特殊过程验证主计划表
关键特殊过程确认记录表格

过程名称
轻钢结构扩建过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可把持性、指导性,工艺方法适宜.
设备认可:
电钻,角磨机一台,按期维护调养,设备完好,运行正常,能满足生产能力要求.
编号:JL-7.5.2-01
过程名称
钢筋绑扎及混凝土浇筑过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可把持性、指导性,工艺方法适宜.
设备认可:
振捣棒一台,按期维护调养,设备完好,运行正常,能满足生产能力要求.
人员资格确认:
本岗位把持工6人,均有健康证,并经过岗位培训,考核合格,工作经验3年以上,熟练掌握生产工艺及把持方法,能力胜任.
记录要求:
记录:钢筋及混凝土型号,钢筋位置,混凝土的振捣.
验证结论:
资料型号符合图纸要求,钢筋绑扎位置正确,混凝土振捣合格.
再确认要求:
确认人:荆雪飞
确认时间:
2016年月日
过程确认记录
编号:JL-7.5.2-01
过程名称
基坑开槽过程
确
认
内
容
过程依据的文件、准则:
1、过程依据的文件、准则:
根据甲方签字的图纸
2、工艺方法适用性确认:
根据施工现场的施工方案及技术交底,具有可把持性、指导性,工艺方法适宜.
设备认可:
挖掘机一台,按期维护调养,设备完好,运行正常,能满足生产能力要求.
关键特殊过程确认记录表

参数名称: 监控结果:
编号:
名称:
3、是否规定了工艺参数的要求和监制的要求:
工艺参数名称
工艺参数要求
是否监控
参数
1.
2.
3.
4.
5.
4、进入该过程的原料的控制如何
是否有合格证明:□有 □Hale Waihona Puke 无对过程输出的验证名称
质量要求
实际结果
样品数
工艺文件的执行率
1. 监控要求与工艺文件符合率:100%;
2. 监控记录与工艺文件的符合率:100%
3. 过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
验证结论
经验证:工艺参数适宜、设备、人员符合要求,过程能力充分。
验证部门
研发部
生产部
品质部
生产车间
审批:
验证人签名
日期:
关键/特殊过程确认记录表
过程名称
验证日期
主持人:
验证部门
对过程输入的验证
对过程实施和资源的验证
1、是否有详细的工艺文件:□有 □ 无
2、工艺文件名称及编号:
1、人员是否经过培训、考核和持证上岗:□是 □ 否
2、设备是否经过验证且完好:□是 □ 否
3、是否按规定对过程进行监控:□是 □ 否
4、是否按规定对过程监控结果进行记录:
.特殊过程确认表格模板

2
工艺已编制了油漆工艺文件, Nhomakorabea油漆工艺参数作出了明确规定,经验证该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
喷涂设备定期危险保养运行情况良好,设备符合生产工艺的要求。
生产制造安全处:
4
材料
使用材料已作出规定,经技质部验证符合规定成分要求,生产的产品成分符合要求。
技术开发处(质量):
结论:
上述过程经确认满足要求,油漆特殊过程予以确认。
技术开发处
批准:日期:
生产制造安全处:
4
材料
焊接使用材料已作出规定(焊材),经品技术开发处验证符合规定成分要求,生产的产品检验符合要求。
技术开发处(质量):
结论:
上述过程经确认满足要求,、焊接特殊过程予以确认。
技术开发处
批准:日期:
特殊过程确认表
记录编号:
特殊过程:涂装
序号
确认项目
确认结果
确认人/日期
1
人员
公司每年举行油漆工岗位培训,合格后方可上岗,有实际操作经验,能胜任本岗位工作。
特殊过程确认表
记录编号:
特殊过程:焊接
序号
确认项目
确认结果
确认人
1
人员
焊接工持证上岗,公司每年举行岗位培训已经过培训,有实际操作经验,能胜任本岗位工作。
综合管理处:
2
工艺
已编制了焊接工艺文件,对焊接工艺参数作出了明确规定,经验证标准该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
设备定期维修保养,运行情况良好,设备符合焊接生产工艺的需要。
特殊过程确认表

质量检验
1、是否按要求编制了检验文件?
2、是否按照检验文件要求进行检验,并保存记录?
3、对不合格品的处置是否按规定执行?
8
质量信息反馈和处理
1、是否按规定对现场的各种质量问题、突发性质量问题及对后工序(包括产品使用中)发现的本工序质量问题及时进行反馈、汇总和处理?
2、是否按规定对各种不合格品进行分类分析,并针对不合格较多的项目进行质量改进,组织实施?
5
工艺材料
1、采购文件中是否明确规定了使用的原材料名称、规格及技术要求?
2、入厂的原材料是否按要求进行了检验或验证,且均在有效期范围内?
3、是否采用新材料,并经过小批试验验证?
6
工艺过程
1、操作者是否熟悉工艺,并能熟练操作?
2、操作者是否严格按照工艺文件执行?
3、过程记录是否按要求填写,并保存完好?
过程确认结论: ■过程确认合格,能投入生产 □其他:
备注:
评审人员: 审批: 日期:
2、是否明确规定了操作、检验人员的能力要求并定期进行考核?
3
设备能力
1、使用的设备、仪器是否符合工艺要求?
2、使用的设备是否按规定测量设备是否进行了定期校准,并贴有有效期内的合格证有效标识?
4
环境条件
1、现场环境是否符合生产要求?
2、安全通道是否畅通?
特殊过程确认表(总2页)
特殊过程确认表
JL·Q工序: No.:
序号
项目
确认内容
确认情况
结论
1
文件资料
1、是否编制了工艺文件,并经审批后下发,文件是否适宜、有效?
2、作业现场工艺文件与作业指导书是否齐全、有效、清晰?
3、各种原始记录是否按要求填写并保存完整?
特殊过程确认表

NO.01
特殊过程名称:焊锡作业
确认日期:
确认类型: ■ 首次确认 □ 再确认
再确认原因:
确认主导人:
确认时间:14:00-15:00
确认地点: 焊锡工序
序号
确认项目
确认内容
确认结果
01
特殊过程相关的设备情况
1.进厂的特殊过程设备是否有入厂验收记录?
■符合要求
□ 不符合要求
2.每年是否有对设备的定期检修维修记录?
■符合要求
□ 不符合要求
3.是否有设备大修后的重新确认合格方投入使用的验收记录?
■符合要求
□ 不符合要求
02
特殊过程操作人员资格情况
1.特殊过程的员工入厂是否有经测试合格符合岗位要求后方录用?
■符合要求
□ 不符合要求
2.特殊过程的员工录用后是否先经培训考核合格后方可上岗?
■符合要求
□ 不符合要求ຫໍສະໝຸດ 3.特殊过程的员工每年是否经过定期培训和再考核?
□ 不符合要求
3.所有的工艺文件是否为有效的受控文件版本?
■符合要求
□ 不符合要求
04
相关的质量记录情况
1.相关的生产工艺的质量记录是否可以随时可以找出进行检阅?
■符合要求
□ 不符合要求
2.相关质量记录的填写是否工整,清楚,应该签核的栏目是否有相关权责人员的审批?
■符合要求
□ 不符合要求
3.储存期限内的质量记录是否保管状况良好,无破损,虫蛀,变质等现象发生?
■符合要求
□ 不符合要求
最终确认结果:
■经评审确认,该特殊过程相关条件均符合生产工艺及质量要求,可投入运行。
□ 经评审确认,该特殊过程相关条件不能符合生产工艺及质量的要求,需要重新针对以上条件进行整改后,再进行评审确认。
特殊特性过程确认表、特殊特性过程评价表
(5)是否对过程参数进行监视并保持纪录□是□否
(6)原材料投入是否保证均为合格品□是□否
确认结论:
□特殊过程确认合格,能够投入运作。
□其他:
确认人签名
确认人
部门
职位
确认人
部门
职位
编制/日期:
审核/日期:
批准/日期:
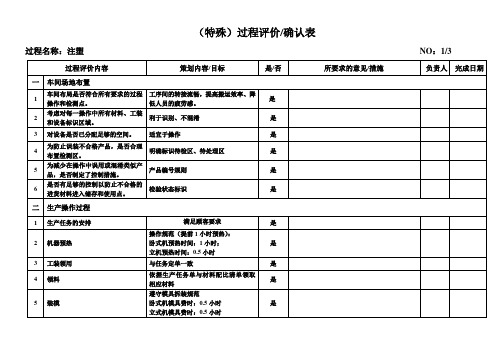
符合生产控制计划
是
3
产品首件检验
遵守产品检验指导书
是
4
首件标样
作为过程检验的依据之一
是
5
过程中的首末件检查
遵守产品检验指导书、标样
是
6
检验指导书
最新的图纸和规范
是
7
检验状态标识
明确区分各状态产品
是
8
监控作业点的放置物品
使用周转盒,分类分区、整齐有序
是
四
贮运操作过程、人员
1
考虑怎样移动物品
采用规定的拖车
3、是否按规定对过程进行监控:
□是过程的记录能反映监控状况
□否需要改进,不能完全反映监控状况
4、过程使用环境情况:
□是形成环境适宜,符合过程要求
□否形成环境需要改进后方可进行确认
对过程输出的验证
工艺文件的执行率
1.监控要求与工艺文件符合率100%;
2.监控记录与工艺文件的符合率:100%
3.过程产品质量的符合情况:所有操作均按作业指导书进行,执行率100%
8
岗位操作
遵守生产操作规范
是
9
过程监控
遵守检验规范、参考样件对照
是
10
过程能力的监控
关键工序能力(特殊特性)
关键或特殊过程确认表
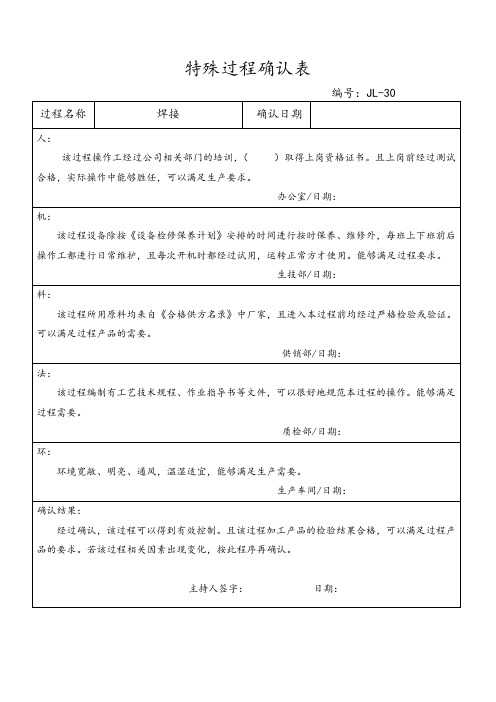
编号:JL-30
过程名称
焊接
确认日期
人:
该过程操作工经过公司相关部门的培训,( )取得上岗资格证书。且上岗前经过测试合格,实际操作中能够胜任,可以满足生产要求。
办公室/日期:
机:
该过程设备除按《设备检修保养计划》安排的时间进行按时保养、维修外,每班上下班前后操作工都进行日常维护,且每次开机时都经过试用,运转正常方才使用。能够满足过程要求。
供销部/日期:
法:
该过程编制有工艺技术规程、作业指导书等文件,可以很好地规范本过程的操作。能够满足过程需要。
质检部/日期:
环:
环境宽敞、明亮、通风,温湿适宜,能够满足生产需要。
生产车间/日期:
确认结果:
经过确认,该过程可以得到有效控制。且该过程加工产品的检验结果合格,可以满足过程产品的要求。若该过程相关因素出现变化,按此程序再确认。
生技部/日期:
料:
该过程所用原料均来自《合格供方名录》中厂家,且进入本过程前均经过严格检验或验证。可以满足过程产品的需要。
供销部/日期:
法:
该过程编制有工艺技术规程、作业指导书等文件,可以很好地规范本过程的操作。能够满足过程需要。
质检部/日期:
环:
环境宽敞、明亮、通风,温湿适宜,能够满足生产需要。
生产车间/日期:
确认结果:
经过确认,该过程可以得到有效控制。且该过程加工产品的检验结果合格,可以满足过程产品的要求。若该过程相关因素出现变化,按此程序再确认。
主持人签字: 日期:
生技部/日期:
料:
该过程所用原料均来自《合格供方名录》中厂家,且进入本过程前均经过严格检验或验证。可以满足过程产品的需要。
供销部/日期:
特殊过程确认表格模板(模板)

特殊过程能力确认表生产单位xxxxxx石油钢管有限公司产品名称xxx海底管线确认过程工艺试验确认日期2010年12月20号设备型号GWH1460/12000 精度等级设备精度检测结果:人员资格要求埋弧自动焊Ⅰ级实际等级埋弧自动焊Ⅰ级过程确认要求:过程参数选择(1)温度:≥-10℃(6)焊接电流:(2)时间:2010年12月20号前丝:DC:750±45A;中丝:AC:450±45A(3)压力:常压后丝:AC:450±45A(4)真空度:--/-- (7)电弧电压:(5)产品特性:产品质量特性前丝:DC:40±2V;中丝:AC:40±2V(拉伸性能、弯曲性能、低温冲击韧性)后丝:AC:40±2V(8)焊接速度:150±15cm/min试验结果:确认的过程参数(1)温度:0℃(6)焊接电流:(2)时间:2010年12月20号前丝:DC:440A;后丝:AC:560A (3)压力:常压后丝:AC:560A(4)真空度:--/-- (7)电弧电压:(5)产品特性:--/-- 前丝:DC:40V;后丝:AC:41V后丝:AC:42V(8)焊接速度:151cm/min确认结论:确认人员:特殊过程能力确认表产品型号X56MO600×200×12.7产品名称特殊过程名称确认类型□首次确认;□再次确认,再次确认原因:确认主持人确认时间确认地点特殊过程使用的主要设备、工装:编号名称编号名称编号名称1 32 4特殊过程使用的作业指导书:文件号文件名称文件号文件名称确认的内容:(1)有无作业指导书?□有;□无(2)设备、工装是否通过验收、检定?□通过;□没有通过(3)是否规定并实施对设备、工装的保养和检查?□是;□否(4)特殊过程的员工是否持证上岗?□是;□否(5)是否对过程参数进行监视并保持纪录?□是;□否确认结论:□该特殊过程具备达到质量要求的能力,确认合格;□该特殊过程在以下方面确认不合格:确认人签名:确认人部门职位确认人部门职位编制编制日期审核审核日期批准批准日期。
特殊过程确认记录表实用
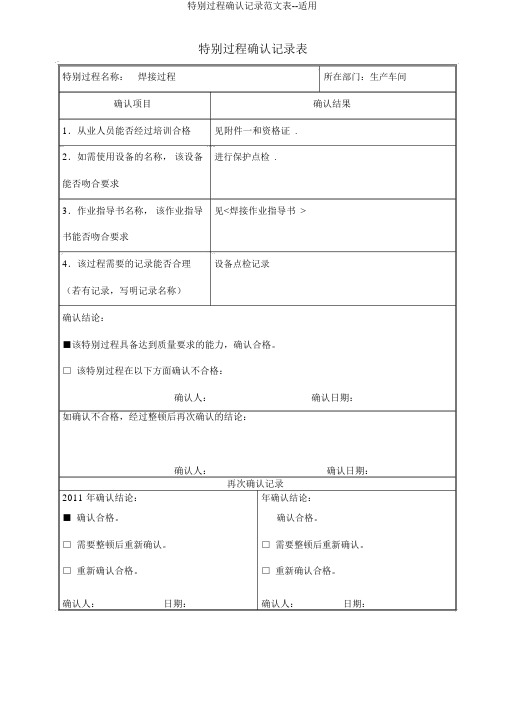
特别过程确认记录表特别过程名称:焊接过程所在部门:生产车间确认项目确认结果1.从业人员能否经过培训合格见附件一和资格证.2.如需使用设备的名称,该设备进行保护点检.能否吻合要求3.作业指导书名称,该作业指导见<焊接作业指导书>书能否吻合要求4.该过程需要的记录能否合理设备点检记录(若有记录,写明记录名称)确认结论:■该特别过程具备达到质量要求的能力,确认合格。
□ 该特别过程在以下方面确认不合格:确认人:确认日期:如确认不合格,经过整顿后再次确认的结论:确认人:确认日期:再次确认记录2011 年确认结论:年确认结论:■ 确认合格。
确认合格。
□ 需要整顿后重新确认。
□ 需要整顿后重新确认。
□ 重新确认合格。
□ 重新确认合格。
确认人:日期:确认人:日期:附件一培训记录培训时间:培训地点:本公司培训教师:参加培训人员:车间全员(包含维修员、调机员)培训内容:1、焊接的安全作业2、焊接品的接收标准3、异常办理培训成效谈论:经过与部分学员面谈交流、谈论、大家已对本公司的焊接安全作业,焊接工艺条件已掌握,对生产产品质量要求也掌握,能独立自检工作,对部门应控制的过程,应作的和保存的记录,记录保存的限期已基本掌握和清楚。
而且知道自己在岗位上的职责完成的好坏。
经过口述 +发问和实质操作的核查所有合格。
对任课老师的解说感觉满意,深入浅出,联合本公司的生产实质,易于理解和掌握。
达到了预期的成效。
谈论人:焊接工上岗核查试卷姓名:得分:问答题:第 5 和 9 题每题各 15 分, 其余每题 10 分.一、焊接机在开机以前要检查哪些事项二、如何对机器进行清理三、操作过程中要注意哪些安全事项四、如何对不一样的产品进行表记别五、怎么判断产品是吻合客户要求的你在操作的过程中多如何去做了六、发生品诘问题是如何办理的七、机器的平常养护都要做哪些工作八、关闭机器后要确认哪些事项九、解说什么是5S,以及作好5S 的好处。
GJB9001C特殊过程确认表

无 □否 □否 □不合格 □否
确认结论
特殊过程确认合格,能投入运行 □ 确认不合格,要进行整改
确认人
部门
职位
确认人部门Fra bibliotek职位记录人:
日期:
ZZ-BM-15 A/0
确认部门 确认时间 确认类别 参加确认人员
文件号
特殊过程确认表
过程名称
首次确认
□再确认
特殊过程所使用的作业指导书 文件名称
确认内容
1、有无作业指导书 2、设备,工装是否通过验收,检定及保养 3、特殊过程的员工是否持证上岗 4、现场观察,小样试验是否合格 5、是否对过程参数进行监测并保持记录
有 是 是 合格 是
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
设备主管
负责设备、管路安装、维护。
厉莹
生产车间主管
负责验证实施。
翟志良
车间技术人员
负责验证过程中检验工作的实施和监督验证过程的实施。
雷江波
IT技术员
负责验证过程中计算机系统运行安全检查
郭麒麟
车间品管
负责验证过程后的有效性
3、确认计划时间:2013年09月27日~2013年10月18日
四.修订履历
修订号
制(修)订章节及内容
制(修)订理由
制(修)订人
制(修)订日期
A/00
----
新制订
4.包装封口机检验指导书
2、确认小组成员及职责
姓名
职务
职责
赵春雨
管理者代表
验证组长
对本次验证全面负责,负责验证方案和验证报告的批准
张海君
质量部主管
负责验证过程中检验的安排和报告的发出,监督验证过程的实施,负责验证方案的起草和最终报告的汇编
韦天福
设备主管
负责设备、管路安装、维护。
厉莹
生产车间主管
负责验证实施
1、审核内容
验证确认目的
根据ISO 11135-1:2007和GB18279-2000标准(《医疗器械的灭菌――环氧乙烷灭菌的验证及日常控制》)的要求,对环氧乙烷灭菌器进行有效性确认(验证),通过书面化的证据证明,以保证满足一次性医疗器械无菌的要求。
验证确认范围
本验证方案仅适用于杭州电达消毒设备厂生产的HDX系列环氧乙
1、审核内容
验证确认目的
通过对UV炉生产过程的确认,以证实其能持续稳定的生产出合格的产品,并对UV炉生产过程每道工序生产质量控制提供指导和依据。
验证确认范围
本确认包括麻醉面罩(柔软型和普通型)、接头、内壁光滑管、精密尿袋、伸缩管等生产过程。
验证确认依据/准则
1.ISO11607-1: 2009最终灭菌医疗器械的包装第2部分成形、
韦天福
设备主管
负责设备、管路安装、维护。
厉莹
生产车间主管
负责验证实施。
冯红云
车间品管
负责验证过程中检验工作的实施和监督验证过程的实施。
3、确认计划
(1)、IQ安装确认时间:2013年09月02日
(2)、OQ运行确认时间:2013年09月03日
(3)、PQ性能确认时间:2013年09月04-05日
三.灭菌过程验证确认计划
文件编号
EC-QW05-066
斯莱达医疗用品(惠州)有限公司
第A版制(修)定日:2013年2月20日
编制
审核
批准
特殊过程验证主计划表
一.包装封口过程验证确认计划
1、审核内容
验证确认目的
通过对包装封口机封口过程的确认,以证实其能持续稳定的生产出合格的产品,并对封口工序的生产质量控制提供指导和依据。
验证确认范围
烷灭菌器的验证。
验证确认依据/准则
根据ISO 11135-1:2007和GB18279-2000标准(《医疗器械的灭菌――环氧乙烷灭菌的验证及日常控制》)的要求验证
2、确认小组成员及职责
姓名
职务
职责
赵春雨
管理者代表验证组长
对本次验证全面负责,负责验证方案和验证报告的批准。
郭浩然
质量部主管
负责验证过程中检验的安排和报告的发出,监督验证过程的实施,负责验证方案的起草和最终报告的汇编。
密封和装配过程的确认要求。
2.<<UV炉>>说明书(附设备编码A023)
3.<<UV炉操作规范>>
2、确认小组成员及职责
姓名
职务
职责
赵春雨
管理者代表验证组长
对本次验证全面负责,负责验证方案和验证报告的批准。
郭浩然
质量部主管
负责验证过程中检验的安排和报告的发出,监督验证过程的实施,负责验证方案的起草和最终报告的汇编。
贺丽枚
车间品管
负责验证过程中检验工作的实施和监督验证过程的实施
黄芸霞
化验员
负责验证过程中封口效果的微生物屏障检测
3、确认计划
(1)、IQ安装确认时间:2013年05月27日
(2)、OQ运行确认时间:2013年05月28日
(3)、PQ性能确认时间:2013年06月07-08日
二. UV炉生产过程验证确认计划
本确认包括麻醉面罩(柔软型和普通型)、接头、内壁光滑管、精密尿袋、伸缩管等生产过程。
验证确认依据/准则
1.ISO11607-1:2009最终灭菌医疗器械的包装第1部分材料、无菌屏障系统和包装系统要求。
2.ISO11607-1: 2009最终灭菌医疗器械的包装第2部分成形、密封和装配过程的确认要求
3.<<脚踏式系列封口机>>说明书(附设备编码B019、B020)