SMT红胶作业指导书解读
SMT作业指导书
4、生产ROHS产品时,注意材料、工具、辅料的管控;
5、作业时请轻拿轻放产品,防止产品碰撞损坏;
6、作业时需戴好防静电手环; 工具辅料
工具/辅料
型号规格
数量
剪刀
1把
双面胶
10MM
1卷
修改
审核
批准
制订:
审核:
批准:
发行日期:
******电子科技有限公司
****** Electronics Co., Ltd
******电子科技有限公司
****** Electronics Co., Ltd
生产作业指导书
品名
通用
Production Working instruction
规格
/
图示说
明:
1、OVAP200A
2、其它 常见烧
Smart PRO
STC烧录 器 修改时间
FLY PRO 软件界
G9M8P 1 拖8烧录
工具辅料 工具/辅料 锡膏/红胶 酒精 白棉碎布
型号规格
修改
审核
数量 1瓶 1瓶 适量
批准
制订:
审核:
批准:
发行日期:
******电子科技有限公司
****** Electronics Co., Ltd
生产作业指导书
品名
通用
Production Working instruction
规格
/
图示说
明:
钢网
PCB
2、标准 印刷图
锡膏需 均匀覆
3、常见 印刷不
印胶的 位胶置量居适 中、成
NG(锡浆 丝印连
NG (焊盘
NG(锡 膏印刷
NG(胶 量太
SMT表面组装技术SMT贴片红胶的性能分析以及使用说明

SMT表面组装技术SMT贴片红胶的性能分析以及使用说明SMT贴片红胶的性能分析以及使用说明1.1常见的贴片胶涂布方法贴片胶的涂布是指将贴片胶从储存容器中(管式包装、胶槽)均匀地分配到PCB指定位置上。
常见的方法有针式转移、丝网/模板印刷和注射法。
1.针式转移针式转移方法是在金属板上安装若干个针头,每个针头对准要放贴片胶的位置,涂布前将针床浸入一个盛贴片胶的槽中,其深度约为1.2-2mm,然后将针床移到PCB上,轻轻用力下按,当针床再次被提起时,胶液就会因毛细管作用和表面张力效应转移到PCB上,胶量的多少则由针头直径和贴片胶的黏度来决定。
针床可以手工控制也可以自动控制。
这是早期应用方法之一,如图16所示。
优点:所有胶点能一次点完,速度快,适合大批量生产;设备投资少。
缺点:当PCB设计需要更改时,针头位置改动困难;胶量控制精度不够,不适用于精度要求高的场合使用;胶槽为敞开系统,易混入杂持,影响胶合质量;对环境要求高,如温度、湿度等。
评估:目前这种使用方法已不多见,一般用于试制生产,用针式转移法时,其贴片胶的黏度要求为70-90•s。
2.丝网/模板印刷丝网/模板印刷法涂布贴片胶,其原理、过程和设备同焊膏印刷类似。
它是通过镂空图形的丝网/模板,将贴片胶分配到PCB上,涂布时由胶的黏度及模板厚度来控制。
这种方法简单快捷,精度比针板转移高,早期应用较文(见图17),由于印刷后的胶滴高度不理想故未能广泛使用。
近几年,乐泰公司推出Varidot刮板印刷技术,采用特殊的塑料模板,可印刷不同高度的贴片胶。
此外清洗模板也较简单,并能显著地提高生产率和现有设备(印刷机)的利用率。
优点:一次印刷,完成所有胶点的分配,适合大批量生产;丝网/模板更换,相对比针床价廉;印刷机的利用率提高,无需添置点胶机。
缺点:对PCB更改的适应性差;胶液暴露在空气中,对外界环境要求高;只适合平面印刷。
评估:随着新模板技术的推广,使用场合会有所增加。
红胶工艺SOP
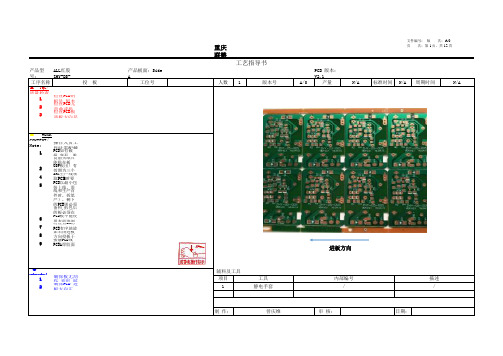
重庆联懋产品型号:ALL红胶ZHY-DS-产品板面:SideAPCB 版本:V2.1工序名称工位号人数1A/0产量N/A标准时间N/A周期时间N/A ▲ TQC/质量检查1检查PCB的板号.版本.2检查PCB无弯曲或损3检查PCB板进板方向是■ WORKCONTENT/ Note:操作人员工作时需配戴1PCB如有破损,变形, 脏良箭头纸只能贴在板2OSP板出厂有效期为三个4SMT生产线领取PCB时要5PCB以最小包装上线,需线和生产首件时,拆第产),剩下的PCB则必须备料,拆包后的板必须在6PCB板不能使用有机溶剂7将检查OK的PCB有序地放8如右图进板方向投板于9接触PCB或PCBA焊胶面●VERIFY/1确保板无刮伤,变形,脏项目2确保PCB 进板方向正1制 作:审 核:日期:曾庆维辅料及工具工具內部编号描述静电手套//工艺指导书投 板版本号文件编号:版次:A/0页次:第1页,共12 页进板方向重庆联懋产品型号:ALL红产品板面:SideAPCB 板号:PCB 版本:V2.1工序名称工位号人数1A/0产量N/A 标准时间N/A 周期时间1如图检查PCB板进板2检查丝印机参数设定.3检查所用红胶品牌,型4检查钢网,刮刀是否正■ WORK CONTENT/Note:操作人员工作时需配戴1先裝后刮刀,再裝前刮刀,2第一次添加红胶為1/2瓶,以出的红胶移至中央,加过红3红胶在使用前必须机器搅拌效果最佳.不允许直接将4除加红胶及其余特定用途外使用此红胶,刮刀速度设置5刮出的第一,二块板(即前6接触红胶时必须戴塑胶手7生产开始和生产结束时钢网进行清洗一次并由专人负责进行一次人工清洗,并填写《 辅料及工具8钢网清洗采用手动擦试钢項目19机器因异常停置超过30分23410沒有生产时﹐将刮刀放回存511接触PCB或項目134 ●VERIFY/校51红胶厚度:钢网厚度2保证丝印后PCB正面无3确保红胶印刷品质无以4作业时,钢制 作:审 核:日期:2钢质刮刀//曾庆维静电手环//气枪//橡胶指套// 工具內部编号描述钢网ZHY-DS-015-V2.1钢网及刮刀,若钢网面或孔辟內有粘胶须清洗干淨.无尘纸(小方块狀)//不良标签//红胶/3609J-6619德邦重新搅拌3分钟后给在生产的另一条产线使用,注意不要新旧红胶混裝一瓶,手动擦试无尘纸(卷狀)// 辅料內部编号描述沾有环保清洁剂擦拭钢网,印刷50PCS擦拭一次.清洗剂/微思特工艺指导书印刷 红胶版本号▲ TQC/质量检查文件编号:WG-03-2192版次:A/0进板方向重庆联懋产品型号:ALL红产品板面:SideAPCB 版本:V2.1工序名称工位号人数1A/0产量N/A 标准时间N/A 周期时间N/A1保证丝印后PCB正面无2确保红胶印■ WORKCONTENT/Note:丝印员工作时需配戴静1丝印员工位检查印胶后2当发现不良时,将不良偏焊盘1/4允收溢胶,拒收随线技术人员改善,不3印胶不良的板不能使用净,并在1小时内投入生严格控制印刷工序).4红胶厚度要求:红胶厚5不能有漏印,短路,6清洗干净后丝印员执行打上记号,再交由跟线偏焊盘1/4允收溢胶,拒收7拿不良板时只可拿板边,标准8将丝印OK的PCB板有序的9接触PCB或PCBA面时﹐标准 少胶拒收偏移量1/4允收●項目1手不要触到12印刷不良必項目1制 作:审 核:日期:不良标签//曾庆维辅料內部编号描述 工具內部编号描述静电手环/橡胶指套//辅料及工具▲ TQC/质量检查工艺指导书印 胶 检 查版本号页次:第5 页,共12 页标准重庆联懋产品型号:ALL红产品板面:SideAPCB 版本:V2.1工序名称工位号人数1A/0产量N/A标准时间N/A周期时间N/A123■ WORKNote:操作人员工1将物料按照2检查SMT物料3操作员检查4检查OK以后5在产品开始6如有问題立7接触PCB或8当贴片机,IPQC确认.9换线时,技朮10每班结束或辅料及工具項目1234●VERIFY/校1交叉检查物料更换记2检查貼裝的零件不能有項目3零件的极性方向請參考1机器型号&程序制 作:审 核:日期:曾庆维辅料內部编号描述接料带//剪刀//L,C,R仪//静电手套//工具內部编号描述裝料台//检查红胶是否均匀,位置是否正确.检查程序名是否正确.如图检查PCB进板方向.工艺指导书表面貼片版本号▲ TQC/质量检查文件编号:WG-03-2192版次:A/0WG-03-396文件编号:WG-03-349WG-03-349WG-03-383文件编号:WG-03-392WG-03-2262WG-03-2263WG-03-2285文件编号:WG-03-356文件编号:WG-03-进板方向重庆联懋产品型号:ALL红产品板面:SideAPCB 版本:V2.1工序名称工位号人数1A/0产量N/A标准时间N/A周期时间N/A 1检查进板方■ WORK Note:操作人员工作时需配戴1炉前目检检查不良品标2当發现以下不良现象连改善制程. A.多件,少件,反向,反B. 元件移位超出元件脚C.打错元件.3检查发现不良时,将不良当单项不良超3%,总项4SOP、QFP封装的芯片,板上有白色丝印框的,5检查器件有无立碑、贴技术员,不能有漏贴、偏6检查合格的单板过回流7炉前QC检查炉前有无挂PCBA上的每个元件进行8重点检查IC 贴片后有无9接触PCB或PCBA焊胶面辅料及工具項目12●VERIFY/校1手不要碰到PCB上的红项目2红胶保留在PCB上的时1制 作:审 核:日期:曾庆维辅料內部编号描述不良标签//静电手环//工具內部编号描述▲ TQC/质量检查工艺指导书回流炉前检查版本号文件编号:WG-03-2192版次:A/0理想狀況拒絕反白拒絕拒絕未在焊盘上状况拒收理想狀況重庆联懋电子产品型号:ALL红产品板面:SideAPCB 版本:V2.11工位号人数1A/0产量N/A标准时间N/A周期时间N/A1检查贴片质量.■ WORKCONTENT/ Note:操作人员工作时需配戴1每班/转机种或机器維修OK的曲线必工程師确認.2当回流炉指示燈是綠燈过炉时兩板间的距離至3本产品不使用載具.4如果出现异常情況,请通5接触PCB或PCBA焊胶面红胶(无升温率130℃时间峰值<3℃/sec90~150s120℃~160辅料及工具項目12345●VERIFY/校項目1确保实际参数与设置一12确保过炉时指示燈是綠23制 作:审 核:日期:高温胶线//曾庆维隔热手套//高温胶纸//测试板//辅料內部编号描述剪刀//烙铁//炉温测试仪//电热偶//工程规格100~180s90~120s机器型号&程序名及温度参数參见回焊炉温度设定参数表工具內部编号描述项目120℃以上时间150℃时间▲ TQC/质量检查工艺指导书回流焊接版本号文件编号:WG-03-2192版次:A/0WG-03-349文件编号:WG-03-339文件编号:WG-03-文件编号:WG-03-2260文件编号:WG-03-文件编号:WG-03-2294进板方向90-120S重庆联懋产品型号:ALL红产品板面:SidePCB 版本:V2.1工序名称工位号人数1A/0产量N/A 标准时间N/A 周期时间N/A▲ TQC/1检查回流炉■ WORKNote:操作人员工作时需配戴1炉后目检检查不良品标2当發现以下不良现象太A.多件,少件,反向,反B.不得有桥C.打错元件.D.绿油不 3目检时特别4检查发现不5目检范围如6良品不良品7接触PCB或辅料及項目12●VERIFY/校项目1良品与不良12目检OK的PCBA轻拿轻3确保目检一区无外观不良.制 作:审 核:日期:曾庆维辅料內部编号描述不良标签//静电手环//工具內部编号描述静电手套//工艺指导书回流炉后目检版本号文件编号:WG-03-2115文件编号:WG-03-2192版次:A/0。
红胶SMT操作工艺doc
红胶工艺对SMT操作工艺的具体要求的内容请详细阅读以下内容:
SMT操作工艺构成要素和简化流程:
--> 印刷(红胶/锡膏)
--> 检测(可选AOI全自动或者目视检测)
--> 贴装(先贴小器件后贴大器件:分高速贴片及集成电路贴装)
--> 检测(可选AOI 光学/目视检测)
--> 焊接(采用热风回流焊进行焊接)
--> 检测(可分AOI 光学检测外观及功能性测试检测)
--> 维修(使用工具:焊台及热风拆焊台等)
--> 分板(手工或者分板机进行切板)
红胶工艺流程简化为:印刷-------贴片-------焊接-------检修(每道工艺中均可加入检测环节以控制质量)
红胶工艺有两种,
一种是通过针管的方式进行点胶,俗称红胶点胶工艺,是根据元件的大小,点的胶量也不等,手工点胶机用红胶点胶的时间来控制胶量,自动点胶机通过不同的点胶嘴和点胶时间来控制红胶点胶;
另一种是刷胶,俗称红胶刮胶工艺,也称钢网印刷工艺,是通过钢网进行印刷,钢网的开孔大小有标准规范,主要还是根据所生产的产品决定钢网印刷开孔的大小。
红胶所产的不良主要有:溢胶、浮高、粘力不够、撞件等;红胶注意事项和红胶使用要求如下:
1、前期工艺有红胶的储存、
2、使用前要回温、
3、印刷后PCB板要平放、
4、印刷后存放时间不宜太长,
5、再就是回流炉温,一般是130度以上保持90~120秒,最高温度不超过150度,具体
还要根据使用红胶之前的参考温度
6、红胶毕竟是胶粘物,强度有限,要注意运输及装配操作过程中的撞件、或不慎掉落以致影响贴片元件甚至使整个PCB线路板毁坏。
SMT在线式红胶点胶机使用手册
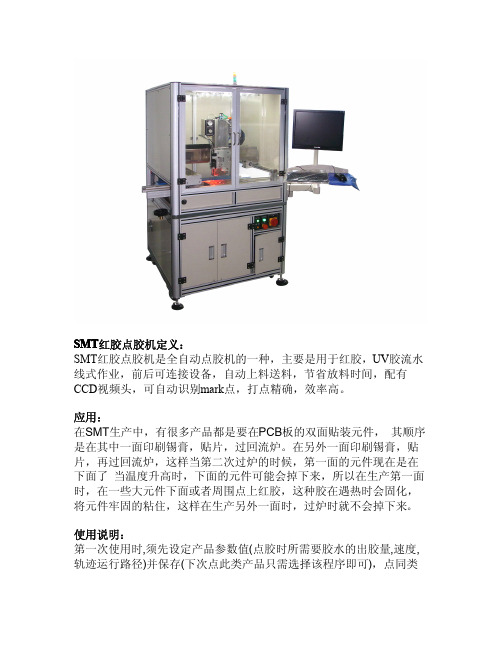
Red-line glue, UV glue dispenser
Specifications: Model
Work Area Travel speed Resolution Repeatability Operation system Drive Mode Conveying Mode Conveying Speed
kit
1
mechanism
Thimble cylinder
kit
6
Pressure regulating valve
kit
1
Second automatic dispenser
kit
1
software
Great Wall Brand 17"LCD
Heating glue (Optional) High precision
6. The size of glue, speed of glue spread, dispensing time, time of halting dispensing can be arranged by parameter. With this method, glue exudation is quite stable with no glue leaking and dripping 7. Can import AUTO CAD format for simplify operations 8 .Optional CCD visual positioning device can be chosen to eliminate the inaccuracies made by tool 9 .Optional large packer rubber or pressure barrel stored with glue can be chosen for operation to reduce time of changing glue 10 .Control resolution of glue exudation is 1ms 11.It is applied to fluid dispensing/spray, such as, UV glue, white glue, epoxy resin, Three yellow paints, transparent paint,and waterproof agent agtent and so on.
SMT炉后检验标准红胶解读

厦门市上进电子科技有限公司文件名称
标准
无件无偏移、浮高,
且胶量适中
文件编号版本版次页次
拒收溢胶
WI-09-20 A02 1OF1
拒收溢胶
SMT红胶工艺检验标准
标准
无件无偏移、浮高,
且胶量适中
可接受
无件无偏移、浮高,
没有溢胶
标准
电容无偏移、浮高
可接受
拒收
偏移>1/4元件宽度
拒收溢胶
偏移≤1/4元件宽度
拒收溢胶
标准
电阻无偏移、浮高
可接受
拒收
端偏移>1/4元件电极宽度
拒收
拒收元件浮高>0.5MM
端偏移≤1/4元件电极宽度
元件浮高>0.5MM
标准
可接受
可接受
偏移≤1/4管脚宽度
拒收
拒收
端偏移>1/4管脚宽度偏移>1/4管脚宽度
三极管无偏移、浮高偏移≤1/4管脚宽度
标准
IC无偏移、浮高
可接受
偏移≤1/4管脚宽度
拒收
偏移>1/4管脚宽度
可接受
偏移≤1/4管脚宽度
拒收
端偏移>1/4管脚宽度
批准何开东审核刘速越拟制王辉日期年12月22日。
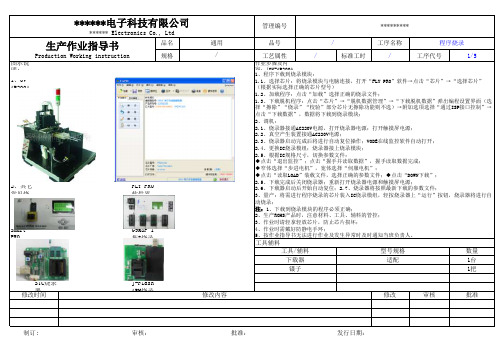
SMT红胶推力作业指导书
佛山市顺志电子有限公司文件类别:作业指导书
客户通用发行版本V0.1
页数第1页,共1页
项目编号通用工序编号 1
机型名称红胶通用工序名称SMT红胶推力测
试
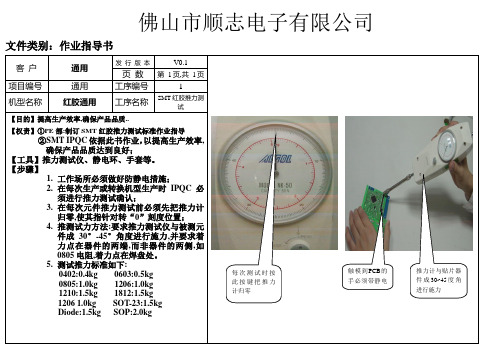
【目的】提高生产效率,确保产品品质..
【权责】①PE部:制订SMT红胶推力测试标准作业指导
②SMT IPQC依据此书作业,以提高生产效率,
确保产品品质达到良好;
【工具】推力测试仪、静电环、手套等。
【步骤】
1.工作场所必须做好防静电措施;
2.在每次生产或转换机型生产时IPQC必
须进行推力测试确认;
3.在每次元件推力测试前必须先把推力计
归零,使其指针对转“0”刻度位置;
4.推测试力方法:要求推力测试仪与被测元
件成30°-45°角度进行施力,并要求着
力点在器件的两端,而非器件的两侧,如
0805电阻,着力点在焊盘处。
5.测试推力标准如下:
0402:0.4kg 0603:0.5kg 0805:1.0kg 1206:1.0kg 1210:1.5kg 1812:1.5kg 1206 1.0kg SOT-23:1.5kg Diode:1.5kg SOP:2.0kg 每次测试时按
此按键把推力
计归零
触模到PCB的
手必须带静电
手套或无线静
推力计与贴片器
件成30~45度角
进行施力。
SMT作业指导书

备注
记录:
拟制: 主 题:
赞成:
东莞市同心电子有限公司 作业指导书
设备各设定法度榜样编制订名及治理
受控状况
版本
A0
文件编号 EN-WI-005 页 码 第 1 页共 6 页
目标:将设备之设定法度榜样规范治理,以保持法度榜样名称的独一性及法度榜样的有效操纵,防止误用。 范畴:有用于 SMT 车间、贴片机、回流焊法度榜样的设定、定名、检查、治理。
所临盆 PCB 雷同。
二、将测温仪放在爱护盒内,将 K 型测温线插入测温仪插座内(留意偏向)并调剂爱护盒的轨通宽度,使之与测试板的宽度和回流焊的宽度一
致。
一、打开测温仪的电源开关 PWOR(当电源灯亮
灭时)。打开采集开关 STR,再将爱护盒盖好,将测试板与测温仪一路放入回流焊。
出炉后,将采集开关 STR 封闭。
拟制:
赞成:
主 题:
东莞市同心电子有限公司 作业指导书
锡膏搅拌机操作指导书
受控状况
版本
A1
文件编号 页码
EN-WI-003 第 2 页共 3 页
9、确信机械运转停止后打开上盖,用专用扳手取下锡膏瓶,再盖上盖。
10、时刻调剂,设定值第三位为设定单位字母,“S”为秒,“M”为分钟,“H”为小时,各数字的变换按增、减键更换
查一次,并记录在《法度榜样检查记录表》中,工程师确认。
10、临盆设备的操纵电脑严禁作其它用处。
11、附表格
《PCB 法度榜样修改记录表》
《PCB 法度榜样记录表》
《法度榜样检查记录表》
《SMT 机型法度榜样设定一览表》
拟制:
赞成:
东莞市同心电子有限公司 作业指导书
主 题:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S M T红胶作业指导书解
读
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
华茂翔红胶厂供应SMT红胶作业标准是什么. 华茂翔电子有限公司,供应SMT红胶作业标准是什么,本文件的目的是为了规范锡膏/红胶的存放使用,使其达到更好的焊接效果.
编制
锡膏/红胶保存作业指导书
日期
2012-4-24
审核
李建
页数
1/5页
核准
本文件的目的是为了规范锡膏/红胶的存放使用,使其达到更好的焊接效果。
2、适用范围
本文件适用于SMT车间所用锡膏/红胶。
3、职责
操作员负责按本文件正确存放使用锡膏。
拉长,IPQC进行指导监督作用。
4、操作步骤
锡膏/红胶应保存在5--10℃的冰箱,以降低活性,增长使用寿命,避免放置于高温处,易使锡膏劣质化。
并在有效期(3-6个月)内使用。
锡膏存放时不可侧立倒放,并且放置于冰箱的中央,执行先进先出的原则。
使用前,预先将锡膏/红胶从冰箱里取出,在室温环境的情况下解冻4--5个
小时后,方可打开容器盖,使其恢复活性防止水分在锡膏里冷凝,以达最佳焊接状态。
使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟,搅拌是使锡粉末与Flux 均匀混合,但如搅拌时间过长会破坏锡粉末形状和粘度。
A.使用时将锡膏1/3的量添加于钢网上,并以少量多次的方式添加。
B.当天未使用完的锡膏不可与尚未使用的搅浑存放,并且不同型号、厂牌锡膏不可混合使用,以免影响品质。
C.为预防贴片胶硬化和变质,搅拌后建议24小时内使用完。
锡膏/红胶印刷在基板上后,需在4小时内完成固化。
D.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。
E.最佳使用环境:温度为20—26℃;湿度为35--60%,因为贴片胶的粘度随温度而变化,以免影响品质。
清洁维护
必须每天对冰箱,锡膏使用场所,及冰箱里的锡膏进行清洁。
生产使用的锡膏由操作员保管,由拉长领用锡膏,每次只取一瓶,并以旧换新。
(仓库也执行以旧换新)。
5、注意事项
尽可能不接触皮肤,并避免吸入挥发之气体。
如果不慎接触,应及时用乙醇擦洗干净。
1、目的
本文件的目的是为了规范锡膏/红胶的存放使用,使其达到更好的焊接效果。
2、适用范围
操作员负责按本文本文件适用于SMT车间所用锡膏/红胶。
3、职责
件正确存放使用锡膏。
拉长,IPQC进行指导监督作用。
4、操作步骤
华茂翔锡膏/红胶应保存在5--10℃的冰箱,以降低活性,增长使用寿命,避免放置于高温处,易使锡膏劣质化。
并在有效期(3-6个月)内使用。
锡膏存放时不可侧立倒放,并且放置于冰箱的中央,执行先进先出的原则。
使用前,预先将锡膏/红胶从冰箱里取出,在室温环境的情况下解冻4--5个小时后,方可打开容器盖,使其恢复活性防止水分在锡膏里冷凝,以达最佳焊接状态。
使用之前手动搅拌4--5分钟,搅拌机需搅拌2--3分钟,搅拌是使锡粉末与Flux 均匀混合,但如搅拌时间过长会破坏锡粉末形状和粘度。
A.使用时将锡膏1/3的量添加于钢网上,并以少量多次的方式添加。
B.当天未使用完的锡膏不可与尚未使用的搅浑存放,并且不同型号、厂牌锡膏不可混合使用,以免影响品质。
C.为预防贴片胶硬化和变质,搅拌后建议24小时内使用完。
锡膏/红胶印刷在基板上后,需在4小时内完成固化。
D.在停线超过1小时以上时,须将在用的锡膏放入锡膏瓶内并封好盖。
E.最佳使用环境:温度为20—26℃;湿度为35--60%,因为贴片胶的粘度随温度而变化,以免影响品质。
清洁维护
必须每天对冰箱,锡膏使用场所,及冰箱里的锡膏进行清洁。
生产使用的锡膏由操作员保管,由拉长领用锡膏,每次只取一瓶,并以旧换新。
(仓库也执行以旧换新)。
5、注意事项
尽可能不接触皮肤,并避免吸入挥发之气体。
如果不慎接触,应及时用乙醇擦洗干净。
产品名称:最好的SMT贴片红胶
详细说明:SMT红胶是单一组分常温储藏受热后迅速固化的环氧树脂胶粘剂,其容许低温度固化,超高速微少量涂敷仍可保持没有拉丝、溢胶、塌陷的稳定形状,其“剪切稀化”粘度特性和低吸湿性,非常适合应用于常温孔版印刷的SMT 工艺,胶点形状非常容易控制,储存稳定且具有优良的耐热冲击性能和电气性能,使用安全,完全符合环保要求。
二、红胶的性质
红胶具有粘度流动性,温度特性,润湿特性等。
根据红胶的这个特性,故在生产中,利用红胶的目的就是使零件牢固地粘贴于PCB表面,防止其掉落。
三、红胶的应用:
在印刷机或点胶机上使用:
1、为保持贴片胶的品质,请置于冰箱内冷藏(5±3℃)储存;
2、从冰箱中取出使用前,应放在室温下回温;
3、可以使用甲苯或醋酸乙酯来清洗胶管。
点胶:
1、在点胶管中加入后塞,可以获得更稳定的点胶量;
2、推荐的点胶温度为30-35℃;
3、分装点胶管时,请使用专用胶水分装机进行分装,以防止在胶水中混入气泡。
刮胶:推荐的刮胶温度为30-35℃。
注意:红胶从冷藏环境中移出后,到达室温前不可打开使用。
为避免污染原装产品,不得将任何使用过的贴片胶倒回原包装内。
四、红胶的工艺方式:
1、印刷方式:钢网刻孔要根据零件的类型,基材的性能来决定,其厚度和孔的大小及形状。
其优点是速度快、效率高。
2、点胶方式:点胶是利用压缩空气,将红胶透过专用点胶头点到基板上,胶点的大小、多少、由时间、压力管直径等参数来控制,点胶机具有灵活的功能。
对于不同的零件,我们可以使用不同的点胶头,设定参数来改变,也可以改变胶点的形状和数量,以求达到效果,优点是方便、灵活、稳定。
缺点是易有拉丝和气泡等。
我们可以对作业参数、速度、时间、气压、温度调整,来尽量减少这些缺点。
3、针转方式:是将一个特制的针膜,浸入浅胶盘中每个针头有一个胶点,当胶点接触基板时,就会脱离针头,胶量可以借着针的形状和直径大小来变化。
五、典型固化条件:
注意点:
1、固化温度越高以及固化时间越长,粘接强度也越强。
2、由于贴片胶的温度会随着基板零件的大小和贴装位置的不同而变化,因此我们建议找出最合适的硬化条件。
3、固化时间:100℃*5分钟、120℃*150秒或150℃* 60秒。
红胶的储存:在室温下可储存7天,在小于5℃时储存大于个6月,在5~25℃可储存大于30天。
六、红胶的管理:
由于红胶受温度影响用本身粘度,流动性,润湿等特性,所以红胶要有一定的使用条件和规范的管理。
1、红胶要放在2-8℃的冰箱中保存,防止由于温度变化,影响特性。
2、红胶回温要求在室温下回温4小时,按先进先出的顺序使用。
3、对于点胶作业,胶管红胶要脱泡,对于一次性未用完的红胶应放回冰箱保存,旧胶与新胶不能混用。
4、要准确地填写回温记录表,回温人及回温时间,使用者需确认回温OK后方可使用。