板带材轧制头部翘曲的影响因素
板带轧制头部翘曲影响因素的正交实验
板带轧制头部翘曲影响因素的正交实验庞玉华,赵永团,刘长瑞,王伯健(西安建筑科技大学冶金学院,西安 710055)摘 要:采用L 25(45)正交实验设计及分析方法,对9mm 铅板进行轧制实验,考查上下轧辊直径比、压下率、导入角和轧辊转速等因素对头部翘曲的影响。
结果表明,随因素水平的变化,轧件翘曲程度变化很大,极差值分别为0163(轧辊直径比)、0124(压下率)、0124(轧辊转速)、0120(导入角)。
轧辊直径比对翘曲的影响最明显,其他影响因素的影响程度大致相当。
实验轧机控轧9mm 铅板头部翘曲的最佳工艺参数为上下轧辊直径比1B 1,压下率20%,导入角-3b ,辊转速76r/min 。
关键词:金属材料;轧制;正交实验;翘曲;辊径比;导入角;轧辊转速中图分类号:TG33515;T G146112 文献标识码:A 文章编号:1001-0211(2007)04-0060-04收稿日期:2006-01-04基金项目:陕西省自然科学基金资助项目(2004E119);西安市工业攻关资助项目(GG05059)作者简介:庞玉华(1965-),女,黑龙江哈尔滨人,教授,博士,主要从事金属轧制工艺及质量控制等方面的研究。
在中厚板热轧生产过程中,轧件咬入一般处于自由状态,没有前端的阻碍。
由于非对称轧制工艺条件的客观存在,轧出的轧件头部便会发生上下弯曲,称之为翘曲。
上下轧辊直径、转速、表面状态不相同,轧件上下表面温度不相等,都可以导致非对称轧制,从而产生翘曲(上翘或下弯)现象。
大量生产实践表明,轧件头部翘曲现象随工艺和设备参数的变化而发生较大的改变。
为了能够建立准确的轧件头部翘曲模型,有效地控制轧件头部翘曲,研究各种轧制工艺参数对翘曲的影响规律十分必要[1-8]。
目前的研究主要集中在对翘曲影响因素的探讨,集中表现在研究/变形程度、变形区形状系数、轧辊直径、轧辊旋转速度、导入角、温度0等因素对翘曲的影响,然而基本都是对单因素的探讨,对各因素影响程度没有一致性的结论。
中厚板轧制过程中轧件头部翘曲的影响因素与控制方法

第29卷第1期2006年2月鞍山科技大学学报Journal of Anshan University of Science and Technology Vol.29No.1Feb.,2006中厚板轧制过程中轧件头部翘曲的影响因素与控制方法贾春秀1,曲正刚2(1.本溪钢铁公司设备备件处,辽宁本溪 邮政编码;2.鞍山科技大学产业处,辽宁鞍山 114044)摘 要:对中厚板轧制生产过程中,影响连续生产效率的轧件头部弯曲的影响因素:轧件温度分布、压下量、轧制线不同高度与辊径等进行分析,并对各因素控制对比进行分析,确定对轧机上、下轧辊的转速差进行控制的方法,实现对轧件头部弯曲的在线调整。
关键词:中厚板轧制;轧件头弯曲;转速差;在线调整中图分类号:TG 335152 文献标识码:A 文章编号:167224410(2006)0120069204 中厚板轧制过程中,可逆精轧机出现轧件头部弯曲易引发严重事故。
理想轧制状态下,轧件出轧机时头部平直。
在实际轧制过程中,轧件出轧机时头部形状从侧面观察主要有四种:上弯的雪橇形、波浪形、下扣形和平直形。
轧件的平直状态只是轧件头部上翘与下扣的临界状态,这种状态的可调范围极小,在现实生产中很难把握。
根据现场实际情况,相对平直轧件而言,若轧后板坯形状略微上翘呈“雪橇”状,则调节范围较宽,不但容易调节与保持,而且对下一道次的咬入无大的不良影响。
所以,实际调节过程中使轧件出轧制变形区后形成头部略向上翘的形状。
本文结合异步轧制理论[1-3],对中厚板轧制过程中轧件头部翘曲的影响因素与控制方法进行了讨论。
1 轧件头部弯曲的影响因素111 轧件温度分布 轧件的温度分布不均可分为上、下表面分布不均和纵向温度分布不均。
由于轧件在加热炉中的加热不均、钢坯出炉后在辊道运送过程中散热不均以及除磷过程中水对钢的冷却作用使得上部的平均温度比下部高,一般高出20-50℃。
当钢坯温度分布不均时,由于温度高的区域更易变形,轧后钢坯会向温度低的一侧弯曲。
热连轧窄带钢带坯头部上翘下弯的预防措施

收稿日期:2001-01-17作者简介:王伏生(1972-),男(汉族),湖南人,助理工程师。
热连轧窄带钢带坯头部上翘下弯的预防措施王伏生(攀枝花钢铁有限公司西昌轧钢厂,四川 西昌 615012)摘 要:对攀钢450mm 3/4连续式热带轧机带坯头部上翘或下弯的原因进行了分析,找出影响带坯头部上翘或下弯的各种因素,进而采取了相应的改进或预防措施,有效地提高了轧机作业率。
关键词:热轧;窄带钢;上翘;下弯;预防中图分类号:TG 335156 文献标识码:B 文章编号:1003-9996(2001)06-0059-02Preventive measures for head w arping and bending of hot rolled narrow stripWAN G Fu 2sheng(Xichang Steel Rolling Mill ,Panzhihua Iron &Steel Co 1,Xichang 615012,China )Abstract :The influence factors on head warping and bending of 450mm hot rolled strip were analyzed.The relative preventivemeasures were put forward to increase the mill productivity.K ey w ords :hot rolling ;narrow strip ;warping ;bending ;prevention1 前言攀钢450mm 3/4连续式热轧窄带钢生产线(图1)通过近几年生产工艺优化和中精轧电控系统数字化改造后,生产能力逐年提高。
但是一立二平中轧机组,二立六平精轧机组,在带钢穿带过程中带坯头部出现上翘或下弯,较大程度地影响了穿带稳定性。
解决这一问题,对提高轧机有效作业率和产品综合成材率,减少中间轧废具有关键性的作用。
八钢4200粗轧机轧制中头部翘头原因分析及预防

河道
县级
3
±0.19 3899779.2
河道
镇村 4 级河 ±0.20 1076975.9
道
3889801.3 0.3% 74.10 172.31 43.0% 1080126.6 0.3% 51.11 65.49 78.0%
合计 ±0.16 52783160.3 52725465.3 0.1% 624.05 1170.36 53.3%
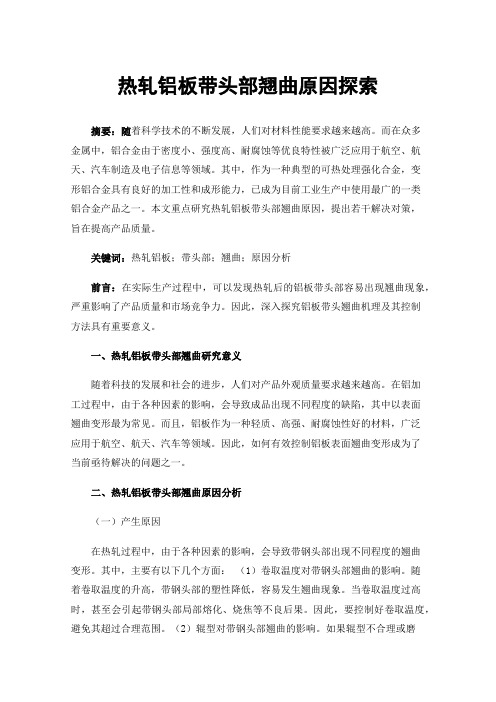
图 1 表示了内外温度不一致对钢板头部翘曲的影响 ( 暗影部 分为高温则翘头,低温则扣头 ) 。轧件外部温度高,内部温度低, 即暗影部分为低温,轧件上表面到低温部分的距离要大于轧件下 表面到低温部分的距离,即 h1 > h2(如图 2 所示)。在轧制过程中, 高温部分较易变形,高温部分被压下的比例较低温部分大,这样 轧件上部被压下较多,根据体积守恒,轧件上部延伸要比轧件下 部大,所以轧件产生向下弯曲,反之亦然。
图 3 速度对钢板翘曲影响示意图 1.4 工作辊辊径差对钢板翘头的影响 我们通过对八钢 4200 粗轧机采用上工作辊的直径参数 910 mm,下工作辊直径参数在每个工况条件下分别为 920、930、940 mm,得到带钢头部翘曲量与工作辊异径比(1.01、1.02、1.03 及 压下率的关系(如图 4 所示)。由图 4 可看出:同一异径比时, 随着压下量的增大,轧件头部翘曲量迅速增大,随后其增加趋势 减缓。其原因是在压下率较小时,两辊角速度相同,则大辊一侧 的轧件表面金属在单位时间内流动的距离长,使轧件弯向小辊一 侧。随着压下率的增加,两辊的轧制力相等,使在小辊径一侧产 生的压下量大于大辊径一侧的压下量,则小辊径一侧金属流动量 增加,减弱了由于辊速差对带钢头部翘曲的影响。
图 1 上下表层温差对头部翘曲的影响
板带材轧制头部翘曲的影响因素
1 正交实验设计
11 1 实验因素选择 影响板带材头部翘曲的因素很多 ,本文选用其 中的 4 种主要因素作为正交实验的研究因素 :辊径 比 ,二辊轧机上 、下轧辊直径之比 ;压下率 ,轧件的压 下程度 ;导入角 ,轧件中心线与轧制中心线所成角 度 ,规定轧件偏向下辊侧时导入角为正值 ,反之为负 值 ;轧辊转速 ,单位时间的轧辊旋转圈数 。 11 2 因素水平确定 根据常规板带材轧制工艺参数 ,确定采用 5 水 平 ,但限于实验轧机只有 4 个速度挡位 ,轧辊转速采 用 4 水平 ,因素水平如表 1 所示 。
Abstract :The factors affecting end curl of plate and sheet in rolling p rocess were researched by t he cro ss experi2 ment , which include t he upper roll diameter , t he lower roll diameter , reduction , angle of ent rance and velocity of roll rotatio n. The cro ss experiment was designed wit h L 25 (45 ) . The result indicates t hat t he ratio of roll diameter has t he mo st important effect on t he end curl , t he angle of ent rance is in t he second place , t he roll rotational veloc2 ity has t he weakest effect . The best technology parameters of rolling 6 mm Pb for experiment milli are 130/ 130 roll diameter , eduction 5 % , angle of ent rance - 3°, roll rotational velocity 164 rp m. Key words :curl ;cro ss experiment ;ratio of roll diameter ;angle of ent rance ;roll rotatio nal velocity
粗轧带钢头部翘曲原因分析及控制措施
接 触 边 界条 件 , 摩擦 生 热 系数 08 上 下工 作 辊 .,
与轧件 接触 表面 的摩擦 系数 02轧 件与轧 辊之 间的 .,
接触热传 导 系数 为 2 W/m ・ ) 0k ( ℃ 。
3 影 响带 钢翘 曲的 因素及 规律
3 1 上 下表面温 度差对 带钢头 部翘 曲的影响 . 其 他 工艺 条 件 相 同 , 钢 坯 上 、 表 面存 在 温 仅 下
3 轧件 与周 围空气 之 间 的换 热 主要 是 对 流换 热 和 ) 热辐 射 , 其等 效换 热 系数 为对 流换 热系数 与辐射换 热 系数 之 和 。 当轧 件在 10 0℃左右 时 , 0 自然 对 流
热量损失 占总热量损失 的 5 %左右 , 因此热 辐射是轧 件 与周 围空气 之 间换 热 的 主要 影 响 因 素 。根 据对 实 际生产情 况 有关 参数 的测 试及 理论 计算 , 用如 采
度 、 件表 面 温度及 材 料热 物理 性能 等 。2轧件 与 轧 ) 轧 辊 之 间 的接 触 热 传 导 。轧 件 与轧 辊 接 触 热传 导
系 数 受轧 件 材 质 、 辊 材质 、 制速 度 及 轧制 压 力 轧 轧
等 多 种 因素 的影 响 , 验方 法 很 难测 得 其 真 实值 。 实
由 图 2 可看 出 , b 在此 轧制 工 艺条 件 下 , 随着摩
擦 系数 比的增 加 , 摩擦 系数 大 的一侧 轧件 受 到的摩
图 1 轧件上下表面存在 温度差时轧出的轧件形状
擦力 增 大 , 属 的塑性 流 动 受 到抑 制 , 以带 钢头 金 所 部 翘 曲 量 相 应 增 加 , 是 随 着 辊 摩 擦 系 数 比 的增 但
板带轧制头部翘曲影响因素的正交实验
表 1 正 交实验 因素与水 平
Ta e 1 Ta e o t o on le pei e tf cor nd lv l bl bl forh g a x rm n a t s a e es
庞 玉 华 , 永 团 , 长瑞 , Nhomakorabea健 赵 刘 王
( 西安建 筑稃 技大 学 冶 金 学院 , 安 7 0 5 ) 西 1 0 5
摘 要: 采用 L 4 ) 2( 正交实验设计及分析方法 , 9 m铅板进行轧 制实验 , 对 r a 考查上下轧辊 直径 比、 压下率、 导入角和轧辊转
头部 翘 曲模 型 , 效地控 制轧 件头 部翘 曲 , 有 研究 各种
轧制 工 艺 参 数 对 翘 曲 的影 响 规 律 十 分 必 要 l ] _ 。 1 目前 的研究 主要集 中在 对 翘 曲影 响 因 素 的探 讨 , 集
A
1 0 3 1 0/ 3 1 0 1 0 1 4/ 2 1 0 1 0 3 /1 4 2 14 3 / 3 3 10 3 / 2
速 等 因素 对头 部 翘 盐 的影 响 。 结果 表 明 , 因素 水 平 的 交化 , 随 轧件 翘 盐程 度 变 化 很 大 , 差 值 分 别 为 0 6 ( 辊 直 径 比) 0 2 ( 极 .3 轧 、 .4 压 下 率 )0.4 轧 辊 转 速 ) 02 ( 、 2( 、 .0 导人 角 ) 。轧 辊 直 径 比对 翘 盐 的 影 嘀 最 明 显 , 他 影 响 因 素 的影 响 程 度 大 致 相 当 。 实 验 轧 机 控 轧 其
中表 现在研究 “ 形 程度 、 变 变形 区形 状 系数 、 辊 直 轧 径、 轧辊 旋转 速度 、 导入角 、 温度 ” 因素对 翘 曲的影 等
中宽带轧制过程中翘扣头影响因素及控制措施

中宽带轧制过程中翘扣头影响因素及控制措施摘要:本文主要针对荣钢750中宽带生产线在生产过程中,轧件头尾经常发生扣翘头的原因进行了分析,并结合生产实际给出了调整措施,对现场实际生产具有一定的指导意义。
关键字:扣头、翘头、辊速差、压下率荣钢自投产以来,在生产过程中,多次遇到轧件扣翘头的现象,这种现象较多的出现在精轧机区域,在轧制过程中,一旦轧件产生翘头或扣头,很容易碰撞到设备,不但严重损坏设备,还影响到轧机的作业率、产量和成率。
一、轧件和扣翘头产生的原因在板带轧制过程中轧件扣翘头影响因素很多,如轧件在横截面方向上、下表面温度不均、压下率不同、轧件的摩擦条件不一致、辊面线速度不同等都将引起轧件在炸制过程出现扣翘头。
1.1温度的影响从理论上分析,正常情况下板坯在理论轧制高度有两个相同直径的轧辊,相同轧制速度下应该产生平直的头部。
但是生产过程中,板坯上下表面温度存在差别是影响板坯头部扣翘原因之一,如果下表面温度高于上表面,忽略其他影响因素,板坯下表面金属流动速度快,板坯经过轧制后,应该为翘头;反之则为扣头。
板坯加热过程中、板坯暴露在空气中、板坯经过除鳞箱时对板坯上下表面的冷却不均、板坯在辊道上运输过程等都将引起板坯在横截面方向的温度差。
1.2 轧制线的影响根据经验和轧制原理分析,当实际轧制线高于理论轧制线时,板坯经过轧机容易产生扣头,因为上辊压下量大于下辊压下量,板坯上表面延伸大于下表面延伸,因此产生扣头,反之翘头。
1.3 轧件道次压下率的影响在板坯上、下表面存在温差的情况下,必须考虑压下率对板坯上翘的影响。
压下率是不对称轧制中用于调整板坯出轧机形状最主要的参数之一。
实践证明,在生产过程中调整轧机压下率,抑制轧件翘头是非常直接和有效的。
在满足轧制工艺要求的前提下,制定合适的轧制规程可以减缓轧件的翘头现象。
1.4 上下辊速差的影响在正常轧制工艺中,上、下工作辊直径通常是不相等的。
由于轧件上、下表面速度与上、下轧辊速度相关。
板带轧制头部翘曲的研究现状
Vo . 3 No 2 14 .
Apr 2 1 . 01
板 带 轧 制 头部 翘 曲 的研 究 现 状
王 敬 忠
( 安 建 筑 科 技 大 学 冶 金 工 程 学 院 , 西 西 安 70 5 ) 西 陕 1 0 5
摘
要 : 对 板 带 轧 制 过 程 中头 部 翘 曲 问题 , 者 们 及 现 场 技 术 工 作 者 已 进 行 了大 量 试 验 及 现 场跟 踪 研 究 , 针 学 取
第4卷 第 2 3 期 21 0 1年 4 月
西 建 科 大 学 安 筑 技 学 报(然 学 ) I 科 版 t l
J Xia i.o c .& Te h ( trl c n eE io ) . n Un v fAr h c . Naua S i c dt n e i
中 固定 因素必 须是 生产 实 际中较 为稳定 的因素.
2 2 数值 模拟 .
J ewit P .J s e 和 .G.Gre e6 实验 中所 采用参 数 , D F M 软件 模拟 计 算 了速 度 变化 、 径 en_对 用 E OR 辊 变化 和表 面粗糙 度 变化对 翘 曲的影 响 , 在实验 中的翘 曲方 向随压 下 率变 化 而 变化 的现 象在 数 值模 拟 中
得 了 一 定 成 果 . 翘 曲 的 测 量 方 法 、 曲 的 研 究 方 法 、 响 翘 曲 的 主 要 因 素 人 手 , 板 带 头 部 翘 曲 的研 究 成 果 从 翘 影 对
进 行 了 综 述 , 出 今 后 的 研 究 方 向. 指
关 键 词 : 带 ; 制 ; 曲 ; 响 因 素 板 轧 翘 影
方法 , 因此 , 没有 统一 量 化翘 曲的标准 . 研 究初 期 , n e y和 Sa r1 Ke n d lma [ 这样 描述 翘 曲程 度 : 整个 产 品放 置在 一个 平 台上 , 由于 翘 曲离 把 用
浅谈中厚板轧制过程中头尾翘曲现象

浅谈中厚板轧制过程中头尾翘曲现象作者:谭泽卓来源:《科技传播》2016年第10期摘要对于中厚程度的板材,在轧制过程中总会出现头尾翘曲的现象,这样的情况直接影响了轧件的成型质量,也影响着后期产品的正常使用。
文中对轧制过程中容易出现的头尾部分翘曲现象进行了探讨,对原理机制进行分析,通过对影响板材翘曲现象的轧制压下率、轧制导入角度、轧件外表面的不同温度值、变形区呈现的几何形状等因素的研究,得出控制中厚板材在轧制过程不再出现翘曲现象。
关键词中厚板轧制;头尾翘曲;变形区域中图分类号 TH16 文献标识码 A 文章编号 1674-6708(2016)163-0156-02在工业生产中,中厚板材的热轧成品的需求量一向较大,高效使用率使得中厚板材的轧制工作业较为紧张。
在中厚板材热轧成品中,存在很多的不合格板件,主要原因集中体现在头尾翘曲现象严重。
一般出现头尾翘曲的情况都会归结于在中厚板材的轧制过程中出现的任何轻微细小的轧制不对称条件。
但具体分析到其中引发轧件变形的不对称因素却又需要分别对待。
通常情况下,由于轧件外表存在不同的温度值、板坯在输送过程中出现表层上下侧散热不均匀不稳定、板坯的表层温差较为明显、不同位置的轧辊直径不匹配或线性速度不一致、轧件的中心位置因轧制线高度、板件厚度等因素无法直接与辊缝对接完全、在轧辊的表面存在不统一的摩擦情况、轧制压下率无法稳定控制等原因,就会出现轧制不对称的条件。
头尾翘曲的现象直接影响了轧件的成型质量,也影响着后期产品的正常使用,轧制不稳定将会造成轧件在辊筒上缠绕或坠辊道的事件。
据不完全统计,中厚板的生产轧制过程,会造成30%左右的板件因头尾翘曲成为废钢。
从这个方面来看,控制好中厚板的轧制过程,将首先解决设备完损安全性、其实能够控制资源浪费,提高板件成材率。
1 中厚板轧件的头尾翘曲影响原因分析1.1 轧辊各测量处的直径如果在中厚板见轧制中,把其他因素的影响排除,单独去分析上下轧辊的直径不一致对头部翘曲的影响,能够将影响分成2类:第一类,工作中的轧辊上下两部分均保持一样的角速度,这样较大直径的轧辊产生的圆周速度就大,在大直径的轧辊相接处的板件表面液态金属在规定的时间内就会流动更长的距离,结果表现为轧件朝着较小直径的轧辊弯曲;第二类,如果两个轧辊的轧制力相同的情况下,直径较小的轧辊上必然会产生比较大直径的轧辊更大的压下量,结果表现为轧件朝着较大直径的轧辊弯曲。
中厚板轧制轧件头尾翘曲研究进展

Re i w f S u 1 s o a n i Cur a u e i e i m v e o t ( e n He d a d Ta l i v t r n M d u Pl t li g Pr c s a e Ro ln o e s
图 1 压 下 率 及 温 度 差 与 翘 曲 度 的关 系
2 2 异速 轧制 对板材 翘 曲的影 响 J .
单位压力; 垒
在 实验 中 , 假定 轧件上 下表 层 的温 度相 同 , 下 上
、
华分 为 直 辊 小 径 上 别 大径 和直 辊
一 () 4
轧辊直径相等 , 轧制线高度 =A / 仅上下轧辊 h2,
态 的稳定 性 , 重 的甚 至 造 成板 坯 进人 辊 道 下方 或 严
ቤተ መጻሕፍቲ ባይዱ
状常 与之相 似 。 者“ 缠辊” 等事 故¨ 。因此 , 了不影 响后续生产 2 1 上下表 面温度 差及压 下率对 板材 翘 曲的影 响 为 . 由于轧件 州在 加热 炉 中加 热不 均 以及 出炉 后 加工过 程 , 头尾翘 曲 部分 在 进入 后 续 加工 之 前必 须
Ke o d y W r s:me i m ae r lig;h a n alc r 8u e;c n rlmo e ;g n t fe t h mo to e o ain d u plt ln o e d a d ti u v tr o to d l e ei e c ;te a u fd fr to c n m
系数 ;
=2 — )( + ), 上 下 轧 辊 相 ( / 为
对辊速差。从理论研究上讲 , 上述影响是贯穿轧件 全长的 , 轧件头部表现为下扣时, 其长度为轧辊中心 至溜 板头 接触 点或 稍长 一点 , 已经 被生 产证实 , 这 然 而关于尾部变形形状及尾部变形量的估测却并未有 相 关公 开文 献 报道 。 23 异径 轧制 及加 工率对 板材 翘 曲的影 响【 . l 生产中, 、 上 下工作辊 的直径差对轧件翘曲也起 到一定的影响作用。根据上下工作辊在垂直方向的 压力相等, 可得到 :
热轧带钢头部飞翘原因分析及对策

热轧带钢头部飞翘原因分析及对策王继全(攀钢热轧板厂,四川攀枝花 617062)【摘 要】 针对攀钢1450mm半连续式热轧带钢的生产情况,对带钢头部飞翘的原因进行了分析,并提出了相应的对策。
【关键词】 热轧带钢 飞翘 辊压 变形A STU DY ON THE MECHANISM FOR WARPED HEADOF H OT STRIPWang Jiquan(Hot strip mill of PZH stell,Panzihua,617062,sidma,china)[Abstract] In the case of the processing of PZH steel1450mm semi-continuity hot strip produc2 tion,this paper analyzes the reason that the head of strip become warped and put forward corresponding means to deal with it。
[K ey w ords] Hot strip,Become warped,Roll,Deform1 前言飞翘是指带钢尤其是薄带钢(h<410mm)在精轧机组穿带轧制过程中头部出现的一种飞飘和上翘现象。
攀钢1450mm热轧板厂投产十年以来,带钢穿带出精轧机F5时一直存在着不同程度的飞翘现象,直接影响到轧制状态的稳定性、甚至出现轧烂或穿带失败,较严重地影响到正常生产。
据统计,因飞翘原因而造成废钢量平均占操作废钢总量的40%以上。
而三期改造后,带钢卷重由10吨增加到23吨,对轧制稳定性提出了更高的要求,带钢头部的飞翘问题,将会更严重地影响到产品的合格率和成材率。
因此,结合热轧生产实际,对精轧穿带时带钢头部出现的飞翘原因进行了分析,并提出解决飞翘问题的对策。
2 飞翘产生机理在轧制薄规格时,由于工艺、轧制状态及外界环境影响程度的变化,产生了不平衡的变形,导致带钢上下面变形不均,下表面延伸大于上表面,带钢头部出现向上弯曲。
板材轧件翘头问题攻关实践
南
1 4
方
金
属
S U H R T I 0 T E N ME A §
21 0 2年第 5期
自由状态 , 有前 端 的阻碍 . 没 由于存 在非 对称 轧制 的
靠近上 表 面部分 的秒流 量小 于靠 近下表 面 的秒流量 时 , 产生上 翘 , 则 反之则 下翘 , 若上 下 的秒 流 量相等 ,
理论 上分 析 , 即使坯 料上 下表 面温度 完全 相 同 , 也不
进 行 了待温后 第二 阶段 的轧件 翻 面轧制 和不 翻面轧
总 第 18期 8
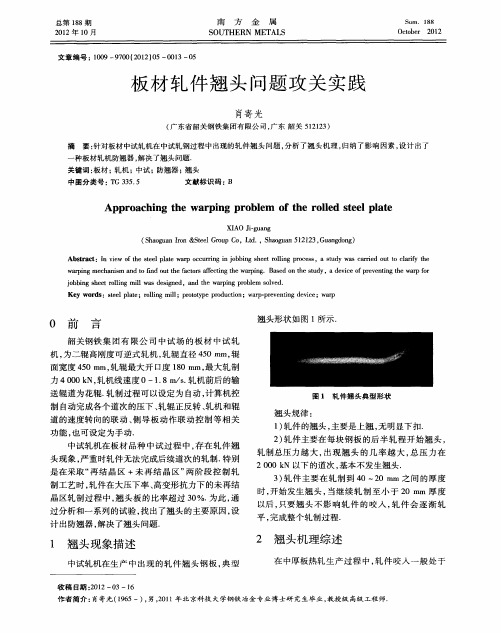
肖寄 光 : 材 轧 件 翘 头 问题 攻 关 中 的 2 对 5块 轧 件 进 行 了 翻 面 ) , 试 验过 程 的上 下表 面 温 度 没有 明显 差 异 . 验 结 果 试 如 图 2 结 果表 明 , 面轧制 的翘 曲 比例 稍 微 低 于不 . 翻
时, 开始 发生 翘 头 , 当继 续 轧 制 至 小 于 2 m 厚 度 0m
以后 , 只要 翘 头 不 影 响 轧 件 的 咬 人 , 件 会 逐 渐 轧 轧 平, 完成 整个 轧制 过程 .
过 分析 和一 系列 的试 验 , 出 了翘 头 的主要 原 因 , 找 设
计 出防翘器 , 决 了翘 头 问题 . 解
均匀 性 , 坯料 与 炉 底 之 间 、 在 上下 叠 层 坯料 之 间 , 加 垫螺 纹钢 垫 条 . 用 R y k便 携 式 双 色 红 外 测 温 利 at e 仪, 检测上 下 表面 的温 差 , 本 上 在 ±3℃ 波 动 . 基 从
将4 6块 相 同规 格 的 Q 4 A钢坯 轧制 成 2 m 35 5m
后程 ) 有 出现该 现象 . 没
热轧带钢扣翘头的原因及调整措施

热轧带钢扣翘头的原因及调整措施1 前言在热轧带钢生产过程中,由于板厚方向上存在不均匀温度分布和不均匀变形,很难获得对称轧制工艺条件,研究表明:辊径、转速、表面状态不同,轧件上下表面温度不相等,都可导致非对称轧制。
在非对称轧制条件下,轧件咬入时由于没有前端对上下不均匀变形的阻碍,轧件头部便会发生上下弯曲,向上弯曲为“翘头”,向下弯曲则为“扣头”。
翘头过大时,轧件容易撞击护板或辊身水冷却装置,严重时还可能发生“缠辊”事故;扣头过大时,轧件撞击下卫板或者输送辊道,严重时甚至发生轧件钻进地沟的情况。
从而影响了产品的产量、质量、成材率,增加了停产检修时间和维修费。
因此,粗轧区板坯头尾状态对板型的控制、轧制的稳定和机械设备的保护有着重要的意义。
本文根据柳钢1450生产线粗轧区的实际生产调整经验,对1450粗轧段轧件扣头和翘头产生的原因进行分析,并提出相应的调整对策。
柳钢1450粗轧段采用1架带立辊可逆式粗轧机,可用一、三、五、七道次可逆轧制,目前只采用五道次可逆轧制。
2 影响轧件弯曲的原因及调整对策分析生产中影响轧件头尾弯曲的因素有多种,这些因素互相联系、互相影响,根据实际生产经验总结如下:2.1轧辊转速的影响上下辊辊速的不同,板坯头尾部的状态不同,轧辊的表面状态(老化)、板坯温度的变化都能使板坯头尾的状态发生改变。
控制板坯的头尾状态,调整辊速比是最直接最有效的方法之一。
2.2板坯加热状态的影响加热温度也是影响板坯在粗轧头尾部弯曲的一个重要因素。
板坯加热后上下表层产生温差而且不易消除。
温度高的一侧变形抗力低,纵向延伸长,温度低的一侧相反,因此出现向温度低的一侧弯曲。
温度过低、温差过大,都能使头尾部状态难以控制,严重时撞击辊道或导卫装置造成设备损坏。
板坯加热是否均匀、温差大小,不仅直接影响到粗轧板坯的头尾部的控制,而且同时影响粗轧、精轧板形的控制和卷取卷形的好坏。
所以要通过调整烧钢控制,改善加热温度控制制度,减小或消除温差。
热轧铝板带头部翘曲原因探索
热轧铝板带头部翘曲原因探索摘要:随着科学技术的不断发展,人们对材料性能要求越来越高。
而在众多金属中,铝合金由于密度小、强度高、耐腐蚀等优良特性被广泛应用于航空、航天、汽车制造及电子信息等领域。
其中,作为一种典型的可热处理强化合金,变形铝合金具有良好的加工性和成形能力,已成为目前工业生产中使用最广的一类铝合金产品之一。
本文重点研究热轧铝板带头部翘曲原因,提出若干解决对策,旨在提高产品质量。
关键词:热轧铝板;带头部;翘曲;原因分析前言:在实际生产过程中,可以发现热轧后的铝板带头部容易出现翘曲现象,严重影响了产品质量和市场竞争力。
因此,深入探究铝板带头翘曲机理及其控制方法具有重要意义。
一、热轧铝板带头部翘曲研究意义随着科技的发展和社会的进步,人们对产品外观质量要求越来越高。
在铝加工过程中,由于各种因素的影响,会导致成品出现不同程度的缺陷,其中以表面翘曲变形最为常见。
而且,铝板作为一种轻质、高强、耐腐蚀性好的材料,广泛应用于航空、航天、汽车等领域。
因此,如何有效控制铝板表面翘曲变形成为了当前亟待解决的问题之一。
二、热轧铝板带头部翘曲原因分析(一)产生原因在热轧过程中,由于各种因素的影响,会导致带钢头部出现不同程度的翘曲变形。
其中,主要有以下几个方面:(1)卷取温度对带钢头部翘曲的影响。
随着卷取温度的升高,带钢头部的塑性降低,容易发生翘曲现象。
当卷取温度过高时,甚至会引起带钢头部局部熔化、烧焦等不良后果。
因此,要控制好卷取温度,避免其超过合理范围。
(2)辊型对带钢头部翘曲的影响。
如果辊型不合理或磨损不均匀,也会造成带钢头部的翘曲变形。
特别是采用了凸度较大的辊子进行生产时,更易使带钢头部产生翘曲。
为减少这种情况的发生,应选择合适的辊型并及时更换。
(3)板形对带钢头部翘曲的影响。
板形不好或者存在浪形区域都会增加带钢头部的弯曲应力和扭曲应力,从而加剧翘曲变形的程度。
因此,需要通过适当调整板形来改善翘曲问题。
(4)冷却水水质对带钢头部翘曲的影响。
粗轧打滑与翘头的原因分析及对策

粗轧打滑与翘头的原因分析及对策1 、引言由于带钢热连轧粗轧压下量较大、除鳞不干净、温度较高, 容易生成氧化铁皮, 均导致了钢坯与轧辊的摩擦系数低, 所以粗轧阶段容易出现打滑事故。
由于粗轧板坯较厚, 上下表面容易出现温度不均的现象, 所以翘头一般在粗轧出现的比较多。
翘头严重的板坯会撞击到保温罩,影响飞剪切头,甚至影响到精轧穿带困难 ,影响轧制节奏。
自动化轧钢过程中如果出现打滑和翘头,会严重影响生产节奏, 严重时会损害设备,必须严格控制。
本文对打滑与翘头做出原因分析及提出应对策略。
2、打滑原因分析及预防措施打滑的根本原因是摩擦系数低, 造成轧钢坯与钢坯表面发生相对滑动。
凡是造成摩擦系数降低的因素都会引起轧件打滑。
由于带钢热连轧粗轧压下量较大、除鳞不干净、温度低较高, 容易生成氧化铁皮, 均导致了钢坯与轧辊的摩擦系数低, 所以在粗轧阶段轧件最容易易出现打滑事故。
粗轧立辊轧机与四辊水平轧机之间微张力轧制。
奇数十道次轧制时, 水平轧机轧制速度大于立辊轧制速度, 偶数道轧制可逆轧制时,立辊不参与轧制 ,立辊与水平两人之间无张力, 所以打滑一般出现在奇数道次。
由于第一道次压下量较大, 打滑事故一般发生在第一次, 因此在该道次要特别关注易打滑现象。
影响打滑的主要原因有:钢种和轧制工艺等。
2.1 、钢种的影响某些钢种表面容易形成氧化铁皮, 降低了钢坯表面与轧辊之间的摩擦力。
如船板, 50B和其他低合金钢, 如含有 Si、Ni、Nb等元素高的钢, 这些元素易与氧化气体发生反应, 形成低熔点的氧化物 , 使铁皮熔化, 黏性增加。
有资料表明:Si>0.25%是钢加热时极易形成 Fe2SiO4 , 它在1175℃以上时熔融, 导致在除鳞之后还有部分氧化铁皮附着在钢坯表面, 经过水平辊轧制时剥落导致打滑 [ 1] 。
对含这些元素的钢种应加强除鳞工艺控制, 减少氧化铁皮从钢坯基体剥落导致轧辊与基体发生相对滑动的几率。
2.2 、轧制工艺的影响最大压下量是指在轧制条件一定时该道次最大高度方向的绝对压下值。
影响5083铝合金轧制板材扣头的因素

影响5083铝合金轧制板材扣头的因素吴沂哲【摘要】试验研究了轧辊辊速差、板材上下表面温度差、压下率、轧制速度等工艺因素对5083铝合金轧制扣头的影响,并对板材端头弯曲程度进行了分析.试验结果表明,5083铝合金板材轧制过程中,辊速差、板材上下表面温度差、轧制速度是影响板材端头扣头的主要因素,压下率不是影响板材端头扣头的根本因素.板材上下表面温度差为正值时,板材端头下扣;当板材扣头或有扣头趋势时,通过增大雪橇值可控制板材端头的扣头程度,也可适当加大上表面乳液喷射流量或减小下表面乳液喷射流量,使板材端头恢复平直;轧制速度和压下率均可以放大板材端头的扣头效果,在轧制过程中为避免产生扣头效果放大的现象,宜尽量使板材上下表面温度接近,当板材上下表面温度差较大时,不宜采用大压下率轧制及高速轧制.【期刊名称】《轻合金加工技术》【年(卷),期】2018(046)007【总页数】4页(P45-48)【关键词】5083铝合金;扣头;轧辊辊速差;温度差;压下率【作者】吴沂哲【作者单位】东北轻合金有限责任公司,黑龙江哈尔滨150060【正文语种】中文【中图分类】TG3395083铝合金由于其强度高、密度小等优点已广泛用于化工、轨道交通、船舶制造等国民经济领域[1-3]。
在实际生产中,厚度为20 mm~40 mm的热轧板经常出现端头扣头的现象,不但对纵向不平度产生了影响,而且在辊道前进的过程中极易造成磕伤辊道的现象。
笔者针对影响扣头的工艺因素进行了对比试验,分析了热轧过程中影响5083铝合金板带扣头行为的原因,为进一步提高5083铝合金板带加工质量及避免严重扣头现象提供了相应的试验数据和技术支持。
1 5083铝合金轧制试验1.1 试验设备及原材料主要设备:台车式加热炉,西马克3 950 mm四辊热粗轧机。
试验材料:5083铝合金板,其化学成分符合表1的规定。
表1 5083铝合金板的化学成分(质量分数/%)Table 1 Chemical composition of 5083 aluminum alloy plate(wt/%)SiFeCuMnMgCrZnTi其他杂质单个总计Al0.400.400.100.4~1.04.0~4.90.05~0.250.25≤0.150.050.15余量1.2 试验方法采用台车式加热炉将厚度为35 mm的5083铝合金板材加热至450℃,出炉后采用3 950 mm四辊热粗轧机分别按照以下四种方案轧制,并在轧制后测量记录扣头程度。
2024年热轧带钢生产中的板形控制(三篇)
2024年热轧带钢生产中的板形控制在带钢生产中,只有保证其良好的板形,才能确保生产顺利进行,才能使产品产量、质量不断提高。
当带钢内部残余应力足够大时,会使带钢翘曲,表现为侧弯、边浪、小边浪、小中浪。
在带钢钢种确定的情况下,产生翘曲与带钢的宽度、厚度有关。
带材越薄、越宽,生产中越易翘曲。
而目前市场对带材的需求是既宽且薄,因此,良好的板形控制非常重要。
一、生产中出现板形问题的主要原因1.带钢的不均匀受热或冷却带钢加热或冷却不均时会在内部产生应力,当其值超过极限就会出现板形问题。
在宽度方向上出现应力不均时会产生边浪或小边浪。
2.坯料尺寸不合如果坯料尺寸不合规格,断面厚薄不均,则会造成带材宽度方向延伸不均。
3.辊缝设置不合理如果辊缝设置不均匀,单边差较大,则会导致带材延伸不一致。
4.轧辊问题(1)在轧制过程中,轧辊因受较大轧制力、热凸度、磨损等影响,会出现一段有害变形区。
(2)由于轧辊材质或铸造问题,使用中会出现较大磨损;意外事故也会导致轧辊端部剥落,使带材受力严重不均,出现侧弯。
(3)轧辊导卫固定不牢,轧辊轴承座和机架窗口间隙大,也会引起轧辊横向窜动。
二、预防措施1.严格执行加热制度,保证加热质量生产中必须严格执行加热制度、停轧降温制度。
要根据轧制节奏需要,合理控制各段炉温,保证开轧温度,并使坯料加热均匀。
2.保证坯料表面质量和尺寸精度装炉前要对坯料进行表面检查,及时清除表面缺陷,并保证尺寸精度。
3.合理设置辊缝根据轧制规程合理调整各道次压下量,轧制速度必须与压下量相适应。
轧制过程中精轧机组保持小套量微张力轧制,精、粗轧机组之间保持无张力微堆轧制。
粗轧单边差不大于05mm,精轧单边差不大于003mm。
4.正确选择轧辊材质,合理设计轧辊辊型根据轧制过程中出现的轧辊有害变形区大小,计算支撑辊的弯曲挠度,合理设计辊型。
在支撑辊两端改为阶梯形过度。
另外,应合理选择轧辊材质,减少轧辊表面磨损,并尽可能减少有害变形区。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各因素水平变动对翘曲度的影响见图 3。由图 3,
表 2 正交实 验表 Table 2 Table of cross experiment
实验编号 辊径比
1
130/ 134
2
130/ 134
3
130/ 134
4
130/ 134
5
130/ 134
6
120/ 134
7
120/ 134
8
120/ 1349120/ 134Factors Affecting End Curl of Plate and Sheet in Rolling Process
P ANG Yu- hua, LIU Chang- rui, WAN G Bo- jian, WANG Zhuo- li
( M et allur gy Eng ineering Institute, Xican U niver sity o f A rchitecture and T echnolo gy , X ican 710055, Shanx i, China)
根据图 3( c) , 导入角为- 3b时, 翘曲程度最小; 导入角为- 6b、6b时翘曲程度也不严重, 但当导入角 为 0b平直进入辊缝时, 翘曲程度最大; 这说 明导入 角对翘曲影响显著。
根据图 3( d) , 各水平的轧辊转速对翘曲程度的 影响程度不是很大, 但翘曲方向规律性不强。
综合分析实验结果, 可见各种影响因素对翘曲的 影响规律并不相同。翘曲产生是各因素综合影响的 结果。获得板平直头部形状的最佳工艺参数: 辊径比 1 B1, 压下率 5% , 导入角- 3b, 辊转速 164 r/ m in。
10 120/134
11 130/130
12 130/130
13 130/130
压下率/ % 5 10 15 20 25 5 10 15 20 25 5 10 15
导入角/ (b) 6 3 0
-3 -6
3 0 -3 -6 6 0 -3 -6
轧辊转速/ ( r # min- 1 ) 33 76 121 164 164 121 164 164 33 76 164 33 76
Abstract: T he facto rs affecting end curl o f plate and sheet in r olling pro cess w ere researched by the cro ss exper-i ment, which include t he upper r oll diameter, the low er r oll diameter, reductio n, ang le o f entr ance and velocit y of r oll ro tatio n. T he cr oss ex periment w as designed w ith L25 ( 45 ) . T he r esult indicates that t he rat io of r oll diameter has the most impo rtant effect on the end curl, the ang le of ent rance is in the second place, the ro ll r otational velo city has the w eakest effect . T he best t echnolo g y parameter s of ro lling 6 mm Pb for ex per iment milli ar e 130/ 130 r oll diameter, eduction 5% , angle of ent rance - 3b, r oll r otational v elocit y 164 rpm. Key words: cur l; cro ss ex per iment; r atio o f ro ll diameter ; ang le of entrance; r oll r otational velocit y
[ 2] Jesw iet J, G reen e P G . E xperi ment al M easur ement of Cu rl in R ol ling [ J] . Journal of M at erial s Pr oces sing Technol ogy, 1998, ( 84) : 202-209.
板带材轧制的头部翘曲现象是轧制生产中常见 的板形缺陷之一。因 翘曲发生/ 勒辊0 或进 入辊道 下, 往往引起生产事故, 导致轧制过程不能继续, 严 重时损坏设备, 增加了停机检修时间。由于轧制过 程中动静态不对称变形条件的客观必然性, 使板带 材头部翘曲成为必然发生的现象, 但对此现象的控 制研究却很少。实验研究主要集中在对翘曲影响因 素的探讨, 集中表现在研究变形程度、变形区形状系 数、轧辊直径、轧辊旋转速度、导入角、温度等因素对 翘曲的影响, 然而基本都是对单因素的探讨, 对各因 素影响程度没有一致性的结论。通过在二辊实验轧 机上对铅试样的正交实验, 综合分析了各因素对翘 曲的影响规律。
1 正交实验设计
11 1 实验因素选择 影响板带材头部翘曲的因素很多, 本文选用其
中的 4 种主要因素作为正交实验的研究因素: 辊径 比, 二辊轧机上、下轧辊直径之比; 压下率, 轧件的压 下程度; 导入 角, 轧件 中心线与轧 制中心线 所成角 度, 规定轧件偏向下辊侧时导入角为正值, 反之为负 值; 轧辊转速, 单位时间的轧辊旋转圈数。 11 2 因素水平确定
# 36 #
钢铁研究学报
第 19 卷
小于下轧辊直径时, 轧件向上翘曲; 当上轧辊直径大 于下轧辊直径时, 轧件向下翘曲, 但辊径差大的翘曲 稍小。由此可见, 辊径比不仅是影响翘曲的最主要 因素, 而且其影响规律复杂。
根据图 3( b) , 压下率为 5% 时翘曲度上翘最小, 随着压下率增加, 下翘程度增加, 都大于 5% 时的翘 曲程度, 但 15% 压下率时翘曲程度小。
第 19 卷第 5 期 2007 年 5 月
钢铁研究学报 Jour nal of Ir on and Steel Research
V ol. 19, No . 5 M ay 2007
板带材轧制头部翘曲的影响因素
庞玉华, 刘长瑞, 王伯健, 王卓力
( 西安建筑科技大学冶金学 院, 陕西 西安 710055)
[ 3] 胡衍生, 程晓茹, 李虎兴, 等. 辊速差对轧件头部弯曲的影响
[ J] . 钢铁研究学报, 2004, 16( 5) : 37-41. ( 下转第 57 页)
第5期
王效岗等: 等径弯曲通 道变形对超低碳钢组织及性能的影响
# 57 #
图 5( b) 可 见, 实 验 钢 的 屈服 强 度 和 抗 拉强 度 随 ECAP 变形道次的增加而提高, 其变化趋势与硬度 的变化趋势相同, 而伸长率却随变形道次增加而下 降。第 1 道次变形后, 实验钢的强度和伸长率变化 急剧; 第 4 道次变形后, 实验钢强度和伸长率的变化 不再显著。此时, 实验钢的抗拉强度从 307 M Pa 提 高到 678 M Pa, 提高了 2 倍多, 而且具有较高的伸长 率( Z= 48% ) 。这表明, ECAP 变形可大幅度提高超 低碳钢的强度, 并保持较高的塑性。
24 130/ 120 20
25 130/ 120 25
导入角/ ( b) 6 3
-3 -6
6 3 0 -6 6 3 0 -3
轧辊转速/ ( r # min- 1) 121 164 76 121 164 164 33 164 164 33 76 121
图 1 翘曲高度及弦 长图 Fig1 1 Height of curl and chord length
摘 要: 用正交实验方法对影响板带材轧制头部翘曲的因素 进行了铅 板轧制实验 研究。影响因 素有上下 轧辊直 径比、压下 率、导入角和轧辊转速。正交实验是 L25 ( 45) , 研究表明: 辊径比对头部翘曲影响最大, 导入角的影响次 之, 轧辊转速的影响最小, 各种因素的影响趋势变化呈 现了不同的规律。实验轧机控轧 6 mm 铅板头部 翘曲的最 佳工艺参数为上下轧辊直径比 1 B 1, 压下率 5% , 导入角- 3b, 轧辊转速 164 r/ min。 关键词: 翘曲; 正交实验; 辊径比; 导入角; 轧辊转速 中图分类号: T G3351 5 文献标识码: A 文章编号: 1001-0963( 2007) 05- 0034- 04
根据常规板带材轧制工艺参数, 确定采用 5 水 平, 但限于实验轧机只有 4 个速度挡位, 轧辊转速采 用 4 水平, 因素水平如表 1 所示。
基金项目: 陕西省自然科学基金资助项目( 2004E119) 作者简介: 庞玉华( 1965- ) , 女, 博士, 副教授; E-mai l: pyhyyl@ 126. com ;
K=
h l
式中, l 为翘曲弦长; h 为翘曲高度。
K> 0, 说明板带上翘, 反之为下翘。实验结果见
图 2, 可知随着工艺制度的不同, 轧件的翘曲程度变
化很大, 实验 5、7、11、12、13、14、15 等工艺参数都使
轧件头部基本平直, 翘曲现象不明显; 其它工艺制度
下头部翘曲明显。
21 2 指标翘曲度的极差分析
修订日期: 2006-12-26
第5期
庞玉华等: 板 带材轧制头部翘曲的影响因素
表 1 正交实验因素和因素水平表 Table 1 Factor and its level in cross experiment
因素
水平
1
2
3
4
辊径比 压下率/ % 导入角/ (b) 轧辊转速/ ( r # min- 1 )
实验编号 辊径比 压下率/ %