塑胶产品成型常见缺陷 ppt课件
合集下载
塑胶件的24种常见不良缺陷图片PPT课件
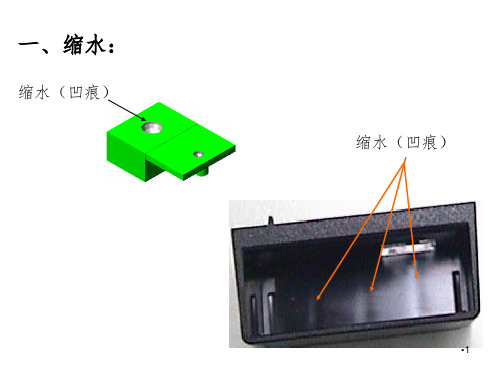
一、缩水:
缩水(凹痕)
缩水(凹痕)
•1
二、气纹:
气纹
•2
三、缺料(走胶不足):
走胶不足
缺料
•3
四、水口不平:
水口不平
•4
五、披锋(毛边):
披锋
夹线(结合线)
•6
七、黑点:
黑点NG!
•7
八、变形:
平面中间拱起变形
柱子弯曲变形
•8
九、混色(异色):
混色
混色(杂色料)
上盖色偏哑
下盖色偏亮
•19
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
•20
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
•21
二十二、进胶位发蓝:
进胶点发蓝
•22
二十三、多胶:
多胶 NG
•23
•9
十、划伤(刮伤):
划伤
刮花
•10
十一、烧焦:
烧焦
•11
十二、拖花(拉伤):
拖花(拉伤)
•12
十三、顶高(顶白):
顶高(顶针印)
•13
十四、料花:
料花
•14
十五、油污:
油污NG!
•15
十六、碰伤:
碰伤
•16
十七、削伤:
削缺(削伤)
•17
十八、气泡:
气泡(透明件中央白泡状)
•18
十九、色差(上下盖阴阳色):
缩水(凹痕)
缩水(凹痕)
•1
二、气纹:
气纹
•2
三、缺料(走胶不足):
走胶不足
缺料
•3
四、水口不平:
水口不平
•4
五、披锋(毛边):
披锋
夹线(结合线)
•6
七、黑点:
黑点NG!
•7
八、变形:
平面中间拱起变形
柱子弯曲变形
•8
九、混色(异色):
混色
混色(杂色料)
上盖色偏哑
下盖色偏亮
•19
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
•20
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
•21
二十二、进胶位发蓝:
进胶点发蓝
•22
二十三、多胶:
多胶 NG
•23
•9
十、划伤(刮伤):
划伤
刮花
•10
十一、烧焦:
烧焦
•11
十二、拖花(拉伤):
拖花(拉伤)
•12
十三、顶高(顶白):
顶高(顶针印)
•13
十四、料花:
料花
•14
十五、油污:
油污NG!
•15
十六、碰伤:
碰伤
•16
十七、削伤:
削缺(削伤)
•17
十八、气泡:
气泡(透明件中央白泡状)
•18
十九、色差(上下盖阴阳色):
塑胶产品常见缺陷概述ppt37
➢ 顶出力过大。 ➢ 模具设计问题。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
流痕(Flow Mark)
-- 从浇口沿着流动方向, 弯曲如蛇行一样的痕 迹。
➢ 模具温度过低。 ➢ 注塑压力、速度过高。 ➢ 浇口尺寸太小。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
最大处。 ➢ 设置排气槽
熔接线(Weld Line)
-- 熔接痕是由于来自不同方向 的熔融树脂前端部分被冷 却、在结合处未能完全融 合而产生的。一般情况下, 主要影响外观,对涂装、 电镀产生影响。严重时, 对制品强度产生影响。
➢ 料筒温度不够。 ➢ 注塑压力不够。 ➢ 模具温度不够。 ➢ 模槽内未设排气孔。
裂痕(Crack Mark)
--产品裂开的痕迹。 ➢ 可采用降低注射压力,
加大脱模斜度,增加 推杆的数量或面积, 减小模具表面粗糙度 值等方法改善,当然, 喷脱模剂也是一种方 法,但应注意不要对 后续工序,如烫印、 涂装等产生不良影响。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
划伤(Scratches)
--产品表面较浅的伤 痕。
➢ 错误的操作方式。 ➢ 机械手造成。 ➢ 顶针造成。 ➢ 产品放置不当。 ➢ 包装造成。 ➢ 模具本身造成。
注:一般如果划伤出现的位置和状 况有规律基本上可以认为是由 于模具、机械手或调机造成。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
➢ 原料问题--主要是由 于材料的吸湿性引起 的。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
流痕(Flow Mark)
-- 从浇口沿着流动方向, 弯曲如蛇行一样的痕 迹。
➢ 模具温度过低。 ➢ 注塑压力、速度过高。 ➢ 浇口尺寸太小。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
最大处。 ➢ 设置排气槽
熔接线(Weld Line)
-- 熔接痕是由于来自不同方向 的熔融树脂前端部分被冷 却、在结合处未能完全融 合而产生的。一般情况下, 主要影响外观,对涂装、 电镀产生影响。严重时, 对制品强度产生影响。
➢ 料筒温度不够。 ➢ 注塑压力不够。 ➢ 模具温度不够。 ➢ 模槽内未设排气孔。
裂痕(Crack Mark)
--产品裂开的痕迹。 ➢ 可采用降低注射压力,
加大脱模斜度,增加 推杆的数量或面积, 减小模具表面粗糙度 值等方法改善,当然, 喷脱模剂也是一种方 法,但应注意不要对 后续工序,如烫印、 涂装等产生不良影响。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
划伤(Scratches)
--产品表面较浅的伤 痕。
➢ 错误的操作方式。 ➢ 机械手造成。 ➢ 顶针造成。 ➢ 产品放置不当。 ➢ 包装造成。 ➢ 模具本身造成。
注:一般如果划伤出现的位置和状 况有规律基本上可以认为是由 于模具、机械手或调机造成。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
➢ 原料问题--主要是由 于材料的吸湿性引起 的。
塑 胶 产 品 常 见缺陷 概述(P PT37页 )
塑胶产品常见缺陷概述PPT(37张)
水分
颗粒
太低
X
太小
供应商
不
良
率
高
柏拉图( Pareto Charts)
➢ 80%的质量问题是由于20%的原因引起的。 ➢ 找出20%的原因就能解决80%的问题。
数量
70
60 54
50
40
30
20
12
10
5
4
2
0
划伤
油污
黑点
少装
缺料
70%
16%
6%
5%
3%
Causes of Glass Defects, by % of total defects
中要因
大要因
大要因
小要因
中要因
小要因
中要因
小要因
小要因
中要因
小要因
問
題
小要因
特
中要因 小要因
中要因
性
小要因
中要因
小要因
大要因
大要因
缺陷的来源----变异(5M1E)
方 法
练习
缓慢
人
疲劳
温度
超时加班
污染 稳定性
色差
原材料
机器
老旧 缺少保养
环境
灰尘
不良现象
准确度 使用方法
测量
什么是5M1E?
原料
人 机 料 法 环 测量 好
--产品表面出现的白色 条纹。
➢ 原料问题--主要是由 于材料的吸湿性引起 的。
顶针断裂(Pin Broken)
- 顶针断造成。
烧焦(Burn Mark)
--由于过热造成的变色。
➢ 机械原因,例如,由于异常 条件造成料筒过热,使树脂 高温分解、烧伤。
塑料件的缺陷及造成的原因ppt课件

7
2.飞边
飞边又称溢边,是冲模 时,熔体从模具的分型面 及其他配合面处溢出,经 冷却后形成。
8
产生原因及解决措施
产生原因
1.注射过量 2.锁模力不足 3.材料流动性过好 4.分型面闭合不严,有间隙或杂物 5.型腔和型芯部分滑动零件间隙过大 6.模具各承接面平行度差 7.模具安装时未被压紧
解决措施
解决措施
从形成熔接痕的原因而言,要减少熔接痕,就要降低注射或挤出过程 中物料的"分流后汇合"现象发生的可能性。有如下方法:
1)提高模具温度 2)调整注射速度 3)全面排气 4)保持模具表面清洁 5)调整注射压力和补塑压力 6)合理设置浇口位置
19
9.表面收缩
通常由于制品上受力不足,物料 充模不足以及制品设计不合理,凹痕 常出现在与壁厚相近的薄壁部分。
炭化
认真清洗料筒使之干净 使用前烘干塑料,去除水分 清理型腔表面,应无杂物及水分存在 合理配料 采用新材料 控制熔料温度 控制熔料加热时间
17
8.熔接痕
熔接痕是指两股料流相 遇熔接而产生的表面缺陷。
18
形成原因
塑件表面的一种线状痕迹,系由注射或挤出中若干股流料在模具中分 流汇合,熔料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹, 影响塑件的外观质量及力学性能。
6
解决措施
(1)变更塑件设计:应设法使射出的熔料容易流动,如增 大壁厚。
(2)变更模具设计:增加浇口尺寸或数目,以缩短流动长 度。增大流道系统尺寸,以减少流动阻力。增加排气孔尺 寸与数目。将排气孔设置在最后充填区域,以利排气,设 置均匀冷却。
(3)调整成型工艺:增大注射压力;增大注射量;增加注 射速度以产生更多的黏滞热,降低熔料粘度。
2.飞边
飞边又称溢边,是冲模 时,熔体从模具的分型面 及其他配合面处溢出,经 冷却后形成。
8
产生原因及解决措施
产生原因
1.注射过量 2.锁模力不足 3.材料流动性过好 4.分型面闭合不严,有间隙或杂物 5.型腔和型芯部分滑动零件间隙过大 6.模具各承接面平行度差 7.模具安装时未被压紧
解决措施
解决措施
从形成熔接痕的原因而言,要减少熔接痕,就要降低注射或挤出过程 中物料的"分流后汇合"现象发生的可能性。有如下方法:
1)提高模具温度 2)调整注射速度 3)全面排气 4)保持模具表面清洁 5)调整注射压力和补塑压力 6)合理设置浇口位置
19
9.表面收缩
通常由于制品上受力不足,物料 充模不足以及制品设计不合理,凹痕 常出现在与壁厚相近的薄壁部分。
炭化
认真清洗料筒使之干净 使用前烘干塑料,去除水分 清理型腔表面,应无杂物及水分存在 合理配料 采用新材料 控制熔料温度 控制熔料加热时间
17
8.熔接痕
熔接痕是指两股料流相 遇熔接而产生的表面缺陷。
18
形成原因
塑件表面的一种线状痕迹,系由注射或挤出中若干股流料在模具中分 流汇合,熔料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹, 影响塑件的外观质量及力学性能。
6
解决措施
(1)变更塑件设计:应设法使射出的熔料容易流动,如增 大壁厚。
(2)变更模具设计:增加浇口尺寸或数目,以缩短流动长 度。增大流道系统尺寸,以减少流动阻力。增加排气孔尺 寸与数目。将排气孔设置在最后充填区域,以利排气,设 置均匀冷却。
(3)调整成型工艺:增大注射压力;增大注射量;增加注 射速度以产生更多的黏滞热,降低熔料粘度。
塑胶件的24种常见不良缺陷图片PPT课件

14
十四、料花:
料花
完整版课件
15
十五、油污:
油污NG!
完整版课件
16
十六、碰伤:
碰伤
完整版课件
17
十七、削伤:
削缺(削伤)
完整版课件
18
十八、气泡:
气泡(透明件中央白泡状)
完整版课件
19
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
完整版课件
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
完整版课件
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
完整版课件
22
二十二、进胶位发蓝:
进胶点发蓝
完整版课件
23
二十三、多胶:
多胶 NG
完整版课件
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;
完整版课件
25
感谢亲观看此幻灯片,此课件部分内容来源于网络, 如有侵权请及时联系我们删除,谢谢配合!
7
七、黑点:
黑点NG!
完整版课件
8
八、变形:
平面中间拱起变形
柱子弯曲变形
完整版课件
9
九、混色(异色)
10
十、划伤(刮伤):
划伤
刮花
完整版课件
11
十一、烧焦:
烧焦
完整版课件
12
十二、拖花(拉伤):
拖花(拉伤)
完整版课件
13
十三、顶高(顶白):
顶高(顶针印)
完整版课件
品质培训教材
塑胶件的24种常见缺陷 图片
完整版课件
塑胶产品常见缺陷概述演示课件(37张)
划伤(Scratches)
--产品表面较浅的伤 痕。
➢ 错误的操作方式。 ➢ 机械手造成。 ➢ 顶针造成。 ➢ 产品放置不当。 ➢ 包装造成。 ➢ 模具本身造成。
注:一般如果划伤出现的位置和状 况有规律基本上可以认为是由 于模具、机械手或调机造成。
水口高出(High Gating)
--浇口处高出产品表面 的部分。
--产品表面出现的白色 条纹。
➢ 原料问题--主要是由 于材料的吸湿性引起 的。
顶针断裂(Pin Broken)
- 顶针断造成。
烧焦(Burn Mark)
--由于过热造成的变色。
➢ 机械原因,例如,由于异常 条件造成料筒过热,使树脂 高温分解、烧伤。
➢ 模具的原因,主要是因为排 气不良所致。这种烧伤一般 发生在固定的地方。
过程
测量 结果
不好
不要等产品做出來后再去看它好不好 而是在制造的时候就要把它制造好
人员、方法
人
疏忽
精神不集中ຫໍສະໝຸດ 经验不足新手请假多
临时替换
xx不良率高
方法
未按照作业指导书
作业
包装问题
温度 低
高
操作标准不好
快
慢
速度
xx不良率高
机器、材料
机器设备
设计不良 模具 老旧
保养不好
X
调整不当
不
良
率
材料
太高
高
太大
撞伤(Dented)
--产品表面出现的点 状的凹痕
➢ 操作不规范造成。 ➢ 机械手造成。 ➢ 模具本身问题。
裂痕(Crack Mark)
--产品裂开的痕迹。
➢ 可采用降低注射压力, 加大脱模斜度,增加 推杆的数量或面积, 减小模具表面粗糙度 值等方法改善,当然, 喷脱模剂也是一种方 法,但应注意不要对 后续工序,如烫印、 涂装等产生不良影响。
塑胶件的种常见不良缺陷图片ppt课件
26
Байду номын сангаас精品课件
15
十五、油污:
油污NG!
精品课件
16
十六、碰伤:
碰伤
精品课件
17
十七、削伤:
削缺(削伤)
精品课件
18
十八、气泡:
气泡(透明件中央白泡状)
精品课件
19
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
精品课件
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
精品课件
21
二十一、应力痕:
品质培训教材
塑胶件的24种常见缺陷 图片
精品课件
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
精品课件
2
二、气纹:
气纹
精品课件
3
三、缺料(走胶不足):
走胶不足
缺料
精品课件
4
四、水口不平:
水口不平
精品课件
5
五、披锋(毛边):
披锋
毛边
精品课件
6
六、夹线(结合线):
夹线 夹线(结合线)
精品课件
7
七、黑点:
黑点NG!
精品课件
8
八、变形:
平面中间拱起变形
柱子弯曲变形
精品课件
9
九、混色(异色):
混色
混色(杂色料)
精品课件
10
十、划伤(刮伤):
划伤
刮花
精品课件
11
十一、烧焦:
烧焦
精品课件
12
十二、拖花(拉伤):
拖花(拉伤)
精品课件
13
十三、顶高(顶白):
塑胶件的种常见不良缺陷图片ppt课件

25
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
26
品质培训教材
塑胶件的24种常见缺陷 图片
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
2
二、气纹:
气纹
3
三、缺料(走胶不足):
走胶不足
缺料
4
四、水口不平:
水口不平
5
五、披锋(毛边):
披锋
毛边
6
六、夹线(结合线):
夹线 夹线(结合线)
7
七、黑点:
黑点NG!
8
八、变形:
平面中间拱起变形
柱子弯曲变形
9
九、混色(异色):
混色
混色(杂色料)
10
十、划伤(刮伤):
划伤
刮花
11
十一、烧焦:
烧焦
12
十二、拖花(拉伤):
拖花(拉伤)
13
十三、顶高(顶白):
顶高(顶针印)
14
十四、料花:
料花
15
十五、油污:
油污NG!
16
十六、碰伤:
碰伤
17
十七、削伤:
削缺(削伤)
18
十八、气泡:
气泡(透明件中央白泡状)
19
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
22
二二、进胶位发蓝:
进胶点发蓝
23
二十三、多胶:
多胶 NG
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得更好!
26
品质培训教材
塑胶件的24种常见缺陷 图片
1
一、缩水:
缩水(凹痕)
缩水(凹痕)
2
二、气纹:
气纹
3
三、缺料(走胶不足):
走胶不足
缺料
4
四、水口不平:
水口不平
5
五、披锋(毛边):
披锋
毛边
6
六、夹线(结合线):
夹线 夹线(结合线)
7
七、黑点:
黑点NG!
8
八、变形:
平面中间拱起变形
柱子弯曲变形
9
九、混色(异色):
混色
混色(杂色料)
10
十、划伤(刮伤):
划伤
刮花
11
十一、烧焦:
烧焦
12
十二、拖花(拉伤):
拖花(拉伤)
13
十三、顶高(顶白):
顶高(顶针印)
14
十四、料花:
料花
15
十五、油污:
油污NG!
16
十六、碰伤:
碰伤
17
十七、削伤:
削缺(削伤)
18
十八、气泡:
气泡(透明件中央白泡状)
19
十九、色差(上下盖阴阳色):
上盖色偏哑
下盖色偏亮
20
二十、披锋丝(拉丝):
披锋丝(拉丝)NG
21
二十一、应力痕:
应力痕:因注射时内应力过大而在产品表面形成的光影;
22
二二、进胶位发蓝:
进胶点发蓝
23
二十三、多胶:
多胶 NG
24
二十四、粘胶:
粘胶 :因模具内侧附着有积炭或脏物导致产品表面少胶;
塑胶产品常见缺陷概述课件(PPT37张)
水分
颗粒
太低
X
太小
供应商
不
良
率
高
柏拉图( Pareto Charts)
➢ 80%的质量问题是由于20%的原因引起的。 ➢ 找出20%的原因就能解决80%的问题。
数量
70
60 54
50
40
30
20
12
10
5
4
2
0
划伤
油污
黑点
少装
缺料
70%
16%
6%
5%
3%
Causes of Glass Defects, by % of total defects
柏拉图( Pareto Charts)
一、应用5W2H来拟订计划解决
Where
When
Who
What Why
How
How Much
什么是5W2H?
➢ 模具设计的问题。
修伤(Over Cut)
--产品的边缘部位被削 的凹凸不平。
➢ 操作工操作不当造成。 ➢ 缺少相关的培训。
飞边(Flash)
-- 即产品分型面边缘 出现的毛边。
➢ 模具老化。 ➢ 注射压力过高。 ➢ 机器锁模力不够。 ➢ 注射压力过高。 ➢ 调整准确模具的结合
面等部位。 ➢ 模具排气不良。
最大处。 ➢ 设置排气槽
熔接线(Weld Line)
-- 熔接痕是由于来自不同方向 的熔融树脂前端部分被冷 却、在结合处未能完全融 合而产生的。一般情况下, 主要影响外观,对涂装、 电镀产生影响。严重时, 对制品强度产生影响。
➢ 料筒温度不够。 ➢ 注塑压力不够。 ➢ 模具温度不够。 ➢ 模槽内未设排气孔。
注塑成型制品常见缺陷PPT课件
a* 正方向…红色系列的颜色 负方向…绿色系列的颜色
b* 正方向…黄色系列的颜色 负方向…蓝色系列的颜色
a * 、b *值的数值(绝对值)越大,表示的颜色也越鲜明
30
第30页/共38页
关于色差
ΔE*ab表示的两种颜色的差异程度与感觉的比 较如下
ΔE值范围 0~0.5 0.5~1.5 1.5~3.0 3.0~6.0
32
第32页/共38页
印版错误(Forme Wrong)
产品上的 文字(阳
文)
模具上的印 版(阴文)
定义:此处所指的印版,是指在成型模具制上制有凹凸图 文的印版。印版错误包括指示生产日期、材料类别的箭标 方向错误、零件版本状态错误等图文信息错误。
33
第33页/共38页
手印(Finger mark)
定义:赤手接触产品时留下的印迹。。
34
第34页/共38页
擦花(Abrasion) 划痕(Scratch)
擦花
划痕
定义:制品或涂层表面因受 到碰撞、磨擦或刻划等机械 损伤而留下的未伤及里层的 浅表性痕迹。
定义:制品或涂层表面因受 到碰撞、磨擦或刻划等机械 损伤而留下的有一定深度的 痕迹。
35
第35页/共38页
27
第27页/共38页
色差异常 Color deviation 定义:此处特指用仪器测量,材料的色相、明度、 彩度与标准色板有差异。
28
第28页/共38页
关于色差
人们为明确表示和自然中的各种颜色,发明使用了表色系。 这些表色系有XYZ表色系、L*U*V表色系和L*a*b表色系。 常用到的表色系为L*a*b表色系。 L*a*b表色系,是1976年 CIE推荐的视觉上均等的色空间。
b* 正方向…黄色系列的颜色 负方向…蓝色系列的颜色
a * 、b *值的数值(绝对值)越大,表示的颜色也越鲜明
30
第30页/共38页
关于色差
ΔE*ab表示的两种颜色的差异程度与感觉的比 较如下
ΔE值范围 0~0.5 0.5~1.5 1.5~3.0 3.0~6.0
32
第32页/共38页
印版错误(Forme Wrong)
产品上的 文字(阳
文)
模具上的印 版(阴文)
定义:此处所指的印版,是指在成型模具制上制有凹凸图 文的印版。印版错误包括指示生产日期、材料类别的箭标 方向错误、零件版本状态错误等图文信息错误。
33
第33页/共38页
手印(Finger mark)
定义:赤手接触产品时留下的印迹。。
34
第34页/共38页
擦花(Abrasion) 划痕(Scratch)
擦花
划痕
定义:制品或涂层表面因受 到碰撞、磨擦或刻划等机械 损伤而留下的未伤及里层的 浅表性痕迹。
定义:制品或涂层表面因受 到碰撞、磨擦或刻划等机械 损伤而留下的有一定深度的 痕迹。
35
第35页/共38页
27
第27页/共38页
色差异常 Color deviation 定义:此处特指用仪器测量,材料的色相、明度、 彩度与标准色板有差异。
28
第28页/共38页
关于色差
人们为明确表示和自然中的各种颜色,发明使用了表色系。 这些表色系有XYZ表色系、L*U*V表色系和L*a*b表色系。 常用到的表色系为L*a*b表色系。 L*a*b表色系,是1976年 CIE推荐的视觉上均等的色空间。
塑胶产品常见缺陷讲义ppt课件

6.重印:产品同一位置经两次丝印呵斥字体重叠。
7.丝印字体变异:相对样板丝印字体偏粗、偏细、偏大、偏小,常称 丝
印肥油、丝印薄油。
8.漏油:非丝印位置留有多余油墨迹,“丝印飞油〞亦属漏油,普通 属菲
林网漏呵斥。
11/16
〔四〕、丝印不良
9.丝印错位:丝印位置不符合工程图纸,呵斥明显外观缺陷或影响装 配
2/16
二、塑胶产品缺陷及不良景象表达
〔一〕、机械装配性能
1.变形:弯曲、扭曲、翘曲,或产品柱弯、柱斜。比如装配钮仔后出 现
钮位下陷、倾斜等。 2.断裂:制品某部位断裂或有裂纹。比如:断柱、断脚、断扣、边缘 崩
裂、水口位裂和热熔接纹等。 3.肓孔:制品孔走满胶、构成“堵孔、塞孔〞。〔属模具断针呵斥〕 4.粘模:制品贴在前模或后模模腔内,开模后制品不能完好取出。 〔常称
色.
12/16
〔五〕、烫金不良
1.烫金起泡:烫金板没有完全烫平或底座与产品反面吻合不良,呵斥 产
品外表油层起泡。 2.烫金字体断线:烫金字体不完好、欠缺。 3.烫金漏黑:烫金纸留有少量油漆没有完全烫到制品的外表上,使外 表
烫金漏底,普通底座与产品吻合不良呵斥。 4.烫金皱纹:产品外表所烫的油层起皱,烫金纸没拉平或底座与产品 吻
位置的对齐。对装配或外观无明显影响这种情度普通按轻不良处置。 10.丝印有尘:产品丝印外表不清洁或丝印油含有杂质呵斥,视轻重程
度断定。 11.丝印花:丝印外表花坏。 12.漏光:透明镜面丝印背景油边缘或某部分缺油漏光。普通可以用人
工补油,比如用箱头笔。 13.附着力缺乏:透明胶纸粘后明显撕落,胶纸型号19mm宽。 14.耐磨性缺乏:用洒精、毛毡在压强500G擦50次字后字迹变模糊、变
塑胶成型常见不良及改善方法ppt课件
12
6:粘模:
a.)可以用加长冷却时间; b)减小注塑压力和料筒固化溫度来解 决; c.)加大脫模斜度或增加顶針位置; d.)轉用脫模性良好物料或增加脫模劑。
7:断针:由于压力过大,或针孔位
偏位导致,可用减小注塑压力 及加大 顶针位置或增加頂針數量来解决。
13
8,披锋:处理重点应主要放在模具的改善方
1:烧焦:由热引起的材料分解,看起来象烧焦 痕迹。在清晰材料表面形成的朦胧点或区域
2:異物:在材料内部或表面的黑色可见杂质,或 烧焦的塑胶碎片形成的黑点或有色块状。
3:混色(色差):偏离原色或颜色不一致及不 均。主要由于材料(色粉)有问题或某些啤作参数 (如温度、速度)不当引起的胶件颜色与标准色板 不同。
18
14,溶接線: 主要是由於射出壓力,射出速度,
及料溫過低所致。故適當加大射出 壓力和射出速度,提高料溫溫度。 以及改良排氣系統等。
19
(以上僅供大家參考!)
谢谢大家参加本次课程!!
20
4:入水纹:夹水纹:气纹: 它會從澆口處以扇 形方式向外輻射發展,塑胶流动形成的象干涸河道 一样的条纹表面。由塑胶表面熔接在一起时形成的 可见线或可见痕。
6
5:缩水或走胶不齐:也叫欠注或缺料,一般發
生在制品壁厚較薄的地方,或流動路徑末端區域。 表面收缩或陷痕。由于温度太低,压力不足或射胶 时间太短等原因而使胶件缺料。
AS树脂 聚碳酸酯树脂
尼龙+玻纤 尼龙+玻纤 PP+玻纤 聚丁烯苯 二甲酸脂 玻纤补强P.O.M 玻纤补强AS 玻纤补强PS
玻纤补强PC
玻纤补强ABS
1.005 1.005 1.005 1.001 1.004
1.007
6:粘模:
a.)可以用加长冷却时间; b)减小注塑压力和料筒固化溫度来解 决; c.)加大脫模斜度或增加顶針位置; d.)轉用脫模性良好物料或增加脫模劑。
7:断针:由于压力过大,或针孔位
偏位导致,可用减小注塑压力 及加大 顶针位置或增加頂針數量来解决。
13
8,披锋:处理重点应主要放在模具的改善方
1:烧焦:由热引起的材料分解,看起来象烧焦 痕迹。在清晰材料表面形成的朦胧点或区域
2:異物:在材料内部或表面的黑色可见杂质,或 烧焦的塑胶碎片形成的黑点或有色块状。
3:混色(色差):偏离原色或颜色不一致及不 均。主要由于材料(色粉)有问题或某些啤作参数 (如温度、速度)不当引起的胶件颜色与标准色板 不同。
18
14,溶接線: 主要是由於射出壓力,射出速度,
及料溫過低所致。故適當加大射出 壓力和射出速度,提高料溫溫度。 以及改良排氣系統等。
19
(以上僅供大家參考!)
谢谢大家参加本次课程!!
20
4:入水纹:夹水纹:气纹: 它會從澆口處以扇 形方式向外輻射發展,塑胶流动形成的象干涸河道 一样的条纹表面。由塑胶表面熔接在一起时形成的 可见线或可见痕。
6
5:缩水或走胶不齐:也叫欠注或缺料,一般發
生在制品壁厚較薄的地方,或流動路徑末端區域。 表面收缩或陷痕。由于温度太低,压力不足或射胶 时间太短等原因而使胶件缺料。
AS树脂 聚碳酸酯树脂
尼龙+玻纤 尼龙+玻纤 PP+玻纤 聚丁烯苯 二甲酸脂 玻纤补强P.O.M 玻纤补强AS 玻纤补强PS
玻纤补强PC
玻纤补强ABS
1.005 1.005 1.005 1.001 1.004
1.007
塑胶产品成型常见缺陷ppt课件

➢ 操作工操作不当造成。 ➢ 缺少相关的培训。
完整版PPT课件
10
飞边(Flash)
-- 即产品分型面边缘 出现的毛边。
➢ 模具老化。 ➢ 注射压力过高。 ➢ 机器锁模力不够。 ➢ 注射压力过高。 ➢ 调整准确模具的结合
面等部位。 ➢ 模具排气不良。
完整版PPT课件
11
撞伤(Dented)
--产品表面出现的点 状的凹痕
➢ 包装造成。
➢ 模具本身造成。
注:一般如果划伤出现的位置和状
况有规律基本上可以认为是由
于模具、机械手或调机造成完。整版PPT课件
8
水口高出(High Gating)
--浇口处高出产品表面 的部分。
➢ 模具设计的问题。
完整版PPT课件
9
修伤(Over Cut)
--产品的边缘部位被削 的凹凸不平。
➢ 由成型条件引起残余应 力。
➢ 脱模不良引起应力变形。 ➢ 由于冷却方法不合适。 ➢ 对于成型收缩所引起的
变形,就必须修正模具 的设计了。
完整版PPT课件
17
断裂(Broken)
➢ 100% 的回料。 ➢ 模具温度。 ➢ 流道或浇口太小。 ➢ 塑料的降解。
完整版PPT课件
18
银纹(Silver Streak)
不
良
率
材料
高
太高
太大
水分
颗粒
太低
X
太小
供应商
不
良
率Hale Waihona Puke 完整版PPT课件完整版PPT课件
21
模具印(Mould Mark)
--模具造成。
完整版PPT课件
22
胶丝(Hair Line)
完整版PPT课件
10
飞边(Flash)
-- 即产品分型面边缘 出现的毛边。
➢ 模具老化。 ➢ 注射压力过高。 ➢ 机器锁模力不够。 ➢ 注射压力过高。 ➢ 调整准确模具的结合
面等部位。 ➢ 模具排气不良。
完整版PPT课件
11
撞伤(Dented)
--产品表面出现的点 状的凹痕
➢ 包装造成。
➢ 模具本身造成。
注:一般如果划伤出现的位置和状
况有规律基本上可以认为是由
于模具、机械手或调机造成完。整版PPT课件
8
水口高出(High Gating)
--浇口处高出产品表面 的部分。
➢ 模具设计的问题。
完整版PPT课件
9
修伤(Over Cut)
--产品的边缘部位被削 的凹凸不平。
➢ 由成型条件引起残余应 力。
➢ 脱模不良引起应力变形。 ➢ 由于冷却方法不合适。 ➢ 对于成型收缩所引起的
变形,就必须修正模具 的设计了。
完整版PPT课件
17
断裂(Broken)
➢ 100% 的回料。 ➢ 模具温度。 ➢ 流道或浇口太小。 ➢ 塑料的降解。
完整版PPT课件
18
银纹(Silver Streak)
不
良
率
材料
高
太高
太大
水分
颗粒
太低
X
太小
供应商
不
良
率Hale Waihona Puke 完整版PPT课件完整版PPT课件
21
模具印(Mould Mark)
--模具造成。
完整版PPT课件
22
胶丝(Hair Line)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
弯曲变形(Warpage)
➢ 由成型条件引起残余应 力。
➢ 脱模不良引起应力变形。 ➢ 由于冷却方法不合适。 ➢ 对于成型收缩所引起的
变形,就必须修正模具 的设计了。
塑胶产品成型常见缺陷
断裂(Broken)
➢ 100% 的回料。 ➢ 模具温度。 ➢ 流道或浇口太小。 ➢ 塑料的降解。
塑胶产品成型常见缺陷
最大处。 ➢ 设置排气槽
塑胶产品成型常见缺陷
精品资料
• 你怎么称呼老师?
• 如果老师最后没有总结一节课的重点的难点,你 是否会认为老师的教学方法需要改进?
• 你所经历的课堂,是讲座式还是讨论式? • 教师的教鞭
• “不怕太阳晒,也不怕那风雨狂,只怕先生骂我 笨,没有学问无颜见爹娘 ……”
• “太阳当空照,花儿对我笑,小鸟说早早早……”
特
中要因 小要因
中要因
性
小要因
中要因
小要因
大要因
大要因
塑胶产品成型常见缺陷
缺陷的来源----变异(5M1E)
方 法
练习
缓慢
人
疲劳
温度
超时加班
污染 稳定性
色差
原材料
机器
老旧 缺少保养
环境
灰尘
不良现象
准确度 使用方法
测量
塑胶产品成型常见缺陷
什么是5M1E?
原料
人 机 料 法 环 测量 好
塑胶产品成型常见缺陷
黑点(Black Dot)
--产品表面可见的黑色 颗粒
➢ 原料受到污染。 ➢ 回料的使用。
塑胶产品成型常见缺陷
油污(Oily/ Oil Stain)
➢ 模具镶块及顶针 处未清洗干净。
➢ 操作不当。 ➢ 模具型腔内有油。
塑胶产品成型常见缺陷
气泡(Air Bubble)
-- 在制品壁厚较大时,其外表
塑胶产品常见缺陷有:
➢ 缺料 ➢ 熔接线 ➢ 色差 ➢ 顶针印 ➢ 流痕 ➢ 缩水 ➢ 划伤
➢ 修坏 ➢ 飞边 ➢ 撞伤
➢ 裂痕 ➢ 黑点 ➢ 油污 ➢ 汽泡 ➢ 断裂 ➢ 银丝 ➢ 顶针断 ➢ 烧焦 ➢ 模具印 ➢ 弯曲变形 ➢ 胶丝
塑胶产品成型常见缺陷
缺料(Short Molding)
--产品结构不完整。 ➢ 加长注射时间。 ➢ 提高注射速度。 ➢ 提高模具温度。 ➢ 提高树脂温度。 ➢ 提高注射压力。 ➢ 扩大浇口尺寸。 ➢ 浇口设置在制品壁厚
熔接线(Weld Line)
-- 熔接痕是由于来自不同方向 的熔融树脂前端部分被冷 却、在结合处未能完全融 合而产生的。一般情况下, 主要影响外观,对涂装、 电镀产生影响。严重时, 对制品强度产生影响。
➢ 料筒温度不够。 ➢ 注塑压力不够。 ➢ 模具温度不够。 ➢ 模槽内未设排气孔。
塑胶产品成型常见缺陷
银纹(Silver Streak)
--产品表面出现的白色 条纹。
➢ 原料问题--主要是由 于材料的吸湿性引起 的。
塑胶产品成型常见缺陷
顶针断裂(Pin Broken)
- 顶针断造成。
塑胶产品成型常见缺陷
烧焦(Burn Mark)
--由于过热造成的变色。 ➢ 机械原因,例如,由于异常
条件造成料筒过热,使树脂 高温分解、烧伤。 ➢ 模具的原因,主要是因为排 气不良所致。这种烧伤一般 发生在固定的地方。 ➢ 在成型条件方面,背压在 300MPa(兆帕)以上时,会 使料筒部分过热,造成烧伤。 螺杆转速过高时,也会产生 过热,在没设排气槽或排气 槽较小时,注射速度过高会 引起过热气体烧伤。
面等部位。 ➢ 模具排气不良。
塑胶产品成型常见缺陷
撞伤(Dented)
--产品表面出现的点 状的凹痕
➢ 操作不规范造成。 ➢ 机械手造成。 ➢ 模具本身问题。
塑胶产品成型常见缺陷
裂痕(Crack Mark)
--产品裂开的痕迹。 ➢ 可采用降低注射压力,
加大脱模斜度,增加 推杆的数量或面积, 减小模具表面粗糙度 值等方法改善,当然, 喷脱模剂也是一种方 法,但应注意不要对 后续工序,如烫印、 涂装等产生不良影响。
--浇口处高出产品表面 的部分。
➢ 模具设计的问题。
塑胶产品成型常见缺陷
修伤(Over Cut)
--产品的边缘部位被削 的凹凸不平。
➢ 操作工操作不当造成。 ➢ 缺少相关的培训。
塑胶产品成型常见缺陷
飞边(Flash)
-- 即产品分型面边缘 出现的毛边。
➢ 模具老化。 ➢ 注射压力过高。 ➢ 机器锁模力不够。 ➢ 注射压力过高。 ➢ 调整准确模具的结合
塑胶产品成型常见缺陷
流痕(Flow Mark)
-- 从浇口沿着流动方向, 弯曲如蛇行一样的痕 迹。
➢ 模具温度过低。 ➢ 注塑压力、速度过高。 ➢ 浇口尺寸太小。
塑胶产品成型常见缺陷
缩水(Sink Mark)
--表面收缩造成的凹坑 ➢ 注塑压力不够。 ➢ 注塑量不够。 ➢ 模具温度过高或注塑
后的冷却不够。 ➢ 保压不足。 ➢ 浇口尺寸不合理。 ➢ 避免壁厚的不均匀。
色差(Different Colour)
--注塑件颜色不统一, 即有浓淡差别、有色 条纹或斑块。
➢ 色母粒的影响。 ➢ 原料因素。 ➢ 回料的使用。 ➢ 注塑工艺的影响。比
如温度、速度等。
塑胶产品成型常见缺陷
顶针印(Pin Mark)
--由于顶针顶出时造成 产品表面的白色印子。
➢ 顶出力过大。 ➢ 模具设计问题。
塑胶产品成型常见缺陷
划伤(Scratches)
--产品表面较浅的伤 痕。
➢ 错误的操作方式。 ➢ 机械手造成。 ➢ 顶针造成。 ➢ 产品放置不当。 ➢ 包装造成。 ➢ 模具本身造成。
注:一般如果划伤出现的位置和状 况有规律基本上可以认为是由 于模具、机械手或调机造成塑胶。产品成型常见缺陷
水口高出(High Gating)
面冷却速度比中心部的快, 因此,随着冷却的进行,中 心部的树脂边收缩边向表面 扩张,使中心部产生充填不 足。这种情况被称为真空气 泡。 ➢ 根据壁厚,确定合理的浇口, 浇道尺寸。 ➢ 降低注射速度,提高注射压 力。 ➢ 由于挥发性气体的产生而造 成的气泡。 ➢ 流动性差造成的气泡。
塑胶产品成型常见缺陷
塑胶产品成型常见缺陷模具印(Mouຫໍສະໝຸດ d Mark)--模具造成。
塑胶产品成型常见缺陷
胶丝(Hair Line)
--背压太高
塑胶产品成型常见缺陷
(二)
缺陷的来源及解决方法
塑胶产品成型常见缺陷
如何找出问题的来源---鱼骨图
中要因
大要因
大要因
小要因
中要因
小要因
中要因
小要因
小要因
中要因
小要因
問
題
小要因