德国菲斯特转子秤 - 2011电气部分
菲斯特转子秤接线图
=A2 Serial No.:05010
菲斯特
WA46 WAF1
+LCB1
Local panel 机旁柜
+AF4
+AF4
-Y10 -Y9
DOWN PIPE AERATION
-Y1
-Y2
-Y1
-S2
-S1
+A46
+A41
+A44
DRIVE ROTOR ENCODER
/36.6 /EMERGENCY SHUT OFF
E101
2
E102
3
E103
4
E104
5
E105
6
7
E106
8 E107
0V 24V/NE
/36.8 /FAULT DRIVE ROTOR /36.10 /EXCEEDING TEMPERATURE DRIVE ROTOR /36.13 /FAULT VOLTAGE LOCAL DEVICES
/32.14 LOADING /32.13 GND/C02
/32.18 SPEED /32.17 GND/C03 /32.23 SILO CONTENT /32.22 GND/C04
喂料给定 喂料反馈 负荷率 速度反馈 仓重(备用)
菲斯特
-A2.00 29.2 24VDC
BK5120
-A2.05 33.2
电压 频率 功率 最大电流
380V 50HZ 13.0KVA 70A
+EXT
WE02 WE03 WE04 WE05 WE06
EMERGENCY STOP
BINARY INPUTS
菲斯特转子称DRW3.10维修手册

DRW3.10型转子秤维修手册PFISTER GmbHDRW3.10转子喂料秤目录1.总述 (3)2.转子外壳 (3)2.1转子外壳的拆卸 (3)2.2转子(30)的移出/复位 (6)2.3下部密封板的拆除/复位 (7)2.4上部密封板(45)的拆除/复位 (8)2.5转子和密封板的再加工 (9)2.6传动轴密封 (11)2.7传动轴轴承 (12)2.8转子壳体的组装 (13)3.转子间隙的设定 (14)3.1转子间隙的检测和设定(在转子静止状态下) (14)3.2操作过程中的转子间隙设定(不带物料) (15)3.3操作过程中的转子间隙设定(带物料) (15)4.称重元件的复位 (15)4.1称重元件的复位 (15)4.2预负荷补偿 (17)4.3阻尼油(111) (17)4.4测试装置 (17)5.数字测速器 (19)6.皮带传动 (20)7.膨胀节 (20)8.出料头/出料管 (20)8.1出料头的拆卸/更换 (20)9.风管 (22)9.1风管控制 (22)10.称重支点的平衡 (25)11.气动元件的供风 (29)11.1压缩空气的配置 (29)11.2供气-膨胀节的清洗 (30)11.3供气-节气阀 (31)11.4供气-测试装置 (32)12.驱动 (32)12.1传动 (32)12.2 DC电动机 (32)13.物料闸板阀 (33)1.总述DRW转子喂料秤是一种悬挂式测量仪器。
测量时会将转子上的杂物和粉尘记录下来。
因此,应始终保持设备的清洁,并防止与其它物体接触。
根据不同的操作方式定期检查称重系统。
注意!根据本说明书№.3的规定,必须每隔700个小时操作后重新设定转子的间隙。
注意!间隙的设定必须尽量小以确保突发料流灌入时的安全。
注意! DRW称重部件的维修只能在现场以容积测量方式进行。
注意! DRW停机时,必须首先关闭物料闸板,并且只有在转子全部放空时才能关停设备。
最后关掉鼓风机。
菲斯特转子秤的演示资料

现场开机的条件
1 中控远程连锁信号必须撤消。 2 罗茨风机必须运行。 3 现场手自动按钮必须转换到现场位置。 4 speed setpoint (0-100%)设定到20%左右,根据
现场情况也可调整。
5 按start rotor(白色) 按钮将会启动转子称。 6 按 stop rotor(红色)按钮将会停止运行。 7如果需要反转运行,则按rotor reverse(黑色)按
单。)
2021/2/9
51
RUN 运行指示
2021/2/9
22
RUN灯闪烁
综合报警包括以下内容: 转子内煤粉负荷过小 转子内煤粉负荷过大 喂煤超限 喂煤低限 控制偏差 闸板阀故障 辅助控制电压故障
2021/2/9
23
CPI CDMV
主要功能: CDMV 传感器 放大器,连接 传感器 CPI 现场按钮 通道输入、 接近开关输入 信号,输出 通道
2021/2/9
36
2021/2/9
37
(3)油阻尼器换油,每二年一次
2021/2/9
38
(4)驱动轴轴承润滑,每年一次
2021/2/9
39
减速机换油
2021/2/9
40
油水分离器
2021/2/9
41
2021/2/9
42
电控柜清灰
特别是变频 器散热片清 灰,否则影 响散热效果, 甚至导致变 频器损坏。
2021/2/9
43
静态标定
首先确认秤体是否 是空的,开罗茨风 机及转子秤一直等 到符合率变化很小 为止。然后停秤停 罗茨风机。
注意:静态标定
是在静止状态下做 的标定,用来确定 传感器的斜率。
2021/2/9
技术菲斯特转子秤断煤的解决方法
技术菲斯特转子秤断煤的解决方法某公司5000t/d熟料水泥生产线,窑头、窑尾采用菲斯特DRW3.12转子秤,2016年8月开始出现煤秤频繁断煤,且越来越厉害,严重时长时间不下煤,影响正常的生产。
该公司通过增加仓内消风锥体和秤内消风管道、辅助放低煤粉仓位、控制转子间隙、防止窜风等方法成功解决了问题。
一、断煤原因及分析断煤时,转子转速加快,变频器显示达到最大速度,负荷率由98%下降到0%,送煤风机电流由9.8A下降到6.5A,窑前温度下降,窑电流迅速下滑。
断煤原因分析:(1)风力输送过程中,一部分风窜入煤粉仓内,形成气拱,阻碍下煤;(2)煤粉水分过大或压缩空气含水量和油量高,在空气助流时将水分带到煤粉中,导致煤粉含水量上升,出现结露黏附。
二、解决方法2.1 煤粉仓内增加消风锥体及管道为解决煤粉仓内气拱,该公司自行设计加工,增设煤粉仓内消风锥体,通过管道引到仓顶袋收尘器,并将原转子秤内消风管道连通到负压更大的煤磨出磨风管,新增消风管道直径为120mm,安装有可调节蝶阀,用于控制煤粉仓内的负压大小,仓内管道及锥体材质为不锈钢。
新增消风管道内的通风量增加了仓顶袋收尘器收尘负荷,但是该风量较小,收尘器处理风量设计本身有一定富余,所以对袋收尘器没有影响。
原煤粉转子秤的消风管道直径为160mm,安装有可调节蝶阀,磨机运行时,打开该蝶阀,利用磨机系统通风为转子秤消风,煤磨停机时,关闭消风管道蝶阀,用煤粉仓顶收尘器为转子秤消风,确保煤粉不会反流到出磨风管内。
该解决方案对煤质无特别要求,适应性强。
改造后消风管道见图1,改造实景见图2。
改后仓内、秤内气阻现象明显改善,煤秤断煤现象得到控制,为窑提产创造有利条件。
图1 改造后消风管道示意图2 消风管道改造实景2.2 调整转子间隙转子间隙调整时,综合考虑电动机电流变化情况、煤粉细度、水分等因素,确定合适的转子间隙,一般为0.2~0.4mm,过大引起窜风,下煤不稳,过小电动机电流大,容易过负荷跳停。
菲斯特称操作规程
菲斯特秤操作规程一、转子秤检查维护1、秤体的检查1.1秤体无积灰和杂物,每两天用压缩空气对秤体各部位进行清扫。
1.2秤在正常运行时,传感器保护螺杆与秤体无接触,否则也会影响计量;维修转子秤时,必须将保护螺杆拧紧;秤上面的传感器不受外力作用,保护传感器。
1.3观察孔无煤粉流出,如有煤粉流出,说明出料头已磨损,需停机更换,同时应拆掉上密封板,将上壳体内的煤粉清除,以免影响秤的计量。
1.4秤上各处软联接须经常检查,破损的应及时更换,避免造成煤粉泄漏。
1.5仓下手动闸板和秤上气动闸板的各个部分严禁敲击,油雾器不得缺油,汽水分离器必须工作正常,各气路、接头应无漏气。
2、传动机构的检查2.1电机、减速机无杂音无振动,温度正常。
2.2传动皮带张紧度合适,判断标准:加1kg压力皮带垂直位移5mm。
3、助流系统的维护3.1仓、下料管助流压力调整为4~6bar,转子秤壳体清洗压力≤2bar。
3.2下料管膨胀节清洗时间设置为吹2分钟,间隔20分钟。
3.3仓助流、强制助流和下料管助流、强制助流可根据下煤状况自行调整使用;助流吹气时间的调整应遵循越短越好的原则,因为压缩空气含水量大,吹气时间过长反而不利于煤粉下料。
3.4定期检查压缩空气油雾器的油位,过滤器汽水分离器定期排水、排污、检查过滤膜片,如有堵塞,建议更换过滤膜片。
二、转子秤间隙的调整1、检查并调整转子间隙,说明书要求在0.2mm左右。
厂家要求在0.25-0.3mm 之间为最好。
因为上、下密封板和转子磨损导致间隙调整不能达到要求的,原则上是调整得越小越好,能调到0.4mm间隙的,就不能放到0.45mm间隙。
2、正常状态下转子秤间隙的调整:用一把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,三个点反复调整,直至将间隙设定在规定范围内。
3、转子或上下密封板表面有磨损的转子秤,间隙调整时要反复进行,转动转子找到最低点和最高点,使上下两点的间隙都符合要求。
否则需重新加工转子或密封板。
德国菲斯特公司煤粉转子秤称重喂料系统

德国菲斯特公司煤粉转子秤称重喂料系统Pfister GmbH Coal Rotor Scale Weighing System技术设备表TECHNICAL SPECIFICATION技术规范TECHNICAL SPECIFICATION总布置图671.300.01.00aGeneral arrangement drawing 671.300.01.00a2台DRW3.12型转子秤每台设置于1个煤粉仓下2 Installation with one rotor scale under one silo位置1.1 助流装置各1套Pos. 1.1 Each aeration for the silo cone仓锥体由用户按照菲斯特公司提供的图纸制造。
.Silo cone to be supplied by the customer.In case of an order Pfister will deliver basic design as drawing该充气助流装置设计用于保持仓锥体内煤粉流动通畅。
The aeration is designed to maintain a reasonable material flow within the silo cone .该充气助流装置包括:Each consisting of :1个惰性气体/空气转换阀门,- 1 main diverter valve for air and inert gas supply.21个空气喷嘴,带喷嘴、阀门、软管、环形管(每个阀门可独立控制)- 1 silo cone aeration with 21 aeration nozzles, with solenoid valves(220V AC), hoses and ring tube. ( each valve can be controlled individually)1个端子箱-1 terminal box1个带SPS助流装置用电器控制器,置于转子秤(位置2.1)的电器开关柜内。
熟料烧成控制中菲斯特转子秤常见故障分析
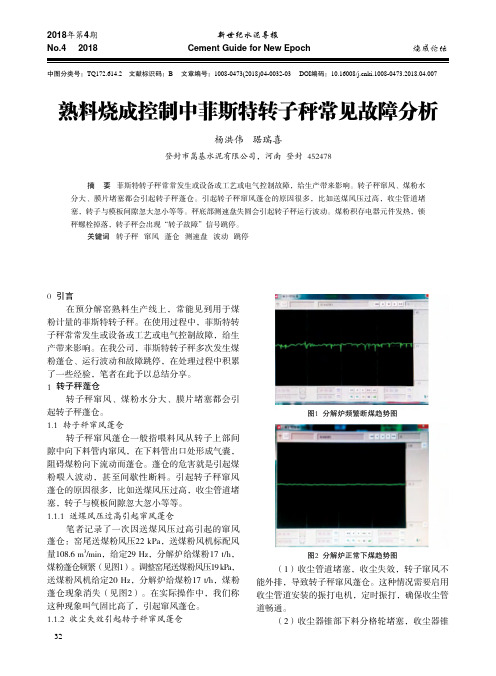
中图分类号:TQ 72.6 4.2 文献标识码:B 文章编号: 008-0473(20 8)04-0032-03 DOI编码: 0. 6008/ki. 008-0473.20 8.04.007熟料烧成控制中菲斯特转子秤常见故障分析杨洪伟 琚瑞喜登封市嵩基水泥有限公司,河南 登封 452478摘 要 菲斯特转子秤常常发生或设备或工艺或电气控制故障,给生产带来影响。
转子秤窜风、煤粉水分大、膜片堵塞都会引起转子秤蓬仓。
引起转子秤窜风蓬仓的原因很多,比如送煤风压过高,收尘管道堵塞,转子与模板间隙忽大忽小等等。
秤底部测速盘失圆会引起转子秤运行波动。
煤粉积存电器元件发热,锁秤螺栓掉落,转子秤会出现“转子故障”信号跳停。
关键词 转子秤 窜风 蓬仓 测速盘 波动 跳停0 引言在预分解窑熟料生产线上,常能见到用于煤粉计量的菲斯特转子秤。
在使用过程中,菲斯特转子秤常常发生或设备或工艺或电气控制故障,给生产带来影响。
在我公司,菲斯特转子秤多次发生煤粉蓬仓、运行波动和故障跳停,在处理过程中积累了一些经验,笔者在此予以总结分享。
1 转子秤蓬仓转子秤窜风、煤粉水分大、膜片堵塞都会引起转子秤蓬仓。
1.1 转子秤窜风蓬仓转子秤窜风蓬仓一般指喂料风从转子上部间隙中向下料管内窜风,在下料管出口处形成气囊,阻碍煤粉向下流动而蓬仓。
蓬仓的危害就是引起煤粉喂入波动,甚至间歇性断料。
引起转子秤窜风蓬仓的原因很多,比如送煤风压过高,收尘管道堵塞,转子与模板间隙忽大忽小等等。
1.1.1 送煤风压过高引起窜风蓬仓笔者记录了一次因送煤风压过高引起的窜风蓬仓:窑尾送煤粉风压22 kPa,送煤粉风机标配风量108.6 m3/min,给定29 Hz,分解炉给煤粉17 t/h,煤粉蓬仓频繁(见图1)。
调整窑尾送煤粉风压19 kPa,送煤粉风机给定20 Hz,分解炉给煤粉17 t/h,煤粉蓬仓现象消失(见图2)。
在实际操作中,我们称这种现象叫气固比高了,引起窜风蓬仓。
菲斯特转子秤常见故障及处理
菲斯特转子秤常见故障及处理
刘华赛
【期刊名称】《水泥》
【年(卷),期】2016(0)2
【摘要】我公司2条2 500t/d熟料生产线均采用菲斯特转子秤供窑头和窑尾喂煤用,在使用过程中尤其是一线自2006年投入运行以来两台转子秤出现的故障较多,现将一些故障及处理方法总结如下,供同行参考。
1称重砝码下有油污引起跳停1.1故障现象及检查过程2013年6月份,一线窑头秤出现反馈波动大、经常跳停现象,在给定喂煤量6t/h时,反馈有时降到1~3t/h,甚至为0;反馈正常时。
【总页数】3页(P55-57)
【作者】刘华赛
【作者单位】广州石井德庆水泥厂有限公司
【正文语种】中文
【中图分类】TH715.195
【相关文献】
1.菲斯特煤转子秤使用及维护
2.菲斯特转子秤故障分析一例
3.改进菲斯特转子秤的稳定性
4.菲斯特转子秤下煤不稳的原因及处理方法
5.菲斯特转子秤的使用及维护
因版权原因,仅展示原文概要,查看原文内容请购买。
菲斯特(PFISTER)转子秤

一、转子秤的基本结构:1、煤粉仓锥体及助流系统2、下料管及助流系统3、秤体4、称重系统5、电气控制系统6、CSC系统二、工作原理(1)喂料转子秤是采用重力计量的水平转子的操作原理(见右图)散状物料直接从仓内卸到转子(分格轮),带入称重区,计量调节后直接进入气力输送管路,然后由罗茨风机提供的输送空气输送到工艺过程中去。
工作原理(2)称量轴A—A跨越物料出入点,气力管道和转子的悬挂轴承.它可以使压力波动造成的反应充分得到补偿,并使物料的计量结果不受影响。
无论什么时候通过转子称重区的物料都由称重装置F计量下来。
物料重量及其所在的位置都储存在秤的控制系统内.在物料卸出之前即已知道转子各部位的荷重情况。
为了跟踪给定值,物料在卸料点处所要求的转子角速度也已预先计算出来,但并不马上调节,在这些物料到出料口前0.4秒时才调到需求的速度.通过这种预期控制原理,转子秤可对任何波动给予校正,实现很高的精确度。
三、巡检与维护1、秤体的检查1.1秤体无积灰、无杂物。
1.2转子秤防爆螺栓(红色)自然松动,螺母垫片能自由活动。
1.3传感器保护螺杆与秤体无接触。
1.4观察孔无煤粉流出。
2、传动机构的检查2.1电机、减速机无杂音无振动,温度正常。
2.2传动皮带张紧度合适,判断标准:加1kg压力皮带垂直位移5mm.3、助流系统的维护3.1仓、下料管助流压力调整为4~6bar,转子秤壳体清洗压力≤2bar.3.2下料管膨胀节清洗时间设置为吹2分钟,间隔20分钟。
3.3环形助流器循环助流时间可根据下煤状况自行调整。
3.4检查压缩空气油雾器的油位,过滤器水分离器定期排水、排污、检查过滤片4、转子秤间隙的调整4.1检查并调整转子间隙,一般要求在0.2mm左右。
4.2正常状态下转子秤间隙的调整:用一把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,三个点反复调整,直至将间隙设定在0.20 mm。
4.3转子或上下密封板表面有磨损的转子秤,间隙调整时要反复进行,转动转子找到最低点。
菲斯特转子秤CSC故障处理指南
故障及处理指南CSC 系统ST GBPFISTER GmbH , D-86068 Augsburg page 00概述:1.故障类型: S :称立刻停车。
M:故障信息(不影响当前的运行)。
P:可通过编程来决定其作用。
S1:第一组故障S2:第二组故障PFISTER GmbH , D-86068 Augsburg page 11PFISTER GmbH , D-86068 Augsburg page 22PFISTER GmbH , D-86068 Augsburg page 33PFISTER GmbH , D-86068 Augsburg page 44PFISTER GmbH , D-86068 Augsburg page 55PFISTER GmbH , D-86068 Augsburg page 66PFISTER GmbH , D-86068 Augsburg page 77PFISTER GmbH , D-86068 Augsburg page 88PFISTER GmbH , D-86068 Augsburg page 99PFISTER GmbH , D-86068 Augsburg page 1010PFISTER GmbH , D-86068 Augsburg page 1111PFISTER GmbH , D-86068 Augsburg page 1212PFISTER GmbH , D-86068 Augsburg page 1313PFISTER GmbH , D-86068 Augsburg page 1414PFISTER GmbH , D-86068 Augsburg page 1515PFISTER GmbH , D-86068 Augsburg page 1616PFISTER GmbH , D-86068 Augsburg page 1717PFISTER GmbH , D-86068 Augsburg page 1818PFISTER GmbH , D-86068 Augsburg page 1919PFISTER GmbH , D-86068 Augsburg page 2020PFISTER GmbH , D-86068 Augsburg page 2121PFISTER GmbH , D-86068 Augsburg page 2222PFISTER GmbH , D-86068 Augsburg page 2323PFISTER GmbH , D-86068 Augsburg page 2424PFISTER GmbH , D-86068 Augsburg page 2525PFISTER GmbH , D-86068 Augsburg page 2626PFISTER GmbH , D-86068 Augsburg page 2727PFISTER GmbH , D-86068 Augsburg page 2828PFISTER GmbH , D-86068 Augsburg page 2929PFISTER GmbH , D-86068 Augsburg page 3030PFISTER GmbH , D-86068 Augsburg page 3131皮带称—皮带打滑的原因皮带的张力太小皮带的荷载太大转子称系统组态:测速—电机启动,但转子不动转速信号是转子前后移动产生的系统组态:增加的发送器—由于皮带磨损或损坏,导致电机运转而转子不动PFISTER GmbH , D-86068 Augsburg page 3232PFISTER GmbH , D-86068 Augsburg page 3333PFISTER GmbH , D-86068 Augsburg page 3434Outputlimit-输出超限PFISTER GmbH , D-86068 Augsburg page 3535PFISTER GmbH , D-86068 Augsburg page 3636PFISTER GmbH , D-86068 Augsburg page 3737。
菲斯特转子秤在窑喂煤系统中的使用和维护

2.3窑头转子秤观察孔漏料 原因分析:增加罗茨风机后,风机风量大、风速超标(DRW4.12型转子秤风速要求、<40m/s),使
出料口出料头和上下耐磨套磨损严重。 经论证分析,在罗茨风机风管人秤口加旁路管道。具体的改造措施如下:
1)旁路管道与煤粉输送管道呈25度夹角,部分风量不经秤体直接进入煤管,旁路风量通过手动蝶
78
阀调节。
2)在厂家的协助下重新匹配转子秤三个风枪风量,用风速表监测,直至风速符合要求。
由于窑头有2台罗茨风机,风量大时可打开放风阀。
2.4转子秤在运行中跳停 转子秤停车后,经检查测速编码器、现场操作紧停开关、电动机完好,变频器出现“过载一报警 信号,用手对转子进行盘车,发现盘车困难,判断转予内进入了异物。 处理方法:手动或机旁开车使转子反转,把异物送人出料口吹走。盘车困难时(有大颗粒异物),
强制助流一次。
检查压缩空气油雾器的油位,过滤器、水分离器定期排水、排污、检查过滤片。
3.4转子秤间隙的调整 正常状态下转予秤间隙的调整:用l把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,3
个点反复调整,直至将间隙设定在0.20mm。一般每3个月检查并调整转子间隙一次。 转子或上下密封板表面有磨损时.间隙调整时要反复进行,转动转子找到最低点。在保证最低点 间隙≤0.2mm的同时,最高点不应>O.3mm,否则需重新加工转子或密封板。 注意:间隙调整过程中转动转子时最好采用手动盘车,需机旁开车时要用手操器监视电动机电流,
转子秤运行一毁时间后,通过核子秤对均化煤输送量的计量和转子秤对煤粉的计量作比较,两设
备的计量有较大的出入,检查转子秤秤体、荷重传感器等均未发现问题,对转子秤重新进行标定,仍
未能解决此问题。后经检查,发现均压管堵塞,并找出了问题的根本症结所在是均压管设计不合理。
菲斯特转子秤故障分析一例
菲斯特转子秤故障分析一例罗少华;杨旭;黄青涛;李岩波【期刊名称】《水泥技术》【年(卷),期】2014(000)006【总页数】2页(P39-40)【作者】罗少华;杨旭;黄青涛;李岩波【作者单位】【正文语种】中文【中图分类】TQ172.614.2菲斯特转子喂料秤在国内水泥厂使用较多,采用的是重力操作的水平转子的操作原理,适用于水泥煅烧工艺煤粉的连续称量输送。
煤粉自煤粉仓卸出、称重计量控制和被直接转送到气力输送管路这一过程,均在一个封闭式转子(分格轮)喂料机构内完成。
在点火开窑前,对空载的窑尾转子秤进行检查时,发现负荷率显示30%左右而不是0%。
现场开风机、开秤,运行10min后,负荷率仍然在10%~40%之间波动,这样的状态无法标定校验,不能正常生产。
(1)转子秤本体靠两只关节轴承悬挂,轴线即为“A-A轴”,进、出料口的膨胀节及软连接、风管均位于轴线上,以免物料及风速对环状天平造成冲击(如图1)。
如果A-A轴有偏移,秤体运行时,负荷率就会出现波动。
(2)做“零点曲线”的标定有问题。
零点曲线标定的目的,是把转子一周360°的重量偏差自动记录下来,在秤体运行时进行计算,作为计量的补偿。
标定如果出现问题,重量值将会波动。
(3)传感器及称重机构有问题。
(4)重量信号回路受到变频器干扰;控制器CSC有问题。
(1)设备为正常停车,停窑3d,未对秤体进行解体维修,每边关节轴承处的六个螺栓未见松动,所以排除A-A轴移位的可能。
(2)零点曲线标定,除了依靠CSC控制器内部程序以外,还要依靠减速机下方半月板及接近开关来定义转子的“360°”,否则标定会产生错误。
检查该开关,动作正常,现控制柜LCB内CPI上的15号灯检测信号正常,PHT手操器未报警“SLIP CON⁃TROL”打滑控制。
(3)检查称重传感器外观、安装位置、挂钩松紧度,与头秤比较,也属于正常,检查上方的配重螺栓未见松动。
打开两个油阻尼盒的盖子,发现有煤粉侵入,阻尼油颜色变质,于是拆掉盒子清洗掉里面的絮状物,按照阻尼盒的间隙要求重装,并灌入同等粘度的润滑油。
菲斯特转子秤DCS信号

一、菲斯特转子秤DCS信号
DI6-1 启动释放M7515-Q3(手动开时亮)
DI7-1 远程连锁M7515-Q2
DI7-5 启动M7515-Q1
DI8-1 故障确认M7515-Q4
DI8-5 排空下料管M7515-Q7
DI9-1 允许下料管助流M7515-Q8
DI9-5 强制下料管助流M7515-Q9
DI11-1 助流释放M7515-Q10
DI11-5 强制助流M7515-Q6
DI12-1 灭火器M7515-Q11
DO16-1 紧停反馈
DO16-5 通信故障
DO17-1 远程连锁(备妥)
DO17-5 转子运行M7515-R1
DO18-1 综合故障M7515-FT1
DO18-5 转子故障M7515-FT2
DO19-1 M7515-FT3
DO19-5 转子闸阀关闭M7515-R3
DO25-1 仓底闸阀关闭
DO25-5 助流故障M7515-R2
DO27-1 累计脉冲M7515-PL
二、设置
1、下料助流条件:负荷率低于60% 助流允许转子计量
2、SEW面板上传下载数据:806面板至变频器807变频器至面板
操作:按↑键至807
再按→键
后再按↑键
2、304参数是力矩保护(原值是38,现在设置45)
更改参数:按↑键至3。
按→键至30。
按→键至3。
按↑键至304
3、报警:F08 过载或编码器故障
F04 制动电阻
正常时显示 1
运行时显示 5
为准备好或没有参数显示 2。
菲斯特转子秤下煤不稳的原因及处理方法

菲斯特转子秤下煤不稳的原因及处理方法菲斯特转子秤下煤不稳的原因及处理方法李修启,郝得香(枣庄市沃丰水泥有限公司)0 引言我公司煤粉喂煤秤为菲斯特DRW4.12转子秤,近年来运行中常出现下煤波动、断煤问题,不利于窑系统热工制度的稳定,而且存在一定的安全隐患,现从生产实际角度谈一下有关煤粉转子称的使用及维护。
1 转子秤的结构特点、工作原理和性能优势菲斯特煤粉转子秤采用的是集计量、控制、输送于一体的密封称(图1),该转子秤的核心部件——转子和密封板都是由特殊合金制造,其控制系统采用CAN总线通讯方式,独立的PLC控制的助流系统保证物料下料畅通。
图1菲斯特转子秤结构及工作原理喂料转子秤采用重力计量的水平转子的操作原理,计量时,散状物料在重力作用下从料仓流入转子的转子室,由转子(分格轮)在旋转过程中携带物料进入卸料点直接卸出并进入称重区,计量后的物料直接进入气力输送管道,转子风机提供的输送空气能均匀地分布在三排转子室内,18-49m/s的风速确保物料从各排转子室内卸出,由罗茨风机提供的输送空气分别输送到窑头与分解炉中去。
拒绝伤亡安全、便捷、高效的清库装置龙舟机械139-****6037称量轴A—A跨越物料出入点、气力管道和转子的悬挂轴承,转子秤的称量轴跨越物料卸出点,气力输送管道和转子之间有活络接头,可以使压力波动造成的任何二次受力反应充分得到补偿,并使物料的计量结果不受影响。
无论什么时候通过转子称重区的物料都由称重装置F计量下来,物料重量及其所在的位置都储存在秤的控制系统内,也就是说,在物料卸出之前即已知道转子各部位的荷重情况。
为了使预先确定的设定值和储存在存储器内的物料量相适应,在卸料点要求的转子速度已预先计算出来,并由转子驱动装置来完成。
通过这种先期控制原理,转子秤可对任何波动给予校正并给出短期高精确度。
2 生产中煤粉秤计量下料不稳现象及原因分析在实际生产中,煤粉秤存在冲煤现象的发生,有时出现断煤、跑煤现象,造成分解炉出口及C1出口的温度波动较大,造成窑的热工制度不稳,而且存在较大的安全隐患,给烧成带来很大的困难。
菲斯特PFISTER转子秤
一、转子秤的基本结构:1、煤粉仓锥体及助流系统2、下料管及助流系统3、秤体4、称重系统5、电气控制系统6、CSC系统二、工作原理(1)喂料转子秤是采用重力计量的水平转子的操作原理(见右图)散状物料直接从仓内卸到转子(分格轮),带入称重区,计量调节后直接进入气力输送管路,然后由罗茨风机提供的输送空气输送到工艺过程中去。
工作原理(2)称量轴A—A跨越物料出入点,气力管道和转子的悬挂轴承.它可以使压力波动造成的反应充分得到补偿,并使物料的计量结果不受影响。
无论什么时候通过转子称重区的物料都由称重装置F计量下来。
物料重量及其所在的位置都储存在秤的控制系统内.在物料卸出之前即已知道转子各部位的荷重情况。
为了跟踪给定值,物料在卸料点处所要求的转子角速度也已预先计算出来,但并不马上调节,在这些物料到出料口前0.4秒时才调到需求的速度.通过这种预期控制原理,转子秤可对任何波动给予校正,实现很高的精确度。
三、巡检与维护1、秤体的检查1.1秤体无积灰、无杂物。
1.2转子秤防爆螺栓(红色)自然松动,螺母垫片能自由活动。
1.3传感器保护螺杆与秤体无接触。
1.4观察孔无煤粉流出。
2、传动机构的检查2.1电机、减速机无杂音无振动,温度正常。
2.2传动皮带张紧度合适,判断标准:加1kg压力皮带垂直位移5mm.3、助流系统的维护3.1仓、下料管助流压力调整为4~6bar,转子秤壳体清洗压力≤2bar.3.2下料管膨胀节清洗时间设置为吹2分钟,间隔20分钟。
3.3环形助流器循环助流时间可根据下煤状况自行调整。
3.4检查压缩空气油雾器的油位,过滤器水分离器定期排水、排污、检查过滤片4、转子秤间隙的调整4.1检查并调整转子间隙,一般要求在0.2mm左右。
4.2正常状态下转子秤间隙的调整:用一把塞尺从观察孔测量间隙,调节定位螺栓上的定位螺母,三个点反复调整,直至将间隙设定在0.20 mm。
4.3转子或上下密封板表面有磨损的转子秤,间隙调整时要反复进行,转动转子找到最低点。
菲斯特(PFISTER)转子秤
胡广武
高级工程师
1 2011-9-17
PFISTER公司成立于己于1894年,是一家有100多 年历史专业生产计量设备的公司.公司总部在 德国南部的奥格斯堡(Augsburg). 在世界各大洲都设有代表处.亚洲市场部设在 马来西亚,中国代表处在天津. 1997年加盟丹麦史密斯集团.
2 2011-9-17
喂煤粉的转子秤是我公司在80年代末开 发的专利产品. 之后相继开发了系列产品.包括窑喂料, 生料磨和水泥磨喂料的转子秤.从而取代 了传统的皮带秤,冲板流量计等. 目前,共生产了850多台,中.基本结构 3.基本结构
煤粉仓锥体 及助流系统
(4)驱动轴轴承润滑,每年一次 (4)驱动轴轴承润滑,
20 2011-9-17
15 2011-9-17
工作原理(2) 工作原理(2)
称量轴A 称量轴A—A跨越物料出入点,气 跨越物料出入点, 力管道和转子的悬挂轴承. 力管道和转子的悬挂轴承.它可以 使压力波动造成的反应充分得到 补偿, 补偿 , 并使物料的计量结果不受 影响。 影响 。 无论什么时候通过转子称 重区的物料都由称重装置F 重区的物料都由称重装置F计量下 来 。 物料重量及其所在的位置都 储存在秤的控制系统内. 储存在秤的控制系统内.在物料卸 出之前即已知道转子各部位的荷 重情况。为了跟踪给定值, 重情况。为了跟踪给定值,物料在 卸料点处所要求的转子角速度也 已预先计算出来, 已预先计算出来 , 但并不马上调 节 , 在这些物料到出料口前 0.4 秒 在这些物料到出料口前0 时才调到需求的速度. 时才调到需求的速度.通过这种预 期控制原理, 期控制原理 , 转子秤可对任何波 动给予校正,实现很高的精确度。 动给予校正,实现很高的精确度。
菲斯特转子秤故障处理指南
故障信息 类型
描述
可能导致的因素
处理
Gate ! (滑阀)
Drive tripping ! (驱动跳停)
M 监视滑阀的开或关 —滑阀动作不到位
不到位
P 监视时间可在 SPS
程序中设置
—滑阀的驱动不工作
—接近开关信号得不到转换 —导线损坏或接近开关损坏
绝源。 —测量放大器 CDMV2 故障 —把 CDMV2 从 CPI 上取下来,
—测量放大器 CDMV2 丢失
检查插件接口的针 —更换 CDMV2 放大器
—CPI 故障
—安装测量放大器
故障信息 类 型
描述
可能导致的原因
—更换 CPI 处理
CPI MC4 missing ! (CPIMC4 丢失)
S CSC 从双放大器 CDMV2 —系统结构参数被改变
型
地址
故障信息
CAN2 error ! (CAN2 故
障) 续上页
—模块节点/扩展模块的插接 —更换扩展模块
口故障
—根本没有扩展模块
处理
描述
—扩展模块故障
可能导致的原因
CAN2 系统总线的
偶发错误
—总线故障
—加固接口
—总线连接错误
—总线无终端电阻 —等电势接合电流
—检查电缆运行(到电源的距离) —检查电缆屏蔽
校正累计 P 极限值
检查称的机械装置 检查校验
重新做零点曲线
7 Confuguration
1 Syst-Parameter xx . x % Overfiow
correct.
故障信息 类
描述
可能导致的原因
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编码器常见问题
1.编码器与电机之间的连接块断裂,导致电机电流波动。 有时会频繁跳停。
2.电机低速时没问题,高速时就跳停。 变频器报警代码:F08 。(n-morniting速度检测) (这里的n是速度的意思)
Thank you for your attention
Works up to 100m有效距离 Dirty work environment 恶劣的工作环境
Equipment on scaffolds
or in tight spaces 设备放在脚手架上或紧促的空间里
Near hazardous area远离危险区域
Integrated Bluetooth IF 自带的集成蓝牙接口
Hyperterminal超级终端
standard terminal program of all PC’s 所有的PC中都有的标准终端程序
display of all messages/errors显示全部的信息/错误 full access to parameters 全面进入参数
full access to PLC and VAR 全面进入PLC 和VAR(变量)程序 full access to history monitor有权使用历史监视数据
连接PC用的电缆
连接电缆用两个9针的公头
接法:两端 2 和 3 对调,5接5 。
超级终端方式时各键的功能
移动光标或选择参数 输入数据时设置光标的位置 回车键,用于输入或激活选择或接收数据
输入数字或直接选择菜单
输入十六进制的数值
显示主菜单
刷新当前菜单,并切换到VT100 方式
刷新当前菜单,并切换到PHT 方式
DRW4.12/DRW4.14 – 50kg . 4.型号:Z6FC3
电机,测速编码器,同步开关
参考SEW的电机手册
电机的原理及解剖图
维护 : 每 两 年 更 换 电 机 的 轴 承 和 油 封 。
测速编码器Encoder
编码器的接线
编码器
注:连接电缆要求用“双绞屏蔽” 线,并且屏蔽要“两端接地”!
控制柜下半部分
主要部件:变频器 ,制动电阻;I/O接口
Movitools using WIN PC (freeware)
scope of functions功能: Parametertool修改参数 diagnostic scope诊断 graphic datalog趋势图记录 backup/Restore备份/回复 Onlinepanel在线画面
X17:联PHT或PC X16:模拟量输入 X14,15:模拟量输出
X11:WIB 总线-可选
X5,X6,X7:可选 WI1,WI2,WI3串口 RS323,RS422,RS485 或
TTY 数字量输出 X3的保险F2
CSC电源保险F1
开关,指示灯,螺丝
S2 复位按钮 LED 系统运行 S1 模式转换开关 可选的模拟量输出 X14的固定螺丝 CAN 通讯运行,故障灯 CAN 通讯终端电阻
Dosing to Perfection
2011 Huaxin
史密斯菲斯特转子秤培训
胡广武
售后服务经理
联系电话:13388050036 13902150363
QQ: 836223468
电子邮箱:huguwu@ huguwu@
2 2011-10-24
1.如何看电气接线图
CSC 故障处理指南
故障信息的显示
故障信息
故障复位键
故障信息 故障复位键
CSC故障处理指南(Troubleshooting Guide)
CSC故障处理指南(Troubleshooting Guide)
故障类型: S :称立刻停车。 M:故障信息(不影响当前的运行)。 P:可通过编程来决定其作用。 S1:第一组故障 S2:第二组故障
display of all messages/errors 显示全部信息/错误
calibration ,zero recording 静态标定,零点曲线(动态除皮)
no access to PLC and VAR 不能进入PLC的变量程序
no access to history monitor 不能看到历史监视数据
打开CSC的螺丝,4个
可选的模拟量输出 X15的固定螺丝
输入X2/输出X3的电源灯 CSC 电源灯
CSC内部
电池
模拟量输出3,4通道
串口
存储卡
CSC 常见故障
死机:运行灯RUN不亮了,PHT手操器无法连接。 可能的原因: 1.内部模拟量扩展卡烧坏,导致5VDC短路。 (拿掉扩展卡,送电测试。如果确认扩展卡已坏,就只能更换。) 2.CPU停止工作。 (按RESET键;有时可能V41-CPU接触不良,可用力按一下。)
back up and download of complete data file 上传/下载完整的数据文件
you can do everything , but not that comfortable 你可以做任何事,但不太方便
CSC 的接口
Wireless Feeder Access via Bluetooth通过蓝牙无线连接
WIN 系统的PC,可用使用CSC工具(授权软件)
software for WIN PC (using all COM and USB ports) 基于WIN系统的PC(用串口和USB端口)
display of all messages/errors显示全部信息/错误 full access to PLC and VAR 全权使用PLC和VAR程序 full access to history monitor有权使用历史监视数据
CSC History from Version V 5.00 CSC在V5.00版本以上,支持历史数据
Datalog
数据记录
Eventlog
事件记录
350,00 300,00 250,00 200,00 150,00 100,00
50,00 0,00
1400
1200
1000
800
Wx[t/h ] X[t/h ] B[%] YY[%] S1[t ] VAR62
“现场停车”按钮虚连,导致现场不能开机!
现场控制箱(内):CPI , CDMV , K5
CPI+CDMV
对应接线图
输入点对于CPI上的输入灯:0
1
2
3
4
CDMV 荷重传感器的放大器
荷重传感器
荷重传感器的参数
1.供桥电压:12VDC ,秤和仓重的一样。 2.灵敏的系数:2mv/v 3.额定荷重: DRW4.10 – 20kg ;
段码
26页.17段
页号
1.1 关于接线图
元件编号 元件型号
2.控制柜(上部)
5 2011-10-24
CSC 控制器
6 2011-10-24
CSC 连接端口,保险,电池
电池盖固定螺丝 3V电池(在里面) X12,13:模拟量输出
CANBUS2 : X9 与现场通讯; X10控制柜内通讯 X4:RS422 串口 X3:8位数字量输出 X2:8位数字量输入 X1:CSC的 24VDC电源
手操器的键盘说明
建立连接
回车键,用于输入或激活选择或接收数据
执行 报警或故障复位
输入数字或直接选择菜单
到主菜单 撤销
移动光标或选择参数 输入数据时设置光标的位置
PHT 手操器的显示格式
手操器只能显示4行,每行16个字母
菜单字头 参数的描述
数据的特性或参数设置
错误信息(如果存在)
CSC Tools using WIN PC (license software)
报警或故障复位
功能或指令放弃
功能或指令执行
超级终端的屏显格式
菜单字头 光标位置
菜单号
操作提示
节点号
错误信息
操作模式
如何建立超级终端?(windows操作系统自带的)
给连接命名
选择可以使用的串口
端口设置
9600 8
无
1
无
修改属性
选择“终端仿真”模式 – VT100
VT100
连接CSC
在PHT和VT100两种模式中切换:Ctrl +Y 到PHT手操器模式;Ctrl + X 到VT100模式。
Conditions条件: serial interface instead of keypad
串行接口代替操作面板
需要串口:USS21A或USB11A
CAUTION注意: IPOS file文件
连接变频器需要的接口
USS21A用于MDV60A系列
USB11A 用于MDX61B系列
中文手册
A-型变频器操作手册
CSC Tools using WIN PC (license software)
主画面
下载中…
在线数据显示
上传中… 趋势图
Learn to handle YOUR controller, have YOUR backup availablftware)
外部的原因:电源电压不稳。可以加UPS电源。
CSC 的显示模式
CSC控制器支持两种显示模式
手操器模式
VT100模式 (如超级终端)
4行显示,每行16个字母 25行显示,每行80个字母
PC超级终端连接
手操器
PHT手操器
standard delivery with equipment 与设备一同交货,一般两台秤共用一个 handling all parameters操作全部参数
back up and download of complete data file