最新PROE 数控加工讲稿 第五章 车削加工
ProE数控车削加工实例:轴加工
ProE数控车削加工实例:轴加工ProE 数控车削加工实例:阶梯轴加工前言Pro/ENGINEER 是美国PTC 公司所开发的3D 实体模型设计和数控加工自动编程软件;本文详细介绍了利用Pro/E NC 加工模块的功能进行阶梯轴数控车削加工的具体方法和步骤;本文可供科技人员进行计算机辅助设计和大专院校数控专业教学参考。
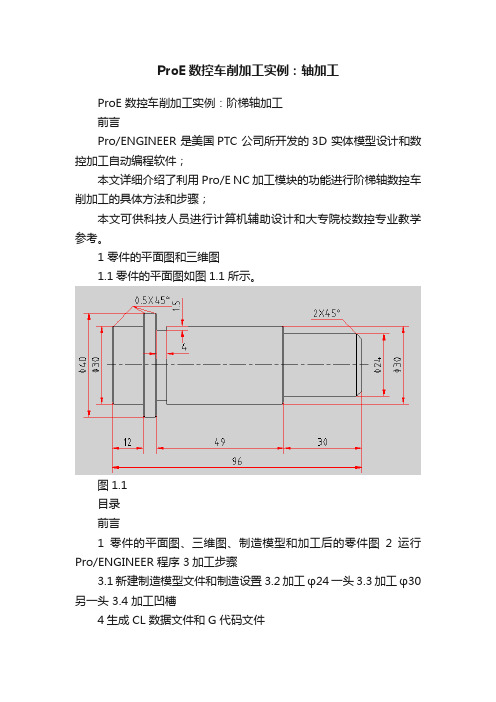
1 零件的平面图和三维图1.1零件的平面图如图1.1所示。
图1.1目录前言1零件的平面图、三维图、制造模型和加工后的零件图2运行Pro/ENGINEER 程序 3加工步骤3.1新建制造模型文件和制造设置 3.2加工φ24一头 3.3加工φ30另一头 3.4 加工凹槽4生成CL 数据文件和G 代码文件1.2零件的三维图(即参照模型)如图1.2所示。
图1.21.3制造模型(即由参照模型和工件装配在一起组合而成的)图1.31.4加工后的零件图如图1.3所示。
图1.42 运行Pro/ENGINEER 程序返回目录3 加工步骤3.1新建制造模型文件和制造设置 3.1.1 设置工作目录[文件]-[设置工作目录],打开“选取工作目录”对话框,更改到另一工作目录,如图3.1.1。
3.1.2新建制造模型文件3.1.2.1在主菜单中单击“新建”,弹出“新建”对话框,在类型中选择“制造”,子类型中选择“NC 组件”,在名称栏键入名称:JieTiZhouJiaGong 。
如图3.1.2.1。
单击“确定”按钮,此时创建的文件格式为:.mfg 。
图3.1.2.13.1.2.2单击“确定”按钮后,进入Pro/NC 的操作界面,同时弹出菜单管理器下的制造菜单。
如图3.1.2.2。
3.1.3打开设计模型文件3.1.3.1从文件中打开参考模型选择“菜单管理器”中“制造模型”,在“制造模型”下选择“装配”,在“制造模型类型”下选择“参照模型”,弹出“文件打开”对话框,选择欲加工零件(.prt 格式文件), 如图3.1.3.1所示。
数控车削加工课件

得到解决。
06
数控车削加工的发展趋势和未来 展望
数控车削加工的技术发展趋势和创新方向
升级,向更高精度、更高效率、更低成 本方向发展。
智能化是未来数控车削加工技术的重要发展方向,通过引入人 工智能、机器学习等技术,实现加工过程的自动化和智能化控
实现对螺纹的加工。
05
数控车削加工的实践操作和技术 要点
数控车削加工的操作步骤和注意事项
操作步骤 1. 仔细阅读和理解图纸,了解工件的材料、尺寸和精度要求。
2. 根据图纸要求,选择合适的刀具和切削参数。
数控车削加工的操作步骤和注意事项
3. 安装工件,调整机床,确保安全防护措施到位。 4. 输入程序,进行模拟加工,确认无误后开始实际加工。
数控车削加工在机械制造、汽 车制造、航空航天等领域得到 广泛应用。
数控车削加工的工艺流程
数控车削加工的工艺 流程包括以下几个步 骤
2. 工件装夹:将工件 放置在数控车床上, 通过夹具进行固定和 定位。
1. 确定加工方案:根 据零件图和工艺要求 ,确定加工方案和加 工顺序。
数控车削加工的工艺流程
3. 刀具选择和调整
水平发展。
智能制造
智能制造是未来制造业的重要趋 势,数控车削加工将更加深入地 与人工智能、物联网等技术结合 ,实现加工过程的智能化和自适
应化。
定制化生产
随着消费者需求的多样化,制造 业向定制化生产方向发展,数控 车削加工将更加注重个性化和定 制化的需求,满足不同客户的需
求。
数控车削加工的人才培养和教育现状及未来发展需求
数控车削加工课件
车削加工技术课件

4)金刚石 由于金刚石具有最好的
硬度和耐磨性,刀具刃口在加工中 可以长时间保持锋利,金刚石刀具 有很好的切削能力和刀具耐用度, 同时加工表面粗糙度很低,可达到 Ra0.02μm 以上的镜面。金刚石车 刀一次加工就能达到高光洁度、高 精度,避免了以前为达到这些要求 而进行很多复杂费时的工序,从而 大大提高生产率,降低了成本,减 轻了劳动量。
1)高速又钢称锋钢或白钢。淬火后硬
度为HRC62~65, 在500 ~ 600℃ 时,仍有较好的抗弯强度和较好的 冲击韧性及耐磨性。热处理变形小, 能磨出锋利的刀刃。缺点是不耐高 温,允许的切削速度一般低于 30m/min ,生产效率较低。常用于 制造形状复杂的刀具,如小型车刀、 钻头、铣刀、拉刀、齿轮刀等,常 用牌号为 W18Cr4V 、 W6Mo5Cr4V2等。
④可转位式
无需刃磨就可使用。避 免了焊接产生的缺点, 刀片可快速转位;生产 效率高;切削稳定。
2) 按使用场合分为外圆车刀、内孔车刀、
切断车刀、螺纹车刀、成形车刀等
①外圆车刀 用来车削外旋转表面的车刀。
外圆车刀
75度 45度
车外圆
②内孔车刀 用来在已有粗加工孔的工件上,
扩大孔径、提高孔的精度及孔的表面质量。
12.中途停车时,尚在惯性运转中的工件不 得用手或手持其他物品进行强行刹车;
13. 工作结束,应切断电源,擦净机床,整 理场地。做好车床的日常保养和维护,整理工 具、夹具、量具,整齐有序地摆入工具箱。
同学们再见
3) 刀具简单。车刀是金属切削刀具中 最简单的一种,制造、刃磨和安装都比 较方便。
2、车床的基本知识
车床的种类很多,按用途和结构 不同,分卧式车床、仪表车床、立 式车床、转塔车床、自动半自动车 床等,其中应用最普遍的是卧式车 床。
ProE 5.0 数控加工后处理讲课稿

主要顶目和参数设置
直线插补代码
直线插补的准备功能代码 准备功能代码是模态的
使用以下线性化原则
在同一代码段中输出XYZ坐标 先输出XY,后Z坐标 后Z坐标,先输出XY
教学目标
相关知识
课堂训练
课堂小结
课后任务
25
Pro/E 5.0 数控加工后处理
六、设置与机床运动有关的选项 (3)定义快速运动的有关参数,如图。
教学目标
程序标号
允许程序段删除标记存在
操作信息
删除符号
是否对INSEKT语句插入行号
别名 是否对PPRINT语句插入行号
相关知识
课堂训练
课堂小结
课后任务
19
Pro/E 5.0 数控加工后处理
五、定义程序开始与结束的一般选项 (1)一般属性,如图。
主要顶目和参数设置
程序开始与结束
常规选项
基本格式 DNC格式
教学目标
相关知识
课堂训练
课堂小结
课后任务
3
Pro/E 5.0 数控加工后处理
二、初始化建新的选配文件 (1)界面启动,如图。
创建选配文件
教学目标
相关知识
课堂训练
课堂小结
课后任务
4
Pro/E 5.0 数控加工后处理
二、初始化建新的选配文件 (1)界面启动,进入界面,如图。
创建选配文件
教学目标
相关知识
使用以前的刀具
教学目标
相关知识
课堂训练
课堂小结
课后任务
14
Pro/E 5.0 数控加工后处理 三、机床类型和设置 (3)各轴行程极限,如图。
各轴极限检查 不作检查 执行检查
车削加工工艺及步骤演示幻灯片
b.孔的几何形状精度(如直线度、圆度、圆 柱度等)。 c.孔的位置精度(如外圆、内孔及各阶台孔 之间的同轴度,孔与端面之间的垂直度或两端 面之间的平行度等)。 d.孔的表面粗糙度。
Page 19
② 套类工件车削加工步骤的选择主要有以 下几点。 a.车削短小的套类工件时,为保证内孔与 外圆的同轴度,最好在一次装夹中同时完 成内、外圆柱表面的车削,加工步骤如下。
芯轴制造简单,工件的 孔径可在芯轴锥度允许 的范围内适当变动
适用于齿轮拉孔后半 精车,精车外圆等
工件与芯轴动配合,靠 适用于孔与外圆同轴
螺母旋紧后的端摩擦力 度要求一般的工件外
克服切削力
圆车削
芯轴通过圆锥的相对位 移产生弹性变形而胀开 把工件夹紧,装卸工件 方便
适用于孔与外圆同轴 度要求较高的工件外 圆车削
⑧ 立方氮化硼车刀的刃磨。可按以下方法进行。 a.刀杆部分用普通砂轮打磨后,在工具磨床上 开刃,采用树脂结合剂碗形金刚石砂轮,粗磨 时粒度为240#;精磨时粒度为M10~M14。
Page 50
b.精磨后再用金刚石研磨膏研磨。 ⑨ 陶瓷刀片的刃磨。
6.切削液的选择和使用
Page 51
表1.4 切削液的选用推荐表
1—卡盘 2—工件 3—铜棒 4—刀架
图1.3 百分表找正法
1—四爪卡盘 2—工件 3—百分表 4—刀架
Page 32
Page 33
图1.4 端面挡块
1—螺母 2—螺杆 3—支承块 4—工件
5.车刀几何参数的选择
(1)选择车刀的基本原则。 ① 切削效率高:能在最短的机动时间内完 成零件的加工。 ② 加工质量好:能保证零件的尺寸、形状 位置精度和表面质量。
YT5 YT15
PROE2.0数控加工教程
M00——程序暂停指令 M02——程序结束指令
M03、M04、M05——主轴顺时针方向旋转、逆时针方向 旋转和主轴停止运转指令。
M03:表示主轴以顺时针方向旋转。程序格式通常为:M03 S_。 M04:表示主轴以逆时针方向旋转。程序格式通常为:M04 S_。 M05:表示机床主轴停止运转。
Pro/Engineer Wildfire 2.0中文版 数控加工教程
中国水利水电出版社
PROE数控加工讲稿
第一章 数控加工基础
2005年12月1日
1.1 数控加工概论
➢ 数控加工技术是制造工业现代化的重要基础,是自动控制 在生产中的应用,它是一个国家工业现代化水平高低的重 要标志。
➢ 数控加工原理如图1-1所示。
M06——自动换刀指令 M07、M09——切削液开关指令
M07:机床切削液打开。 M09:机床切削液关闭。
M30——程序结束并返回到程序的第一条语句,准备 下一个工件的加工。
1.4 常用编程指令
➢ F、S、T功能
F功能用于控制刀具移动时的进给速度 S功能用于控制机床主轴的转速 T功能用来指定刀具的刀具号
➢ 主菜单 :它由【文件】、【编辑】、【视图】、【插 入】、【分析】、【信息】、【应用程序】、【工具】、 【窗口】和【帮助】组成。
➢ 系统工具栏 :它由文件管理、编辑管理、视图显示、模 型显示、基准显示、加工参数设置和帮助七个部分组成。
➢ 模型树窗口 :以先后顺序以及特征的层次关系列出了加 工模型上的所有特征和加工操作步骤,以供设计者查看 或修改 。
2.2.2 创建参考模型
➢ 在【制造类型】菜单中选择【创建】选项,在【制造模型 类型】菜单中选择【参考模型】。