控制计划范例Control plan
ControlPlan控制计划样本
Evalua./Meas.
Technique
评价/测量技术
Data RecordingMethod
数据记录方法
Sample样本
Control
Method
控制方法
No
编号
Product
产品
Proc
过程
Size
容量
Freq
频率
300
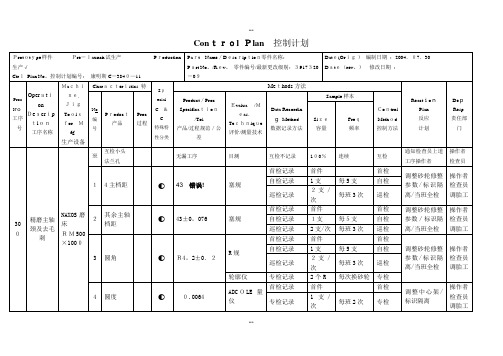
精磨主轴颈及去毛刺
NAXOS磨床
RM500×1000
调整中心架/标识隔离
操作者
检查员
调胎工
专检记录
1支/次
每班2次
专检
带表卡规0。001
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
5
直线度
◐
0.0064
ADCOLE量仪
首检记录
首件
首检
调整中心架/标识隔离
操作者
调胎工
专检记录
1支/次
每班2次
专检
6
主轴轴颈尺寸
◐
φ98±0。013
热状态测量按(φ98)
※
互检小头法兰孔
无漏工序
目测
互检不记录
100%
连续
互检
通知检查员上道工序操作者
操作者
检查员
1
4主档距
◐
43
塞规
首检记录
首件
首检
调整砂轮修整参数/标识隔离/当班全检
操作者
检查员
调胎工
自检记录
1支
每5支
自检
巡检记录
2支/次
每班3次
巡检
Control Plan
1
Importance to Customer (Why)
A control plan exists to ensure we consistently operate and manage processes 控制计划的存在在于保证我们的运作及管理始终如一 Resulting product meets customer requirements ALL THE TIME! 产品的结果一直能符合客户的要求. 产品的结果一直能符合客户的要求
8
How to do Control Plan 如何做控制计划
8) 核心小组 填入负责制定控制计划最终版本的人员的姓名和电话号。 填入负责制定控制计划最终版本的人员的姓名和电话号。建议将所有 小组成员的姓名、电话号和地址都包括进所附的分配表中。 小组成员的姓名、电话号和地址都包括进所附的分配表中。 9) 供方 工厂批准 日期 供方/工厂批准 工厂批准/日期 如必要,获取负责的制造厂批准。 如必要,获取负责的制造厂批准。 10)日期(编制) )日期(编制) 填入首次编制控制计划的日期。 填入首次编制控制计划的日期。 11)日期(修订) )日期(修订) 填入最近修订控制计划的日期。 填入最近修订控制计划的日期。 12)顾客批准 日期 )顾客批准/日期 如必要,获取负责的工程批准。 如必要,获取负责的工程批准。
9
How to do Control Plan 如何做控制计划
13)零件 过程编号 )零件/过程编号 该项编号通常参照于过程流程图。如果有多零件编号存在(组件), ),那么应相应地列出单 该项编号通常参照于过程流程图。如果有多零件编号存在(组件),那么应相应地列出单 个零件编号和它们的过程编号。 个零件编号和它们的过程编号。 14)过程名称 操作描述 )过程名称/操作描述 系统、子系统或部件制造的所有步骤都在过程流程图中描述。 系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中最能描述所述 活动的过程/操作名称 活动的过程 操作名称 15)制造用机器、装置、夹具、工装 )制造用机器、装置、夹具、 适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。 适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。 特性:对于从中可获取计量或计数型数据的过程或其输出(产品)的显著的特点、尺寸或性能, 特性:对于从中可获取计量或计数型数据的过程或其输出(产品)的显著的特点、尺寸或性能, 适当时可使用目测法辅助。 适当时可使用目测法辅助。 16)编号 ) 必要时,填入所有适当文件,诸如(但不限于)过程流程图、已编号的计划。 必要时,填入所有适当文件,诸如(但不限于)过程流程图、已编号的计划。 FMEA和草图(计算机绘图或其它方式绘图)相互参照用的编号。 和草图( 和草图 计算机绘图或其它方式绘图)相互参照用的编号。 17)产品 ) 产品特性为在图样或其它主要工程信息中所描述的部件、零件或总成的特点或性能。 产品特性为在图样或其它主要工程信息中所描述的部件、零件或总成的特点或性能。 核心小组应从所有来源中组成重要产品特性的产品特殊特性, 核心小组应从所有来源中组成重要产品特性的产品特殊特性,所有制的特殊特性都应列在控制 计划中,此外制造者可将在正常操作中进行过程常规控制的其它产品特性都列入。 计划中,此外制造者可将在正常操作中进行过程常规控制的其它产品特性都列入。
Control Plan控制计划模版

隔离不良品等待判定 →若连续出 现5件不良品 →通知班长通知班长 /检验员 →停止后续产品生产 → 通知质量工程师→追溯到前1次检 验合格品 →按不合格品处理程序 《QC2351》 →问题分析解决流程 《QC0412》。 当SPC失控时:按照反映计划《 QC1235》1.2.1进行处理。 当超出规范时:按照反映计划《 QC1235》1.2.3进行处理。 标识隔离所有可疑品 →通知班长/ 检验员 →停止后续产品生产 →通 知质量工程师 →调整工艺参数 → 按不合格品处理程序《QC2351》 →问题分析解决流程《QC0412》。
控制计划
样件 试生产 生产 关键联系人/电话: (控制计划编制人员)023-88888888 初始日期: Date 核心团队: 产品工程师、工艺流程工程师、制造工程师、操作员、质量工 顾客工程批准/日期:(PD工程师)Date 程师、设备工程师、供应商。 供应商/已批准工厂/日期: (质量经理) Date 供应商代码 XXXXX 机械、设备 、夹具、工装 回火炉 JL36-400 其他批准/日期:(母公司工程人员) Date 特性 编号 产品 过程 特殊特 性分类 产品/过程规范 评估/测量技 /公差 术 SC X 洛氏硬度计 QM29-12 连续温度记 录仪 顾客质量批准/日期:(STA工程师)Date 其他批准/日期:N/A 方法 抽样 大小 1件 频率 4H 控制方法 修改日期: Date 控制计划编号:XXX (共5页 第3页) 零件号\ 最新变更等级: 零件名称/描述: 供应商/工厂: Supplier Name 零件/ 过程名称/操作描 过程 述 编号 5 高温回火
112
芯部硬度
IM-R
回火温度
X
100%
连续
每2H签字确 认1次
控制计划cp案例

控制计划cp案例As a project manager, developing a control plan (CP) is essential to ensure the successful completion of a project. The control plan serves as a roadmap for controlling, monitoring, and adjusting various aspects of the project to stay on track and achieve the desired outcomes. It helps in identifying potential risks, establishing clear goals and objectives, allocating resources effectively, and ensuring timely delivery of deliverables.作为一个项目经理,制定控制计划(CP)对于确保项目成功完成至关重要。
控制计划是控制、监控和调整项目各个方面的路线图,以保持在正轨上并实现期望的成果。
它有助于识别潜在风险,建立清晰的目标和目标,有效分配资源,并确保及时交付可交付成果。
One of the key considerations when developing a control plan is to involve key stakeholders in the process. By engaging stakeholders from the beginning, project managers can gather valuable insights, ensure alignment with project goals, and promote ownership and accountability among team members. Stakeholder involvement alsohelps in identifying potential roadblocks, facilitating communication, and fostering collaboration throughout the project lifecycle.在制定控制计划时的一个关键考虑因素是让关键利益相关者参与进来。
控制计划英文样本
record
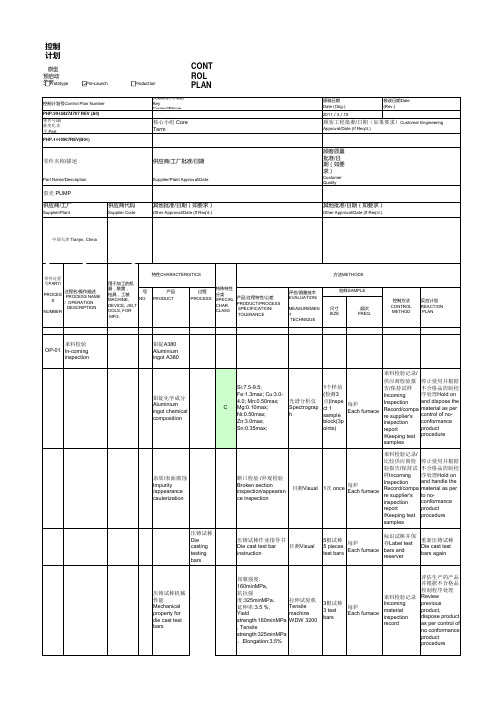
评估生产的产品 并根据不合格品 控制程序处理 Review previous product, dispose product as per control of no conformance product procedure
Prototype
Pre-Launch
Production
标识试棒并保 存Label test bars and reserver
重新压铸试棒 Die cast test bars again
压铸试棒机械 性能 Mechanical property for die cast test bars
屈服强度:
160minMPa,
抗拉强
度:325minMPa, 拉伸试验机
杂质/表面腐蚀 Impurity /appearance cauterization
压铸试棒 Die casting testing bars
来料检验记录/
供应商检验报 停止使用并根据
Si:7.5-9.5;
1个样块
告/保持试样 不合格品控制程
Fe:1.3max; Cu:3.0-
(检测3
Incoming
中国天津 Tianjin, China
Prototype
Pre-Launch
Production
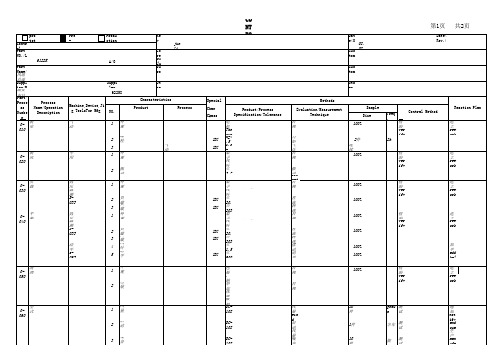
零件过程 号PART/
过程名/操作描述
PROCES PROCESS NAME
S
/ OPERATION
DESCRIPTION NUMBER
特性CHARACTERISTICS
用于加工的机
器,装置, 检具,工装
零件过程 号PART/
过程名/操作描述
PROCES PROCESS NAME
控制计划(英文)
and quality dep. 生产部
风量测试装置wind capacity test equipment 3 噪音测试noise test DC-10879-5.2.4 10件 噪音分析仪noise analyzing machine 批 测试报告test report
manufacture dep.
Suppiler/Plant Approval/Date Customer Quality Approval(If Req'd)
风扇总成/A07风扇
Supplier/Plant: Suppiler Code 62258 Characteristics Machine,Device,Ji g,ToolsFor Mfg, NO. Product Process Special Char Ckass Product/Process Specification/Tolerance Methods Evaluation/Measurement Technique Sample Size
0-060
型式试验Testing
1
风量wind capacity
DC-10879-5.2.1
风量测试装置
10件
group
测试报告test report
通知技术部,品质部
notify technology
wind capacity test equipment 2 启动试验startup test DC-10879-5.2.2 启动试验台startup test 1件 半年 测试报告test report
Freq.
Other Approval/Date(If Req'd)
Other Approval/Date(If Req'd)
Control Plan-控制计划模版
Pre-launch试生产
Production 生产
CONTROL PLAN 控制计划
Contact/Phone 主要联系人/电话
Part Number/Latest Change Level 零件号/最新更新水平
Core Team 核心小组
Part Name/Description 零件名称/描述
Size 容量
Sample 样本 Freq. 频率
Control Method 控制方法
Reaction Plan 反应计划
号
述
生产设备
No 编号
KBD00.QP703.R0608
Supplier供方 Plant Approval工厂批准 Date日期
Supplier
Other Approval其他批准
Code
/Date日期(If Req'd如需
供方代号
要)
Characteristics 特性
Special Char.Clas
Supplier/Plant 供方/工厂
Part/Proces s No. 零件/过程编
Process Name/Operatio n Description 过程名称/操作描
Machine,De vice, Jig Tools for MFG.
号
述
生产设备
No 编号
KBD00.QP703.R0608
Date日期(如需要If Req'd)
Customer Quality Approval
顾客质量批准/Date日期(如需
要If Req'd)
Other Approval其他批准/Date 日期(If Req'd如需要)
控制计划( Control Plan)

Prototype Production 样件量产Size 容量Freq.频率目视每托每批进料检验报告★光谱分析仪1个样块每批1.光谱分析报告2.核对供应商检验报告★1.拉力机2.布氏硬度计1件每批1.拉力检验报告2.布氏硬度检验报告3.核对供应商检验报告材料标识目视每托每批原材料色标标准看板10进料检验Process 过程铝锭表面清洁、无污垢,包装材料需防水,产品干燥。
按照原材料色标标准标识Reaction Plan 反应计划隔离、退货DIE CAST ALUMINUM ALLOY ANSI #383力学性能:抗拉强度≥310Mpa 屈服强度≥150Mpa 延伸率≥3.5%布氏硬度BHN ≥75隔离、退货1.隔离供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述隔离、拒收Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Pre-launch Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):DIE CAST ALUMINUMALLOY ANSI #383化学元素含量:Si9.5~11.5,Fe ≤1.3,Cu2-~3,Mn ≤0.5,Mg ≤0.1,Sn ≤0.15,Ni ≤0.3,Zn ≤3,其它≤0.5,剩余:AlCore Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法Key Contact /phone:主要联系人/电话 :铝锭外观顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》力学性能DIE CASTALUMINUM ALLOY ANSI #383《ASTM B85∕B85M 》材料成分Part/Proce ss Numb er 零件/过程编号控制计划 Control Plan表单编号:XX.T/ED-CP-01 版本号:A/0Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):XXX 汽车零部件有限公司样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):叉车隔离2.上报仓库主管3.重新标识4.重新放置样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员调整,合格后再生产;1.除气搅拌静置10分钟后开样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知生产相关负责人整改,合格后再生产;3.通知压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知修模组相关负责人整改,合格后再生产;3.上报压铸主管样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):顶杆印顶杆凸出、凹进≤0.3mm样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):样件量产Size 容量Freq.频率Process 过程Reaction Plan 反应计划供货商/工厂批准日期:Other Approval/Date (If Required):Supplier Code:零件名称/描述:ProcessName /OperationDescription过程名称/操作描述Product / Process Specification / Tolerance 产品/过程/规范 公差Date (Rev.):修订日期:Customer Engineering Approval/Date (If Required):顾客工程批准(如果需要):Part Name / Description:No.编号Part Number/Latest Change Level:零件号/最后更改级别:Machine /Device / Jig /Tools for Mfg.生产制造设施/工装夹具Supplier / Plant:其它批准/日期(如果需要):Core Functional Team :Other Approval (If Required):其它批准(如果需要):Control Method 控制方法/phone:主要联系人/电话 :顾客质量批准(如果需要):Method/方法Supplier/Plant Approval / Date:CP Number:供货商/工厂:Part/Proce ss Numb er 零件/过程编号Date (Orig.):原订日期:试生产控制计划号:Special Char.Class 特殊特性分类Characteristic/特性供货商代码:Sample/样本Core Team:核心小组:Product 产品Evaluation /Measurement Technique 评估/测量技术Customer Quality Approval/Date (If Required):停止生产2.通知领班或工艺员修模,合格后再生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转
卷尺 tapeline
1次 one
每件 per piece
流转卡 sign off sheet
流转卡 sign off sheet 流转卡 sign off sheet 流转卡 sign off sheet
返工或拒收 rework or reject 返工或拒收 rework or reject 返工或拒收 rework or reject
卡 卷尺及游标卡尺 OMS & sign off tapeline&vernier sheet 操作指导书和流转 caliper 卡 OMS & sign off sheet 目测 visual inspection
返工或拒收 rework or reject 返工或拒收 rework or reject 返工或拒收 rework or reject 返工或拒收 rework or reject
1± 1mm
45° ± 2.5°
1e
划线 Lineation
1f
钻孔 Drill
钻床 driller
环缝坡口钝边高度 Twe end welding line groove root face height 2± 1mm 操作指导书和流转 卡 孔位置及尺寸 OMS & sign off hole position sheet 操作指导书和流转 开孔坡口角度 卡 The hole welding line groove OMS & sign off angle sheet 开孔坡口钝边高度 The hole welding line groove root face height 1± 0.5mm
材料追溯号标记移植 Material trace number stamp 喷丸(冷凝器,蒸发 器,经济器壳体、管 板)shell shot blasting(cond, evap, econ)
操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转 卡 OMS & sign off sheet
操作指导书和流转 卡 tube OMS & sign off sheet 操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转 卡 OMS & sign off sheet 操作指导书和流转 卡 screw OMS & sign off sheet
无锈 rust free 操作指导书和流转 卡 OMS & sign off sheet
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
目测 visual inspection
2次 one
每件 per piece
1a
领料 raw material
pick
领料正确 raw material being used
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
拒收 reject
板厚 plate thickness 等离子切割(冷凝器壳 体,蒸发器壳体,经济 器壳体) plasma cutting(cond shell,evap shell ,econ shell)
凹槽直径 Flute diameter
螺孔直径 Screw thread diameter
螺孔数量 thread diameter Qty 蒸发器,冷凝器及经济 器装配 Evap,Cond&Econ Fabrication 零件组对、点焊固定 Parts Formed,tack welded 划线及点焊位置 Position & dimension inspection
游标卡尺 vernier caliper 三脚内长千分尺 three points ID micrometer 三脚内长千分尺 three points ID micrometer
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
6点 流转卡 每件 6times per piece sign off sheet
卷尺 tapeline
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
目测 visual inspection
2次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
1c
喷丸机 shot blasting machine
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
卷尺 tapeline
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
经济器端板直径 econ end plate dimension
≦0.5mm
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
1h 2
筒体与样板的间距 Space between shell and templet ≦1.5mm
内圆模板 sample templet
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
焊缝检验尺 welding seam gauge 焊缝检验尺 welding seam gauge
1次 one 1次 one
每件 per piece 每件 per piece
流转卡 sign off sheet 流转卡 sign off sheet
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reMachine tube sheet machining Center
管板加工后厚度 sheet thickness
管孔直径 Tube hole diameter
返工或拒收 rework or reject 返工或拒收 rework or reject
1g
预弯(折弯) Performed
折弯机 bending machine
筒体与样板的间距 Space between shell and templet ≦1.5mm
内圆模板 sample templet
1次 one
1次 one 1次 one 1次 one 1次 one
每件 per piece 每件 per piece 每件 per piece 每件 per piece
流转卡 sign off sheet 流转卡 sign off sheet 流转卡 sign off sheet 流转卡 sign off sheet
流转卡 sign off sheet
返工或拒收 rework or reject
1d
30° ±2.5°
焊缝检验尺 welding seam gauge 焊缝检验尺 welding seam gauge 焊缝检验尺 welding seam gauge 焊缝检验尺 welding seam gauge 卷尺及游标卡尺 tapeline&vernier caliper
CVGF ASME
Process Step No.
Process Step Name
Machine, Device, Jig Tools For Mfg
CF CPP Process Characteristic being Measured CDP CTA ELC
Product Characteristic being Measured
返工或拒收 rework or reject
Product / Process Specification
Measurement Method Size
Analysis Methods Ppk / PPM
Reaction If Out of Control / Non-Conforming
Frequency
1
前端 End
Front材料原始标识和材 料追溯号 raw material type right and material trace number stamp 操作指导书和流转 卡 OMS & sign off sheet
板材清洁度 shell cleanness
材料追溯号标记移植 Material trace number stamp 焊接坡口加工 welding groove 坡口机 machining(cond, evap, groove econ) machine 纵缝坡口角度 Longitudinal welding line groove angle 纵缝坡口钝边高度 Longitudinal welding line groove root face height 环缝坡口角度 Twe end welding line groove angle