标准检验指导书(SIP) (格式模板)
成品检验标准SIP1

审核所有客户产品名称
护腰按摩器型号样品、样品
承认书、图
纸、BOM表、
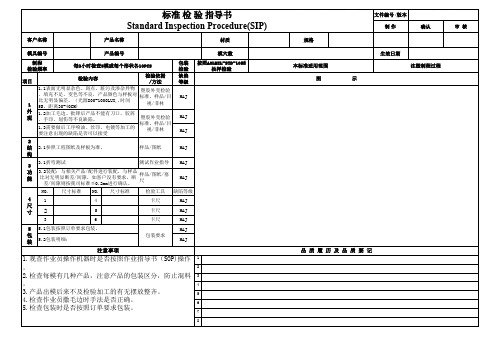
卷尺卷尺直尺尺寸卷尺S-295%酒精棉布2PCS S-2抽样依据抽样水平MIL-STD-105E正常单次抽样水平Ⅱ2PCS MAJ 包装客户名称标准检验指导书Standard Inspection Procedure (SIP)
文件编号
生效日期MIL-STD-105E正常单次抽样水平Ⅱ 特殊检验水平S-2检验依据检验项目
检验标准检验项目功能检验工具按键使用
缺陷等级MAJ
成品
按键使用灵活有效拉力测试仪箱唛,说明
书,LOGO,贴
纸,条码等印
刷内容
符合订单要求目视成品符合技术图纸要求耐拉力测试魔术贴复合能
力
零部件
不能脏污,不能少件,与样品一致依承认书AQL= CR:0 MIN:4.0版本
制作控制盒丝印
95%酒精,50gf,往返3次,丝印要清晰,不掉油墨外箱
长:x宽:x厚:通气孔直径:12.7mm,内箱
胶袋
长:x宽:x高:长:x宽:x高:。
sip标准检验指导书
SIP Standard Inspection Guide一、概述1.1 SIP(Session Initiation Protocol)是一种应用层协议,用于建立、维护和终止多种类型的会话,包括实时音频、视频和文本会话。
1.2 SIP标准检验指导书旨在提供一个可行的检验框架,以确保SIP系统的正确性和可靠性。
二、检验内容2.1 SIP系统的功能检验2.1.1 检查SIP系统是否支持基本的SIP功能,包括但不限于:(1)呼叫建立、维护和终止;(2)消息传递;(3)认证和安全;(4)状态报告;(5)路由和转发;(6)负载均衡;(7)负载控制;(8)网络管理;(9)网络监控;(10)网络调度;(11)网络优化;(12)网络计费;(13)网络安全;(14)网络维护。
2.1.2 检查SIP系统是否支持高级功能,包括但不限于:(1)视频会议;(2)多媒体会议;(3)跨网络会议;(4)跨网络调度;(5)跨网络优化;(6)跨网络安全;(7)跨网络维护;(8)跨网络计费;(9)跨网络监控;(10)跨网络管理。
2.2 SIP系统的性能检验2.2.1 检查SIP系统的延迟、丢包率、吞吐量等性能指标,以确保系统的可靠性和稳定性。
2.2.2 检查SIP系统的可扩展性,以确保系统能够应对不断增长的用户数量和流量。
2.2.3 检查SIP系统的容错性,以确保系统能够在发生故障时继续正常运行。
三、检验方法3.1 功能检验3.1.1 对SIP系统进行功能检验时,应采用黑盒测试方法,以确保系统的正确性和可靠性。
3.1.2 对SIP系统进行功能检验时,应采用白盒测试方法,以确保系统的可扩展性和容错性。
3.2 性能检验3.2.1 对SIP系统进行性能检验时,应采用压力测试方法,以确保系统的可靠性和稳定性。
3.2.2 对SIP系统进行性能检验时,应采用负载测试方法,以确保系统的可扩展性和容错性。
四、检验结果4.1 检验结果应包括但不限于:(1)SIP系统的功能检验结果;(2)SIP系统的性能检验结果;(3)SIP系统的可扩展性和容错性检验结果;(4)SIP系统的可靠性和稳定性检验结果。
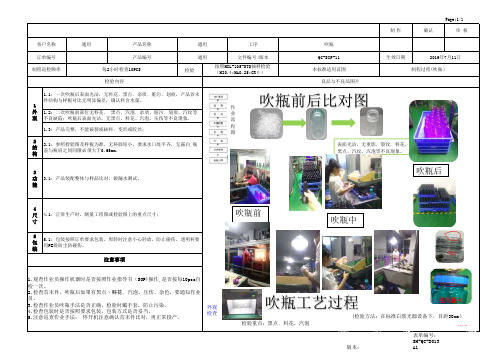
标准检验指导书SIP (运动杯吹瓶)
外观 检查
吹瓶前
吹瓶中
吹瓶工艺过程
检验重点:黑点﹑料花,汽泡 图图示示
(检验方法:在标准白玻光源设备下,目距30cm)
图图1 4
图3
版本:
图图52 表单编号: SH-QC-D013 A1
图2 图图图436
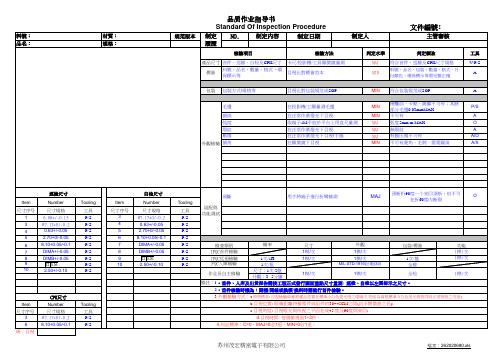
标准检验指导书 Standard Inspection Procedure(SIP)
制作
确认
Page:1/1 审核
客户名称
通用
产品名称
通用
工序
吹瓶
订单编号 制程巡检频率
产品编号 每2小时检查10PCS
检验內容
通用 检验
文件编号 /版本
按照MIL-105-STD抽样检验 (MI0.4;MA0.25;CR0)
吹瓶后
4 尺 4.1:正常生产时,测量工程图或检验图上的重点尺寸; 寸
Hale Waihona Puke 5 包 装5.1:包装按照订单要求包装,周转时注意小心轻放,防止碰伤,透明杯要 用PE袋防尘防碰伤。
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作,是否按每10pcs自 检一次。 2.检查首末件,吹瓶后如果有黑点﹑料花﹑汽泡、压伤、杂色,要通知作业 员。 3.检查作业员吹瓶手法是否正确,检验时戴手套,防止污染。 4.检查包装时是否按照要求包装,包装方式是否妥当。 5.注意巡查作业手法: 停开机注意确认首末件比对,再正常投产。
1.3:产品完整,不能破裂或缺料﹑变形或胶丝;
2 结 构
2.1:参照检验图及样板为准,无杯唇短小,要求水口处平齐,无露白,瓶 盖与瓶肩之间间隙必须大于0.65mm.
吹瓶前后比对图
作 业 流 程 图
表面光洁,无重影﹑裂纹﹑料花, 黑点,汽纹,汽泡等不良现象。
检验指导书模板

产品名称
*******电子有限公司
标准检验指导书(SIP) Standard Inspection Procedure
产品编号
品质履历及品质要记
一、电路板的外尺寸分板后毛边不能超过标准上公差要求; 二、电路板透气过孔及表面线路绿油覆盖到位不
审核
批准
项目
9试
10
11
品质注意 1、作业人员执行自主外观全检(不可有油污/划伤/毛边/ 缺料/多料/等不良); 2、作业员/检验员/工程员/访客等拿取成品时均需有防 静电措施。
受控发行章
外观 尺寸/抗震 性能测试 焊接效果
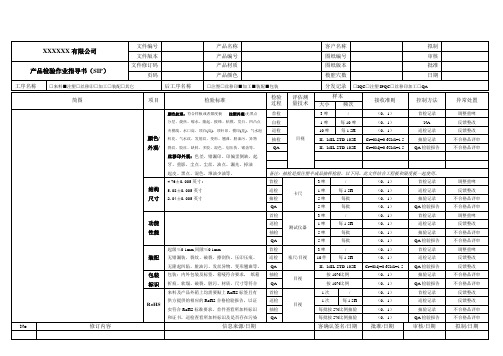
抽样计划 GB2828.1-2012
检验水平(IL) IL=Ⅱ S-1 S-2 S-4
AQL值 0.065 1.0 1.0 1.0
缺陷分类
MAJ MAJ CRI MAJ
产品检查要求
NO
检查项目
检测方法
检验标准
适用范围 品质检验
1 外 观
2
3 4尺 5寸 6
7
8 测
SIP范本
10啤
每1.5H
(0,1)
巡检记录
反馈整改
料花、气水纹、发射纹、变形、翘曲、脏油污、异物
抽检
II,MIL-STD-105E
Cr=0Mj=0.65Mi=1.5
抽验记录
不合格品评审
裂纹、胶丝、缺料、多胶、混色、划压伤、锯齿等。
QA=0.65Mi=1.5
QA检验报告
巡检
1次
每1.5H
(0,1)
巡检记录
反馈整改
实符合RoHS标准要求。首件查看所加料标识
抽检
每批按5%比例抽验
(0,1)
抽验记录
不合格品评审
和证书,巡检查看所加料标识及是否存在污染
QA
每批按5%比例抽验
(0,1)
QA检验报告
不合格品评审
No.
修订内容
信息来源/日期
客确认签名/日期
批准/日期
审核/日期
拟制/日期
检验标准
检验过程
评估测量技术
样本
接收准则
控制方法
异常处置
大小
频次
颜色/外观/
颜色纹理:符合样板或者限度板.注塑外观:无黑点
首检
目视
3啤
/
(0,1)
首检记录
调整重啤
分层、烧焦、缩水、隆起、披锋、粘模、发白、凹凸点
自检
1啤
每10啤
(0,1)
NA
反馈整改
夹模线、水口高、顶白(高)、顶针印、模印(花)、气水泡
XXXXXX有限公司
文件编号
产品名称
客户名称
拟制
文件版本
产品编号
图纸编号
审核
产品检验作业指导书(SIP)
标准检验指导书(SIP)

图图示示
图图1 4 图3 图图52
图2图图图436
深圳市欣视景科技有限公司
光缆电子标签产品检验指导书
制作
确认
审核
客户名称
产品名称
光缆电子标签
产品规格
模具编号
产品编号
SEA-310
文件编号 /版本
检验标准 检验项目
按照AOLMIL-STD-105E抽样进行检验 检验內容
包装检验 按照AOLMIL-STD-105E抽样进行 检验
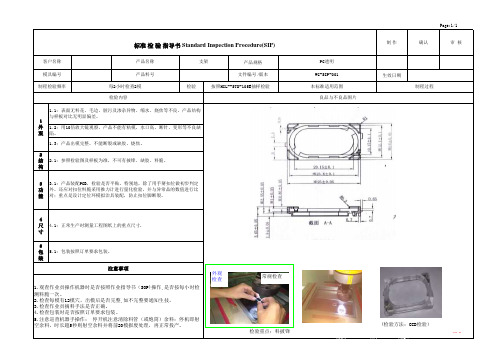
1:表面无明显杂色、斑点、脏污,异物、填充不足、变色,水口不平, 毛边等不良,产品颜色与样板对比无明显偏差。(光源600-900LUX,3040W.时间5S,距离30-40CM) 2.无影响产品正常使用和外观的裂纹。 外 3.产品表面无明显断裂现象。 4.无影响产品正常使用的穿线孔堵塞。 5.无影响产品正常使用的扭曲、变形。 6.无明显飞边,目视不明显,手摸不刮手。 观 7.无影响产品正常使用和外观的油污。 8.无影响产品外观的颜色明显不一致。 9.激光打码是否清晰。不可有模糊不清之不良现象。 10.泡棉粘贴位置是否正确。粘贴是否牢固。不可有露边之不良现象。
图示 本标准适用范围 产品图片
任云
生效日期
2015-1-6
SEA-310光缆电子标签
结 2.1:参照工程图纸及样板为准。
构
功
标签读取
将SEA-260串口接入pc端,显示“初始化”,即表示正常工作。将标签放置在SEA-260发卡机上读取,听到“滴 ”声响,并在SEA-260上显示“初始化成功”即表示标签读取成功。
能
尺 4.1:参照工程图纸测量。
寸
包 5.1:包装按照订单要求包装。
装
ISO认证检验SIP样本
產品尺寸 首件、巡檢、自检及CPK尺寸 標簽
料號、品名、數量、格式、環保 目視比對標簽范本 標示等 包裝方式/規格等 目視比對包裝規范或SOP 在投影機/工顯量測毛邊 在正常作業燈光下目視 取端子1M平放於平台上用直尺量測 在正常作業燈光下目視 在正常作業燈光下目視/手感 在顯微鏡下目視
包裝
MIN
符合包裝規范或SOP 接觸面、卡點、錫腳不可有;其餘部 分毛邊0.03mmMAX 不可有 弧度5mm/m MAX 無裂紋 有感压傷不可有 不可有菱角、毛刺,需要圓滑
CPK尺寸 Item 尺寸序号 3 6 Number 尺寸規格 Ø7.17+0/-0.2 8.10+0.05/-0.1 Tooling 工具 P/S P/S
b.目視位置: 眼睛距離待檢零件或組件約30~45CM之間(約半臂微曲之長); c.目視角度: 目視眼光與所視之平面在成45 度及90度間來回; d.目視時間: 每個檢視面1~3秒。 4.判定標準:C=0,MAJ=0收1退,MIN=0收1退;
毛邊 銅絲 弧度 裂紋 壓傷 外觀檢驗 倒角
MIN MIN MAJ MAJ MAJ MIN
巡檢尺寸 Item 尺寸序号 1 3 4 5 6 7 8 9 10 Number 尺寸規格 6.08+/-0.15 Ø7.17+0/-0.2 0.63+/-0.05 2.70+0/-0.05 8.10+0.05/-0.1 DIMA+/-0.05 DIMB+/-0.05 2.50+/-0.10 Tooling 工具 P/S P/S P/S P/S P/S P/S P/S P/S P/S Item 尺寸序号 3 4 5 6 7 8 9 10
文件編號﹕
标准检验指导书(SIP)-(格式模板)
文件编号 /版本
本标准适用范围
注塑制程过程
图
示
品质履历及品质要记
图图1 4
图3
图图5 2
图2 图图图4 3 6
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
客户名称
标准 检 验 指导书
Standard Inspection Procedure(SIP)
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板对 比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
SIP检验标准书格式
④ 39.35±0.5
卡尺 卡尺 卡尺
S-3 AQL0.4 如有变更将以 最新更新的数 据进行检测,检
1、耐压绝缘测试:相线与屏蔽壳体之间,耐压大于 3500VAC,时间 60S;绝缘电阻 1KVDC 〉200M 绝缘耐压测试仪 Ω,时间 60S;
全检
验项不变
3
功能/性能 2、防水测试:连接器对插后防水等级为 IP65(备注:送实验室检测);
...
Φ
1
2
单
芯
弯
插
头
检
验
标
准
书
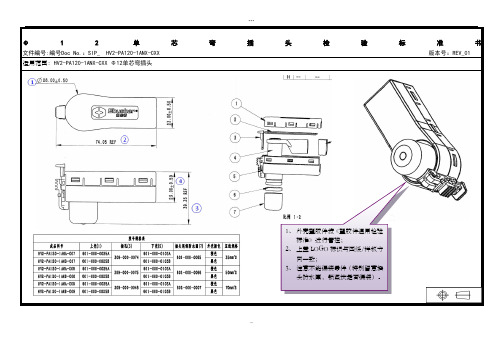
文件编号:编号Doc No.:SIP_ HV2-PA120-1ANX-CXX
版本号:REV_01
适用范围:HV2-PA120-1ANX-CXX Φ12单芯弯插头
1、 外壳塑胶件按《塑胶件通用检验 标准》进行管控;
2、 上盖 LOGO 标识与图纸/样板方 向一致;
3、 注意不能漏装零件(特别留意插 头防水圈,锁紧块是否漏装)。
2、上下盖(橙色&l 黑色)颜色必须一致,组装时必须确认颜色是否配套(颜色需在色板上
1
外观
下限范围内);
3、确认线缆在加工过程中无破损、线芯(铜线)外露;
目视
一般抽样Ⅱ AQL0.4
4、塑胶外壳为橙色,锁紧块为绿色,尾胶黑色,无披锋缺胶现象。
① Φ28±0.5
投影仪
② 74.05±0.5
2
尺寸
③ 23.00±0.5
请严格按照以上标准进行检验,以上为必检项。
适配 图纸
2 模/批 全检
拟定:
会签:
批准:
生效日期:2015.01.20
...
...
SIP检验标准格式
油污/髒汙 產品不允許油污髒污現象.產品上不可有油污.需擦拭幹凈。 毛邊 印刷 數量/方式 組裝 結構 印刷
外觀面毛邊需<0.05mm,非外觀面需<0.10mm;不可有刮手 目視/投影機 現象。各孔內框口不可有毛邊產生。 不可有缺字、斷字及漏印等異常。 與標准作業指導書(SOP)相符。 需能組裝,不可有干涉或無法組裝的情況。 與樣板比對需一致。 需用酒精擦拭絲印印刷來回10次(來回計為一次)。 目視 目視/SOP 目視/手感 目視/樣板 目視
第1頁 檢驗標準規範書
客戶 工站 文件編號 機種: 品名: 客戶料號: 料號: 顏色: 製/修訂 人員 本色 版本: 制/修訂部門 制/修訂日期 檢驗別 成型材質 修 訂 內容 要 敘 述 摘 原製訂部門 會簽 IPQC/OQC A/0 品保部
修 訂記錄
生效日期 版本 修訂 頁次
新制定
發行
確認
製訂
第2頁 檢驗標準規範書
機種: 客戶 品名: 工站 文件編號 外觀檢驗條件: 客戶料號: 料號: 顏色: 光源: 500~800lux 檢驗距離: 30~35CM 制/修訂部門 制/修訂日期 檢驗別 成型材質 檢驗時間: s 品保部 版本: A/0
檢驗角度: 45±5°
尺 寸
檢查項目 檢 查 方 法 圖位 NO 長度 1 長度 2 顏色 目視比對樣板不可有明顯差異。 1 2 卡勾/卡柱 不允許有缺膠、斷柱、拉裂現象,其它以不影響組裝為準。 3 缺料/未飽模 產品不允許缺料現象。 縮水 產品不允許縮水現象。 4 刮傷/劃傷 產品不允許刮碰傷現象。 6 7 變形度 應力痕 結合線 進料點 日期輪 埋銅 凹點 異物/污點 產品不允許變型現象。 產品不允許應力痕現象。 產品不允許結合線現象。 產品進料點需削平,不可有刮手感。 產品內日期輪需按生產日期做調整。 產品表面不允許凹凸不平現象.銅釘不可缺件。 產品不允許凹點凹陷現象。 A 面:不允許有;B 面:每100c㎡內允許0.2m㎡以內1 點;C 面: 每100c㎡內允許0.2m㎡以內1 點。 8 9 10 11 12 13 14 15 16 17 流痕/氣痕 外觀面及進料點周邊不可有氣痕。
【最新推荐】sip指导书-范文模板 (5页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==sip指导书篇一:螺钉SIP检验作业指导书XXX有限公司文件名称:SIP检验作业指导书文件编号:XXX 版本:VA生效日期:201X/6/23 页码:共8页编制: XX 日期: 201X/6/21 审核: XX 日期: 201X/6/23 批准: XX日期:201X/6/231、目的为确保公司进料、制程、最终成品一系列检验环节的产品质量,特制定此作业指导书。
2、范围本程序适用于本公司所有产品生产以及出货环节的产品检验。
3、内容本作业指导书包括进料管制作业指导书、制程管制作业指导书、成品检验作业指导书。
4、工具及测量仪器数显卡尺,通止规,头厚测量仪,扭力计,不锈钢鉴别液,放大镜,盐雾试验机 5、缺陷1、目的为确保公司进料产品所使用之材料于入库前得到合理管制,特制定此作业指导书。
2、范围本程序适用于本公司所有购入之材料(含委外加工品)的进料检验。
3、定义3.1严重缺陷(CR):会造成使用者危害或产品功能失效的缺陷,详见缺陷划分表。
3.2主要缺陷(MA):会造成产品可靠性问题或产品功能部分失效的缺陷,详见缺陷划分表。
3.3次要缺陷(MI):不影响产品使用功能且不会造成使用者抱怨的缺陷,详见缺陷划分表。
注:同一产品有二个以上缺点同时存在,概以其最高级的缺点判定。
4.1.1厂商交货时仓库人员依照供应商送货单点收无误后,将厂商送货单交与品管部检验,IQC根据MIL-STD-105E(11级)。
外观AQL=0.25 CR=0 MA=0.4MI=2.5与《产品检验规范》进行抽检,并将抽检结果记录于《进料检验记录表》,判定合格后加盖合格章交仓库人员办理入库手续。
判定不合格的,品检人员应张贴好不合格标签并注明原因,同时发出《品质异常处理单》至采购,相关部门确认签字无误后退回供应商。
注塑产品标准检验指导书SIP (制程)案例样板
2 结 2.1:参照检验图及样板为准,不可有披锋、缺胶、料脆。 构
3 3.1:产品装配PCB,检验是否平贴,特别地,除了用手掰扣位做初步判定 功 外,还应对扣位料脆采用推力计进行量化检验,并与异常品的数值进行比 能 对;重点是设计定位环模拟治具装配,防止扣位脚断裂。
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
支架
产品规格
模具编号 制程检验频率
产品料号 每2小时检查2模 检验內容
检验
文件编号 /版本 按照MIL--STD-105E抽样检验
1.1:表面无料花、毛边、脏污及渗杂异物、缩水、烧焦等不良,产品结构 与样板对比无明显偏差。 1 外 1.2:用10倍放大镜观察,产品不能有粘模,水口高,断针,变形等不良缺 观 陷。
PC透明
图示
01 本标准适用范围
良品与不良品图片
制作
Page:1/1
确认
审核
生效日期
制程过程
4 尺 4.1:正常生产时测量工程图纸上的重点尺寸. 寸
5 包 5.1:包装按照订单要求包装。 装
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作,是否按每小时检 测料脆一次。 2.检查每模有12模穴,出模后是否完整,如不完整要通知生技。 3.检查作业员摘料手法是否正确。 4.检查包装时是否按照订单要求包装。 5.注意巡查机器手操作: 停开机注意清除料管(或炮筒)余料:停机即射 空余料,时长超5秒则射空余料并将前20模报废处理,再正常投产。
外观 检查
常规检查
检验重点:料披锋 图图示示
图图1 4
标准检验指导书(SIP)-(格式模板)
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 包 装 5.2包装明细:
MAJ 包装要求
MAJ
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作 1
。
2
2.检查每模有几种产品,注意产品的包装区分,防止混料 3
。
4
3.产品出模后来不及检验加工的有无摆放整齐。
5
4.检查作业员撒毛边时手法是否正确。
样
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样品 比对无明显断差/间隙,如客户没有要求,断
差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深 圳 圳 市 市 超 超 人 人 实 实 业 业 有 有 限 限 公 公 司 司
S SH HE EN N
Z ZH HE EN N
M MI IN NB BO O
E EL LE EC CT T R RO ON NI IC CS S
C CO O. ., ,L LT T D D. .
塑胶外壳检验 标准、样品/目
视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/目
1.3需要做后工序喷油、丝印、电镀等加工的
视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
SIP检验作业指导书模板
标记
处数
更改 文件
签字
日期
编制(日期)
审核(日期)
批准(日 期)
会签(日 期)
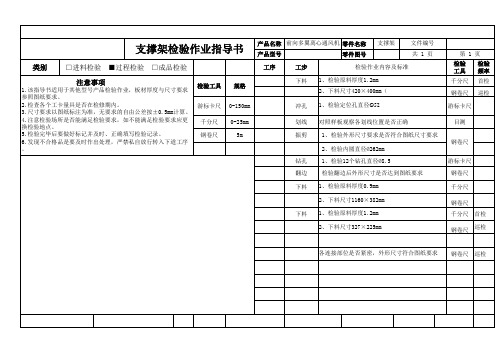
支撑架检验作业指导书
产品名称 前向多翼离心通风机 零件名称
产品型号
零件图号
支撑架
文件编号 共1页
类别
□进料检验 ■过程检验 □成品检验
工序
工步
检验作业内容及标准
注意事项
1.该指导书适用于其他型号产品检验作业,板材厚度与尺寸要求 参照图纸要求。 2.检查各个工卡量具是否在检修期内。 3.尺寸要求以图纸标注为准,无要求的自由公差按±0.5mm计算。 4.注意检验场所是否能满足检验要求,如不能满足检验要求应更 换检验地点。 5.检验完毕后要做好标记并及时、正确填写检验记录。 6.发现不合格品是要及时作出处理,严禁私自放行转入下道工序 。
翻边 检验翻边后外形尺寸是否达到图纸要求
下料 1、检验原料厚度0.9mm
2、下料尺寸1160×382mm
下料 1、检验原料厚度1.2mm
2、下料尺寸327×225mm
第1页检验 工具检验 率千分尺 首检钢卷尺 巡检
游标卡尺
目测
钢卷尺
游标卡尺 钢卷尺 千分尺
钢卷尺 千分尺 首检 钢卷尺 巡检
各连接部位是否紧密,外形尺寸符合图纸要求 钢卷尺 巡检
检验工具
游标卡尺 千分尺 钢卷尺
规格
0-150mm 0-25mm
5m
下料
1、检验原料厚度1.2mm 2、下料尺寸420×400mm(
冲孔 1、检验定位孔直径Ø52
划线 振剪
钻孔
对照样板观察各划线位置是否正确 1、检验外形尺寸要求是否符合图纸尺寸要求 2、检验内圆直径Ø262mm 1、检验12个钻孔直径Ø8.5
标准检验指导书(SIP)-钣金(薄板件)

制 作确 认审 核按订单材质、厚度:按图纸规 格 :与BOM一致产品名称;生效日期 :项 目检验方法缺陷等级目 测Ma 目 测Ma 戴棉纱手套检验无棉絮产生Ma 目 测Mi 目测/测量MaNO.检验项NO.检验项检验工具缺陷等级1材料厚度4孔径千分尺/卡尺Cr 2外形尺寸5孔距卡尺/卷尺Ma 3沉孔尺寸6沉孔角度和方向卡尺/适配Ma 目 测Mi 目 测Mi12345目 测Standard Inspection Procedure(SIP)2.1所有尖角到钝,但不能倒成圆角;2.2所有外面毛刺必须去除,以手摸无刮手感觉为宜;检验频率:工序自检检验內容2.4外表面不得有明显划痕、划伤、变形等;2.5腰孔允许锯齿状加工痕,但最小尺寸不得小于图纸尺寸要求(图纸有明确要求的除外)。
4.1按要求合理摆放、注意防护、正反面;4.2作好物料标识,图纸随料周转。
Ma 1.2材料表面平整、光滑、颜色均匀一致;1.3镀锌板表面花纹一致,锌层不得有明显划伤、黑点等。
1.1材料表面无明显杂色、斑点、脏污及渗杂异物,不得有压伤、锈斑、明显划痕、变形、鼓包等缺陷;本标准适用工序:订单号:设备编号:产品编号 :物料编码:与BOM一致检验类别:2018/5/18与BOM、图纸一致与BOM一致激光、数冲(下料) 、钻床(沉孔)不 良 品 图 示①材料检验②产品外观备注:以上外表面毛坯件允许轻微的擦伤或划伤,但不得影响喷涂后的整体效果(图纸有明确要求的除外);A级表面:客户在生产装配时能直接正视的外部表面(正面、侧面);B级表面:不明显的外部和开启后,就能正视的内部表面(内侧面、背面);2.3冲网孔工件表面不得有明显起伏及鼓包;③尺寸④包装注意事项1.作业员操作机器时严格按照(SOP)操作;2.检查订单有几种产品(物料),注意产品的区分,防止混料;3.外观要求较高的物料(比如镀锌板、拉丝不锈钢、覆膜板、铝板等~)采取必要的包装隔离措施以免产生划痕、划伤、压伤、擦伤、变形等;4.后工序要进行加工的物料,数控编程时应预留合理的加工余量;5.对于尺寸精度要求较高的工件要提前考虑好激光数冲加工后的变形量;6.沉孔不得呈三角形、多边形,沉孔内不得有毛刺,以平头或沉头螺丝不凸起为备 注(外观说明及检测要求)产品A面、B面无划痕、划伤(允许轻微划痕划伤,手摸无明显手感且喷涂后不可见),C面喷涂后不可见明显划伤;C级表面:不易察看的内部和外部表面(底部);划伤锈斑变形毛刺制 作确 认审 核按订单材质、厚度:按图纸规 格 :与BOM一致产品名称;生效日期 :项 目检验方法缺陷等级目 测Ma 目 测Ma 目 测Ma 目 测Mi 目 测MaNO.检验工具缺陷等级1卡尺+卷尺Ma 2卡尺+卷尺Ma 3角度尺+直角尺Ma 12345Mi检验项折弯后孔到孔的尺寸(关键尺寸);折弯尺寸+外形尺寸+对角线+平面度;折弯方向+折弯角度。
SIP标准检验指导书模板
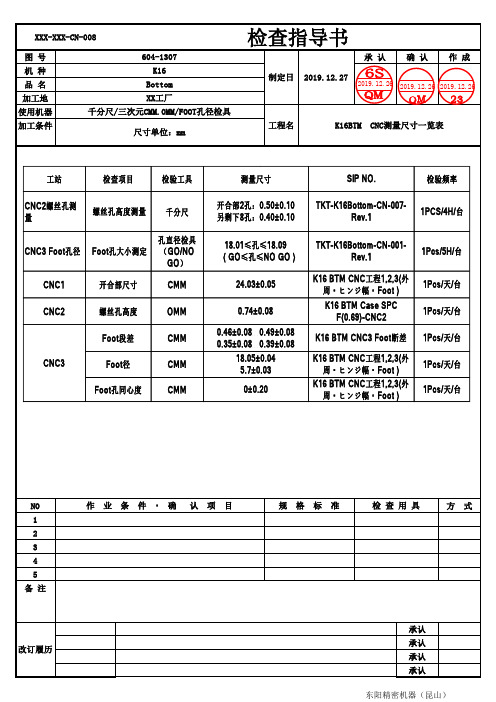
CMM
开合部2孔:0.50± 0.10 另剩下8孔:0.40± 0.10
18.01≤孔≤18.09 ( ( GO≤孔≤NO GO )
24.03± 0.05
0.74± 0.08
0.46±0.08 0.49±0.08 0.35±0.08 0.39±0.08
18.05± 0.04 5.7± 0.03 0± 0.20
TKT-K16Bottom-CN-007Rev.1
1PCS/4H/台
TKT-K16Bottom-CN-001Rev.1
1Pcs/5H/台
K16 BTM CNC工程1,2,3(外 周・ヒンジ幅・Foot )
K16 BTM Case SPC F(0.69)-CNC2
1Pcs/天/台 1Pcs/天/台
K16 BTM CNC3 Foot断差 1Pcs/天/台
K16 BTM CNC工程1,2,3(外 周・ヒンジ幅・Foot )
K16 BTM CNC工程1,2,3(外 周・ヒンジ幅・Foot )
1Pcs/天/台 1Pcs/天/台
NO 1 2 3 4 5 备注
作 业 条 件 ・ 确 认 项 目
改订履历
规格标准
检查用具
方 式
承认 承认 承认 承认
东阳精密机器(昆山)
工程名
K16BTM CNC测量尺寸一览表
工站
检查项目
检验工具
测量尺寸
SIP NO.
检验频率
CNC2螺丝孔测 量
螺丝孔高度测量
千分尺
孔直径检具 CNC3 Foot孔径 Foot孔大小测定 (GO/NO
GO)
CNC1
开合部尺寸CMM源自CNC2螺丝孔高度
OMM
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图
示
品质履历及品质要记
图图1 4
图3
图图52
图2 图图图436
标准 检 验 指导书 Standard Inspection Procedure(SIP)
客户名称
产品名称
材质
模具编号
产品编号
模穴数
制程 检验频率
每2小时检查5模或每个形状各10PCS
项目
检验內容
检验依据 /方法
1
1.1表面无明显杂色、斑点、脏污及渗杂异物 、填充不足、变色等不良,产品颜色与样板 对比无明显偏差。(光源800-1000LUX,.时间 5S,距离30-40CM)
塑胶外壳检验 标准、样品/
目视/菲林
外 1.2加工毛边、批锋后产品不能有刀口,胶屑
观 、手印、划伤等不良缺陷。
塑胶外壳检验
标准、样品/
1.3需要做后工序喷油、丝印、电镀等加工的 目视/菲林
要注意出现的缺陷是否可以接受
包装 检验 缺陷 等级
MAJ
MAJ
MAJ
按照AOLMIL-STD-105E 抽样检验
2 结 2.1参照工程图纸及样板为准。 构
样品/图纸
MAJ
3 3.1折弯测试
测试作业指导 MAJ
功 能
3.2装配:与相关产品/配件进行装配,与样 品比对无明显断差/间隙,如客户没有要求, 断差/间隙则按我司标准≦0.2mm进行确认。
样品/图纸/塞 尺
MAJ
NO.
4
1
尺
寸2
尺寸标准 NO. 尺寸标准 4 5
检验工具 卡尺 卡尺
缺陷等级 MAJ MAJ
3
6
卡尺
MAJ
5 5.1包装按照订单要求包装。 要求
MAJ
注意事项
1.观查作业员操作机器时是否按照作业指导书(SOP)操作 1
。
2
2.检查每模有几种产品,注意产品的包装区分,防止混料 3
。
4
3.产品出模后来不及检验加工的有无摆放整齐。
5
4.检查作业员撒毛边时手法是否正确。
6
5.检查包装时是否按照订单要求包装。
7
8
图示 图图示示
深 深圳 圳市 市超 超人 人实 实业 业有 有限 限公 公司 司 SHEN ZHEN MINBO ELECTRONICS CO.,LTD.
文件编号 /版本
制作
确认
审核
规格
本标准适用范围
生效日期
注塑制程过程