SSD590C直流调速器正点转及正反点动详细设置方法
SSD590C直流调速器调试步骤
SSD590C直流调速器调试步骤翻开控制面板下方的键板,根据电机铭牌参数(电机电枢电流,电枢电励磁电流压),将6只拔盘电位器调整到相应位置。
从左边算起,第1至第3只电位器为电枢电流的百位·拾位和个位;第4至第6只电位器为励磁电流的拾位个位和小数点后的一位。
将拨盘电位器右边的四位小拔动开关,根据电机电枢电压调整好开关位置。
同时按下4个操作键,送控制电源。
按1下M键,使液晶显示屏上行显示MENU LEVEI ,下行显示DLAGNOSTICS 。
按1下下降键,使原来在下行显示变为SETUP PARAMETERS(安装参数)。
按1下M键,使原来在下行显示的内容SETUP PARAMETERS(安装参数)转到上行显示,下行显示RAMPS (斜坡)。
按5下下降键,上行显示SETUP PARAMETES(安装参数)不变,下行显示FIELD CONTROL(励磁控制)。
按1下M键,原来下行显示的内容FIELD CONTROL转到上行显示,下行显示为FIELD ENABLE(励磁启动)按2下下降键上行显示不变下行显示FLD VOLTAGE VARS(励磁电压变化)。
按2下M键,使液晶显示屏上行显示RA TIO(比率)OUTTN,下行显示90%;按下降键,使下行显示变为48.0%。
按3下E键,使液晶显示屏上行变为SETUP PARAMETERS(调整参数),下行显示FIELD CONTROL(控制产生)。
按5下下降键,上行显示不变,下行显示为CURRENT LOOP(电流环)按1下M键,使原来在下行显示的内容CURRENT LOOP(电流环)转到上行显示,想行显示CUR LIMIT/SCALER(电流极限换算)。
按4下上升键,上行显示不变,下行显示变为REGEN MODE(再生方式)。
按1下M键使原来在下行显示的内容REGEN MODE转到上行显示,下行显示ENABLED。
按1下下降键,上行显示不变,下行显示变为DISABLED(禁止)。
SSD590系列直流调速步骤

SSD590系列直流调速步骤SSD590系列直流调速器的一般调试步骤SSD590系列直流调速器的一般调试步骤归纳如下:1.先根据电机的名牌参数,参照SSD590系列使用手册中文说明书第51~52页的说明设置好电枢电流、电枢电压、励磁电流、交流或直流反馈,反馈电压的设定值。
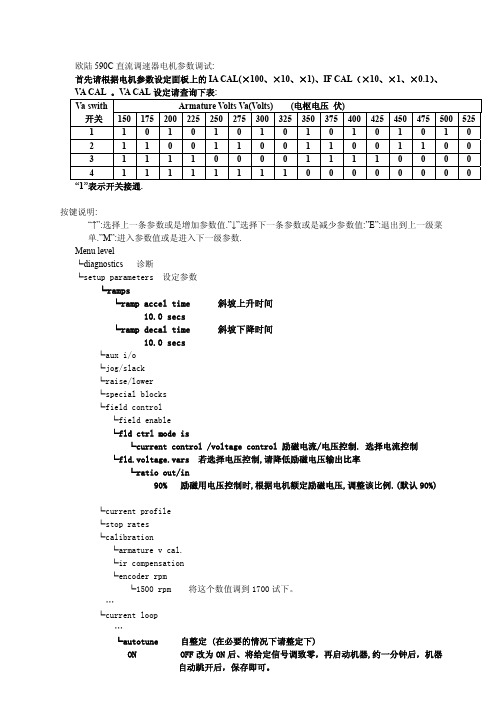
具体设置方法如下:翻开操作面板的下翻板,可看到有六只0~9的拨盘电位器,其中左面3只电位器供设置电枢电流用,其权从坐至右排列为:百位、十位、个位;右面3只电位器供设置励磁电流用,其权从坐至右排列为:十位、个位、小数点后一位;在六只拨盘电位器的右面有四只拨动小开关,其设置方法如下:开关电枢电压(伏)150 175 200 225 250 275 300 325 350 375 400 425 450 475 500 525 1 1 0 1 0 1 0 1 0 1 0 1 0 1 0 1 0 2 1 1 00 1 1 0 0 1 1 0 0 1 1 0 0 3 1 1 1 1 0 0 0 0 1 1 1 1 0 0 0 0 4 1 1 1 11 1 1 1 0 0 0 0 0 0 0 0例:有一电机的名牌参数为电枢电压440V;电枢电流329A;励磁电压180V;励磁电流12.5A;额定转速1500转/分;所带直流测速电机参数为2000转/110伏。
那六只拨盘电位器的数值从左至右应分别设置为:3、2、9、1、2、5;四只拨动小开关从上至下应分别设置为:0、0、1、0或1、1、0、0;将安装在面板左下方测速板上的交、直流反馈选择开关打在直流DC反馈位置;直流反馈值约为110÷2000×1500=82.5伏,于是要将反馈量的百位开关(0或100)打在0位置,将下面的十位拨动开关打在8位置(代表80),将上面的个位拨动开关打在3位置(代表3)。
2.调速器首次通电时,在将四个操作键(↑键、↓键、E键、M键)都按下的情况下,给调速器送控制电源(使调速器的所有参数都恢复到出厂缺损值),此时,调速器液晶屏上行显示:DIGITAL DC DRIVE;下行显示:MENU LEVEL。
SSD590C直流调速器编码器反馈参数的详细设置方法

下面附上编码反馈板的接线图:
编码器总共有6个端子,定义如下:
SSD590C直流调速器编码器反馈参数的详细设置方法
SSD590C直流调速器编码器反馈参数的详细设置方法
SSD590C直流调速器编码器反馈参数的详细设置方法
关于SSD590C直流调速器编码器参数的设置,我们做如下讲解:
在设定参数前需要确定的参数:编码器的线数或者分辨率,在下面的文章中我们以编码器的线数为1000线,电机的额定转速1500转为例[注:我们是按电机的铭牌标定的额定转速为例,如果需要弱磁转速,请参照弱磁升速的设置方法]
首先将SSD590C直流调速器的辅助电源端D7,D8送上控制电源,调速器自检完成后,按M键进入菜单,找到SET UP PARAMETERS(设定参数)菜单,按M键进入后,按向下的箭头找到SPEED LOOP(速度环)菜单,按M键进入,按向下的箭头找到SPEED FBK SELECT(速度反馈选择)菜单,按M键进入后,选择ENCODE(编码器反馈)这个参数,这样,调速器的反馈源就被选择成了编码器反馈.
下面我们将设定编码器反馈所需要设定的参数:
在SSD590C直流调速器的SET UP PARAMETERS(设定参数)菜单下,按M键进入,按向下的箭头找到CALIBRATION(校准)菜单,按M键进入后,找到ENCODER RPM(编码转速)菜单[注:这里讲的编码器转速是指电机的转速],在这里我们设定例子中的电机额定转速1500,在CALIBRATION(校准)菜单下,找到ENCODER LINES(编码器的线数)菜单,按M键进入后,设定编码器的铭牌参数1000线.
590C调速器调试各项注意 (1)

590C调速器调试各项注意(590C)直流调速器参数快速设置说明*CT-400C(590C)直流调速器送上控制电源开机后按M键出现DIAGNOSTIS后按向下键头找到SET UP PARAMETERS(设定参数),按M键进入菜单,按向下键找到FIELD CONTROL (励磁控制),按M键进入找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按两次E键退出;按向下键头找到SPEED LOOP(速度环),按M键进入,按向下键找到SPEED FBK SELECT(速度反馈选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式;按E键退出.*CT-400C(590C)直流调速器自动调节步骤(此过程一定不能少):手动去掉电机的励磁(如果是内部励磁,则不用去掉励磁线,调速器会自动禁止磁场),为电机做一次自动调节,为了防止电机有剩磁,请夹紧电机的轴,然后在SET UP PARAMETERS(设定参数)下面找到CURRENT LOOP(电流环),按M键进入后,按上下箭头找到AUTOTUNE菜单,按M键进入,将OFF改为ON(新版本是ARMA TURE),然后在10秒内启动调速器,此时调速器的RUN 灯将闪烁,在这个过程中请不要给调速器停止信号和速度给定信号。
完成自动调节后调速器会自动释放接触器线圈,AUTOTUNE参数也会自动变回到OFF状态,最后保存参数。
(参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键头找到PARAMETER SA VE ,按M进入,然后按向上键头,参数自动保存.保存完成后,按E键一直退到底。
)*CT-400C(590C)直流调速器调试注意事项:调试过程中要注意电源不能有短路或缺相,调速器的控制端子为直流低压,一定要注意不能让高压进入,设好参数启动后,测量励磁电压是否正确,然后再升降速。
欧陆590C正反转点动控制实训_交直流调速系统(第2版)_[共2页]
![欧陆590C正反转点动控制实训_交直流调速系统(第2版)_[共2页]](https://img.taocdn.com/s3/m/201bc0be25c52cc58ad6be3b.png)
5.5欧陆 590C 直流调速装置参数设定及运行实训79 串口)、SYSTEM (系统)。
例如:要对SETUP PARAMETERS (参数设置)进行操作,则再按键进入到功能块菜单层,按、键选择功能块,再按键进入参数,同样按、键选择参数,选到所需参数按键进入参数值修改,此时按、键则可修改参数值。
2.出厂参数恢复在大多数的应用中要求清除原设置,590C 提供了一种非常简单的出厂设置恢复方法。
先关断辅助电源,同时按下、、、4个键,此时接通辅助电源,大约2秒之后放开所有按键,则参数已恢复为出厂设置,然后进入PARAMETER SA VE (参数存贮)菜单,保存参数即可。
如不进行参数保存操作,断电之后所恢复的出厂设置并不保存,变为原来的参数设置,这个功能方便在现场调试时,因恢复出厂设置完成调试之后,而又需要回到原来的参数设置使用。
3.参数保存按几下键,直至液晶屏上行显示:MENU LEVEL ;下行显示:SETUP PARAMETERS 。
按数下键,直至液晶屏下行显示:PARAMETERS SA VE (参数存贮);按一下键,液晶屏上行显示:PARAMETERS SA VE ;下行显示:UP TO ACRION 。
按一下键,液晶屏下行显示:SA VING 。
几秒钟后,变为FINISHED 显示,参数存储结束。
1.欧陆590C 直流调速装置面板上的各个按键有什么作用?2.欧陆590C 直流调速装置面板上的各个指示灯有什么作用?3.欧陆590C 直流调速装置面板上的显示屏有什么作用?5.5 欧陆 590C 直流调速装置参数设定及运行实训欧陆 590C 主要设定参数是那些容易调整以适合于控制器特定用途的参数。
主要参数也是常用的功能。
访问这些参数不要求输入访问代码。
其他参数受保护,只有在面板上键盘和显示器输入访问代码之后,才能修改。
主要设定参数分为两类:数值和逻辑。
所有这些参数都存在EEPROM 中,不需要电池支援。
英国欧陆590C直流调速器的一般调试步骤

英国欧陆590C直流调速器的一般调试步骤2009-02-19 22:27英国欧陆590C直流调速器的一般调试步骤归纳如下:1.先根据电机的名牌参数,参照SSD590系列使用手册中文说明书第51~52页的说明设置好电枢电流、电枢电压、励磁电流、交流或直流反馈,反馈电压的设定值。
具体设置方法如下:翻开操作面板的下翻板,可看到有六只0~9的拨盘电位器,其中左面3只电位器供设置电枢电流用,其权从坐至右排列为:百位、十位、个位;右面3只电位器供设置励磁电流用,其权从坐至右排列为:十位、个位、小数点后一位;在六只拨盘电位器的右面有四只拨动小开关,其设置方法如下:例:有一电机的名牌参数为电枢电压440V;电枢电流329A;励磁电压180V;励磁电流12.5A;额定转速1500转/分;所带直流测速电机参数为2000转/110伏。
那六只拨盘电位器的数值从左至右应分别设置为:3、2、9、 1、2、5;四只拨动小开关从上至下应分别设置为:0、0、1、0或1、1、0、0;将安装在面板左下方测速板上的交、直流反馈选择开关打在直流DC反馈位置;直流反馈值约为110÷2000×1500=82.5伏,于是要将反馈量的百位开关(0或100)打在0位置,将下面的十位拨动开关打在8位置(代表80),将上面的个位拨动开关打在3位置(代表3)。
2.调速器首次通电时,在将四个操作键(↑键、↓键、E键、M键)都按下的情况下,给调速器送控制电源(使调速器的所有参数都恢复到出厂缺损值),此时,调速器液晶屏上行显示:DIGITAL DC DRIVE;下行显示:MENU LEVEL。
3.按一下M键,此时,液晶屏上行显示:MENU LEVEL;下行显示DIAGNOSTICS (诊断)。
按一下↓键,液晶屏下行显示变为SETUP PARAMETERS(设定参数),按一下M键(进入下一级子菜单),液晶屏上行显示:SETUP PARAMETERS,(原来在液晶屏下行显示的内容到了液晶屏的上行,液晶屏下行显示:RAMPS;按数下↓键,直至液晶屏下行显示:FIELD CONTROL(磁场控制)。
590C调试说明
ON
OFF 改为 ON 后、将给定信号调致零,再启动机器,约一分钟后,机器
自动跳开后,保存即可。
┕speed loop
┕spd prop.gain 速度环比例增益
10
默认为 10,可以适当调小一点试试
…
┕speed fbk select
ANALOG TACH 测速机反馈 (你们是电压反馈) 若想改善电机械特性,采
┕enable 在修改系统中参数时,需要将配置使能打开即”enable”,在修改完
参数后需要将 enable 改为”disable”关闭使能.
┕analog inputs
┕anin 1(a2)
┕calibration
┕max value
┕min value
┕destination tag
100
┕analog outputs
1
1010101010101010
2
1100110011001100
3
1111000011110000
4
1111111100000000
“1”表示开关接通.
按键说明:
“↑”:选择上一条参数或是增加参数值.”↓”选择下一条参数或是减少参数值:”E”:退出到上一级菜
单.”M”:进入参数值或是进入下一级参数.
┕destination tag
262
┕digital outputs
┕digout1(B5)
┕threshold
┕0.00%
┕modulus
┕true
┕source tag
┕77
┕inverted
┕false
┕digout2(B6)
你可以将 B6 的功能分别设定在 B5 或 B7 口,线分别接在相
590C调速器快速设置

SSD590C直流调速器调试说明需要在软件中设定的参数如下:1.励磁控制方式的设定:....SETUP PARAMETERS(设定参数)......FIELD CONTROL (励磁控制菜单)........FIELD ENABLE [170 ] = ENABLED (励磁使能)........FLD CTRL MODE IS [209 ] = CURRENT CONTROL *(电流控制方式)........FLD VOLTAGE VARS..........RATIO OUT/IN [210 ] = 90.0 % (电压输入输出比,此参数设定方法:用电机的额定励磁电压除以励磁供电的进线电压,比如励磁额定电压为180V,励磁供电电压为380V,那么请设定此参数为180/380=47%)2.速度反馈方式的设定....SETUP PARAMETERS(设定参数)......SPEED LOOP (速度环)........PROP. GAIN [14 ] = 3.5 (比例增益,默认是10.00,此处改为经验值3.5)........SPEED FBK SELECT [47 ] = ENCODER (编码器反馈.此选项中还有电枢电压反馈(ARMATURE),测速发电机反馈方式(ANALOG TACH),具体请根据实际使用的反馈硬件选择,在没有任何反馈硬件时,请选择电枢电压反馈ARMATURE)3.静止逻辑使能需要打开....SETUP PARAMETERS(设定参数)......STANDSTILL (静止逻辑)........STANDSTILL LOGIC [11 ] = ENABLED (静止逻辑使能,此菜单可以避免调速器在零速状态下抖动)4.自动调节(此过程一定不能少)手动去掉电机的励磁,为电机做一次自动调节,夹紧电机的轴,然后在电流环中,找到AUTOTUNE菜单,将OFF改为ON, ....SETUP PARAMETERS(设定参数)......CURRENT LOOP........AUTOTUNE [18 ] = ON (默认是OFF ,改成ON就会将自动调节功能使能)然后在10秒内启动调速器,调速器右上角的RUN(运行灯)灯将闪烁,在这个过程中请不要停止调速器,当调速器完成自动调节后,会自动释放接触器线圈.(这个过程一般持续为十几秒,太短的时间说明调速器自动优化失败.).5.参数保存(修改完参数后,请操作此项)....PARAMETER SAVE(参数保存),找到此参数后, 按M进入,然后按向上键头,参数自动保存.做完以上几个步骤后,请接好电机的励磁,然后启动调速器,先不要加速度给定,先测量电机的励磁电压或电流是否正常6、调试注意事项:调试过程中要注意电源不能有短路或缺相,调速器的控制端子为直流低压,一定要注意不能让高压进入,设好参数启动后,测量励磁电压是否正确,然后再升降速。
590C直流调速器参数快速设置说明

590C直流调速器参数快速设置说明;开机后按M键出现DIAGNOSTIS后按向下键找到SET UP PARAMETERS(设定参数),按M键进入菜单,按向下键找到FIELD CONTROL(励磁控制),按M键进入,找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按两次E键退出;按向下键找到SPEED LOOP(速度环),按M键进入,按向下键找到SPEED FBK SELECT(速度反馈选择),按M键进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式;按E键退出。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保存。
按E键一直退到底。
*自动调节步骤(此过程一定不能少):手动去掉电机的励磁,为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(电流环)中,找到AUTOTUNE菜单,将OFF改为ON,然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保存参数。
接好电机的励磁,启动调速器。
调试注意事项:调试过程中要注意电源不能有短路或缺相,调速器的控制端子为直流低压,一定要注意不能让高压进入,设好参数启动后,测量励磁电压是否正确,然后再升降速。
在升速过程中注意观测电机的励磁电压和电枢电压是否正常。
590C面板电枢电流,励磁电流,电枢电压设定在面板上有六个小电位器,从左到右依次为:第一个为电枢电流百位,第二个为电枢电流十位,第三个为电枢电流个位,第四个为励磁电流十位,第五个为励磁电流个位,第六个为励磁电流小数点位。
590C+ 2直流调速器参数快速设置说明
590C+ 2直流调速器参数快速设置说明一.基本参数调整开机后按M键出现DIAGNOSTIS后按向下键找到SET UP PARAMETERS(设定参数),按M键进入菜单,按向下键找到FIELD CONTROL(励磁控制),按M键进入,找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按两次E键退出;按向下键找到SPEED LOOP(速度环),按M键进入,按向下键找到SPEED FBK SELECT(速度反馈选择),按M键进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式;我们选择ARM VOLTS(电枢电压反馈),按几次E键退出到最顶菜单。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保存。
按E键一直退到底。
二.电机参数输入然后按M键直到出现DIAGNOSTS(诊断)后按向上的键,找到CONFIGURE DRIVE(配置调速器),按M键进入菜单,找到CONFIGURE ENABLE(组态有效),按M键进入菜单,将DISBALE (不允许)改成ENABLE(允许),此时面板灯闪烁,按E键退出;按向下的键,找到NOM MOTOR VOLTS(电枢电压),按M键进入菜单,输入额定电枢电压,按E键退出;按向下的键找到ARMATURE CURRENT(电枢电流),按M键进入菜单,输入额定电枢电流,按E键退出;按向下的键找到FIELD CURRENT(励磁电流),按M键进入菜单,输入额定励磁电流,按E键退出;找到FLD.CTRL MODE (励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按E键退出;按向下的键找到SPEED FBK SELECT(速度反馈选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式,然后按E退出;按向上键找到CONFIGURE ENABLE(组态有效),按M键进入,把ENABLE (允许)改成DISABLE(不允许),此时面板不再闪烁。
590C直流调速器参数快速设置说明

590C直流调速器参数快速设置说明
一、仪表调节范围
1. 调速电机最高转速:nmax=1000转/分钟。
2. 电流调节范围:调速电机最大电流为10A。
3. 电压调节范围:220V-480V。
4. 输出频率调节范围:0-60Hz。
二、快速设置方法
1. 首先将手轮控制(手轮调节方向)设置为“关”,确保电机处于静止状态。
2. 然后,按下“自动调节”或“手动调节”,使调速器进入调节模式,即“自动调节”或“手动调节”处于“开”状态。
3. 此时,可以通过“滑动开关”调节电机最大转速。
4. 然后在“电压调节”处设置电压调节范围220V-480V。
5. 根据需要,在“频率调节”处设置调节范围(0-60Hz)。
6. 最后,根据需要在“分功率调节”处设置电机最大电流,即最大电流调节范围为10A。
三、快速设置总结
1. 调速器上必须将手轮控制(手轮控制方向)设置为“关”,确保电机处于静止状态。
2. 在“自动调节”或“手动调节”处将处于“开”状态,以进入调节模式。
3. 在“滑动开关”处设置调节范围(1000转/分)。
4. 在“电压调节”处设置电压调节范围(220V-480V)。
5. 在“频率调节”处设置调节范围(0-60Hz)。
欧陆590C直流调速器参数快速设置
欧陆590C直流调速器参数快速设置首先,我们需要了解一些基本概念和术语:1. 电机额定电流(rated current):电机正常运行时所需的电流。
3. 母线电压(bus voltage):直流调速器的直流输入电压,通常在100V到1000V之间。
4. 脉宽调制(pulse width modulation):一种调制技术,通过调整电压脉冲的宽度来实现调速效果。
以下是快速设置欧陆590C直流调速器参数的步骤:1.确定电机额定电流:在调速器上可以设置电机的额定电流,一般来说,电机的额定电流应该小于调速器的额定电流。
如果不清楚电机的额定电流,可以参考电机的技术手册或者询问厂家。
2.选择换向方式:根据具体的应用情况,选择电流换向或者电压换向的方式。
通常来说,电压换向方式适用于电流要求较低的应用,而电流换向方式适用于电流要求较高的应用。
3.设置母线电压:根据应用需求和电机输入电压,设置合适的母线电压。
母线电压可以通过改变直流输入电压来调整,一般情况下,电压越高,电机的输出功率越大。
4.配置脉宽调制:脉宽调制是欧陆590C直流调速器的关键参数之一、通过调整脉冲的宽度,可以控制电机的转速。
脉宽调制通常由调速器自动进行,但也可以手动调整。
在进行脉宽调制时,需要注意保持合适的占空比,以避免电机输出功率过高。
5.设置过流保护:为了保护电机和调速器,可以设置过流保护功能。
过流保护可以在电机过载时自动降低输出功率或者停止电机运行。
过流保护的设置可以根据电机和应用的具体需求进行调整。
6.运行测试:在完成参数设置后,进行一次运行测试以确保调速器的正常工作。
运行测试时,可以检查电机转速、电流以及温度等参数,以确保调速器设置正确。
590P 590C参数快速设置1

590P的参数快速设置:通电后按M键直到出现DIAGNOSTS(诊断)后按向上的键,找到CONFIGURE DRIVE(配置调速器),按M键进入菜单,找到CONFIGURE ENABLE(组态有效),按M键进入菜单,将DISBALE(不允许)改成ENABLE(允许),此时面板灯闪烁,按E键退出;按向下的键,找到NOM MOTOR VOLTS(电枢电压),按M键进入菜单,输入额定电枢电压,按E键退出;按向下的键找到ARMATURE CURRENT(电枢电流),按M键进入菜单,输入额定电枢电流,按E键退出;按向下的键找到FIELD CURRENT(励磁电流),按M键进入菜单,输入额定励磁电流,按E键退出;找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按E键退出;按向下的键找到SPEED FBK SELECT(速度反馈选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式,然后按E退出;按E退出,按向上的键找到SETUP PARAMETERS(设定参数),按M进入菜单,按向上或向下键选择RAISE/LOWER(上升、下降),按M键进入菜单,按向上或向下键选择INCREASE RATE(加速速率),按M键进入菜单修改,然后按E退出;按向上或向下键选择DECREASE RATE(减速速率),按M键进入菜单修改,然后按E退出;按向上或向下键选择RAMPS(斜坡),按M键进入菜单,按向上或向下键选择RAMP ACCEL TIME(斜坡加速时间),按M键进入菜单修改,然后按E退出;按向下键选择RAMP DECEL TIME(斜坡减速时间),按M键进入菜单修改,然后按E退出;按E退出,按向上的键找到SETUP PARAMETERS(设定参数),按M进入菜单,按向上或向下键选择STOP RATES(停机速度),按M键进入菜单,按向上或向下键选择STOP TIME (停机时间),按M键进入菜单修改,然后按E退出;按向下键选择PROG STOP TIME(程序停机时间),按M键进入菜单修改,然后按E退出;按E退出向上键找到CONFIGURE ENABLE(组态有效),按M键进入,把ENABLE(允许)改成DISABLE(不允许),此时面板不再闪烁。
SSD590C直流调速器正点转及正反点动详细设置方法
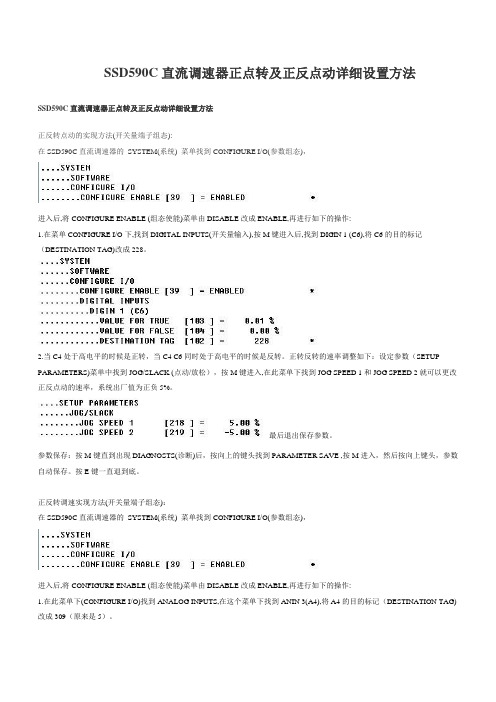
SSD590C直流调速器正点转及正反点动详细设置方法SSD590C直流调速器正点转及正反点动详细设置方法正反转点动的实现方法(开关量端子组态):在SSD590C直流调速器的SYSTEM(系统) 菜单找到 CONFIGURE I/O(参数组态),进入后,将CONFIGURE ENABLE (组态使能)菜单由DISABLE改成ENABLE,再进行如下的操作:1.在菜单CONFIGURE I/O下,找到DIGITAL INPUTS(开关量输入),按M键进入后,找到DIGIN 1 (C6),将C6的目的标记(DESTINATION TAG)改成228。
2.当C4处于高电平的时候是正转,当C4 C6同时处于高电平的时候是反转。
正转反转的速率调整如下:设定参数(SETUP PARAMETERS)菜单中找到JOG/SLACK (点动/放松),按M键进入,在此菜单下找到JOG SPEED 1 和JOG SPEED 2就可以更改正反点动的速率,系统出厂值为正负5%。
最后退出保存参数。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键头找到PARAMETER SAVE ,按M进入,然后按向上键头,参数自动保存。
按E键一直退到底。
正反转调速实现方法(开关量端子组态):在SSD590C直流调速器的SYSTEM(系统) 菜单找到 CONFIGURE I/O(参数组态),进入后,将CONFIGURE ENABLE (组态使能)菜单由DISABLE改成ENABLE,再进行如下的操作:1.在此菜单下(CONFIGURE I/O)找到ANALOG INPUTS,在这个菜单下找到ANIN 3(A4),将A4的目的标记(DESTINATION TAG)改成309(原来是5)。
2.在此菜单(CONFIGURE I/O)中找到DIGITAL INPUTS,在这个菜单中找到DIGITL 2(C7),将它的目的标记(DESTINATION TAG)改成292(原来是118)3、在此菜单(CONFIGURE I/O)中找到BLOCK DIAGRAM ,在这个菜单中找到SPT SUM 1 DEST,将它的目的标记改成5(原来是289)。
欧陆SSD590C直流调速器面板电位器设定

欧陆SSD590C直流调速器面板电位器设定陆SSD590C直流调速器的电枢电压,电枢电流,励磁电流的设置是通过拨码开关来设定的,欧陆SSD590P直流调速器的这些参数是通过菜单来设定,这也是欧陆SSD590C直流调速器与欧陆SSD590P直流调速器的最大区别,软件的菜单基本没变.下面我们来详细讲解欧陆SSD590C直流调速器的电枢电压,电流等参数的设置图一欧陆SSD590C面板开关图欧陆SSD590C直流调速器面板开关布置介绍:面板上六个方形金属膜电位器,从左往右依次为:电枢电流百位设定值, 电枢电流十位设定值,电枢电流个位设定值,励磁电流十位设定值,励磁电流个位设定值,励磁电流小数点位设定值.右侧VA CAL四位拨码开关是用来设定电枢电流的,拨码开关打在右侧的位置代表1,打在左侧位置代表0,电枢电压设定表参见图二.图二:欧陆SSD590C直流调速器电枢电压设定表下面我们以直流电机型号为Z4-132-1 11KW的电机为例,电机的铭牌参数如下:电枢电流29.6A, 电枢电压440V,励磁电流3.6A,励磁电压180V根据以上参数,我们设定电枢电流为29.6(SSD590C直流调速器的电枢电流没有小数点位,所以我们采取四舍五入的方法设定),对应的拨码开关设置如下: 电枢电流百位方形电位器拨到0的位置, 电枢电流十位方形电位器拨到3的位置,代表30A, 电枢电流个位方形电位器拨到0的位置,这样电枢电流就被设定为了30A;励磁电流的设定方法(只有当调速器的励磁控制方式选择了电流控制,此设置才有效):励磁电流设定为3.6A,对应的拨码开关设置如下: 励磁电流十位方形电位器拨到0位置, 励磁电流个位方形电位器拨到3位置,代表3A, 励磁电流小数点位方形电位器拨到6位置,代表0.6A,然后相加起来就是3.6A,这样励磁电流就被设定为3.6A.电枢电压设定方法:电枢电压为440V,根据图二电枢电压设定表所示,我们可以选择设定电枢电压为425V或者450V(当调速器启用了弱磁升速的时候,请记住不要将电枢电压设定为450V这个档位),具体方法如下,从上往下,我们依次设定开关位置为0010(425V)或者1100(450V),开关位置从上往下依次为:左左右左(425V),或者右右左左(450V).。
SSD590C直流调速器正点转及正反点动详细设置方法

SSD590C直流调速器正点转及正反点动详细设置方法SSD590C直流调速器正点转及正反点动详细设置方法正反转点动的实现方法(开关量端子组态):在SSD590C直流调速器的SYSTEM(系统) 菜单找到 CONFIGURE I/O(参数组态),进入后,将CONFIGURE ENABLE (组态使能)菜单由DISABLE改成ENABLE,再进行如下的操作:1.在菜单CONFIGURE I/O下,找到DIGITAL INPUTS(开关量输入),按M键进入后,找到DIGIN 1 (C6),将C6的目的标记(DESTINATION TAG)改成228。
2.当C4处于高电平的时候是正转,当C4 C6同时处于高电平的时候是反转。
正转反转的速率调整如下:设定参数(SETUP PARAMETERS)菜单中找到JOG/SLACK (点动/放松),按M键进入,在此菜单下找到JOG SPEED 1 和JOG SPEED 2就可以更改正反点动的速率,系统出厂值为正负5%。
最后退出保存参数。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键头找到PARAMETER SAVE ,按M进入,然后按向上键头,参数自动保存。
按E键一直退到底。
正反转调速实现方法(开关量端子组态):在SSD590C直流调速器的SYSTEM(系统) 菜单找到 CONFIGURE I/O(参数组态),进入后,将CONFIGURE ENABLE (组态使能)菜单由DISABLE改成ENABLE,再进行如下的操作:1.在此菜单下(CONFIGURE I/O)找到ANALOG INPUTS,在这个菜单下找到ANIN 3(A4),将A4的目的标记(DESTINATION TAG)改成309(原来是5)。
2.在此菜单(CONFIGURE I/O)中找到DIGITAL INPUTS,在这个菜单中找到DIGITL 2(C7),将它的目的标记(DESTINATION TAG)改成292(原来是118)3、在此菜单(CONFIGURE I/O)中找到BLOCK DIAGRAM ,在这个菜单中找到SPT SUM 1 DEST,将它的目的标记改成5(原来是289)。
欧陆590C直流调速器的一般调试步骤
欧陆590C直流调速器的一般调试步骤1.先根据电机的名牌参数,参照SSD590系列使用手册中文说明书第51~52页的说明设置好电枢电流、电枢电压、励磁电流、交流或直流反馈,反馈电压的设定值。
具体设置方法如下:翻开操作面板的下翻板,可看到有六只0~9的拨盘电位器,其中左面3只电位器供设置电枢电流用,其权从坐至右排列为:百位、十位、个位;右面3只电位器供设置励磁电流用,其权从坐至右排列为:十位、个位、小数点后一位;在六只拨盘电位器的右面有四只拨动小开关,其设置方法如下:例:有一电机的名牌参数为电枢电压440V;电枢电流329A;励磁电压180V;励磁电流1 2.5A;额定转速1500转/分;所带直流测速电机参数为2000转/110伏。
那六只拨盘电位器的数值从左至右应分别设置为:3、2、9、1、2、5;四只拨动小开关从上至下应分别设置为:0、0、1、0或1、1、0、0;将安装在面板左下方测速板上的交、直流反馈选择开关打在直流DC反馈位置;直流反馈值约为110÷2000×1500=82.5伏,于是要将反馈量的百位开关(0或100)打在0位置,将下面的十位拨动开关打在8位置(代表80),将上面的个位拨动开关打在3位置(代表3)。
2.调速器首次通电时,在将四个操作键(↑键、↓键、E键、M键)都按下的情况下,给调速器送控制电源(使调速器的所有参数都恢复到出厂缺损值),此时,调速器液晶屏上行显示:DIGITAL DC DRIVE;下行显示:MENU LEVEL。
3.按一下M键,此时,液晶屏上行显示:MENU LEVEL;下行显示DIAGNOSTICS(诊断)。
按一下↓键,液晶屏下行显示变为SETUP PARAMETERS(设定参数),按一下M 键(进入下一级子菜单),液晶屏上行显示:SETUP PARAMETERS,(原来在液晶屏下行显示的内容到了液晶屏的上行,液晶屏下行显示:RAMPS;按数下↓键,直至液晶屏下行显示:FIELD CONTROL(磁场控制)。
欧陆590直流调速器参数快速设置说明

欧陆590直流调速器参数快速设置说明590P的参数快速设置:通电后按M键直到出现DIAGNOSTS(诊断)后按向上的键,找到CONFIGURE DRIVE(配置调速器),按M键进入菜单,找到CONFIGURE ENABLE(组态有效),按M键进入菜单,将DISBALE(不允许)改成ENABLE(允许),此时面板灯闪烁,按E键退出;按向下的键,找到NOM MOTOR VOLTS(电枢电压),按M键进入菜单,输入额定电枢电压,按E 键退出;按向下的键找到ARMATURE CURRENT(电枢电流),按M键进入菜单,输入额定电枢电流,按E键退出;按向下的键找到FIELD CURRENT(励磁电流),按M键进入菜单,输入额定励磁电流,按E键退出;找到FLD.CTRL MODE(励磁控制方式),按M键进入菜单,把VOLTAGE CONTROL(电压控制)改成CURRENT CONTROL(电流控制),按E键退出;按向下的键找到SPEED FBK SELECT(速度反馈选择),按M进入菜单,按向上或向下键选择ARM VOLTS(电枢电压反馈)、ANALOG TACH(测速反馈)或ENCODER(编码反馈),选择反馈方式是根据所选的配件板及实际电机使用的反馈方式,然后按E退出;按向上键找到CONFIGURE ENABLE(组态有效),按M键进入,把ENABLE(允许)改成DISABLE(不允许),此时面板不再闪烁。
按E一直退到底。
参数保管:按M键直到出现DIAGNOSTS(诊断)后,按向上的键找到PARAMETER SAVE,按M进入,然后按向上的键,参数自动保管。
按E键一直退到底。
*自动调节步调(此过程一定不克不及少):手动去掉电机的励磁,为电机做一次自动调节,夹紧电机的轴,然后在CURRENT LOOP(电流环)中,找到AUTOTUNE菜单,将OFF 改为ON,然后在10秒内启动调速器,调速器的RUN灯将闪烁,在这个过程中请不要给停止,完成自动调节后调速器会自动释放接触器线圈,然后保管参数。
SSD 欧陆 直流调速器DC590 操作手册

SSD 欧陆直流调速器DC590 操作手册简介:590+全数字式直流控制器产品,在保留原590C卓越性能的基础上,进行了以下改进:■新增本地控制功能,即可通过操作面板6901实现马达的启/停、速度控制;■新增Devicenet、Canopen、Lonworks总线通讯功能;■与欧陆变频器690+具有相同的外形、统一的编程/参数设置方式和通讯方式;■电枢电压、电枢电流、磁场电流完全由软件设定,不再使用校验板;■内置风扇噪音更低。
产品用途:适用于控制永磁或并励直流电机的速度和力矩。
规格型号:590+系列产品简介:非再生回馈,带隔离的控制电路板,可作为用户设备的控制主机,绝对线性化的控制使512C系列适用于小功率单传动或多传动的应用,单相供电,。
■力矩或速度控制■完全隔离的控制电路板■多点速度和电流给定■极度线性控制回路产品用途:适用于控制永磁或并励直流电机的速度和力矩。
规格型号:110-460V单相供电型号额定功率输出120V Supply230V Supply460V SupplyCunent AField VDC512C/040/0000.20.31.14100/200 512C/080/0000.30.72.28512C/160/0000.752.24.516 512C/320/0001.53.7932其它说明:技术规格:电源110V-480VAC±10%,单相供电,50-60Hz±5%辅助电源110V-120V,220V-240V±10%或380V-415V±10%可选模拟输入4个,速度给定/辅助给定/力矩或电流限制(+10V/测速电机反馈(最大350VDC)模拟输出4个,速度/斜坡给定/综合给定(+10V)/电枢电流(+5VDC)数字输入2个,启动运行(+10至24VDC)/堵转超弛控制(+10V)数字输出2个,运行状态检测/零速(24V 50mA)参考电压2个,-10VDC/+10VDC LED自诊断显示电源,堵转,过流保护电动电位器调整最大速度/最小速度/电流限制/加速斜坡(0-40秒)/减速斜坡(0-40秒)/IR补偿/速度稳定性/零速偏移补偿开关调整电枢电流校准/电枢电压校准/测速电机反馈/零速状态/给定/电流表输出/供电电压选择(跳线)磁场供电0.9X供电电压,最大为3A环境温度0-45℃,1000米以下无需降容使用过载能力150%过载,可持续最长时间为60秒产品简介:四象限,单相供电,带逆变回馈功能的514C可以提供完全的四象限直流电机控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SSD590C直流调速器正点转及正反点动详细设置方法SSD590C直流调速器正点转及正反点动详细设置方法正反转点动的实现方法(开关量端子组态):在SSD590C直流调速器的SYSTEM(系统) 菜单找到 CONFIGURE I/O(参数组态),进入后,将CONFIGURE ENABLE (组态使能)菜单由DISABLE改成ENABLE,再进行如下的操作:1.在菜单CONFIGURE I/O下,找到DIGITAL INPUTS(开关量输入),按M键进入后,找到DIGIN 1 (C6),将C6的目的标记(DESTINATION TAG)改成228。
2.当C4处于高电平的时候是正转,当C4 C6同时处于高电平的时候是反转。
正转反转的速率调整如下:设定参数(SETUP PARAMETERS)菜单中找到JOG/SLACK (点动/放松),按M键进入,在此菜单下找到JOG SPEED 1 和JOG SPEED 2就可以更改正反点动的速率,系统出厂值为正负5%。
最后退出保存参数。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键头找到PARAMETER SAVE ,按M进入,然后按向上键头,参数自动保存。
按E键一直退到底。
正反转调速实现方法(开关量端子组态):在SSD590C直流调速器的SYSTEM(系统) 菜单找到 CONFIGURE I/O(参数组态),进入后,将CONFIGURE ENABLE (组态使能)菜单由DISABLE改成ENABLE,再进行如下的操作:1.在此菜单下(CONFIGURE I/O)找到ANALOG INPUTS,在这个菜单下找到ANIN 3(A4),将A4的目的标记(DESTINATION TAG)改成309(原来是5)。
2.在此菜单(CONFIGURE I/O)中找到DIGITAL INPUTS,在这个菜单中找到DIGITL 2(C7),将它的目的标记(DESTINATION TAG)改成292(原来是118)3、在此菜单(CONFIGURE I/O)中找到BLOCK DIAGRAM ,在这个菜单中找到SPT SUM 1 DEST,将它的目的标记改成5(原来是289)。
最后将CONFIGURE ENABLE中的ENABLE再改成DISABLE,最后退出保存参数。
参数保存:按M键直到出现DIAGNOSTS(诊断)后,按向上的键头找到PARAMETER SAVE ,按M进入,然后按向上键头,参数自动保存。
按E键一直退到底。
正反转及正反点动接线原理图三菱变频器遥控功能在PC钢棒剪切机中的应用1 引言剪切机是利用各种操作方法对锻件进行切割的装置,属于废金属加工设备,为轧钢车间必不可少的设备。
主要对板材、棒料剪断分离的加工设备。
包括直线、曲线剪板机、型材、棒材料剪断机、联合冲剪机、专用冲剪机、其他剪切机等。
棒料剪切机又称剪棒机,主要用于剪切金属棒材,是重要的金属棒材加工机床。
棒料剪切机的早期产品在结构与配置方面差异很大,经历近10年的发展,各企业生产的棒料剪切机都在逐步向国际主流方向靠拢。
当前剪棒机采用整体焊接结构,经时效处理的机架,具有良好的强度、刚度和精度保持性;棒料剪切机不仅用于机械制造业,还是金属棒材配送中心必不可少的设备,应用范围极其广泛。
2 pc棒料剪切机的工艺过程及控制要求任何剪切机的剪切工艺过程,都是由原材料或半成品进行加工,最后获得一定形状、尺寸和精度的产品。
但通常为了一个工艺目的,可以通过不同的工艺方法来实现,而在同一个工艺方法范围内,有可能制定出各种不同的工艺方案。
本案例采用触摸屏和操作台两套控制方案对pc钢棒剪切机的剪切工艺过程及实现牵引辊的运行的遥控功能进行了详细说明。
2.1 工艺过程普通的棒料剪切机棒料件剪切模具一般由平刃或圆弧形刃口的动模和定模组成。
钢棒被输入到剪切机内,沿着内槽输送到与定尺板接触时,定尺板与带有可移动钢筋的下刀台刚性连接,靠前进的钢筋推动下刀台附锤的位置剪切机以实现剪切。
剪切过程中,被剪棒料不仅承受动静剪刀刃的剪切力,同时也会在其作用下产生向下的弯曲,使得静、动剪刀与被剪毛坯沿剪刀宽在剪切面附近局部接触,造成该区域内应力增加。
坯料径向受到强力约束,使坯料始终沿着动剪刀运动方向平行移动而不弯曲,从而使剪切断面平整,马蹄形减少。
径向夹紧剪切时,棒料处于夹紧和受压状态,这样剪下的毛坯能与棒料平行下移,使剪切面变形很小,从而得到毛坯断面光滑且断面倾角较小的剪切效果。
切断钢筋后,装在下刀台与定尺板上的一个机械装置将下刀台推回原始位置,此剪切过程是机械联锁自动切断过程。
钢筋被切断后,装在定尺板后方的接近开关离开初始位置时,它要实现两个功能。
一方面给液压系统提供信号,使油缸动作并将料门打开;另一方面对落料进行计数,当剪切量达到触摸屏的设定值时,剪切过程停止。
全部生产过程定尺长度及完成数量、重量及完成精度是由plc、触摸屏、变频器、接近开关和机械本身联锁液压系统自动控制。
2.2 控制要求本控制系统的主要技术要求如下:(1)允许剪切机的牵引辊电动机实现正向启动、反向启动、正向点动、反向点动、停止、紧急停机、提速、降速及回基速等。
(2)允许全线电动机联动、停止及急停。
(3)设置主操作台一个。
操作台安装在机座上位两送进辊和牵引辊之间处,设置正点按钮、反点按钮、控制牵引辊电动机的正启动按钮、反启动按钮、提速按钮及降速按钮,并配置有停止按钮和急停按钮,实现变频器的遥控功能。
(4)控制柜设置在承料系统的后侧。
包括plc及变频器的故障报警显示灯、操作显示面板、人工设定,显示钢筋直径、定尺切断长度及切断数量。
(5)两种控制方式:一种设定切断数量,显示完成的切断数量,当完成设定数量时,自动停机。
另一种是在不设定切断数量的情况下,显示完成切断数量,设定重量到达,全生产线停机。
3 配电系统设计剪切机用到了交流380v、交流220v及直流24v几种电源电压,根据其控制要求,设计的电控系统如图1所示。
图1 配电系统示意图电气系统中元件配置:qa1——断路器;dz1、dz2——空气开关;km1、km2——交流接触器,分别与变频器、液压系统配套;开关电源——选用交流220v输入、直流24v输出。
4 变频器遥控功能考虑到剪切机的负载力矩,本系统中选择三菱5.5kw变频器:与变频器遥控功能相关的参数是pr.59,相关说明如附表所示。
附表参数pr.59设置说明表三菱变频器端子接线示意图2。
图2 三菱变频器的端子接线示意图远程操作台由正启动、反启动、正点动、反点动、提速、降速、回基速、停机、手动落料、故障复位等按钮及油压开关、变频器就绪等指示灯组成。
遥控功能的时序图如图3所示。
图3 遥控功能时序图通过pr.59,选择有无遥控设定功能以及遥控设定时有无频率设定值记忆功能。
设定pr.59=“1~3”(遥控功能有效)时,rh,rm,rl信号的功能变更为加速(rh),减速(rm),清除(rl)。
使用遥控功能时,在pu运行情况下,变频器的输出频率通过rh,rm操作设定的频率与pu运行频率进行补偿。
变频器参数pr.59设置为3。
在自动模式下,当正转启动或反转启动信号到达时,牵引辊电机将按照基速运行。
若按提速或降速按钮,电机运行速度将在基速的基础上线性的增加或减少。
当按回基速按钮时,则电机无论在什么速度上都返回的基速运行。
以上动作实现遥控功能,大大满足了剪切机的控制要求。
5 结束语变频器的控制方法可分为面板操作和外部端子控制两种。
当面板操作时,多数情况下面板就在变频器的正面的盖上,它是可拆卸的。
也可把面板拆离变频器5~10m进行操作,但距离过长就不合适了。
通常的办法是采用延长的通讯线;当外部端子控制时,开关量i/0可离变频器更远些,但也不能超过50m,否则会出现干扰现象,不便于处理。
总之,变频器的控制不适宜过长距离的直接操作。
但在多数实际工程使用中,往往存在长距离遥控的需要,例如矿井、化工厂、防爆场所,集中控制等。
现场存在高温、潮湿、有害气体及严重腐蚀性介质的环境下,就必须使用遥控操作。
作者简介李伟男电气工程师,供职于秦皇岛港务股份有限公司第七分公司技术工程部,从事plc及变频传动领域研究。
参考文献[1] fr-a700使用手册. mitsubishi公司印刷机主电机的变频改造摘要:文章介绍了老式变频器主电机由原来的电磁调速改造成变频调速的工艺及过程,重点讲述了安川变频器的电机自学习和主/辅速切换功能。
关键词:印刷机主电机;变频调速;变频器;变频改造中图分类号:TP273.5 文献标识码:A 文章编号:1009-2374(2009)01-0122-02目前,随着变频器的广泛应用,印刷机的主电机调速大多都采用了变频调速,变频调速应用于印刷机具有节能、可靠、控制简单的优点。
而老的印刷机还在用电磁调速方式,本文通过实例介绍了将老式印刷机主电机电磁调速改造成变频调速电气部分的实践全过程,具有很高的实用价值。
一、印刷机主电机调速工艺及变频改造方案印刷机是由主电机通过皮带传动、齿轮传动、链条传动带动整机,使各滚筒、牙排、机构之间由机械的连接配合协调动作,控制了主电机就控制了整机的运行状态。
老式印刷机主电机采用电磁调速方式,耗电量大,并且传动电机传动部分发热量大,夏季还需要增加散热装置,又加大了耗电量,而变频调速节能、可靠、改造简单。
印刷机主电机调速功能主要有两个:一是初始调整印刷时使用的低速,一般3000转/小时,这个速度操作者可以任意调整;二是调整好之后的定速印刷,一般7000转/小时,这个速度是调试时设定好的,操作者不可以调整。
另外,老式印刷机还配有一个小功率的低速电机用于正向点动和反向点动。
主电机是11KW鼠笼式电机,我们的改造方案如下:1.拆除原电磁调速装置,保留原主电机和离合器;拆除原低速电机;主电机通过轴与原结构相连,直接驱动主轴与整机。
2.加装一台安川G7,15KW变频器,功能配置有:启动、初始低速调整时用的速度调节旋钮、定速按钮、正点按钮、反点按钮,另外还有变频器的报警信号和报警复位按钮和急停。
二、变频器设计(一)电气原理右图是根据工艺及改造方案设计的变频器控制端子回路图,KM1和KA3是原图纸中用于主电机启动的接触器和原来用于定速的中间继电器的接点。
这里用于主电机的运行信号和定速信号的输入。
101RW和102RW用于初始调整时的速度调节,101RW为主调节电位器,102RW用于零位和最大值的补偿调节电位器。
101SB~104SB是按钮,分别用于故障复位、正向点动、反向点动和急停。
1HL是变频器报警时的故障指示灯。
图1 变频器控制端口电气原理图(二)电机自学习变频器一般分为普通V/F型变频器和矢量型变频器,我们选用的安川G7系列变频器是一款矢量型变频器,V/F型变频器用于一般负载,如泵、风机和其他的普通负载。