高镍奥氏体球墨铸铁汽车排气歧管及铸造方法
关于高镍奥氏体球墨铸铁充满度的验证1C
铸造技术2009年第9期高镍奥氏体球墨铸铁饱和度和碳当量的验证程武超赵新武党波涛靳宝(西峡县内燃机进排气管有限责任公司河南西峡474500)摘要用不同的饱和度和碳当量的铁液浇注不同厚度的高镍奥氏体球墨铸铁试块,从金相组织、力学性能上对高镍奥氏体球墨铸铁的饱和度和碳当量进行了验证。
事实证明,饱和度A 超过4.9时,在不同的厚度上仍能得到球化率和力学性能合格的铸件。
当碳当量取较高值时,降低了铁液的液相线温度,熔炼温度随之下降,反过来又减少了高温熔炼带来的不利影响。
在不产生冷隔的前提下,为降低浇注温度创造了条件。
较高的碳当量有利于凝固过程的石墨化膨胀所产生的自补缩效果,可以减少缩松和缩孔缺陷。
关键词饱和度球化率力学性能缩松和缩孔中图分类号:TG143.5 文献标识码:A 文章编号:100-8365(2009)19-1097-05V erification of Austenite nodular cast ironSaturation and Carbon EquivalentCHENG Wu –chao, ZHAO Xin-wu, DANG Bo-tao, JIN Bao(Xixia Intake & Exhaust Manifold Co., Ltd, Xixia 474500 China)Abstract: Austenite nodular cast iron test block with different thickness were cast from different saturation and CE,and the saturation and CE were verified by microstructure and mechanical properties. It proves that qualified castings with different thickness in nodularity and mechanical properties are still obtained when the saturation (A) value exceeds 4.9. Adopting high value of CE can low the liquidus temperature of molten iron, which makes the melting temperature decrease, and it conversely reduces detrimental affect for high temperature melting. Under the precondition that no cold shut occurs, it creates conditions to decrease pouring temperature. Higher CE is helpful to improve the self-feeding ability of graphitizing expansion during solidification process, and to reduces casting defects, such as shrinkage and blowhole. Keywords: Saturation; Nodularity; Mechanical properties; shrinkage and blowhole 高镍奥氏体球墨铸铁是耐高温、耐腐蚀、抗氧化性能较好的铸铁材料。
高镍球铁排气管的生产开发
二、材料开发试验
试验目的:主要为了摸索高镍球铁的常规力学性能、退 火性能、球化与孕育趋势、流动性能、收缩率等方面的 基础参数。 材质牌号:GGG-NiSiCr 35 5 2、GGG-NiSiCr 35 3 2 试验设备:采用50公斤中频炉进行熔化与成分调整. 试样:采用直径为25mm试棒及厚度分别为40mm、 20mm、10mm、5mm阶梯试样。 按照材质牌号要求进行SI、Mn、Cr的调整;球化剂均 采用低稀土球化及进行球化处理,加入量为1.6%;孕 育剂采用75SiFe,加入量为0.8%。
三、排气歧管调试
模具设计与制作
本项目主要针对宝来、奥迪高镍排气管做试验开 发工作。
造型工艺采用自硬砂造型与制芯。 通过建立三维模型、制造纸模具,完成快速模具 制作。 铁水引入位置选择在支气管的法兰口引入,为考 察金属液的收缩倾向及流动性在此轮浇注过程中没有 设置冒口。
三、排气歧管调试
上模型
下模型
高镍球铁排气管的生产开发
一汽铸造有限公司
王成刚 刘文辉
一、项目概要简述
高镍排气管具有很好的高温使用性能,其最高 使用温度可达925℃,在汽车零部件上主要用于高 性能发动机排气管的制造。本项目是来源于一汽大 众排气管国产化项目,主要进行应用于奥迪B7、捷 达A4的排气管制造上的NiSiCr 35 5 2与 NiSiCr 35 3 2材质开发。
芯盒
三、排气歧管调试
配料方案 方案一、废钢+合金+增碳剂
球化剂:1.5% 孕育剂:1.5%(75SiFe) 方案二、40%回炉料+废钢+合金+增碳剂 球化剂:1.5% 孕育剂:0.4%(390球化剂上)+0.3%(25 1/4 冲入)+0.1%(400随流)
高镍奥氏体球墨铸铁支撑的材质及铸造工艺研究
第57卷第3期中国铸造装备与技术Vol.54No.3CHINA FOUNDRY MACHINERY&TECHNOLOGY May.2019高鎳奥氏体球墨铸铁支撑的材质及铸造工艺研究陈庚,孙莹,李崇斌,刘勤鹏(中车大连机车车辆有限公司,辽宁大连116021)摘要:介绍了GGG-NiMn13-7奥氏体球墨铸铁件支撑的化学成分、炉料配比、球化和孕育处理、热处理工艺的选择及铸造工艺的设计。
通过加入微量元素Sb提高石墨的圆整度;选用合理的冒口类型防止缩松和缩孔;采用高温出铁,快速浇注的方法避免皮下气孔;成功试制出符合技术要求的支撑铸件。
关键词:高镰奥氏体球墨铸铁;支撑;材质;铸造工艺中图分类号:TG143.5;TG24文献标识码:BDOI:10.3969/j.issn.1006-9658.2019.03.010文章编号:1006-9658(2019)03-0051-04鎳含量为13%~36%的高鎳奥氏体铸_____铁,国外商业名称是Ni-Resist,在常温下石墨具有稳定的奥氏体组织,有优秀的耐蚀性、形态耐热性、无磁性,应用前景十分广阔[1]。
由于丄冬鎳资源稀少,价格高,部分采用b代替鎳,并加入铜,已形成Ni-Mn系、Mn-Cu系、Ni-Mn-Cu系奥氏体铸铁叫国内文献中很难查阅到相关技术资料。
公司为打开技术市,为国外名公司研发牌号为GGG-NiMn13-7的奥氏体球墨铸铁件。
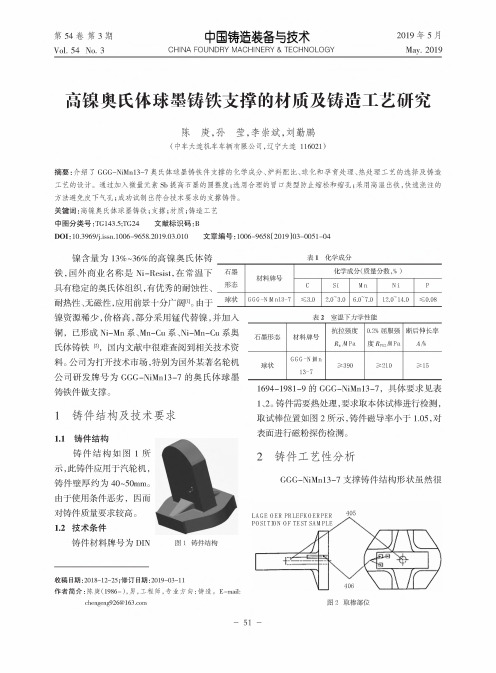
1铸件结构及技术要求1.1铸件结构铸件结构如图1所示,此铸件应用于汽轮机,铸件壁厚约为40~50mm。
由于用件,对铸件量高。
1.2技术条件铸件材料牌号为DIN图1铸件结构收稿日期:2018-12-25;修订日期:2019-03-11作者简介:陈庚(1986-),6,工程8,专:方向:铸造。
E-mail: chengeng926@表1化学成分材料牌号化学成分(质量分数,%)C Si Mn Ni P GGG-N:Mn13-7!3.0 2.0>3.0 6.0>7.012.0>14.0!0.08表2室温下力学性能形料抗拉强度Pa0.2%屈服强度!p0.A Pa断后伸长率"/%球状GGG-NiMn13-7"390"210"15 1694-1981-9的GGG-NiMn13-7,具体要求见表1、2。
高镍奥氏体球铁排气管的生产
.
奥氏体 基体 +
≥450MPa ≥ 205MPa ≥ 1O 131~193 ≥ 90% 少 量 碳 化 物
2 技 术难点
o F M T 中国铸造装备与技术 1/2016
Production Techniques生 产 技 术
在开发初期 以及前期试制生产 中,发现高镍奥 氏体球铁会出现 以下问题 :
1.90% ~2.10% 。
硅 可 以 提 高 高 镍 奥 氏 体 球 铁 的抗 氧 化 能 力 , 客 户 标 准 将 含 硅 量 定 得 很 高 ,为 4.9% 一5.5% , 但 si量 同 样 受 饱 和 数 的 限 制 ,综 合 考 虑 si选 择
生 产 技 术 Production Techniques
高镍 奥 氏体球铁排气 管 的生产
房 敏 ,吴 小雄 ,程 圣洋 ,孙 全友 ,戎 军 ,蒋 德 生 ,刘 佳平 (鹰 普机 械(宜 兴)有 限公 司 ,江苏宜 兴 214200)
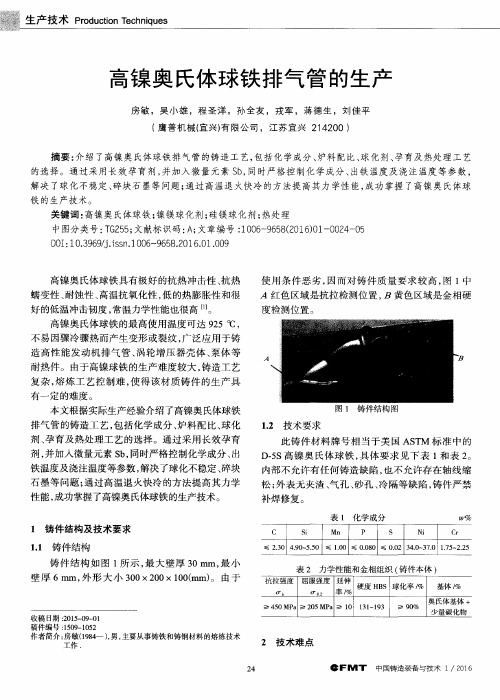
摘要 :介 绍 了高镍 奥 氏体 球铁 排 气管 的铸造 工 艺 ,包 括 化 学成分 、炉 料配 比、球 化 剂 、孕育及 热 处理 工 艺 的选 择 。通过 采 用长 效 孕育 剂 ,并加 入 微 量元 素 Sb,同时严 格控 制 化 学成 分 、出铁 温 度及 浇 注 温度 等参 数 , 解 决 了球 化不 稳定 、碎 块石 墨等 问题 ;通过 高温 退 火快冷 的方 法提 高其 力 学性 能 ,成 功 掌握 了高 镍 奥 氏体 球 铁 的生产技 术。
使用条件恶劣 ,因而对铸件质量要求 较高 ,图 1中 红 色 区域 是抗 拉 检测 位 置 ,日 黄色 区域是 金相 硬
度 检测 位置 。
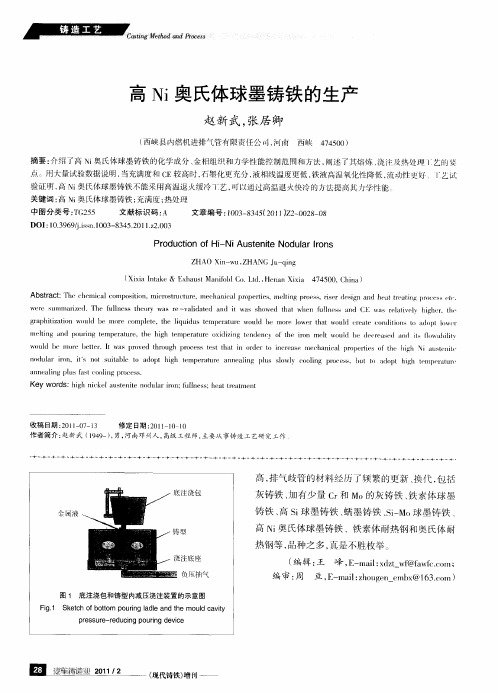
高Ni奥氏体球墨铸铁的生产
—
1; l
编审: 周
亘 ,- alzogn e x 6 【l) E m i hue mb @1 3 )1 : I
日
壁塑
现 铸 代 铁增
|
l
高 N 奥氏体球墨铸铁因其优异的抗热冲击性 、 i
抗 热蠕 变性 、 蚀性 、 温抗 氧化性 以及低 的热 膨胀 耐 高
表 1 奥 氏体铸铁化学成分( 一般工程用牌号 ) (rd sfr o ga e o mmo n ie r g s g s c ne gn e i u a e ) n
达 , 液流 动 性差 , 铁 补缩 困难 , 易产 生缩松 、 极 缩孔 缺 陷 。 资料 介绍 不 能大 于 44 , 笔者 经过 大量 有 .圳 但 1 试验( 见表 3认 为 , 观点有 待商榷 。 ) 此
12 CEa . l
传 统 的充 满 度 ( 称饱 和度 ) 论 l 为 : N 又 理 l 】 认 高 i
%( %) ( ) %
Tab 1 Che ial o p io fa sent a ti s . m c m ost nso u t i c s r c i e on
性和低 温冲击韧性 , 在国内外 被广泛用于制造海水 泵 、 增压器壳体 、 阀、 排气管 、 门座等耐热 、 气 耐蚀 的 零部件 。奥 氏体球墨铸铁具有原子紧密堆积的面心 立方晶格结构 , 在常温下具有稳定的奥 氏体组织 , 因 而 比普通球墨铸铁和硅钼球墨铸铁热 化学稳定性
魄 霞街堪 6 ¥ e 抟
__._
I
Cj
同
N 奥氏体球墨铸铁 的生产 i
赵新武 , 张居 卿
西峡 440 ) 75 0
( 西峡县 内燃机进排气管有限责任公 , 南 河
奥氏体球墨铸铁
奥氏体球墨铸铁一、概述奥氏体球墨铸铁是一种高强度、高韧性和高耐磨性的铸造材料,具有优异的机械性能和耐腐蚀性能。
其主要组成成分为碳、硅、锰、硫和镍等元素,其中球化剂是球墨铸铁制备过程中必不可少的添加剂。
二、制备工艺1. 原材料准备:奥氏体球墨铸铁的原材料主要包括生铁、废钢、废钢水等。
2. 熔炼:将原材料放入电炉或高炉中进行熔炼,通过加入适量的球化剂使其形成球墨结构。
3. 浇注:将熔融金属浇注到模具中,在适当温度下进行冷却和固化。
4. 退火:经过冷却后,对球墨铸铁进行退火处理,以提高其机械性能和耐腐蚀性能。
三、机械性能1. 抗拉强度:奥氏体球墨铸铁的抗拉强度与普通灰口铸铁相比有很大提高,常规的抗拉强度为500MPa以上。
2. 屈服强度:奥氏体球墨铸铁的屈服强度也比灰口铸铁高,一般在350-400MPa之间。
3. 延伸率:奥氏体球墨铸铁的延伸率相对较高,通常在15%-25%之间。
4. 硬度:奥氏体球墨铸铁的硬度比普通灰口铸铁高,常规硬度为200-300HBW。
四、应用领域1. 机械制造业:奥氏体球墨铸铁广泛应用于工程机械、汽车零部件、船舶制造等领域。
2. 管道工程:奥氏体球墨铸铁管道具有耐腐蚀性能好、耐压性能强等优点,被广泛应用于城市排水管道、燃气管道等领域。
3. 铁路工程:奥氏体球墨铸铁可以制作轮轴、齿轮箱、车架等零部件,其优异的机械性能和耐磨性能使其成为重要的材料之一。
五、发展趋势随着科技的不断进步和人们对材料性能要求的提高,奥氏体球墨铸铁在各个领域中的应用越来越广泛。
未来,随着新型球化剂和制备工艺的不断研发和应用,奥氏体球墨铸铁将会有更加广阔的应用前景。
6高镍奥氏体球墨铸铁综述
高镍奥氏体球墨铸铁综述赵新武张居卿(西峡县内燃机进排气管有限责任公司河南西峡474500)摘要:本文对高镍奥氏体球墨铸铁的化学成分、金相组织、力学性能、热处理、使用要求及其工艺控制要点进行了综述。
打破了传统的“充满度”理论,利用较高的“碳当量”,获得了理想的效果。
关键词:充满度碳当量热处理高镍奥氏体球墨铸铁因其具备优异的抗热冲击性、抗热蠕变性、耐蚀性、高温抗氧化性以及低的热膨胀性和低温冲击韧性,在国内外被广泛用于制造海水泵、阀、增压器壳体、排气管、气门座等耐热、耐蚀的零部件产品。
奥氏体球墨铸铁具有原子紧密堆积的面心立方晶格结构,在常温下具有稳定的奥氏体组织,具有比普通球墨铸铁和硅钼球墨铸铁都高的热化学稳定性。
应用前景十分广阔。
此处所说的高镍奥氏体球墨铸铁是指含镍量大于12%,在铸态下获得奥氏体基体,石墨呈球状的铸铁。
是球墨铸铁的特殊品种。
在“铸造技术标准手册”(2004年5月版)中把高镍奥氏体球墨铸铁列为耐蚀铸铁。
高镍奥氏体球墨铸铁在750℃左右仍有良好的抗氧化能力和令人满意的力学性能,特别重要的是,由于其基体组织为奥氏体,在临界温度附近没有相变,因而不易因骤冷骤热而产生变形或裂纹。
某些牌号的高镍奥氏体球墨铸铁在很低的温度下仍具有良好的伸长率和抗拉强度。
例如QTANi23Mn4在-196℃抗拉强度≥620MPa,伸长率≥27%。
高镍奥氏体球墨铸铁有各种不同的牌号,本文侧重于QTANi35Si5Cr2的某些特点综述一些共性的东西,读者可依据不同的牌号、铸件和不同的工况条件作为参考。
1 化学成分奥氏体铸铁牌号符合GB/T 5612的规定,依据GB/T56648分为12个牌号,分别见表1、表2。
表1 奥氏体铸铁化学成分(一般工程用牌号)表2 奥氏体铸铁化学成分(特殊用途牌号)注: QTANi35Si5Cr2牌:ASTM A439-83 C≤2.3. DIN1694-1981 C≤2.0。
ISO 2892:2007 C≤2.0。
一种用于高Ni球铁材质排气管的铸造模型结构[实用新型专利]
![一种用于高Ni球铁材质排气管的铸造模型结构[实用新型专利]](https://img.taocdn.com/s3/m/f577352d58f5f61fb636668d.png)
专利名称:一种用于高Ni球铁材质排气管的铸造模型结构专利类型:实用新型专利
发明人:安胜欣
申请号:CN201720605620.7
申请日:20170527
公开号:CN206794666U
公开日:
20171226
专利内容由知识产权出版社提供
摘要:一种用于高Ni球铁材质排气管的铸造模型结构,其特征在于它由浇口杯、竖浇道、横浇道、滤渣片、入水片、砂芯、冒口以及铸件型腔组成;所述浇口杯下方与竖浇道的输入端连接,竖浇道的输出端与横浇道的输入端连接;所述横浇道上设置滤渣片,滤渣片后横浇道分为两股,两股横浇道通过入水片与冒口连接;所述冒口设置于需要补缩区域;所述砂芯包围形成铸件型腔;所述冒口与铸件之间不能拔模的部分用砂芯做出。
优越性是:该模型结构通过独立冒口设计能够对产品孤立热点产生有效补缩,通过包芯设计能够有效保证尺寸在合格范围内,减少产品由于缩松、尺寸不合格等造成的铸造缺陷,从而减少人力、物力、财力的浪费。
申请人:勤威(天津)工业有限公司
地址:300462 天津市塘沽区天津市经济技术开发区西区55号
国籍:CN
代理机构:天津天麓律师事务所
代理人:王里歌
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高镍奥氏体球墨铸铁汽车排气歧管及铸造方法
技术领域
本发明属于汽车排气歧管技术领域,具体涉及高镍奥氏体球墨铸铁汽车排气歧管及铸造方法。
背景技术
随着社会经济条件的发展,市场上不断涌现中、高档轿车,其马力和排放量对汽车零部件的工作条件要求越来越高,如传统排气歧管的工作温度超过900℃,特别在热、冷交变的工作条件下,排气歧管的强度和塑性差,容易造成变形和开裂,致使发动机工作压力不够,而影响轿车的速度,严重时造成发动机工作失灵,不能满足汽车工业的发展,因此对材料选择要求量体裁衣。
高镍奥氏体球墨铸铁因为有其良好的耐腐蚀、耐高温抗氧化性,生产操作中无辐射,无毒害等多种优点,在美国,德国,英国等西方发达国家已部分运用到汽车关键零部件生产。
由于高镍奥氏体球墨铸铁铁液表面张力大,收缩倾向大,降温快,流动性差的特点,将其用于汽车排气歧管存在由于排气歧管壁薄,结构复杂,热节部位多,铸件最易出现缩孔,缩松,浇不足和冷隔缺陷。
因此高镍奥氏体球墨铸铁在汽车排气歧管的铸造技术在国内外还
发明内容
为解决上述铸造技术中存在的问题,本发明的目的是提供一种高镍奥氏体球墨铸铁汽车排气歧管及其铸造方法,用高镍奥氏体球墨铸铁铸造的汽车排气歧管具有良好的耐腐蚀性,耐热性,耐热冲击性和
热延展性的。
为实现上述发明目的,本发明采用的技术方案是:利用高镍奥氏体球墨铸铁代替现有的铸铁铸造成的汽车排气歧管。
其铸造工艺步骤为制芯、造型、合型、熔炼铁液、浇注、开箱落砂和清理入库,其中:
l、制芯:采用低氮高强度覆膜砂,覆膜砂的强度≥3.4Mpa,低发气≤14m/g:排气歧管的内砂芯为内流通砂芯,外腔砂芯在两管卡档处位置镶冷铁:
2、造型:覆膜砂芯组合成型后,采用大孔流量浇注系统工艺,利用侧冒口补缩,由潮模砂提供浇注时的静压头:
3、熔炼铁液:熔炼温度1600~1700℃;采用镁硅合金为球化剂进行球化处理,镁硅合金球化剂的加入量为O.9-1.29/6;用硅铁孕育剂在包内孕育一次,硅铁孕育剂的加入量为0.3-0.5%,用硅锶孕育剂在浇注瞬时再次孕育,硅锶孕育剂的加入量为0.13-0.16%:出炉温度为1650℃~1690℃。
4、浇注工艺
采用大流量、高温快浇的工艺,浇注首箱温度≤1560℃,浇注末箱温度≥1470℃。
采用上述技术方案的有益效果是:高镍奥氏体球墨铸铁具有良好的耐腐蚀性、耐高温性、抗氧化性、延展性、无辐射等特性,运用于制造汽车排气歧管上,可使排气歧管具有良好的耐腐蚀性,耐热性,耐热冲击性和热延展性,可以满足中、高档轿车其马力和排
放量对汽车零部件的工作条件越来越高的要求。
在高镍奥氏体球墨铸铁汽车排气管的铸造工艺中,制芯采用排气管的内流通砂芯,工作条件排气性能好,在排气管的外腔砂芯上设置有冷铁,减小温度梯度,均衡温度场,造型中由潮模砂提供浇注时的静压头,增加型腔的充盈能力,从而保证铸件在型腔有足够的压力来获得健全铸件。
铁液熔炼中采用硅镁合金球化剂球化处理,在包内和浇注时孕育两次,球化率均在85%以上,有效形成了奥氏体金相组织,实现金相组织:90%V16-8。
采用大流量、高温快浇的工艺,控制浇注温度,解决了浇注中易出现缩松缺陷,保证了奥氏体球铁的充型和浇注速度。
采用上述铸造工艺制成的高镍奥氏体球墨铸铁汽车排气歧管的指标比较
如下:
各项指标均达到或高于德国标准DINl964的要求,见下表:
附图说明
图1为本发明高镍奥氏体球墨铸铁汽车排气歧管结构示意图
图2为本发明的制作方法流程图
具体实施方式
如图1所示的高镍奥氏体球墨铸铁汽车排气歧管,是由高镍奥氏体球墨铸铁制成,金属铁中各元素重量百分比为:C2.O~2.4;
Si2.5~3.0;Mn≤0.8;P≤O.05;S≤0.0l;Ni34.0~36.0:Crl.5~2.5;Mo≤0.15;Cu≤O.5:Ce<0.01:Ti≤0.03:Mg残0.06~0.11。
高镍奥氏体球墨铸铁的基体组织为奥氏体+碳化物,实现金相组织:90%Ⅵ6-8,具有良好的耐腐蚀性、耐高温性、抗氧化性、延展性、无辐射等特点。
实施例1
如图2所示高镍奥氏体球墨铸铁汽车排气歧管的铸造方法采
用制芯、造型、合型、熔炼铁液、浇注、开箱落砂和清理入库工序。
其中主改进工艺步骤为:
1、制芯:采用低氮高温度覆膜砂,覆膜砂的强度为3.4Mpa,低发气为14m/g:排气歧管的内砂芯为内流通砂芯,工作条件排气性能好,外腔砂芯在两管卡档处位置镶冷铁或使用内冷铁,减小温度梯度,均衡温度场:制芯和造型工艺可以同时进行。
2、造型:覆膜砂芯组合成型后,采用大孔流量浇注系统工艺,采用侧冒口,由潮模砂提供浇注时的静压头:制芯和造型后合型待用。
3、熔炼铁液:首先准备熔炼铁液所用的原材料,其中铬元素重量百分比选用为1.5;c优选为2.2;Si优选为2.8,然后采用250Kg 容量的中频感应电炉进行熔炼,熔炼温度为1600℃;检验调整原铁水成份,使金属铁中各元素重量百分比在德国标准DINl694的范围:采用镁硅合金为球化剂进行球化处理,镁硅合金球化剂的加入量为O.9%;用硅铁孕育剂在包内孕育一次,硅铁孕育剂的加入量为O.3%,用硅锶孕育剂在浇注瞬时再次孕育,硅锶孕育剂的加入量为
O.13%;出炉温度为1650℃,从而有效稳定了金相质量。
4、浇注工艺:采用大流量、高温快浇的工艺。
使用250Kg容量的中频感应电炉,满负荷大电流快速熔炼,从熔炼到浇注完操作越快越时间越短为好;铸型尽量放在熔炼炉附近,以便快浇;加强孕育;浇注首箱温度为1560℃,浇注末箱温度为1470℃。
5、开箱落砂:浇注的铁液冷却后即可开箱落砂,铸造成高镍奥氏体球墨铸铁排气歧管:
6、铸件清理检验入库:浇铸出来的铸件,经检验合格后,进行吊抛丸处理,经清理、检验合格后进行清洗,喷防锈油入库。
实施例2
如图2其铸造方法采用制芯、造型、合型、熔炼铁液、浇注、开箱落砂和清理入库工序。
其中主改进工艺步骤为:
1、制芯:采用低氮高温度覆膜砂,覆膜砂的强度为4Mpa,低发气为12m/g;排气歧管的内砂芯为内流通砂芯,工作条件排气性能好,外腔砂芯在两管卡档处位置镶冷铁或使用内冷铁,减小温度梯度,均衡温度场;造型工艺可以与制芯同时进行。
2、造型:覆膜砂芯组合成型后,采用大孔流量浇注系统工艺,采用侧冒口,由潮模砂提供浇注时的静压头;制芯和造型后合型待用。
3、熔炼铁液:首先准备熔炼铁液所用的原材料,其中铬元素重量百分比选用为2.0;C优选为2.4:Si优选为3.0,然后采用250Kg 容量的中频感应电炉进行熔炼,熔炼温度为1700℃;检验调整原铁水成份,使金属铁中各元素重量百分比在德国标准DINl694的范围;
采用镁硅合金为球化剂进行球化处理,镁硅合金球化剂的加入量为1.2%;用硅铁孕育剂在包内孕育一次,硅铁孕育剂的加入量为0.5%,用硅锶孕育剂在浇注瞬时再次孕育,硅锶孕育剂的加入量为0.16%;出炉温度为1690℃,从而有效稳定了金相质量。
4、浇注工艺:采用大流量、高温快浇的工艺,浇注首箱温度为1550℃,浇注末箱温度为1490℃。
5、开箱落砂:浇注的铁液冷却后即可开箱落砂,铸造成高镍奥氏体球墨铸铁排气歧管:
6、铸件清理检验入库:浇铸出来的铸件,经检验合格后,进行吊抛丸处理,经清理、检验合格后进行清洗,喷防锈油入库。