 公称压力800 KN2 工作台长度2500 mm3 工作台高度850 mm4 滑块行程100 mm5 最大开启高度320 mm6 滑块行程调节量75 mm7 立柱间距1900 mm8 喉口深度320 mm9 滑块速度V工作=9mm/sV回=45mm/sV空=50mm/s10 主电机Y160M-6n==7.5KW11 油泵25MCY14-1Bq=25ml/rp=31.5Mpa12 系统最高压力21 Mpamm13 外形尺寸2500×1600×2270折弯机设计、制造验收标准按照国家下列标准设计:JB/T2257.1 《板料折弯机技术条件》GB/T14349 《板料折弯机精度》JB/T54363 《板料折弯机质量产品分等》数控折弯机性能特点:★机器采用全钢焊接结构,并经消除应力处理,精度保持长久。
★机器采用双油缸控制滑块上下运动结构。
★机器采用机械扭轴同步。
附:数控折弯机技术参数设置_折弯参数表:扩展资料:折弯机做为一种基础机械,它的保养措施如果做到位可以提高工作的效率还有折弯机本身的使用寿命,我们下面要介绍的就是数控折弯机保养内容:一、过滤器1.每次换油时,过滤器应更换或彻底清洗;2.油箱上的空气过滤器,每3个月进行检查清洗,最好1年更换。
3.机床有相关报警或油质不干净等其它过滤器异常,应更换;二、液压部件1.每月清洁液压部件(基板、阀、电机、泵、油管等),防止脏物进入系统,不能使用清洁剂;2.新机使用一个月后,检查各油管弯曲处有无变形,如有异常应予更换,使用两个月后,应紧固所有配件的连接处,进行此项工作时应关机,系统无压力。
三、液压油路1.每周检查油箱油位,如进行液压系统维修后也应检查,油位低于油窗应加注液压油;2.系统油温应在35℃~60℃之间,不得超过70℃,如过高会导致油质及配件的变质损坏。
DA52S数控折弯机技术参数

设备技术文件设备名称:电液数控板料折弯机设备型号:ZYB-160T/3200—DA52S一、机器主要技术参数:二、数控系统:荷兰DELEM公司生产提供的DA62S数控系统集成的DA-62S数控系统,不仅可以应用扭轴同步折弯机控制,也可以应用电液同步折弯机控制。
基于四轴控制的面板式按装结构,既可以直接安装在电柜上,也可以安装在悬吊柜上;DELEM公司友好的用户界面和TFT真彩LED显示器的DA65,拥有了折弯机的所有基本功能;其独特的“快捷键”操作方式;提供快捷而简洁的操作过程;“Y”轴的角度编程;工作台挠度补偿功能及压力控制均作为标准配置。
基于最新技术的DA-62S,提供了稳定可靠的解决方案。
其配备的USB接口,极大地方便了产品和模具的快速备份。
DA-62S的特点:一页式参数编程;工作台挠度补偿功能;模具库选择;后挡料第二轴控制(可选);USB接口;先进的Y轴控制算法,即可闭环控制,也可控制开环阀;三、液压系统:1、液压阀:德国博士力士乐液压件;无堵油现像;2、台湾鼎基DZ密封件,具有耐高温,高耐磨性等优点3、油缸:济宁泰丰产,采用军工技术镀镍磷,具有耐磨及良好的自润滑性,油缸导套采用锌基耐磨合金。
4、液压泵:德国博士力士乐产,具有低噪音,使用寿命长等特点;5、数控模具:模具材料42CrMn,具有高强度和韧性,使用寿命长,折弯精度高,折弯精度在一度之内。
四、主要电气元件采用西门子公司产品;线路布局合理、简洁;五、机械部分:1、整机采用全钢焊接结构,振动消除应力,强度高,刚性好2、电液同步,精度高;滑块运行平稳、速度快;3、台湾产滚珠丝杆、直线导轨;重复定位精度高、无噪音;4、蜗轮、蜗带传动,低噪音;微调后挡料顶杆;挡料精度高;5、数控模具,快速装夹;确保装卸模具安全、快捷。
6、工作台有液压补偿缸装置;确保折弯工件的直线度高。
六、验收:1、验收方式:设备在供方完工后在供方进行设备验收。
2、验收标准:按国标GB-T14349-93《板料折弯机精度》和JB2257.1《折弯机技术条件》,及技术协议所制定的《验收大纲》执行。
电液折弯机的必要配置
电液折弯机的必要配置电液折弯机是机械加工中常用的一种设备,主要用于对金属板材的深度折弯加工。
其核心组成部分是电液伺服系统,因此必要配置不仅包含机床本身的结构和功能,还包括电液伺服系统的基本组成及其选型。
1.机床结构和性能:首先需要考虑的是电液折弯机的机床结构和性能。
机床的结构和性能决定了其操作精度和加工效率,其中涉及到机床的钢制机身、上段操纵系统、下段液压系统、电器控制系统等重要部分。
一般情况下,机床结构要求刚性强、稳定性好、精度高;性能要求操作简便、耗能低、加工精度高。
2.电液伺服系统:这是电液折弯机的核心模块,主要由油源系统、液压系统、控制系统组成。
油源系统提供所需的液压油,液压系统是折弯加工的关键部分,负责对金属板材施加顶压和侧压力,确保加工精度和产量;控制系统主要负责对电液伺服系统进行精细调节和监控。
3.折具:在进行金属板材的折弯加工时,需要使用适合的折具。
这些刀具一般由上模、下模、左右导柱等部分构成,具有不同的长度、形状和角度。
折具的选用要根据所需折弯角度和板材厚度等实际情况来进行选择。
4.夹具系统:夹具系统是将金属板材固定在折弯机工作台上的承载部件。
必要的特殊夹具可加强对工件的固定、保证加工精度,减少材料浪费和工时的浪费。
5.液压套管:这是折弯机液压系统中的一种关键组成,主要用于将金属板材进行弯曲,保证其稳定性和加工精度。
液压套管需要采用耐磨、高温、耐用、耗电低、操作方便等特性的材料制造。
6.润滑系统:润滑系统主要是用于折弯机各个部件之间的摩擦力的减少,保证加工精度和机床寿命等。
它可以有效地减小机床工作时所产生的噪音,并通过增强机床对金属板材的切削、钳紧和加工质量等方面的控制,来保证加工效率。
7.安全门及保护装置:安全门和保护装置是非常重要的一部分,旨在保护操和机床不受损伤,电液折弯机这一类加工设备中都配置了相关的安全门及保护装置,如:安全锁、两手操作、机床地脚螺丝、手动开关等等,确保操作人员的安全和生产环境的安全。
折弯机液压系统参数计算
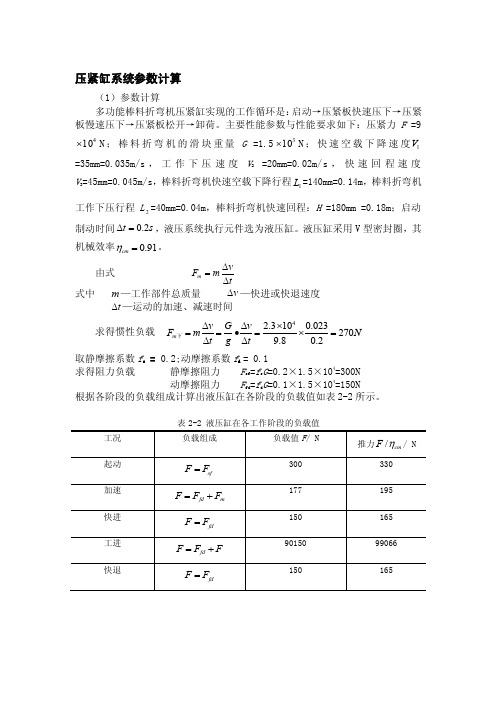
压紧缸系统参数计算(1)参数计算多功能棒料折弯机压紧缸实现的工作循环是:启动→压紧板快速压下→压紧板慢速压下→压紧板松开→卸荷。
主要性能参数与性能要求如下:压紧力F =9410⨯N ;棒料折弯机的滑块重量G =1.5310⨯N ;快速空载下降速度1V =35mm=0.035m/s ,工作下压速度V 2 =20mm=0.02m/s ,快速回程速度V 3=45mm=0.045m/s ,棒料折弯机快速空载下降行程1L =140mm=0.14m ,棒料折弯机工作下压行程L 2=40mm=0.04m ,棒料折弯机快速回程:H =180mm =0.18m ;启动制动时间s t 2.0=∆,液压系统执行元件选为液压缸。
液压缸采用V 型密封圈,其机械效率0.91cm η=。
由式 m vF mt∆=∆ 式中 m —工作部件总质量 v ∆—快进或快退速度t ∆—运动的加速、减速时间求得惯性负载 42.3100.0232709.80.2m v G v F m N t g t ∆∆⨯==∙=⨯=∆∆下取静摩擦系数f s = 0.2;动摩擦系数f d = 0.1求得阻力负载 静摩擦阻力 F sf =f s G =0.2×1.5×104=300N动摩擦阻力 F fd =f d G =0.1×1.5×104=150N根据各阶段的负载组成计算出液压缸在各阶段的负载值如表2-2所示。
表2-2 液压缸在各工作阶段的负载值图2-2 负载图 图2-3 速度图(2)确定系统主参数,绘制液压缸的工况图(如图2-2和图2-3)1)工作压力p 的确定工作压力p 可根据负载大小及机器的类型来初步确定,现参阅《液压系统设计简明手册》的表2-1取液压缸工作压力p 1=6Mpa 2)压紧缸主要尺寸的确定折弯机滑块做上下直线往复运动,且行程较小,故可选单杆液压缸作执行器(取缸的机械效率ηcm =0.91)将液压缸的无杆腔作为主工作腔,考虑到液压缸下行时,滑块自重采用液压方式平衡,则可计算出液压缸无杆腔的有效面积 A 1 =1maxp F cm η = 0.018m 2 液压缸内径D =π14A =0.15m =150mm按表2-3GB2348-80,取标准值D =160mm=16cm表2-3 液压缸内径尺寸系列 (GB2348-80) (mm)v 3/v 1=D 2/ (D 2-d 2)=45/35=1.29 d =75.9mm,按表2-4GB2348-80,取标准值d =80mm表2-4 活塞杆直径系列 (GB2348) (mm)则: 液压缸的无杆腔实际有效面积为A 1=πD 2/4 =3.14216⨯/4=201 cm 2 有杆腔的实际有效面积为A 2 =π(D 2-d 2)/4=π(162-82)/4=151 cm 2根据不同工作循环下不同的计算公式得出各执行元件的工况如表2-5所示。
折弯机折弯参数表
折弯机折弯参数表
更新日期:XXXX年XX月XX日
本文档旨在提供折弯机折弯参数表的完整指南。
折弯机是一种用于金属加工的设备,通常用于将金属板材折弯成所需形状。
以下是常见的折弯参数及其说明:
1.材料参数:
-材料类型:金属板材的材料类型,如钢、铝、不锈钢等。
- 板材厚度:金属板材的厚度,通常以毫米(mm)为单位。
-材料硬度:金属板材的硬度,通常以HB(霍氏硬度)或HRC(洛氏硬度)表示。
2.折弯角度参数:
-弯曲角度:折弯过程中所需的角度,通常以度(°)为单位。
- 弯曲半径:折弯过程中所需的半径,通常以毫米(mm)为单位。
- 弯曲长度:折弯过程中所需的长度,通常以毫米(mm)为单位。
3.机器参数:
-机器类型:指折弯机的类型,如手动折弯机、液压折弯机等。
-机器规格:机器的规格和尺寸,如折弯长度、最大压力等。
-模具参数:模具的规格和尺寸,如模具宽度、模具高度等。
4.工艺参数:
- 折弯速度:机器进行折弯的速度,通常以毫米/秒(mm/s)为单位。
-折弯压力:机器施加在金属板材上的压力,通常以千牛(kN)为单位。
-折弯次数:机器进行折弯的次数。
5.其他参数:
-加热温度:对于一些特殊材料,可能需要预加热以提高可加工性。
加热温度通常以摄氏度(℃)为单位。
-冷却时间:对于一些特殊材料,可能需要在加工后进行冷却以消除
应力。
本文档的目的是提供一个快速参考,因此并未详尽涵盖所有可能的参数。
在实际操作中,建议参考机器的使用手册以获取更详细的参数信息。
63T-2500 电液伺服折弯机参数
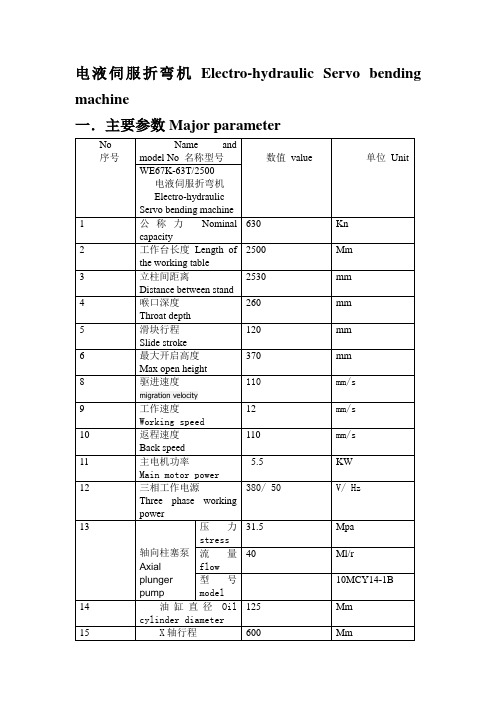
电液伺服折弯机Electro-hydraulic Servo bending machine一.主要参数Major parameter二、供货范围:Suply itmes:1. 电液伺服折弯机一台(含标准模具一套)Electro-hydraulic Servo bending machine one set(including standard tooling one set)2.DA65W数控系统一套(带数控专用吊臂)DA65W digital control system on set ( with digital control exclusive crane arm)三.本机优势Advantage1.主机控制轴Main engine control shaft1) Y1、Y2轴为滑块行程控制轴,用来控制折弯角度。
在机床两端装有两个光栅尺(Y1-Y2),它们用来测定滑块与工作台的确切位置;光栅尺与工作台相连接,这样立柱弹性变形不会影响滑块的定位。
滑块位移数据立即反馈到数控系统,它便可以测算出输出伺服阀控制信号。
Y1,Y2 shaft is to control stroke of slider, and to control bending angle.The 2 ends of the machine are equipped with 2 grating ruler(Y1-Y2) to measure the exact position of slide and the table; the ruller are connected with the table, sothat elastic deformation of the stand would not effect the positioning of slide. The data of slider go back to control system immediately, and come out of output servo valve control signal.2) X轴为后挡料控制轴,用来控制折弯翻边尺寸。
电液伺服折弯机数控系统操作手册
电液伺服折弯机数控系统操作手册1、系统应用说明 (2)2、工况模式说明 (2)3、开机操作和找参考点 (4)4、操作权限说明 (5)5、页面说明 (5)5.1 编程页面 (5)5.2 主菜单页面 (10)5.3 产品目录 (11)5.4 模具目录 (12)5.5 模具编制 (13)5.6 轴数据编辑 (15)5.7 机床参数 (16)5.8 数据传送 (23)5.9 系统用户管理 (23)5.10 机床参数页面 (19)5.10 诊断页面 (24)1、系统应用说明电液同步数控折弯机系统。
2、工况模式说明系统有4种工况状态:编程,手动,半自动和自动。
屏幕右上角为信息提示框,在不同模式下不同操作时会有相应的信息提示或者报警提示。
编程模式:系统开机时处于编辑产品页面,并且处于编程模式。
在该模式下用户可进行产品,模具和机床参数的编辑。
此时机床不能动作。
手动模式:机床调试时常用模式,用户可操作某个轴单独运行,以下以手动移动X轴为例,按“手动”键,进入手动页面点击“X”,选择X轴按“+”或“+ +”,X轴将往加计数方向(后)运行,按“—”或“——”将往减计数方向(前)运行,“+ +”和“——”为快速,“+”和“—”为慢速。
速度大小由轴参数决定。
当轴当前值超过最小极限值时,轴将不能朝减计数方向移动,但可以朝加计数方向移动。
当轴当前值超过最大极限值时,轴将不能朝加计数方向移动,但可以朝减计数方向移动。
伺服轴X轴和R轴手动只能单轴操作,不能同时移动两个或两个以上的伺服轴。
滑块手动操作使用外部的脚踏开关。
踩“脚踏下”时,滑块慢下,踩“脚踏上”时,滑块返程。
滑块下行为减计数方向,上行为加计数方向。
自动模式:机床正常工作时状态。
当编好产品后,系统从编程模式切换到自动模式时,页面出现安全对话信息:确认油泵、模具等外部信息无误后,点击“确认”键,系统进入“自动”模式页面:按“启动”键,各伺服轴(包括机械补偿轴)将自动定位到目标值,所以轴到位后踩下“脚踏下”开关,滑块开始下行(大致分快下,慢下和返程阶段),第一个折弯结束后,工步自动转换,页面自动切换到第二个弯头,等待第二次的脚踏开关信号。
MB8-100-3200折弯机配置
MB8-100-3200折弯机配置MB8-100×3200型数控电液伺服同步折弯机简介及配置扬⼒集团江苏扬⼒数控机床有限公司⼀、技术参数1.公称⼒ kN 10002.折弯长度 mm 32003.⽴柱间距离 mm 27004.喉⼝深度 mm 4005.滑块⾏程 mm 2006.⼯作台⾼度 mm 8007.⼯作台宽度 mm 2008.最⼤开启⾼度 mm 4809.滑块空载速度 mm/s 10010.滑块⼯作速度 mm/s 811.补偿油缸数量个 312.控制轴数轴 3+113.后挡料X轴⾏程 mm 500后挡料X轴速度 mm/s 20014.外形尺⼨ mm 3500×1650×2540⼆、技术特性1.双缸同步控制系统,采⽤电液伺服阀同步控制,控制精度⾼,折弯精度、重复定位精度⾼,从⽽使机器的偏载成为可能。
2.采⽤液压凸形⾃动补偿系统,解决滑块在折弯过程中的变形对⼯件质量的影响。
补偿量由数控系统⾃动调整,⽅便精确。
3.采⽤功能齐全的后挡料机构,可选控制多个后挡料轴。
4.机⾝采⽤钢板焊接,整机经回⽕处理,保证了机⾝的刚性和加⼯精度。
5.液压系统采⽤集成式控制系统,减少管路安装,采⽤进⼝密封圈,提⾼了机床的⼯作稳定性,外形美观简洁。
6.备有可分段上模,可按⼯件的要求拼装成⼀定的长度,以适应特殊⼯件的加⼯需要,上模采⽤安全沟结构(欧洲标准),下模采⽤整体式多槽结构。
7.数控系统采⽤荷兰DELEM公司的DA65W系统。
8.机⾝两侧装有C型板,⾼精度光栅尺安装在C型板上,从⽽避免了折弯时机⾝变形对折弯精度的影响。
9.成套进⼝的密封圈,克服漏油现象。
三、主要进⼝配置清单结合最新计算机发展技术的DA65W数控系统,保持原De le m智能模块化结构,率先采⽤实时W ind ows?嵌⼊式操作系统,实现电液伺服折弯机的⾃动控制。
实时W ind ows?操作系统与折弯机应⽤程序的核⼼捆绑,保证在瞬间关机和频繁开关情况下,系统仍能稳定、可靠⼯作。
折弯机折弯参数表
折弯机折弯参数表折弯机是一种用于将金属板材进行折弯加工的设备,通常应用于制造业中的金属制品加工过程中。
折弯机操作简单、效率高、精度高,能够满足不同形状、尺寸的金属板材加工需求。
以下是折弯机折弯参数表的详细内容:1.折弯机型号:折弯机的型号是其标识和区分的重要指标,常见的型号有WC67Y、WC67K、WE67K等。
2.最大折弯力:也称为压力或者弯曲力,指的是折弯机最大能够施加在工件上的力,通常以吨(T)为单位。
3. 最大折弯长度:指的是折弯机能够处理的最大金属板材长度,通常以毫米(mm)为单位。
4. 最大开口高度:指的是折弯机上模具之间的最大距离,也是折弯机能够处理的最大金属板材高度,通常以毫米(mm)为单位。
5. 滑块行程:指的是折弯机滑块上下运动的行程,也是控制折弯角度的重要参数,通常以毫米(mm)为单位。
6. 折弯角度:指的是金属板材在折弯机上弯曲的角度,可以用度(°)或弧度(rad)表示。
7.数控系统:折弯机通常配备数控系统,用于控制机床的运动参数、位置精度和操作便捷性,常见的数控系统有国内的ESTUN、TLC等以及国外的DELEM、ESA等。
8.机械传动方式:折弯机的机械传动方式主要有液压和机械两种,液压传动具有速度快、力度大、稳定性好等优点,机械传动主要是通过齿轮和曲柄机构实现。
9.后挡料系统:折弯机通常配备后挡料系统,用于定位和控制金属板材的位置,以确保折弯的精确度和一致性。
10. 定位精度:指的是折弯机在定位和加工过程中的精度要求,通常以毫米(mm)或百分比(%)表示。
11.工作台长度:指折弯机的工作台长度,它决定了折弯机可以同时加工的金属板材数量。
12.控制方式:折弯机可以采用脚踏开关、按钮开关、液压控制台等方式进行操作和控制。
13.安全装置:折弯机通常配备紧急停止开关、防护罩、光幕等安全装置,以确保操作人员和设备的安全。
以上是折弯机折弯参数表的详细内容,折弯机的参数表可以根据实际需求进行调整和完善,以满足不同的加工需求。
电液伺服折弯机数控系统操作手册资料
电液伺服折弯机数控系统操作手册1、系统应用说明 (2)2、工况模式说明 (2)3、开机操作和找参考点 (4)4、操作权限说明 (5)5、页面说明 (5)5.1 编程页面 (5)5.2 主菜单页面 (10)5.3 产品目录 (11)5.4 模具目录 (12)5.5 模具编制 (13)5.6 轴数据编辑 (15)5.7 机床参数 (16)5.8 数据传送 (23)5.9 系统用户管理 (23)5.10 机床参数页面 (19)5.10 诊断页面 (24)1、系统应用说明电液同步数控折弯机系统。
2、工况模式说明系统有4种工况状态:编程,手动,半自动和自动。
屏幕右上角为信息提示框,在不同模式下不同操作时会有相应的信息提示或者报警提示。
编程模式:系统开机时处于编辑产品页面,并且处于编程模式。
在该模式下用户可进行产品,模具和机床参数的编辑。
此时机床不能动作。
手动模式:机床调试时常用模式,用户可操作某个轴单独运行,以下以手动移动X轴为例,按“手动”键,进入手动页面点击“X”,选择X轴按“+”或“+ +”,X轴将往加计数方向(后)运行,按“—”或“——”将往减计数方向(前)运行,“+ +”和“——”为快速,“+”和“—”为慢速。
速度大小由轴参数决定。
当轴当前值超过最小极限值时,轴将不能朝减计数方向移动,但可以朝加计数方向移动。
当轴当前值超过最大极限值时,轴将不能朝加计数方向移动,但可以朝减计数方向移动。
伺服轴X轴和R轴手动只能单轴操作,不能同时移动两个或两个以上的伺服轴。
滑块手动操作使用外部的脚踏开关。
踩“脚踏下”时,滑块慢下,踩“脚踏上”时,滑块返程。
滑块下行为减计数方向,上行为加计数方向。
自动模式:机床正常工作时状态。
当编好产品后,系统从编程模式切换到自动模式时,页面出现安全对话信息:确认油泵、模具等外部信息无误后,点击“确认”键,系统进入“自动”模式页面:按“启动”键,各伺服轴(包括机械补偿轴)将自动定位到目标值,所以轴到位后踩下“脚踏下”开关,滑块开始下行(大致分快下,慢下和返程阶段),第一个折弯结束后,工步自动转换,页面自动切换到第二个弯头,等待第二次的脚踏开关信号。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电液伺服折弯机Electro-hydraulic Servo bending machine一.主要参数Major parameter二、供货范围:Suply itmes:1. 电液伺服折弯机一台(含标准模具一套)Electro-hydraulic Servo bending machine one set(including standard tooling one set)2.DA65W数控系统一套(带数控专用吊臂)DA65W digital control system on set ( with digital control exclusive crane arm)三.本机优势Advantage1.主机控制轴Main engine control shaft1) Y1、Y2轴为滑块行程控制轴,用来控制折弯角度。
在机床两端装有两个光栅尺(Y1-Y2),它们用来测定滑块与工作台的确切位置;光栅尺与工作台相连接,这样立柱弹性变形不会影响滑块的定位。
滑块位移数据立即反馈到数控系统,它便可以测算出输出伺服阀控制信号。
Y1,Y2 shaft is to control stroke of slider, and to control bending angle.The 2 ends of the machine are equipped with 2 grating ruler(Y1-Y2) to measure the exact position of slide and the table; the ruller are connected with the table, sothat elastic deformation of the stand would not effect thepositioning of slide. The data of slider go back to control system immediately, and come out of output servo valve control signal.2) X轴为后挡料控制轴,用来控制折弯翻边尺寸。
X轴是选用进口的伺服电机通过同步齿形带轮驱动滚珠丝杆运动。
两挡料爪在运动中始终保持同步。
传动平稳,精度高,噪声低。
X shaft is for back gauge to control bending turnup dimension.The theory is to drive ball screw via simultaneous gear belt which is run by imported servo motor. The 2 material carrier claw keep alwayssynchroniztion in movment, the transmission are stable, precise andwith little noise.3)V轴为加凸控制轴,用来补偿工作台和滑块在受载时的弹性变形。
V shaft is to make up the elastic deformation while the table and slider are loading.采用独特的加凸工作台设计及制造技术,可形成一组理想的加凸曲线,在全长上实现完美的补偿,以抵消滑块和工作台在受力状态下的变形,提高制件质量。
Apply unique raised working table design and facrication technique, a group and perfect raising curve is avail with it, and to realize perfect comensation all the way, to counteract deformation of the slider and table in impact, improve quality of the finished piece.4)R轴控制轴, R轴带两个后挡料升降挡指,可调升降,上下自由运动,实现高难度工件折弯R control shaft, has 2 back gauge up/down finger to adjust vertical direction, and to move freely up or down, it is to realize bending of material with high difficulty.5)Z轴控制轴, 控制后挡料挡指的左右运动,实现宽度不一致的异型工件折弯Z control shaft is to control left/right movment of the back gauge finger, to realize bending of special material with different width.6).可直接输入角度,实现多次连续折弯,操作简单轻松The angle could input directly to realize repeated bending, operation easy and convenient.7).进口滚珠丝杠,进口直销导轨Imported ball screw, imported straight lead rail.8).进口的同步轮,同步带Imported synchronizing wheel, imported synchronizing tape.9).两个进口的伺服电机驱动(Y轴和X轴),折弯精度和速度最大化提高Two imported server motor driver (Y axis and X axis), bending accracy and speed is imporved.10).精度高的同时大大提高折弯速度,工作效率更高Besides precision, the speed is largely increased, higher efficiency.2.液压系统 Hydraulic system1) 采用国BOSCH公司折弯机同步专用控制系统,能得到及极高的同步控制精度。
液压系统有超负荷溢流保护,安全可靠。
Apply BOSCH Company, Germany control system exclusively for shearing machine, enable the machine with very high control precision. The hydraulic system has overload flow protetion, safty and assuring.2) 油泵选用日本NACHI公司高压内齿泵可承受高压,噪音低。
The oil pump is high pressure internal gear pump from NACHI company, Japan,could sustain high pressure and with low noise.3) 油缸:45#钢调质处理,内孔精镗、珩磨。
Oil cylinder: Material is 45# steel with tempering treatment, the inner hole is refined boning bore.4) 活塞:45#钢调质处理,外圆镀铬、精磨、振动磨削(超精磨削)。
Valve: Material is 45# steel with tempering treatment,the round surface are chroming, vibrate grinding (Supergrinding)5)密封圈选用德国MERKEL公司,密封性能好,工作可靠,寿命长。
The seal ring, we select MERKEL company, Germany, good sealing, assuring and long performance life.6)有清晰直观的油位高度。
Visual and clear oil level.7)液压系统分粗、精两级过滤,过滤精度高。
The hydraulic system are serparate into rough, refined 2 stage filter, high filter precision.3.滑块 Slide1)上动式折弯设计,工作平稳、操作方便、安全。
Up mobile type bending design, stability at working, easy and safe in operation.2)在下死点有保压延时功能,确保工件精度。
The bottom dead point has pressure maintain and postpone function to ensure accuracy of the workpiece.3)滑块行程大,两侧平行公差0.02mm。
Large stroke, parrellel tollerance at 2 sides is 0.02mm4)在国家相关标准条件下,折弯角度精度可达30ˊ.The bending accuracy could reach 30ˊ under national standard condition.5)有慢速回升控制的功能,操作者能更好地控制工件。
With low speed elevated control function for better control of the workpiece. 6) 选择Y轴控制状态,操作电子手轮能使滑块向上(向下)任意移动;Choose Y axis control, the electronic control wheel could move the slide up and down freely.4.电气控制系统Electronic control system1)关键电气元件采用国外进口件,符合国际标准,安全可靠,寿命长,抗干扰能力强,电控柜有散热功能。
The key electronic parts are imported, follow international standard, safty and assuring, long performance life, anti intererence, and the electronic control cabinet has heat release function.2)附带可移动的脚踏操作站,有紧急停机功能。