车间生产计划、产能表
生产计划进度表(产能负荷分析)

FH锈色按客 FH锈人色色按板客 FH锈人色色按板客
人色板 灯具为 烤白+灰褐色 3段CCT
灯罩为
302 302 302
601
ID-056-2 1 LED
WB052-1W-CH-ID-056
CH铬色
101
1350
500
200
200
906
601 0
101
ID-008-27 1 LED 2 LED
WB052-2W-CH-ID-056 9151-1W-CH-ID-008
50
0
38
0
11,12月份订单生产计划进度表
序 号
工ID-厂0单1指2-令10
序 号
LLEE类型DD
9311-2工P-C厂H-型ID号-012美规
9311-2W-CH-ID-012美规
客户型号
CC灯名HH铬 铬体称色 色
规格 订单10数0 量 总10数0
100
100
已完 成数
量
铝条 数量
打头 管数
3 LED LED
4 LED LED
6765-1C-WH-ID-060 600 6765-1CL-WH-ID-060 800
673916031 673918031
砂白 砂白
151 1906
151
ID-060-2
5 LED 6765-1C-ST-ID-060 600 673916007
砂镍
501
ID-060-2
0.8
63
0
5 LED
9578-1F-BK-005
SL094 LED
BK哑黑
40
40
0.9
44
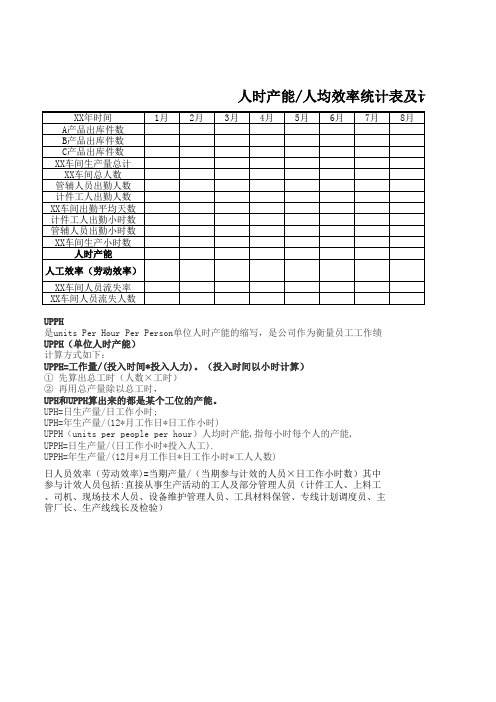
人时产能及劳动效率的统计表及计算公式
日人员效率(劳动效率)=当期产量/(当期参与计效的人员×日工作小时数)其中 参与计效人员包括:直接从事生产活动的工人及部分管理人员(计件工人、上料工 、司机、现场技术人员、设备维护管理人员、工具材料保管、专线计划调度员、主 管厂长、生产线线长及检验)
2014年 2015年 生产计划科统
计 车间统计 差额数量
人时产能/人均效率统计表及计算公式
XX年时间
1月 2月 3月 4月 5月 6月 7月 8月
A产品出库件数
B产品出库件数
C产品出库件数
XX车间生产量总计
XX车间总人数
管辅人员出勤人数
计件工人出勤人数
XX车间出勤平均天数
计件工人出勤小时数
管辅人员出勤小时数
XX车间生产小时数
人时产能
人工效率(劳动效率)
XX车间人员流失率 XX车间人员流失人数
1月份 1793
3317
3525 -2082月源自 217915882064 -476
3月份 2570
4202
3649 553
2015年芯体各月份产量 4月份 5月份 6月份 7月份 2531 3622 2460 2761
1996 2556 2344 3339
1247 2372 2582 1699 749 184 -238 1640
UPPH 是units Per Hour Per Person单位人时产能的缩写,是公司作为衡量员工工作绩 UPPH(单位人时产能) 计算方式如下: UPPH=工作量/(投入时间*投入人力)。(投入时间以小时计算) ① 先算出总工时(人数×工时) ② 再用总产量除以总工时, UPH和UPPH算出来的都是某个工位的产能。 UPH=日生产量/日工作小时; UPH=年生产量/(12*月工作日*日工作小时) UPPH(units per people per hour)人均时产能,指每小时每个人的产能, UPPH=日生产量/(日工作小时*投入人工). UPPH=年生产量/(12月*月工作日*日工作小时*工人人数)
产能提升计划表范本

产能提升计划表范本英文回答:Capacity Improvement Plan Template.Purpose.To outline the steps and actions necessary to increase the production capacity of an organization.Background.Describe the current production capacity and identify any constraints or bottlenecks.State the desired production capacity and the timeframe for achieving it.Scope.Define the areas or processes that will be targeted for improvement.Set clear boundaries for the scope of the plan.Methodology.Outline the specific methods and techniques that will be used to increase capacity.Consider approaches such as process optimization, equipment upgrades, and workforce expansion.Timeline.Establish a detailed timeline for implementing the plan.Include milestones, deadlines, and key deliverables.Resources.Identify the resources required to execute the plan, including personnel, equipment, and materials.Determine the costs associated with each resource.Responsibilities.Assign clear responsibilities for each task or milestone.Establish a team or committee to oversee the implementation and monitor progress.Monitoring and Evaluation.Define metrics and performance indicators to track progress.Establish regular reporting cycles to evaluate the effectiveness of the plan.Continuous Improvement.Include a process for continuous improvement and feedback.Identify opportunities to further enhance capacity and efficiency.中文回答:产能提升计划表范本。
生产车间产能增长实施方案

生产车间产能增长实施方案1. 方案概述本方案旨在提高生产车间的产能,确保生产目标的高效实现。
通过分析现有生产流程、设备状况、人员配置等方面,制定出一套切实可行的产能增长实施方案。
2. 产量分析2.1 现有产能- 当前日产量:XX件产品- 当前月产量:XX件产品2.2 目标产能- 目标日产量:XX件产品- 目标月产量:XX件产品3. 生产流程优化通过对现有生产流程的梳理,找出瓶颈环节,进行优化改进。
3.1 流程图绘制绘制生产流程图,明确各环节的责任人和时间节点。
3.2 瓶颈分析分析各环节中的瓶颈问题,提出解决方案。
如:- 设备速度无法满足生产需求:考虑更换更高效率的设备。
- 人员配置不合理:调整人员岗位,提高人员素质。
4. 设备升级与维护针对现有设备状况,进行升级改造或维护保养,提高设备效率。
4.1 设备升级- 评估现有设备性能,确定升级方案。
- 选择合适的时间进行设备升级,确保生产不受影响。
4.2 设备维护- 制定设备维护计划,确保设备正常运行。
- 对设备进行定期检查、保养,提高设备使用寿命。
5. 人员培训与激励提高人员素质,激发工作积极性,以提高生产效率。
5.1 人员培训- 针对不同岗位,制定培训计划,提高人员技能水平。
- 定期开展培训课程,确保人员熟练掌握相关技能。
5.2 人员激励- 设立绩效考核制度,激发人员工作积极性。
- 制定奖励政策,对产能增长做出贡献的人员进行奖励。
6. 生产现场管理优化生产现场管理,提高生产效率。
6.1 现场布局优化- 合理规划生产现场布局,减少物料搬运时间。
- 确保生产现场通道畅通,提高工作效率。
6.2 生产计划管理- 制定合理的生产计划,确保生产任务的高效完成。
- 对生产进度进行跟踪管理,及时调整计划。
7. 总结与评估定期对产能增长实施方案进行总结与评估,不断优化改进。
- 分析实施过程中遇到的问题,提出解决方案。
- 对方案效果进行评估,调整方案内容。
8. 附录- 产能增长实施方案详细计划表- 设备升级与维护计划表- 人员培训与激励计划表- 生产现场管理计划表。
生产车间的工作计划参考范本(四篇)

生产车间的工作计划参考范本____年已悄然过去,充满希望的____年已然来临,今天我们怀着激动的心情迎来了一年一度的公司年终总结大会。
我们在这里总结过去、交流经验、畅想未来。
相信在公司高层的英明领导下,____我们一定会蒸蒸日上的。
也感谢领导对生产部的信任和这一年来所寄予的厚望。
值此辞旧迎新之际,生产部将深刻地对本部门一年来的工作及不足之处作出细致的总结,同时祝愿我们公司明年会更好,事业蒸蒸日上,鸿图大展!【____年的工作总结】一、计划与产能1、关于计划____年,生产部门在上级领导的正确领导下,在各兄弟部门大力支持下,合理编排生产计划,把生产任务层层分解,目标明确并落实到机台,有效扭转了生产计划性不强的状况,使生产进入一种均衡有序的状态,提高了现场物件的流转率,一定程度上改变了各车间各自为政,工作目标不统一的状况,全面的按要求完成了业务订单的交货,但是按定单要求的履约率还存在一定问题,这是生产部门今后工作中努力的方向之一。
2、关于产量质量____年生产部在公司领导、质检部的大力支持和帮助下,高度重视产品质量,严把工序质量关,干部员工牢牢树立质量就是生命的思想意识,很大程度提高了各种问题的解决效率,使生产部门的品质保障能力得到了一定提升,也使生产产能得到了很大的提高。
____年,生产部门按照公司的整体目标,计划产量要求完成了全年的生产任务,但也存在着方方面面的问题,有待在今后的工作中加以克服。
以下为各车间产量和质量的柱形图。
二、设备管理____年的生产管理中,各车间相应实行了管理制度,设备工具有专人负责并建立了台帐。
设备责任人严格按管理要求对设备进行维护保养,通过以上各项措施,人为因素造成的设备故障得到了有效控制,保障了设备正常运转,确保了生产运行的稳定。
同时经过设备人员的大力改造,提高了设备的效率和产能,特别是复合车间的改造,车速由原先的____米/分提高到____米/分,有效提高了设备的产能。
啤酒生产线最大产能计算表
啤酒生产线最大产能计算表摘要:一、引言二、啤酒生产线产能计算方法1.生产线各项参数分析2.产能计算公式及示例三、最大产能的实现条件1.设备利用率2.生产效率优化3.生产线平衡四、提高产能的策略1.设备升级2.生产流程优化3.人力资源调整4.生产计划与管理五、产能计算表的应用与维护1.表格结构与内容2.数据更新与维护3.表格在生产管理中的作用六、结论正文:一、引言随着啤酒市场的日益竞争,如何提高生产线的产能成为企业关注的焦点。
本文将详细介绍啤酒生产线最大产能的计算方法及其实现条件,并提出一些提高产能的策略。
此外,还将探讨产能计算表在生产管理中的应用与维护。
二、啤酒生产线产能计算方法1.生产线各项参数分析计算啤酒生产线产能前,首先要了解生产线的相关参数,如:生产线长度、设备数量、设备间隔时间、生产周期等。
这些参数将直接影响到生产线的产能。
2.产能计算公式及示例啤酒生产线的产能计算公式为:产能(吨/小时)=(生产线长度×设备数量×设备间隔时间)/生产周期。
以某啤酒生产线为例,生产线长度为100米,设备数量为4台,设备间隔时间为2分钟,生产周期为60分钟。
则产能计算如下:产能(吨/小时)=(100×4×2)/60=13.33吨/小时。
三、最大产能的实现条件1.设备利用率要实现最大产能,首先要保证设备的充分利用。
企业可以通过以下几点来提高设备利用率:(1)合理安排设备检修周期,确保设备正常运行;(2)加强设备维护,降低故障率;(3)提高员工操作技能,降低人为误操作。
2.生产效率优化优化生产流程,提高生产效率,是实现最大产能的关键。
企业可以从以下几点进行优化:(1)选购高性能设备,提高生产速度;(2)减少生产环节中的等待时间;(3)降低生产过程中的损耗。
3.生产线平衡生产线平衡是确保各设备运行顺畅,避免瓶颈现象的发生。
企业可以通过以下几点实现生产线平衡:(1)分析生产过程中的瓶颈环节,进行针对性改进;(2)合理安排生产任务,避免任务集中;(3)根据生产需求,合理配置人力资源。
工厂生产计划编制的七个重要步骤
工厂生产计划编制的七个重要步骤工厂生产计划编制是企业生产管理中至关重要的一环,它涉及到资源配置、生产效率、交货期等关键因素。
在制定生产计划之前,企业需要经过一系列的步骤,以确保计划的准确性和可行性。
本文将介绍工厂生产计划编制的七个重要步骤,以帮助企业提高生产效率和管理水平。
第一步:需求分析需求分析是制定生产计划的第一步,它需要企业明确市场需求和订单情况。
通过收集和整理市场数据、客户订单等信息,企业可以了解到产品的需求量、品种、交货期要求等关键信息。
在需求分析的基础上,企业可以制定出合理的生产计划,以满足市场需求并提高客户满意度。
第二步:产能评估产能评估是制定生产计划的重要步骤之一。
企业需要评估当前的产能情况,包括设备能力、人力资源等方面的限制因素。
通过对产能的评估,企业可以确定每个生产环节的生产能力,为后续的计划编制提供依据。
第三步:制定生产计划在需求分析和产能评估的基础上,企业可以制定出具体的生产计划。
生产计划需要从产品数量、产品种类、生产周期等多个方面进行考虑,并结合企业的资源情况和市场需求来确定。
生产计划的制定需要合理安排生产任务和生产顺序,以提高生产效率和降低成本。
第四步:资源调配资源调配是指根据生产计划,合理分配和利用企业的资源,包括原材料、设备、人力等方面的资源。
资源调配需要考虑资源的可获得性、成本效益等因素,以确保生产计划的顺利执行。
通过合理的资源调配,企业可以提高生产效率,降低浪费,实现资源的最大化利用。
第五步:制定工艺流程制定工艺流程是指根据产品要求和生产能力,确定具体的生产工艺和制造流程。
工艺流程需要包括每个生产环节的时间、任务、责任等方面的详细信息,以确保生产过程的可控性和规范性。
通过制定工艺流程,企业可以提高产品质量、降低生产成本,并实现生产过程的有效管理。
第六步:编制生产计划表编制生产计划表是将生产计划具体化的过程,它需要将生产计划中的各项信息整理成清晰、明确的形式。
生产计划表通常包括产品名称、数量、生产周期、工艺流程、所需资源等信息,以便生产部门能够清楚地了解生产任务和工作安排。
产能分析、生产计划、产能均衡-PPT课件

16
10台印刷机24小时总产能计算〔四片连体 产品〕
总产能 = 每分钟产量×每天作业时间÷〔1—时间宽松率〕 ×设备数量×开机率
即10台印刷机的24小时总产能 = 80 ×1440〔110%〕 ×10 ×90% = 942545 pcs
44
45
24
4、分厂接到生产处下达的生产作业方案有异议及看法, 可在当日向生产部提出。如无异议要根据车间设备及 实际情况进行分解到工段及操作工人,并明确任务完 成的时间和日期,并向生产处汇报落实方案的分解情 况。
5、销售急需的方案外产品,可编制临时方案优先安排。
25
生产方案编制的步骤
一. 调查研究、收集资料 二. 二. 统筹安排、初步提出生产方案指标 三. 三. 综合平衡、确定生产方案指标
40
二. 组织好根本/辅助生产环节的协调
☆ 根本生产环节均衡生产的实现必须有辅助生产环节 的生产活动协调保障。
☆ 在根本生产环节的工艺和设备都处于良好的状态时 注意辅助生产环节的协调配合的密切跟进。
41
三. 抓好生产的准备工作
☆ 组织均衡生产必须做好生产前的物质的 准备工作 ☆ 组织均衡生产必须做好生产前的技术的 准备工作 ☆ 定期或不定期地召开生产准备调度会议,了解情况协调
决定一周毛产能
部门 可用机器数 人员编制 总人数 可用天数 每天班数
印刷
10
1
10
7
2
按每周工作 7 天、每天 2 班、每班 10 小时、10 人一周毛产能标 准工时为 7× 2× 10×10 = 1400 工时 。
7
此计算基于每周的工作天数,每台机器排定 的班数和每班的工作时数。这是算完毛产能 的进一步修正,但仍缺乏以代表有效产出的 实际产能
产能瓶颈分析表

分析人/日期
措施效果确认
确认人/日期
签收部门 采购部
适航质量部 生产部
签收栏 签收人
日期
结论:
部门名称
影响因素 工装设备
是否存在 瓶颈 (Y/N)
生产部
人力状况 制程能力采购部源自其他供应商 预交付期
供应商产品质量
其他
检验人力
适航质量部
检验设备/工装
其他
收发货能力
仓库物流
物流承运能力
其他 生产部计划部分析及应对措施:
瓶颈问题描述
其他生产相关部门瓶颈识别/应对措施 应对措施
编制:
审核:
设备能力是否可满足需求(Y/N)
日期: 产品
年 月生产能力/瓶颈分析表
标准工
时 (单 位:
当月计划生产数量 (列)
分)
当月计划 生产总量 (台/根)
生产部生产能力分析
正常上班所需的人力(6.5h/天)
当月生产总工时 (标准工时*月计划生产总量
/60分,单位:时)
单人生产需要的天 数
(提升前生产总工时 /(6.5小时*60分/ 时))
当月可用工作日 (单位:天)
当月需要总人力 (单人生产需要天数/当
月可用工作日)
表单编号:PD-002-09 版本:00 序列号 :
现生产部人力分配情况 (单位:人)
生产能力是否可满足需求(Y/N)
合计
设备
数量 (单位:
台)
当月计划生产数量(列)
当月可生产列数 (当月天数*2*24/48,单位:
列)
车间生产计划、产能表【完整版】
车间生产计划、产能表【完整版】(文档可以直接使用,也可根据实际需要修订后使用,可编辑放心下载)
超弦制造部周生产方案、产能表
超弦制造部周生产方案、产能表
超弦制造部周生产方案、产能表
部门:自动一切组〔白〕日期:2021 年 3 月25日评审日期:2021年3月27 日
超弦制造部周生产方案、产能表
部门:二切组〔白〕日期:2021 年 3 月25日评审日期:2021年3月27 日
超弦制造部周生产方案、产能表
部门:焊线组〔白〕日期:2021 年 3 月25日评审日期:2021年3月27 日
超弦制造部周生产方案、产能表
超弦制造部周生产方案、产能表。
生产车间计划排产表格-概述说明以及解释

生产车间计划排产表格-范文模板及概述示例1:生产车间计划排产表格随着制造业的发展和竞争的日益激烈,生产车间的计划和排产变得越来越重要。
一个有效的生产计划和排产表格可以帮助生产车间合理安排资源,提高生产效率,确保产品按时交付。
在本文中,我将介绍如何撰写生产车间计划排产表格,并讨论其中的关键要素。
1. 表格结构:生产车间的计划排产表格应包括以下基本信息:订单编号、产品名称、生产开始日期、生产结束日期、所需人力资源、所需原材料、生产进度等。
这些信息将有助于生产车间管理者了解生产计划的整体情况,并进行合理的资源分配。
2. 计划和调度:在填写表格时,首先需要考虑的是生产计划和调度。
根据订单的优先级和交付时间,确定各个产品的生产顺序,并合理安排生产开始和结束日期。
同时,需要考虑到生产过程中的协调和调整,确保各个环节的协同工作。
3. 资源分配:生产车间的资源包括人力资源和原材料。
在填写表格时,需要根据产品的生产要求,确定所需的人力资源和原材料数量,并进行合理的分配。
这样可以避免资源浪费和产品延迟交付的问题。
4. 生产进度跟踪:填写计划排产表格后,需要每天跟踪生产进度。
可以在表格中记录实际的生产情况,包括实际生产开始日期、实际生产结束日期、实际使用的人力资源和原材料等。
这样可以及时发现问题并采取相应的措施,确保生产进度的顺利进行。
5. 进一步优化:生产车间的计划排产表格并不是一成不变的,需要根据实际情况进行进一步的优化。
可以根据实际生产情况,及时调整生产计划和资源分配,以提高生产效率和产品质量。
总之,生产车间的计划排产表格是一个重要的管理工具,它可以帮助生产车间合理安排资源,提高生产效率,确保产品按时交付。
在撰写表格时,需考虑到计划和调度、资源分配和生产进度跟踪等要素,并不断进行优化。
通过合理使用生产车间计划排产表格,可以使生产车间的工作更加高效和有序。
示例2:生产车间计划排产表格是一个重要的管理工具,用于安排和监控生产车间的生产计划和排产进度。
车间员工个人工作计划表

车间员工个人工作计划表
姓名:张三部门:生产车间职位:生产工人
工作目标:提高生产效率,确保产品质量,保证生产任务按时完成
1.工作内容
1.1 负责生产线设备的操作和维护,保证设备正常运转
1.2 按照生产计划进行生产作业,保证产品质量
1.3 配合车间主管完成车间生产任务,并严格执行生产安全规定
2. 工作计划
2.1 每日早晨对生产设备进行检查,确保设备正常运转
2.2 根据生产计划,组织生产作业,指导新员工进行操作
2.3 定期参加生产技术培训,提高工作技能
2.4 不定期参与生产流程改进讨论,提出改进建议
3. 工作要求
3.1 认真完成每一项生产任务,不允许出现质量问题
3.2 遵守车间生产安全规定,不允许发生生产安全事故
3.3 能够配合车间主管及时调整工作任务,确保计划生产任务按时完成
3.4 必须提高责任心,确保生产任务顺利完成
4. 工作方法
4.1 注重团队合作,共同完成生产任务
4.2 主动学习新的工作技能,适应生产任务的调整和变化
4.3 注意认真对待工作中出现的问题,及时反馈给车间主管
4.4 不懈努力工作,积极配合车间主管工作
5. 工作总结
5.1 每天对工作进行总结,总结出现的问题及时解决
5.2 定期与车间主管进行工作总结,提出改进建议
5.3 充分发挥自己的工作优势,为车间生产任务做出贡献
以上为车间员工个人工作计划表,希望能够认真履行工作职责,积极参与生产任务,共同努力为公司的发展做出贡献。
生产车间产能分析报告(模板)-生产车间产能表格
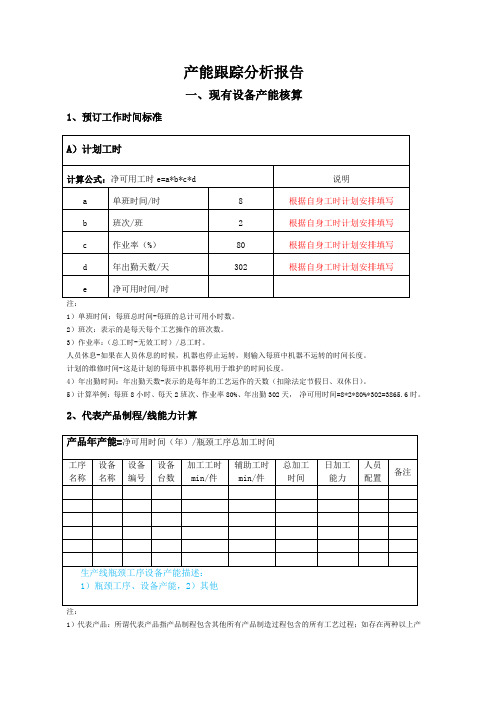
产能跟踪分析报告一、现有设备产能核算1、预订工作时间标准注:1)单班时间:每班总时间-每班的总计可用小时数。
2)班次:表示的是每天每个工艺操作的班次数。
3)作业率:(总工时-无效工时)/总工时。
人员休息-如果在人员休息的时候,机器也停止运转,则输入每班中机器不运转的时间长度。
计划的维修时间-这是计划的每班中机器停机用于维护的时间长度。
4)年出勤时间:年出勤天数-表示的是每年的工艺运作的天数(扣除法定节假日、双休日)。
5)计算举例:每班8小时、每天2班次、作业率80%、年出勤302天,净可用时间=8*2*80%*302=3865.6时。
2、代表产品制程/线能力计算注:1)代表产品:所谓代表产品指产品制程包含其他所有产品制造过程包含的所有工艺过程;如存在两种以上产品包含不同工艺过程、需分别取各类型产品代表产品制程并进行线能力分析。
2)评价瓶颈工序应排除可用外协、其他生产线可用设备借代等因素影响。
3)每条生产线选取一种或2种产品作为代表说明制程及瓶颈工序即可,其他产品可直接计算毛产能。
3、毛产能核算注:1)毛产能核算过程没有排除产品合格率、设备故障率、人员负荷等因素对产能的影响,不能作为需求平衡分析的依据,需进一步平衡。
2)其他产品可根据代表产品计算方法计算出出毛产能。
4、有效产能(净产能)注:1)设备生产包括机器检修、保养、待料等时间,实际的工作时间达不到计划工时,且生产的产品有不良品,因此有效产能必须是以毛产能为基础,减去因停机和良率以及人员缺口等综合因素所造成的产能损失。
2)总体设备利用率计算公式:OEE=设备可用性*性能效率*产品合格率。
根据来自生产验证运转的历史数据来计算总体设备利用率的(OEE)。
性能效率的计算是通过计划的所需周期时间来的。
如果计算单元显示的是100%或者更高,则该单元用红色进行强调。
3)人员负荷率=(现有生产人员/人员配置)*100%反映了以设备为依据的人员配备情况,这一指标在短期内直接对净产能产生影响。
生产车间产能提升计划方案 (2)
生产车间产能提升计划方案
要提升生产车间的产能,可以考虑以下方案:
1. 优化生产流程:分析生产流程中的瓶颈环节,采取措施
消除或优化这些瓶颈,例如重新安排工序和操作顺序,合
理规划物料供应链,确保生产线的连续运作。
2. 加强设备维护和更新:定期检修和维护生产设备,确保
其正常运行和高效生产。
同时,考虑引进先进的生产设备
和技术,提高生产效率和质量。
3. 提升员工技能和培训:通过培训和技能提升,提高员工
的操作熟练度和生产能力,降低生产错误率和故障率。
4. 引入自动化生产系统:考虑引进自动化生产设备和系统,减少人工操作环节,提高生产效率和质量。
例如,可考虑
使用机器人和自动化物流系统等。
5. 资源优化和节约:优化生产资源利用,例如合理安排生
产计划,避免产能浪费和过度生产。
同时,鼓励员工提出
节约资源的建议,并落实相关的改进方案。
6. 强化质量管理控制:加强对产品质量的控制和检验,降
低次品率和返工率,提高生产效率和产品竞争力。
7. 加大研发和创新力度:注重产品研发和创新,使产品具
有更高的附加值和竞争力,提高市场占有率和利润空间。
8. 设立绩效考核机制:建立科学的绩效考核机制,激励员
工积极工作和创新,促进生产车间的整体产能提升。
总之,要提升生产车间的产能,需要综合考虑流程优化、
设备更新、员工培训、自动化系统、资源节约、质量管理、研发创新和绩效考核等方面,并持续改进和优化。
表1--车间生产计划日报表
备注
1
目标产能
实际产能
2
目标产能
实际产能
3
目标产能
实际产能
4
目标产能
实际产能
5
目标产能
实际产能
6
目标产能
实际产能
7
目标产能
实际产能
8
目标产能
实际产能
9目标产能 实际产能 Nhomakorabea10
目标产能 实际产能
11
目标产能 实际产能
12
目标产能 实际产能
13
目标产能 实际产能
14
目标产能 实际产能
15
目标产能 实际产能
表-1
车间生产计划日报表
项目名称:
编号:
序 加工件名 加工单 下单 加工件
号称
编号 日期 编号
规格(mm) 宽高
单位
下单 总量
交货 日期
产量 计划 实际
耗用工时 计划 实际
入库
数量 未入
3/1 3/2 3/3 3/4 3/5 3/6 3/7 3/8 3/9 3/10 3/11 3/12 3/13 3/14 3/15 3/16 3/17 3/18 3/19 3/20 3/21 3/22 3/23 3/24 3/25 3/26 3/27 3/28 3/29 3/30 3/31 日一二三四五六日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二
16
目标产能 实际产能
17
目标产能 实际产能
18
目标产能 实际产能
19
目标产能 实际产能
20
目标产能 实际产能
21
目标产能 实际产能
生产计划编制流程

生产计划编制流程1、准备工作1)、对生产计划模板(或公司所使用的ERP系统\SAP系统)日常数据进行维护:包括工作中心、机器设备、车间产能、生产线及班次等相关生产数据进行维护;2)、标准产能表制定:定期组织车间对车间的实际产能进行测试,并按生产品项编制完成《标准产能表》,《标准产能表》为生产计划编制的重要依据之一;3)、每日产品进出存数据确认;4)、生产人力确认:以不超过月生产计划评估表的最大开机数及人力需求数为基准安排日生产计划,当次日计划开机人数超过评估人力需求时,需要提前同生产车间确认,看能否通过内部调整人力资源完成生产计划,否则需要调整计划量(调整按市场需求优紧缓松);5)、查看上一工作日的生产计划达成情况,对未达成计划的品种及未达成计划原因进行确认。
2、生产计划编制1)、根据公司的产品库存情况及成品销售发货趋势,再根据各成品库存上、下限结构,初步确认需排产的生产品种及数量;2)、公司库存的原料、包装材料、半成品量确认,需了解公司目前所库存的原料及包装材料的状态是否为完全可用状态(现在有些公司因生产任务紧急,对部分供应商供应的不合格物料进行特采接受,在生产前由品质部门进行检验、评审或是生产过程中发现物料品质有问题,无法用于生产,会对该物料进行转仓重检等会占用正常可用库存量。
),确定可生产的品种及数量;3)、车间设备运行状况及人力配置是否可以满足生产需求;4)、结合市场部、销售部信息及生产建议;5)、各生产车间《标准产能表》。
生产计划的编制主要依据以上5点完成。
3、计划编制原则:1)、对于月需求较小的产品,安排生产计划量尽量安排以1个工作日为生产单位,减少设备调试、非同类产品间的转料次数及模具更换次数,从而让包装材料、能源、人力最大化利用;2)、人力耗用多的品种优先安排,人力耗用多的品种生产结束后,可安排人员参加其它的作业或是下班,减少员工待料工时,节约人工成本;3)、设备开机需求量集中连续生产,减少透机次数、节约透机时间及透机原料以及预热时间。
产能提升计划表
产能提升计划表制造业产能提升方案篇二:产能提升推行计划2012年XXX改善计划一,整体规划完善根据公司整体计划安排,在现有规划的基础上,各部门提出整体规划意见,汇总后一起讨论规划完善方案。
将2012年规划需要完善的内容,作成执行计划、相关负责人、计划完成时间,按计划完成相应的布局。
资源:1,公司须按时提供响应的资源。
2,各部门或相关人员对规划建议。
二,车间5s的管理1,5s的培训2,5s的检查3,问题点检讨、改善。
4,效果评估5,日常检查、维护。
资源:1,5s的培训资料。
2,5s的检查人员。
三,产能提升1,宣传重要性,并成立产能提升小组。
总指挥:XXX组长:章团旗成员:龙剑、XXX、包主管2,产能提升的方法培训。
产能提升课本。
3,选定提升机型,优先选定长线的、代表性的产品。
4,针对选定机型进行产能现状分析,提出改善对策。
拉线平衡分析改良对策制定。
5,改善对策逐步完成。
工序6,改善后拉线运行,评估改善效果。
7,如果没有达到预期目标,进一步改善,达到,完善sop,并定期检查执行情况。
8,在同类机型上逐步推广。
9,选定另外类型代表产品,按照步骤一、二、三、四、五、六、七、八执行。
资源:1,改善小组的建立。
2,改良方法的培训。
3,各职能部门的配合。
4,公司资金的投入,如工装夹具等。
篇三:生产线产能提升计划案生产线产能提升计划案人、机、料、法、环是阻碍生产产能提升的五大因素,在这五个因素中,人是首要的;然而在目前生产环境及人员配置也充足的情况下,员工要达到10小时的标准产能却需要花费11~12个小时,有时甚至不能完成。
从此可以看出人员的产能效率未得到充分发挥。
那么要想提升产能,提高人均效率,就需要发挥人员的最大产能,那么主要还是靠管理改善来达到提高人均作业效率的目的。
一影响产能异常的问题点:生产力低下,工作积极性不够,管理松散,团队合作欠缺,机器利用率过低a员工计时工作热情不高涨-----反正时间到了就下班了,做多少都一样b公司计时工作成绩督导不够,有记录但无追踪-----员工一天做多少就多少,无目标紧迫感c机台经常有停机现象-----返修浪费正常机器利用率d公司管理制度不够严谨,员工随意离岗----没按照离岗制度落实执行,且离岗无顶岗人员e线组长整体调配、相互协作的团队工作意识不足-----线体待料、堆料无正视f各段产能没有硬性完成方针-----一天能做多少就做多少g无严格的奖惩机制-----产能的完成和自己没关系h多技能员工欠缺-----卷绕人员数量局限性i员工加班时间管控不严格不统一------做的慢到后面加班工时也多,没事做待到几点也是照样算加班二生产线产能提升方针:1团队执行力得到增强和提高---必需言出必行---员工之间不协作不成能共同提升。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超弦制造部周生产计划、产能表
部门:自动固晶1组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1日4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 计划生产100K 100K100K100K100K100K100K
实际生产80K
2 计划生产100K100K100K100K100K100K100K
实际生产
3 计划生产100K100K100K100K100K100K100K
实际生产
4 计划生产100K100K100K100K100K100K100K
实际生产
5 计划生产100K100K100K100K100K100K100K
实际生产
6 计划生产100K100K100K100K100K100K100K
实际生产
7 计划生产100K100K100K100K100K100K100K
实际生产
8 计划生产100K100K100K100K100K100K100K
实际生产
9
10
11
12
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405
超弦制造部周生产计划、产能表
部门:自动封胶1组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1日4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 计划生产200K 200K200K200K200K200K200K
实际生产
2 计划生产200K200K200K200K200K200K200K
实际生产
3 计划生产200K200K200K200K200K200K200K
实际生产
4 计划生产200K200K200K200K200K200K200K
实际生产
5 计划生产200K200K200K200K200K200K200K
实际生产
6 计划生产200K200K200K200K200K200K200K
实际生产
7 计划生产200K200K200K200K200K200K200K
实际生产
8 计划生产200K200K200K200K200K200K200K
实际生产
9
10
11
12
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405
超弦制造部周生产计划、产能表
部门:自动一切组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1日4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 计划生产500K 500K500K500K500K500K500K
实际生产
2 计划生产500K500K500K500K500K500K500K
实际生产
3 计划生产500K500K500K500K500K500K500K
实际生产
4 计划生产500K500K500K500K500K500K500K
实际生产
5 计划生产500K500K500K500K500K500K500K
实际生产
6 计划生产500K500K500K500K500K500K500K
实际生产
7 计划生产500K500K500K500K500K500K500K
实际生产
8 计划生产
实际生产
9
10
11
12
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405
超弦制造部周生产计划、产能表
部门:二切组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1
日
4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 计划生产
实际生产
2 计划生产
实际生产
3 计划生产
实际生产
4 计划生产
实际生产
5 计划生产
实际生产
6 计划生产
实际生产
7 计划生产
实际生产
8 计划生产
实际生产
9
10
11
12
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405
超弦制造部周生产计划、产能表
部门:焊线组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1
日
4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 计划生产
实际生产
2 计划生产
实际生产
3 计划生产
实际生产
4 计划生产
实际生产
5 计划生产
实际生产
6 计划生产
实际生产
7 计划生产
实际生产
8 计划生产
实际生产
9
10
11
12
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405
超弦制造部周生产计划、产能表
部门:测试组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1
日
4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 计划生产
实际生产
2 计划生产
实际生产
3 计划生产
实际生产
4 计划生产
实际生产
5 计划生产
实际生产
6 计划生产
实际生产
7 计划生产
实际生产
8 计划生产
实际生产
9
10
11
12
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405
超弦制造部周生产计划、产能表
部门:半自动灌胶组(白)日期:2012 年 3 月25日评审日期:2012年3月27 日
机台号订单编号订单数量规格颜
色
资料准备物料准备日期4月1日4月2日4月3日4月4日4月5日4月6日4月7日BOM 样板色卡支架银胶芯片包材星期周一周二周三周四周五周六周日
1 收到收到有已到料已到已到欠计划生产200K 200K200K200K200K200K200K
实际生产200K 190K 210K 210K 200K 190K
2 计划生产200K 200K 180K 200K 210K 200K 200K
实际生产200K200K200K200K200K200K200K 3 计划生产200K 200K 200K 200K 200K 200K 200K
实际生产200K200K200K200K200K200K200K 4 计划生产200K 200K 200K 200K 200K 200K 200K
实际生产
5 计划生产200K 200K 200K 200K 200K 200K 200K
实际生产
6 计划生产200K 200K 200K 200K 200K 200K 200K
实际生产
7 计划生产200K 200K 200K 200K 200K 200K 200K
实际生产
8 计划生产200K 200K 200K 200K 200K 200K 200K
实际生产
9
10
11
合计2000K 2000K 2000K 2000K 2000K 2000K
中国广东东莞市南城区国际商会大厦708 电话:86-769-21680411傳真:86-769-21680405。