食品生产工艺流程图
SC食品工艺流程图

装箱
根据包装规格将装盒后的产品装箱、封箱
23
成品检验
质检员根据出厂检验要求进行出厂检验,检验合格方可放行。
24
入库储存
库房按照不同产品、不同批次单独存放,专人管理。根据成品的储存要求储存成品,确保储存过程不被污染。
25
交付
按照先进先出的原则发货交付,装运前应保证运输车辆清洁卫生,确保产品在交付过程中不受污染
13
整粒
整粒筛网:根据工艺要求选择筛网目数(14、16、18目筛。)
14
总混
根据配料表,加入热敏原料(如香料)、助流剂(如硬脂酸镁),总混15分钟。总混完毕收料装于双层无菌袋中扎紧袋口;备检验用。
15
工序检验
质检员根据各产品总混颗粒质量标准进行检验,检验合格备压片用。
16
压 片
根据产品规格压片;控制片重差异在±4%限度内。将合格片子备包衣或直接供内包装用
20
装箱
根据包装规格将装盒后的产品装箱、封箱
21
成品检验
质检员根据出厂检验要求进行出厂检验,检验合格方可放行。
22
入库储存
库房按照不同产品、不同批次单独存放,专人管理。根据成品的储存要求储存成品,确保储存过程不被污染。
23
交付
按照先进先出的原则发货交付,装运前应保证运输车辆清洁卫生,确保产品在交付过程中不受污染
工艺流程就工艺描述确认人:
颗粒剂工艺流程图通则
合格不合格
合格
合格
2. 颗粒剂工艺描述
序号
工序
过程描述
1
原辅料及包装材料验收
相关部门根据生产订单安排,制定原辅料采购计划、实施。质量部根据采购产品检验规程对到货的原辅料及包装材料进行进货验证,当检验合格时通知库房办理正式的入库手续,根据先进先出原则发料进行生产。
速冻(烧麦)工艺流程图
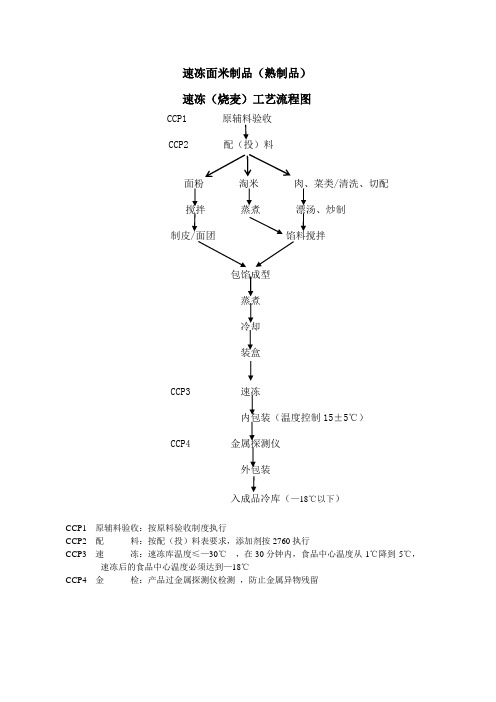
速冻面米制品(熟制品)速冻(烧麦)工艺流程图CCP1 原辅料验收CCP2 配(投)料面粉淘米肉、菜类/清洗、切配搅拌蒸煮漂汤、炒制制皮/面团馅料搅拌包馅成型蒸煮冷却装盒CCP3 速冻内包装(温度控制15±5℃)CCP4 金属探测仪外包装入成品冷库(—18℃以下)CCP1 原辅料验收:按原料验收制度执行CCP2 配料:按配(投)料表要求,添加剂按2760执行CCP3 速冻:速冻库温度≤—30℃,在30分钟内,食品中心温度从-1℃降到-5℃,速冻后的食品中心温度必须达到—18℃CCP4 金检:产品过金属探测仪检测,防止金属异物残留速冻面米制品(烧麦)操作规程速冻面米制品(熟制品)速冻(包子)工艺流程图CCP1 原辅料验收CCP2 配(投)料面粉肉、菜类/清洗、切配搅拌漂汤、炒制制皮/面团馅料搅拌包馅成型醒发蒸煮冷却装盒CCP3 速冻内包装(温度控制15±5℃)CCP4 金属探测仪外包装入成品冷库(—18℃以下)CCP1 原辅料验收:按原料验收制度执行CCP2 配料:按配(投)料表要求,添加剂按2760执行CCP3 速冻:速冻库温度≤—30℃,在30分钟内,食品中心温度从-1℃降到-5℃,速冻后的食品中心温度必须达到—18℃CCP4 金检:产品过金属探测仪检测,防止金属异物残留速冻面米制品(包子)操作规程速冻面米制品(生制品)速冻(馄饨、水饺、小笼、煎饺)工艺流程图CCP1 原辅料验收CCP2 配(投)料面粉/搅拌肉、菜类/清洗、切配压面/制皮馅料搅拌包馅成型装盒CCP3 速冻内包装(温度控制15±5℃)CCP4 金属探测仪外包装入成品冷库(—18℃以下)CCP1 原辅料验收:按原料验收制度执行CCP2 配料:按配(投)料表要求,添加剂按2760执行CCP3 速冻:速冻库温度≤—30℃,在30分钟内,食品中心温度从-1℃降到-5℃,速冻后的食品中心温度必须达到—18℃CCP4 金检:产品过金属探测仪检测,防止金属异物残留速冻面米制品(馄饨、水饺、小笼、煎饺)操作规程速冻面米制品(熟制品)速冻(菜饭、炒饭)工艺流程图CCP1 原辅料验收CCP2 配(投)料淘米肉、菜类清洗蒸煮切配炒制冷却装盒CCP3 速冻内包装(温度控制15±5℃)CCP4 金属探测仪外包装入成品冷库(—18℃以下)CCP1 原辅料验收:按原料验收制度执行CCP2 配料:按配(投)料表要求,添加剂按2760执行CCP3 速冻:速冻库温度≤—30℃,在30分钟内,食品中心温度从-1℃降到-5℃,速冻后的食品中心温度必须达到—18℃CCP3 金检:产品过金属探测仪检测,防止金属异物残留速冻面米制品(菜饭、炒饭)操作规程速冻面米制品(熟制品)速冻(白米饭)工艺流程图CCP1 原辅料验收CCP2 配(投)料淘米蒸煮冷却装盒CCP3 速冻内包装(温度控制15±5℃)CCP4 金属探测仪外包装入成品冷库(—18℃以下)CCP1 原辅料验收:按原料验收制度执行CCP2 配料:按配(投)料表要求,添加剂按2760执行CCP3 速冻:速冻库温度≤—30℃,在30分钟内,食品中心温度从-1℃降到-5℃,速冻后的食品中心温度必须达到—18℃CCP3 金检:产品过金属探测仪检测,防止金属异物残留速冻面米制品(白米饭)操作规程速冻面米制品(熟制品)速冻(八宝饭)工艺流程图CCP1 原辅料验收CCP2 配(投)料豆类淘米菜类挑拣金属探测器挑拣/清洗/浸泡浸泡清洗研磨/炒制冷却切配装盒/成型蒸煮冷却CCP3 速冻内包装(温度控制15±5℃)CCP4 金属探测仪外包装入成品冷库(—18℃以下)CCP1 原辅料验收:按原料验收制度执行CCP2 配料:按配(投)料表要求,添加剂按2760执行CCP3 速冻:速冻库温度≤—30℃,在30分钟内,食品中心温度从-1℃降到-5℃,速冻后的食品中心温度必须达到—18℃CCP4 金检:产品过金属探测仪检测,防止金属异物残留速冻面米制品(八宝饭)操作规程数字化仓库评估规范1 范围本文件规定了数字化仓库评估的基本原则与评估指标构成及评估内容,并提供了评估指标体系的构建和评估分析方法。
面包生产工艺流程图

温度:32℃~35℃ 湿度:70~75%时间:夏天120min~150min冬天180min~210min,具体时间要根据面包醒发情况而定。
烘烤
烤箱、电热旋风炉
上箱温度200℃下箱温度180℃烘烤时间:15-20min
冷加工
在开始冷加工前,冷加工间开启紫外线消毒30min,同时果酱进入原料杀菌间杀菌30min.停留60min,方可使用,果酱涂抹均匀。
清河县益和成糕点厂
烘烤类糕点(面包)生产工艺流程图
冷加工工艺流程图
热加工工艺流程图
注:"★"为关键工序质量控制点
关键工序质量控制点控制参数
关键工序
设备、设施
工艺参数要求
调粉
和面机
依次称量白砂糖5kg、无水酥油2kg、鸡蛋5kg、食用盐250g、酵母250g、改良剂100g、山梨酸钾100g、生活饮用水10kg(食品添加剂严格按照GB2760-2011规定使用,称量要准确)打浆15±1 min,打浆结束后,加入小麦粉25kg,搅拌3-5 min。
速冻水饺生产工艺流程图
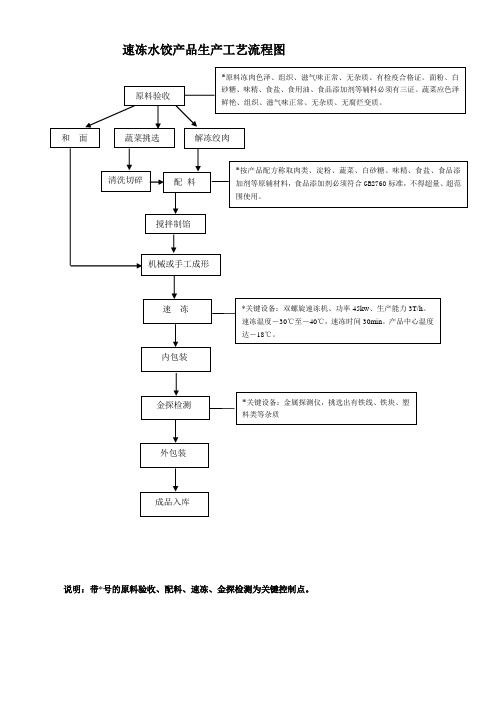
速冻水饺产品生产工艺流程图说明:带*号的原料验收、配料、速冻、金探检测为关键控制点。
1.操作要点:速冻食品要求其从原料到产品,要保持食品鲜度,因此在水饺生产加工过程中要保持工作环境温度的稳定,通常在10℃左右较为适宜。
1..1原料和辅料准备①面粉:面粉必须选用优质、洁白、面筋度较高的特制精白粉,有条件的可用特制水饺专用粉。
对于潮解、结块、霉烂、变质、包装破损的面粉不能使用。
对于新面粉,由于其中存在蛋白酶的强力活化剂硫氢基化合物,往往影响面团的拌合质量,从而影响水饺制品的质量,对此可在新面粉中加一些陈面粉或将新面粉放置一段时间,使其中的硫氢基团被氧化而失去活性。
有的添加一些品质改良剂也可,不过会加大制造成本又不易掌握和控制,通常不便使用。
面粉的质量直接影响水饺制品的质量,应特别重视。
②原料肉:必须选用经兽医卫生检验合格的新鲜肉或冷冻肉。
严禁冷冻肉经反复冻融后使用,因它不仅降低了肉的营养价值,而且也影响肉的持水性和风味,使水饺的品质受影响。
冷冻肉的解冻程度要控制适度,一般在20℃左右室温下解冻10小时,中心温度控制在2-4℃。
原料肉在清洗前必须剔骨去皮,修净淋巴结及严重充血,淤血处,剔除色泽气味不正常部分,对肥膘还应修净毛根等。
将修好的瘦肉肥膘用流动水洗净沥水,绞成颗粒状备用。
③蔬菜:要鲜嫩,除尽枯叶,腐烂部分及根部,用流动水洗净后在沸水中浸烫。
要求蔬菜受热均匀,浸烫适度,不能过熟。
然后迅速用冷水使蔬菜品温在短时间内降至室温,沥水绞成颗粒状并挤干菜水备用。
烫菜数量应视生产量而定,要做到随烫随用,不可多烫,放置时间过长使烫过的菜“回生”或用不完冻后再解冻使用都会影响水饺制品的品质。
④辅料:如糖、盐、味精等辅料应使用高质量的产品,对葱、蒜、生姜等辅料应除尽不可食部分,用流水洗净,斩碎备用。
1.2面团调制:面粉在拌合时一定要做到计量准确,加水定量,适度拌合。
要根据季节和面粉质量控制加水量和拌合时间,气温低时可多加一些水,将面团调制得稍软一些;气温高时可少加一些水甚至加一些4℃左右的冷水,将面团调制得稍硬一些,这样有利于水饺成形。
食品工艺流程
食品工艺流程原料验收搅拌分块烘烤冷却包装检验成品关键控制点:关键设备:烤炉温度:130℃~240℃时间:11~40分钟成型发酵关键控制点:关键设备:发酵间温度:35℃~39℃湿度:75%关键控制点:关键设备:台秤TGT-100,精度50g;电子秤ACS-15精度2g 按企业的生产配方进行配料。
关键控制点:主要原料:小麦粉、鸡蛋、白砂糖、食用盐、食用植物油、酵母配料配料搅拌整型冷却包装检验关键控制点:关键设备:烤炉温度:220℃~240℃时间:11~40分钟装盘烘烤成品关键控制点:关键设备:台秤TGT-100,精度50g;电子秤ACS-15精度2g 按企业的生产配方进行配料。
关键控制点:主要原料:小麦粉、鸡蛋、白砂糖、食用植物油、起酥油原料验收配料搅 拌烘 烤 冷 却 关键控制点: 关键设备:烤炉温度:120℃~220℃ 时间:12~50分钟装 模包 装检 验 成 品 关键控制点: 关键设备: 台秤TGT-100,精度50g ; 电子秤ACS-15精度2g 按企业的生产配方进行配料。
冷加工 原料验收关键控制点: 主要原料:小麦粉、鸡蛋、白砂糖、食用植物油配料搅 拌烘 烤 冷 却 关键控制点: 关键设备:烤炉温度:170℃~220℃ 时间:20~24分钟制 皮检 验成 品 关键控制点: 关键设备: 台秤TGT-100,精度50g ; 电子秤ACS-15精度2g 按企业的生产配方进行配料。
包 装 原料验收关键控制点: 主要原料:小麦粉、鸡蛋、白砂糖、食用植物油、豆沙馅料、莲蓉馅料、枧水、葡萄糖浆包 馅 成 型裱花蛋糕制作工艺流程图蛋糕夹馅成品 涂面、封边装饰包 装关键控制点: 主要原料:植脂奶油、烘焙食品用调味酱、蛋糕坯原料关键控制点: 关键设备:电子秤ACS-15精度2g 按企业的生产配方进行配料。
小麦粉馒头制作工艺流程图原料验收搅拌分块蒸煮冷却包装检验成品关键控制点:关键设备:蒸炉温度:100℃~105℃时间:12~15分钟成型发酵关键控制点:关键设备:发酵间温度:28℃~30℃湿度:75%关键控制点:关键设备:台秤TGT-100,精度50g;电子秤ACS-15精度2g 按企业的生产配方进行配料。
腊肠、腊肉-工艺流程图

晒制 内包装 外包装
CCP:内包装 1、称量设备计量检定 2、净含量不少于标示值 3、封口严密
成品入库
注: 1、带背景工序为关键工序; 2、原辅料明细:
腊肠:猪肉、白砂糖、食用盐、白酒、酱油、食品添加剂(亚硝酸钠、D-异抗 坏血酸钠)、肠衣
2-生产工艺流程图(腊肉)
CCP:原辅料验收 1、感官检验 2、供方合格资料
原辅料验收 贮存、领用
清洗
CCP:配料 1、按配方要求称量 原辅料 2、记录原辅料的详 细信息
配料
修整
投料
包材验收
包材贮存
内包材消毒 CCP: 1、紫外线消毒 30min以上
腌制 烘干 晒制 内包装 外包装
CCP:投料 1、按产品配方投料 2、记录物料投放详 细资料
CCP:内包装 1、称量设备计量检定 2、净含量不少于标示值 3、封口严密
成品入库
注: 1、带背景工序为关键工序; 2、原辅料明细:
腊肉:猪肉、白砂糖、食用盐、白酒、酱油、食品添加剂(亚硝酸钠、 D-异抗坏血酸钠)
1-生产工艺流程图(腊肠)
CCP:原辅料验收 1、感官检验 2、供方合格资料
原辅料验收 贮存、领用
清洗
CCP:配料 1、按配方要求称量 原辅料 2、记录原辅料的详 细信息
配料
修整
投料
包材验收
腌制、灌肠 烘干
CCP:投料 1、按产品配方投料 2、记录物料投放详 细资料
包材贮存
内包材消毒 CCP: 1、紫外线消毒 30min以上
烘烤类糕点生产工艺流程图

烘烤类糕点生产工艺流程图
5.烘烤 操作标准 根据酥类糕点的不同产品要求、设烤置烘烤温度。 烘烤成品要求不生不焦、酥松、无异味,具有该品种应有的色、香、味、形。 操作规范 烘烤前先检查设备运转是否正常,正常方可运转。 烘烤前炉子需提前加温预热,设定温控、待炉温达到设定温度时,方可把生饼放入烘炉,进炉时要轻拿轻放,避免因撞击引起饼与饼之间粘连产生次品,烘烤时间根据品种不同约为10~15分钟,产品色泽根据产品不同要求,烘至乳黄色出炉,放置冷却车架上,并及时剔除残次品;车满后移至冷却间冷却待包装。 烘烤完毕,先切断加热电源,待炉温降至100℃以下,将整机关闭,并搞好设备及场地卫生。
烘烤类糕点生产工艺流程图
4成型⑴ 操作标准。 根据所需生产的产品的规格要求成型。 饼坯要求大小一致,厚薄均匀,落盘间距适当均匀。 操作规范 取产品规格相应模具,将面团揿入模具内揿实,用刮刀刮去多余面团,将饼坯脱模,置于烤盘内,摆放均匀,需表面装饰的装饰,即烘烤。 本产品为酥类糕点,即时烘烤为佳。以免走油影响质量。 控制方法: 技师技艺、按产品质量标准(自检、巡检)。 检测频率:即时抽检。
烘烤类糕点生产工艺流程图
二. 操作标准、操作规范 1.原料验收 操作标准 索取每种原料能证明符合要求的相关凭证。 对本批次原料的感观进行验收,需做理化检验的送检。 1. 2操作规范。 查看证明本批次原料符合要求的相关证明凭证。 对本批次原料的感观质量进行验收;本原料的色泽符合本身的自然色,滋气味正常,无异味;外包装完好无破损,数量准确,。 对油脂类、果仁类等原料进行酸价、过氧化值的理化检验。
烘烤类糕点生产工艺流程图
控制方法: 按原料进货检验规程执行。 2.配料:例(牛奶香酥) 面粉53 kg 白糖粉25 kg 白砂糖2.5 kg 色拉油25 kg 奶粉5 kg 鸡蛋2 kg 碳酸氢钠0.6 kg 碳酸氢铵0.3 kg 操作标准 按产品配料作业指导书执行配料。 2.1.2 所用添加剂按GB2760标准执行。 操作规范 根据产品生产工艺配方标准的质量、数量准确配料。
SC食品工艺流程图

片剂工艺流程图通则
工序检验 检验
成品检验二二二T 格
1F 合格 合格
不合格
颗粒状原辅料粉碎、过筛
外包装材料领用计量
内包装材料领用计量
原辅料验收
原辅料领用、计量
内包装材料验收
外包装材料验收
内包装材料储存
原辅料储存
阻垢剂软化处理
外包装材料储存
自来水供
水
制粒、干燥
纯化水消毒
石英砂过滤.
整粒
活性炭过滤
反渗透过滤
入 入库储存 内包装 装盒 压片
喷码
喷码
总混
装箱
包衣
晾片
交付
颗粒剂工艺流程图通则
胶囊剂工艺流程图通则
工艺流程及工艺描述确认人:
工序检验
成品检验 制粒、干燥 .合格
合格 颗粒状原辅料粉碎、过外包装材料领用计量
原辅料领用、计量
内包装材料领用计
原辅料储存
原辅料验收
内包装材料储
外包装材料验收 外包装材料验收
内包装材料验
阻垢剂软化处
自来水供水
压制糖果
整粒
入库储存 石英砂过滤.
纯化水消毒
检验〉不合格
装盒
活性炭过滤
装箱
反渗透过滤
内包装
喷码
喷码
总混
喷码
交付
固体饮料生产工艺流程图通则 工序检验 合格 成品检验 合格 颗粒状原辅料粉碎、过筛 外包装材料领用计量 内包装材料领用计量 原辅料领用、计量 混合干燥 原辅料验收 内包装材料验收 内包装材料储存 原辅料储存 外包装材料储存 外包装材料验收 总混 入库储存 装盒 喷码 装箱 喷码 内包装 交付
含茶制品-速溶茶生产工艺流程图通则。
典型食品生产线流程图

鲜榨果汁生产工艺:
原料选择 品种复配 清洗 拣选
去皮、去核、去梗
果肉
卧螺提汁 冷打浆
果渣
压榨提汁
果汁
鲜榨清汁
三套管连续灭酶
酶解
粗滤
离心分离
超滤、冷除菌
标准化与均一化
标准化与均一化
均质
真空脱气
真空脱气
低温杀菌
低温杀菌
无菌冷灌装
无菌冷灌装
鲜榨浊汁
浓缩果汁生产工艺流程图
原料选择
配果
杀菌 冷却
均质 标准化
灌装封口 干燥 消毒 清洗 玻璃瓶
装箱 冷藏
典型食品生产线
二(2)冰淇淋加工生产线;
配料 杀菌
过滤
均质
成熟
包装 涂巧克力 冷藏 紫雪糕
硬化 凝冻
软质冰淇淋
包装
硬化
冷藏
硬质冰淇淋
典型食品生产线
二(3)奶粉加工生产线;
原料乳验收
预处理 标准化
脱脂
奶油
喷雾干燥
预热杀菌 浓缩
冷却
包装
洗果
破碎
榨汁
过滤
灌装 灭菌
清汁
过滤
酶解脱胶
灭酶 一效浓缩
清汁成品
二效蒸发浓缩
三效蒸发浓缩 灭菌 灌装
浓缩汁成品
苹果脆片生产工艺流程图
原料选择
浸泡
清洗去皮
修整
切片
速冻 脱水
真空浸渍
灭酶杀青
真空油炸
真空脱油
冷却
称量包装
典型食品生产线
二( 1 )灭菌乳奶加工生产线;
原料乳选择
净化
冷却
贮存
食品工厂设计常用图样之专题一工艺流程图
伴热(冷)管道
喷淋管
节目录 主菜单
1.4 带控制点的工艺流程图
管道流程线要用水平和垂直线表示,注意避免穿过设备或 使管道交叉,在不可避免时,则将其中一管道断开一段,管 道转弯处一般画成直角。
(a)管道相连
(b)管道交叉
管道流程线上应用箭头表示物料的流向。 图中的管道与其他图纸有关时,应将其端点绘制在图的左 方或右方,并用空心箭头标出物料的流向(进或出),在空 心箭头内注明与其相关图纸的图号或序号,在其上方注明来 或去的设备位号或管道号或仪表位号。
仪表位号
被测变量字母代号 功能字母代号
P RC—3 01
仪表位号的组成
序号 工段代号
PRC
PI
301
60
集中仪表盘面安装的 就地安装的 压力记录控制仪表 压力指示仪表
仪表位号的标注方式
节目录 主菜单
1.4 带控制点的工艺流程图
1.4.5 图幅和附注 施工流程图一般采用A1图幅,横幅绘制,特
别简单的用A2图幅,不宜加宽和加长。 附注的内容是对流程图上所采用的,除设备
在方案流程图上增加以下内容: 在设备位号及名称的下方加注设备特性数据或参数。
如:换热设备的换热面积; 塔设备的直径、高度; 贮罐的容积; 机器的型号等。
在流程的起始处以及使物料产生变化的设备后,列表注明物 料变化前后其组分的名称、流量(kg/h)、摩尔分数(%) 等参数及各项的总和,实际书写项目依具体情况而定。
1.2 方案流程图
1.2.2 方案流程图的画法
按照工艺流程的顺序,把设备和工艺流程线自左至右 地展开画在一个平面上,并加以必要的标注和说明。
典型食品生产线流程图.pptx

面包生产线
第二章 典型食品生产线
四天然产物生产线;
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 7.3120.7.31Friday, July 31, 2020
• 10、人的志向通常和他们的能力成正比例。18:42:0318:42:0318:427/31/2020 6:42:03 PM
。2020年7月31日星期五下午6时42分3秒18:42:0320.7.31
• •
T H E E N D 15、会当凌绝顶,一览众山小。2020年7月下午6时42分20.7.3118:42July 31, 2020
16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年7月31日星期五6时42分3秒18:42:0331 July 2020
真空脱油
冷却
称量包装
典型食品生产线
二( 1 )灭菌乳奶加工生产线;
原料乳选择
净化
冷却 贮存
塑料袋、 纸容器
杀菌 冷却
均质 标准化
灌装封口 干燥 消毒 清洗 玻璃瓶
装箱 冷藏
典型食品生产线
二(2)冰淇淋加工生产线;
配料 杀菌
过滤
均质
成熟
包装 涂巧克力 冷藏 紫雪糕
硬化 凝冻
软质冰淇淋
包装
硬化
冷藏
• 17、一个人如果不到最高峰,他就没有片刻的安宁,他也就不会感到生命的恬静和光荣。下午6时42分3秒下午6时42分18:42:0320.7.31
谢谢观看
硬质冰淇淋
典型食品生产线
二(3)奶粉加工生产线;பைடு நூலகம்