SPHC钢板卷边裂原因分析
SPHC冷轧基板常见表面缺陷及其原因---good
Al 1. 93 1. 47
Si 15. 9 12. 3
Ca 19. 5 17. 2
Mn 1. 87 0. 85
Fe 1. 31 1. 59
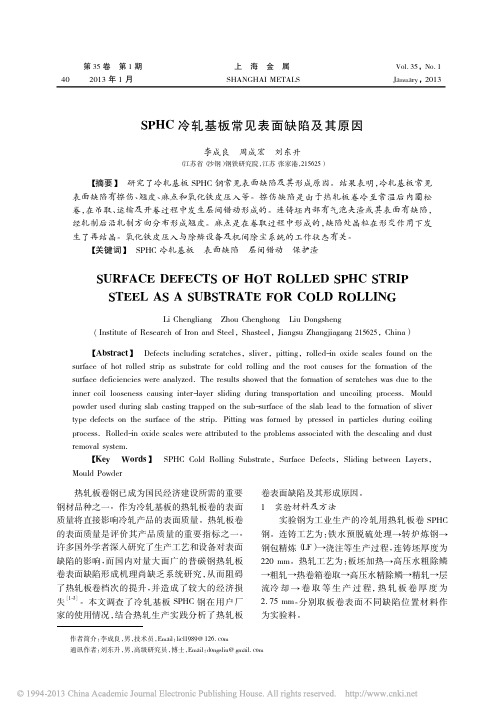
图 4 连铸坯侧面打孔试验
Fig. 4 Side punching tests on the continuously cast slab
2. 3 麻点
部发生形变,形成小凹坑。形变区域的晶粒在卷
利用真彩共聚焦显微镜观察缺陷处凹坑形 貌,如图 8 所示。用高度差测量软件测量不同位 置凹坑的深度,测量结果见表 3。
董欣欣[12-13]等 人 提 到 除 鳞 系 统 基 本 结 构 如 图 9 所示。高压水除鳞的简单机理为: 在高压水 的喷射作用下,钢坯表面氧化铁皮局部急冷,产生 很大的收缩,从而破坏表面氧化铁皮的连续性,产
李成良等: SPHC 冷轧基板常见表面缺陷及其原因
43
图 5 麻点缺陷形貌及显微组织
Fig. 5 Morphology and microstructure of pitting defects
和靠近基体侧的 FeO 层组成[8-10]。由于热轧工艺
和周围环境的不同,造成带钢表面氧化铁皮的结 构和厚度 会 有 很 大 的 变 化[11]。 热 轧 板 卷 酸 洗 后
【Key Words】 SPHC Cold Rolling Substrate,Surface Defects,Sliding between Layers, Mould Powder
热轧板卷钢已成为国民经济建设所需的重要 钢材品种之一。作为冷轧基板的热轧板卷的表面 质量将直接影响冷轧产品的表面质量。热轧板卷 的表面质量是评价其产品质量的重要指标之一。 许多国外学者深入研究了生产工艺和设备对表面 缺陷的影响,而国内对量大面广的普碳钢热轧板 卷表面缺陷形成机理尚缺乏系统研究,从而阻碍 了热轧板卷档次的提升,并造成了较大的经济损 失[1-3]。本文调查了冷轧基板 SPHC 钢在用户厂 家的使用情况,结合热轧生产实践分析了热轧板
钢板折弯开裂原因

钢板折弯开裂原因摘要钢板折弯常常会遇到开裂的问题,这不仅会导致产品质量下降,还会增加生产成本。
本文从钢板的材料性能、外力作用、折弯工艺等方面综合分析了钢板折弯开裂的原因,并提出了相应的解决方法。
引言钢板的折弯是金属加工过程中常见的一种形式,广泛应用于制造行业。
然而,钢板折弯过程中容易出现开裂的问题,给生产带来了困扰。
因此,深入研究钢板折弯开裂的原因,对提高产品质量和生产效率具有重要的意义。
材料性能对钢板折弯开裂的影响钢板折弯过程中,材料的性能直接影响着是否会出现开裂的问题。
以下是几个与材料性能有关的因素:1. 强度材料的强度决定了其折弯过程中的承载能力。
如果材料的强度过低,可能会导致在折弯过程中产生较大的应力集中,从而引发开裂。
2. 韧性材料的韧性决定了其对应变的能力。
如果材料韧性不足,容易出现在折弯过程中的应力集中区域出现裂纹,从而导致开裂。
3. 塑性材料的塑性指其在外力作用下发生塑性变形的能力。
如果材料的塑性不足,可能会在折弯过程中发生断裂而产生开裂。
外力作用对钢板折弯开裂的影响折弯过程中,外力的大小和方向对钢板开裂有很大影响。
1. 折弯力的控制折弯力的大小直接影响着钢板的应力分布情况。
过大的折弯力容易导致应力集中,从而引发开裂。
因此,在折弯过程中需控制好折弯力的大小,避免产生过大的应力。
2. 支撑方式的选择折弯前的支撑方式也会影响钢板的开裂情况。
合适的支撑方式可以减少钢板在折弯过程中的挤压和变形,降低开裂的风险。
3. 折弯角度的控制折弯角度对开裂的影响也非常明显。
较大的折弯角度会导致钢板变形加大,在应力集中区域易发生开裂。
因此,在折弯过程中需要控制好折弯角度,避免过大角度的折弯。
折弯工艺对钢板折弯开裂的影响折弯工艺的合理性对钢板的开裂问题有着重要的影响。
1. 模具选择和设计模具的选择和设计直接关系到钢板的形状和受力情况。
合适的模具能够均匀分布应力,降低开裂的可能。
2. 折弯顺序的安排多重折弯时,折弯顺序的安排也会影响开裂问题。
造成热轧卷板边裂的几种原因分析

造成热轧卷板边裂的几种原因分析
造成热轧卷板边裂的几种原因
1、脱氧不良、浇注异常。
2、铸坯待轧时过热过烧是翘边边裂的主要原因。
3、钢水残余元素铜含量超标。
4、板坯在均热炉的进出温度与时间。
5、铸坯表面横裂纹(包括深振痕)和边部细小纵裂纹,在加热和
轧制过程中不断扩展,钢液在凝固以及铸坯在冷却、均热、轧制、层流冷却和卷取等过程中的热应力、机械应力以及相变应力等作用力超过钢的塑性变形抗力。
6、钢坯内在缺陷、加热温度偏高及加热不均匀。
7、连铸坯皮下边部存在针孔状气泡,在加热过程中因表面金属氧
化,气泡暴露以及连铸边部存在角横裂等缺陷,角横裂和气孔在轧制过程中不能焊和而产生边裂。
2008年12月27日。
热轧低碳酸洗板冲压开裂原因分析
部晶
。 钢 部晶 较 的
钢边部冷却速度较快。反查终轧温度880 C、卷取 温度640 C的钢卷,未发现明显异常。
在对带钢表层进行金相(图2)观察时,发现带 钢操作侧出现粗晶现象,晶粒粗大的厚度达到 0.2 mm,如图2(c)所示。晶粒粗大的原因为带钢 轧制过程中表层终轧温度较低[],处于奥氏体和先
St
Mn
P
S
Ait
N
要求值
W5.555
W5. 52
5.2
W5. 51
W5.51
-
-
实际值
5. 5 35
0 01
5.2
5.51
0 008
0 04
W5. 552
2.2带钢组织分析 热轧酸洗深冲钢板的组织特征是铁素体等轴晶
粒+极少量渗碳体,铁素体组织及其晶粒度决定了 钢的伸长率和屈服强度。由于热轧低碳酸洗板含碳 量较低,基体中的渗碳体数量很少,对钢的塑性影响 不大。
5 客户使用跟踪 跟踪客户冲压使用情况,对冲压开裂样品表层、
带中进行金相分析,发现开裂批次样品的晶粒度为
9级左右,且晶粒大小不均匀,部分晶粒尺寸达到 30 |xm,如图3所示。推断晶粒粗大的原因可能与 终轧温 控制 关。
低碳酸洗板在形变诱导铁素体相变温度Ad.以 上进行轧制时,变形过程发生的组织变化以奥氏体
情况是2 250产线和1 580产线在生产SPHC - P酸
洗板 采用前段集中冷却模式,符合轧后快速冷
。
综上所述,只有在Ag - Ad.范围内轧制时,才能
产生
SPHC冷轧板带边裂原因分析

a n tpwit b d sn o l gw t uni rrl . l gsi dh yaj t gcoi a r atyf o s o r ui n eq to l
Ke o ds: o d —r ln yW r cl olig; s e tsrp;e ge c a k;r a o h e ti d rc e s n;a a y i n l ss
摘要 : 对唐 钢 18 5 0线 S HC冷轧板带 出现边裂 的钢卷进行 了分析 , 为板带边部 晶粒较粗大 , P 认 且存 在三
次渗碳体是造成边裂 的主要原 因。终轧 温度 由 80℃提高 到 8 0℃ 、 5 9 卷取温度 由 6 0℃降至 60℃, 6 1 并
通过调整轧辊的冷却水量 降低板 宽方向的温度差 , 大大减少 了板带的边裂缺陷 。
轧 影 响很大 , 容易 出现 断带等 质量 事故 。因此 , 钢 在 卷 质 检 、放行 工序 对其 进行 控 制 一般 不 会进 入 冷 轧
后 道工 序 。但边 部完 好 的热 轧板 带有 时经 过 冷轧 后 也 会产 生边 裂 现 象 , 重 的 带 钢边 部 全 长 均 呈 锯 齿 严 状 。本 研究 试验 探 寻 了板 带 产 生 缺 陷 的原 因 , 过 通 调 整热 轧工 艺 参 数 , 一 定 程度 上 减 少 了板 带 的冷 在
SPHC-1含硼钢铸坯角裂纹原因及改进

总第270期2018年第6期H E B E I M E T A L L U R G YTotal No. 270 2018 , Number 6SPHC-1含硼钢铸坯角裂纹原因及改进杨志刚,黄伟卵,陈四平(德龙钢铁有限公司技术中心,河北邢台054009)摘要:针对2016年客户对含硼钢S P H C-1需求量大、连续生产期间出现的铸坯角裂纹,对角裂纹产生原因进行了分析。
经过生产试验,降低钢中的硼、氮含量,采用弱冷却方式,提高拉速,铸坯的角裂纹大幅降低,保证了订单的按时交货。
关键词:含硼钢;铸坯;角裂纹;改进中图分类号:TF777. 1文献标识码:B 文章编号:1006 -5008(2018)06-0053 -03 doi:10. 13630/j. cnki. 13 - 1172.2018.0614CAUSE AND IMPROVEMENT OFSLAB CORNER CRACK OF BORON STEEL SPHC - 1Y a n g Z h ig a n g,H u a n g W e ili,C h e n S ip in g(Technical center of Delong Iron & Steel C o.,L td.,Xingtai,Hebei,054009)Abstract:In view of the large demand for boron containing steel SPHC - 1in 2016 and the occurrence of billet corner cracks during continuous production,the causes of corner cracks were analyzed. After the production test, the corner cracks of the cast billet were greatly reduced by reducing the boron and nitrogen content, adopting weak cooling mode,and improve the drawing speed,which ensures the timely delivery of the order.Key Words:boron containing steel;slab;corner crack;improvement0 引言进入2016年度,冷轧市场比较乐观,在国家政 策的支持下,大部分冷轧厂产品出口订单较多,出口 热轧低碳钢S P H C要求加入微量硼来满足退税政 策、达到粗化晶粒冷轧顺利轧制的作用。
SPHC产品冲压开裂原因分析及改进措施

SPHC产品冲压开裂原因分析及改进措施
葛允宗;胡盛凯;王晓飞;王佳明
【期刊名称】《宽厚板》
【年(卷),期】2024(30)1
【摘要】针对下游客户提出的SPHC产品冲压开裂问题展开分析、讨论,结果表明:从问题试样断口处检测出的夹杂物为开裂直接原因。
夹杂物含有结晶器保护渣特有元素K、Na,证明其来源于结晶器保护渣;浇注中结晶器液面存在波动情况。
通过实施相关措施及6个月验证,有效降低了SPHC产品由夹杂物原因导致的改判率,使其质量得到改善。
【总页数】4页(P38-41)
【作者】葛允宗;胡盛凯;王晓飞;王佳明
【作者单位】宁波钢铁有限公司
【正文语种】中文
【中图分类】TG3
【相关文献】
1.热轧汽车结构用SPHC冲压开裂原因及对策分析
2.电视背板用3104铝合金冷轧带材冲压开裂的原因分析与改进措施
3.基于网格应变技术的后轮罩冲压开裂原因分析及改进措施
4.430不锈钢BA板冲压开裂原因分析与改进措施
5.深冲用SPHC 钢开裂原因分析及改进措施
因版权原因,仅展示原文概要,查看原文内容请购买。
SPHC边部缺陷分析

部的位置与板坯上纵裂和凹陷的距离类似,约有 10~25mm。但裂纹不是很直。
图 7 中(b)图,黑线的左侧是粗轧一道轧制前,黑线右侧是轧制后。在边
部可以清楚的看到轧制的前后,板坯的边部始终存在一条明显的裂纹。
裂纹处
(a)粗轧轧制一道后
(b)粗轧轧制中和前板坯边部情况
图 7 粗轧经轧制一道前后的中间坯边部情况图
为了追踪是否为热轧过程中立辊产生,对现场存放的中间坯近距离观察, 发现其中正好有一块粗轧第一道次未轧制完的中间坯。
在粗轧经过一道次轧制后的中间坯的边部上表面出现明显的裂痕,对其进 行现场数码拍照,见图 7。
凹陷处
裂纹处
(a)
(b)
图 6 铸坯的边部缺陷图
图 7 中(a)图在粗轧经过一道轧制后,边部出现间断纵裂纹,而且距离边
(3) 该缺陷断续出现,无规律性,而且长短不一,缺陷宽度约为1mm左右; (4) 镀锌板缺陷处酸洗后出现了两种不同的情况,一种是有手感但是无 异色的间断线状缺陷,类似于划伤;一种是存在黑褐色无手感的线状缺陷。 目前国内关于镀锌板边部出现这种间断性挂锌的研究较少。武汉科技大学 利用省部共建教育部重点实验室针对冷轧板边部出现的线状缺陷进行了研究。 通过对热轧和冷轧的每一道次进行跟踪拍照,观察其宏观形貌,根据实际需要 取样分析,将所取试样抛光,用XL30TMP扫描电镜和PHOENIX能谱仪进行分析。 根据取样的形貌,将该缺陷分成了两种“黑线”和“亮线”。研究表明: (1)“黑线”缺陷在热轧板和冷轧板上有良好的对应关系。“黑线”的形 成与钢中夹杂物有直接关系,以化合物形式存在的夹杂物主要有Al2O3、MnO和 TiO2,其在轧制过程中不易发生形变,在钢板表面留下划痕或粗糙斑痕,热轧 时,氧化铁皮容易压入其中,冷轧时,形成表面缺陷——“黑线”; (2)“亮线”的形成主要是气泡与夹杂共同作用的结果,夹杂主要含Al、
SPHC冷轧板带边裂原因分析

看到,优化 精 炼 造 渣 制 度 以 及 增 加 软 吹 时 间 后,LF
夹杂物粗大或夹杂元素含量高; 板带的塑性低,且晶 界上析出三次渗碳体( 提高钢板卷取温度,降低层 流冷却强度是解决该问题的有效措施) ; 热轧温度 制度控制不当。
( 2) 冷轧问题,主要是冷轧负荷分配不均匀等。 针对冷连轧过程中板带产生的边裂,首先从酸轧设 备状态和轧机控制系统入手查找原因,当酸轧设备 状态比较稳定,轧制参数未见明显异常。选取唐钢 未出现边裂的 1700 生产线与出现边裂的1580 生产 线进行对比,分析板带产生边裂的原因,因为在轧制 1700 线供料、同样规格( 0. 38 mm × 1 000 mm) 产品 时,采取的轧制规程和其它参数都不变,并且没有出 现边裂。因此,排除了酸轧设备状态和轧机控制引 起的板带边裂。出现边裂钢卷的化学成分,如表 1 所示。
成分不是 1580 线供酸轧原料生产 0. 38 mm × 1 000
对 1580 线和 1700 线生产的 SPHC 钢卷边部做
46
河北冶金
金相组织分析,见图 2。
2011 年第 10 期
图 2 SPHC 钢卷的边部金相组织对比
Fig. 2 Contrast of metallographic structure of edge part of SPHC steel coil
均软吹 Ar 时间提高了 2 min。
渣制 度 后 ,钢 包 渣 结 块 现 象 消 失 ,脱 S 率 提 高 了
表 2 统计了 45 炉不同造渣方式下脱 S 率、钢水 20. 47% ,优化后钢水可浇性得到明显改善,铸坯质
和铸坯平均 T[O]及钢中[Als]。从表 2 和图 2 可以 量得到提高。
料的成分比较接近,1580 线供酸轧原料的夹杂元素 产品硬度有所帮助。
SPA-H钢冷弯开裂的控制措施

SPA-H钢冷弯开裂的控制措施
SPA-H是一种低碳低合金结构钢,广泛应用于集装箱板的生产。
SPA-H集装箱板在制造过程中最常见的缺陷是冷弯开裂,冷弯性能不合将直接影响产品质量和经济效益。
分析其原因:
钢板表面分布大量球状氧化铝夹杂物是造成冷弯开裂的主要原因,这些夹杂物与金属界面发生分离,在周围逐渐形成显微孔洞,孔洞随着变形过程不断长大、联接,最后形成大的裂纹或金属与金属之间分离形成分层,导致冷弯性能变差,直至开裂。
控制措施为:
1、加快钢液在凝固时的冷速,减缓元素偏聚的程度,使偏聚的浓度差减小,特别快冷时间可能达到无偏聚状态。
2、轧制加热时,根据生产实际尽量采用较高的均热温度和较长的均热时间,这样有利于溶质元素的扩散,使成分趋向于均匀,从根本上防止带状组织生成。
3、轧制钢板时,采用高温大变形量的热轧让溶质元素的偏聚带被压扁拉长成带状,使得溶质富集区与溶质贫化区的间距减小,促使奥氏体区的成分均匀化,使富溶质区与贫溶质区之间的浓度差减小而不容易形成带状。
4、控制在奥氏体区加工或热处理后的冷却速度,在溶质浓度仍然存在带状分布的情况下,增加冷却速度使溶质富集区在形成珠光体之前完成奥氏体—铁素体相变,避免生成铁素体/珠光体带状组织,减轻钢板表面带状组织。
5、SPA-H钢对钢中氧含量比较敏感,采用铝脱氧方式,SPA-H钢中氧化物夹杂大部分以氧化铝形式存在。
因此可通过控制钢水中全氧含量,减少钢板基体中氧化铝夹杂物。
SPHC钢热轧板卷破边成因及防治措施

第46卷 第6期 2011年6月钢铁Iron and SteelVo l.46,N o.6June 2011SPHC 钢热轧板卷破边成因及防治措施高新军1,2, 张小欢1, 李 阳1, 张家泉1(1.北京科技大学冶金与生态工程学院,北京100083; 2.安钢第二炼轧厂,河南安阳455004)摘 要:针对安钢热连轧SP HC 钢在轧后出现的严重破边现象,对热轧板卷破边的成因及防治措施进行了研究。
从机制认识出发,结合金相检验、扫描电镜分析、成分分析等方法,对破边缺陷的特征及成因进行了分析。
结果表明,热轧板卷破边可能与板坯角部表观质量没有直接关联,钢中M n/S 比偏低及加热温度偏高也将导致热轧板卷破边缺陷严重。
据此,从生产工艺上改进,提出相应的解决措施并取得明显效果。
关键词:热轧板卷;破边缺陷;M n/S 比;加热温度文献标志码:A 文章编号:0449 749X(2011)06 0096 04Mechanism and Countermeasures of the Edge CrackDefect in Hot Rolled Coils of SPHC SteelGAO Xin jun1,2, ZH ANG Xiao huan 1, LI Yang 1, ZH ANG Jia quan1(1.Schoo l of M eta llur gical and Ecolog ical Engineering ,U niv ersit y of Science and T echno log yBeijing,Beijing 100083,China; 2.T he Second Steelmaking P lant,A nyangIr on and Steel Coo per ation,Anyang 455004,H enan,China)Abstract:T he mechanism and countermeasures of the edge crack defect in hot r olled coils are studied fo r the ser ious edg e cr ack defect in SPH C g r ade hot ro lled coils of A ny ang Steel Plant.T he character istics and mechanism of edg e cr ack defect w er e inv est igated by the means of met allog raphic inspection,SEM analy sis as well as chemical composi tion analysis.T he results show that the coil edg e cr acks may no t be directly pr oduced fr om the co rner defects o f slabs.T he lo wer M n/S ratio in steel compositio n and higher heating temper ature o f the reheating process can also be the main r easo ns fo r the coil edg e cracks defect.T he relevant counter measur es w ere put forw ar d according ly which help eliminate the defect effectively.Key words:ho t ro lled coils;edge crack;M n/S ratio ;heating up temperature作者简介:高新军(1968 ),男,高级工程师; E mail :slabccshop@; 收稿日期:2010 08 10安钢自2007年8月在1780mm 热连轧生产线上进行SPH C 钢的生产以来,边部裂纹曾一度是生产中遇到的主要质量问题。
钢板表面裂纹原因分析及控制措施

钢板表面裂纹原因分析及控制措施摘要:本文针对某单位钢板表面出现裂纹的问题,通过对缺陷钢板取试样进行金相检测分析,造成钢板表面裂纹的主要原因是结晶器液面波动大铸坯振痕深,Nb的氮化物和碳化物从铸坯晶界析出,铸坯矫直时表面温度在脆性温度区容易产生裂纹,冬季铸坯热送冷却过强造成裂纹扩大。
并制定了控制结晶器液面波动范围、优化合金、改善铸坯冷却和铸坯缓冷的措施,降低铸坯表面裂纹发生的概率。
关键词:钢板;表面裂纹;铸坯冷却1前言钢板表面裂纹是最常见的中厚板缺陷之一,不仅影响其物理性能,而且在使用过程中钢板裂纹缺陷延伸,给客户带来较大的麻烦。
表面裂纹有表面星状裂纹、边部裂纹、纵向裂纹和横向裂纹等,产生原因除了轧制控制不当外,还有铸坯材质自带裂纹缺陷,在轧制过程中遗留到钢板上。
国内外许多冶金工作者对钢板表面裂纹做了大量研究工作,也取得了很多效果[1-3]。
本文以某公司生产的中厚板表面裂纹为研究对象,通过对裂纹部位取样金相检验和铸坯扒皮检查,分析出了产生裂纹的原因,并制定了对应的措施。
该公司钢板的生产流程是钢水从转炉到精炼炉,从精炼炉到连铸机浇注成铸坯,铸坯送到中厚板进行轧制成一定规格的钢板。
2试验过程2.1宏观检测检测牌号Q355B厚度200mm的钢板,在距边部200mm-300mm处分有多出裂纹缺陷,取样酸洗后缺陷较明显,呈多个舌头状,根部与钢板基体相连。
宏观形貌见图1。
图1 试样宏观形貌2.2金相检验取与轧制垂直截面 (与裂纹方向垂直) 试样进行分析,裂纹由表面向钢板内部延伸 210um,后沿与表面平行继续延伸,裂纹缺陷附件可见大量二次氧化颗粒。
内部组织为铁素体和珠光体,晶粒度8.5级,缺陷处组织铁素体、珠光体和部分贝氏体,裂纹缺陷处空间明显脱碳。
见图2、图3、图4所示。
图2 试样组织照片(50X)图3 试样组织照片(100X)图4 试样组织照片(500X)2.3铸坯扒皮分析对裂纹钢板对应铸坯表面扒皮,扒皮深度2mm-5mm处有表面横向微裂纹,铸坯宽度方向四分之一位置较多。
卷材开裂原因分析及防治措施

卷材开裂原因分析及防治措施
一、现象:
沿预制板支座、变形缝、挑檐处出现规律性或不规则裂缝。
二、原因分析:
1)屋面板板端或屋架变形,找平层开裂。
2)基层温度收缩变形。
3)吊车震动和建筑物不均匀沉降。
4)卷材质量低劣,老化脆裂。
5)沥青胶韧性差,发脆,熬制温度过高,老化。
三、防治措施:
在预制板接缝处铺一层卷材作缓冲剂;作好砂浆找平层;留分格缝;严格控制原材料和铺设质量,改善沥青胶配合比;控制耐热度和提高韧性,防止老化;严格认真操作,采取撒油法粘贴。
治理方法:在开裂处补贴卷材。
SPHC热轧板卷边部黑线成因分析

洗 —5 道次冷连轧 —退火 —平整 —包装出厂 , 部
分以轧硬卷交货 。
SP HC 热轧实行“三高一低”工艺 ,即加热温
度 H T ≥1200 ℃,精轧开轧温度 F Ts ≥1020 ℃,终 轧温度 F Tf ≥860 ℃,卷取温度 C T ≤600 ℃,以使 AlN 在高温时固溶析出 ,在快速低温卷取中避免
由于热轧板产生黑线的影响因素较多 ,既有 铸坯边角部缺陷带来的问题 ,也有热轧 、冷轧生产
过程中产生的 ,为此进行了系统全面的分析工作 , 最后基本消除了黑线缺陷 。
2 SPHC 热轧板卷边部黑线缺陷特征
SP HC 板卷边部黑线缺陷一般发生在距边部 10mm 处 ,沿轧向平行于板卷边部 ,长度不等 ,有 时断续出现 。该缺陷有 2 种类型 ,一种是敞口型 缺陷 ,带有缺陷的 SP HC 热轧板卷经酸洗后 ,在 酸洗板的下表面沿轧向呈敞口线条状 ,如图 1a 所 示 。另一种是闭口缺陷 ,对原板酸洗后检查 ,未发 现明显缺陷 ,但是在冷轧到第 3~第 5 道次后开 始出现线状缺陷 (如图 1b 所示) ,而在相同冷轧工 艺条件下其他原板并无此问题 ,这表明该缺陷不 是冷轧工序引起的 。此缺陷严重影响冷轧产品的 成材率 。
其析出 ,而在冷轧后的退火过程中慢慢析出 ,以抑
制不利织构而促进有利织构的形成 。
冷轧工艺的要点是采用大压下量和良好的润
滑 ,以产生强的有利织构 ,为下一步退火产生高的
退火织构创造条件 。退火时 ,得到更强的{111}织
构 ,从而使钢板得到优良的冲压性能和成型性能 。
本次出现黑线缺陷的产品 ,其热轧 、冷轧和退火工
Analysis on the Mechanism of Edge Black Line Defect on the SPHC Hot Rolled Strip
边部组织及切边工艺对低碳系SPHC热轧卷冷轧边裂的影响

程中带钢边部温降过大导致边部 出现粗大 晶粒 并伴 有混 晶以及边部剪 切参数不 匹配导致 的切边质 量不 佳是 导致低碳系 S P H C热轧卷冷轧边裂 的原 因。调 整精轧冷却水系统喷嘴 以及合理 匹配剪切 参数后 , S P H C热轧 卷冷轧边裂缺陷得到有效解决 。
关键词 低碳系 S P HC 边裂 晶粒粗 大 混晶 切边参数
S t e e l S PHC d u r i n g Co l d Ro l l i n g P r o c e s s
WA NG I j n YU Ya n g W ANG C h a n g CHE N J i n 2 J I AO Hu i l i
r e a s o n s f o r e d g e c r a c k d e f e c t .B y a d j u s t i n g n o z z l e s o f c o o l i n g w a t e r s y s t e m o f i f n i s h i n g t r a i n a n d
r e s u l t e d f r o m e x c e s s i v e t e mp e r a t u r e d r o p i n t h e e d g e re a a d u i r n g i f n i s h i n g oi r l i n g p oc r e s s ,a s we l l a s t h e p o o r e d g e t r i mmi n g q u a l i t y wh i c h w a s c a u s e d b y mi s ma t c h o f e d g e t i r mmi n g p ra a me t e r s w e r e he t
热轧汽车结构用SPHC冲压开裂原因及对策分析

从 金相 检 测 结 果 来 看 , 公 司 此 批 次 S H 本 PC
整 板板 宽方 向存 在混 晶现象 。
开裂处 和 未开 裂 处 金相 组 织 基 本 一致 , 但从 零件 形状来 看 , 裂 部位 的变 形 量 是 整个 零 件 变 开 形最 大 的地方 , 对材 料要 求最 高 , 当材料 出现 混 晶
当有混 晶 的钢 铁材 料 变 形 时 , 由于 粗 大 的 晶 粒 屈 服强度低 , 首先产 生屈 服现 象 , 错运 动机 制 位 开动 ; 但是 细小 的 晶粒 此 时并未 屈服 , 位错 滑移 机 制没 有开通 , 时 , 错 滑移到 粗 晶和细 晶 的晶界 这 位
Ke y wor : u o o ie s ̄ cu a t e ; r c n mi e r i ds a tm b l ta t r lse l c a kig; x d g an
热轧 低碳 铝镇静 钢 S H P C是 目前普 遍 使 用 的
一
类产品, 是通 过 控制 AN 在热 轧 过 程 中 的 固溶 1 (<11 /N 的 发 展 从 而 获 得 良好 的 冲压 性 1 >/ D)
Aut m o ie S r c ur lSt e PH C o b l t u t a e lS
Yn S e g Pe n a Li e i i h n iXihu u Xu we
( eh o g etr f i a o T c nl yC ne s nI n& Sel o , aj g 1 0 9 o o Me h r te C . N ni 0 3 ) n 2
进行 了分析 , 结果表 明热轧 S HC整 卷 板 宽方 向存在 混 晶是造 成 开 裂 的主 要 原 因。针 对 热 轧 P SH P C的混 晶原 因进行 了探 讨 , 并提 出了对 策措施 。
SPA-H耐候钢边部裂纹缺陷的原因分析及改进措施

李 晓 倪 有金 刘晓翠 刘 志 蔡阿 云
(北京 首钢股 份 有 限公 司 )
摘 要 针对 SPA—H耐候钢边部裂纹 缺陷的宏观特征和微观 特征 进行了分析 。结果表 明,带钢边部裂 纹缺 陷表面主要是 由氧化铁皮构 成 ,截面带有一定的延伸 裂纹 ,且 裂纹 附近 有一定 的氧化 质点 。通 过排查 轧制 温度 、加热制度和板坯质量等 因素 ,最终 确定 SPA-H 耐候钢边部裂纹 缺陷是 由板坯裂纹遗传所致 。通 过采 取板坯停止热送 、定期标定结 晶器锥 度 、定期检查板坯 断面情况 以及提 高 出钢 温度 等措施后 ,有效控 制 了 SPA—H 耐候钢边部裂纹缺 陷。 关键词 边部裂纹 耐候钢 板 坯裂纹
SPA.H 是 通 过 添 加 铜 来 改 善 钢 材 的耐 蚀 性 能 的一种 耐候 钢 。一方 面 ,铜 能起 到活化 阴极 的 作用 ,促 进 钢 阳极 钝 化 ,减 缓 腐 蚀 ;另 一 方 面 , 钢在 腐蚀 过程 中表 面会 形成 一层 富铜层 ,在 钢 的 表 面腐蚀 层 与 富铜层 之 间有致 密 、附着 性强 的 中 间层 ,可缓解 钢 的腐蚀 ¨ 。
1.2 微 观特 征 通过 电镜对 SPA.H 耐 候 钢 边 部 裂 纹 缺 陷 进
行观 察 ,结 果 见图 1。
(a) 表 面 ;(b) 截 面
图 1 SPA—H 耐 候钢 边部 裂 纹缺 陷微 观形 貌
由图 】可 见 ,SPA-H 耐候 钢 边 部 裂 纹 表 面 可见 明 的线 条状 凹坑 ,并具有 一定 的深 度 。从 截面 上来 看 ,线 条状 凹坑处 具有 一 定 的深 度 ,并 沿着 一侧 向基 体 内延伸 ,延伸 的裂纹 附 近 可见 比 较 明显 的氧化 质点 。裂纹 与带钢 表 面 的距 离 范 围 为 62~147 Ixm。
SPHE热轧卷板边裂缺陷分析

首次 S P H E总 共 生 产 4炉 钢 , 每 炉 钢 热 轧 完 毕
后 均 出现不 同程度 的边 裂 现 象 。从 宏 观 上看 , 存 在 边 裂 的钢卷边 部 参 差 不 齐 , 宽 度 方 向侧 边 呈 连 续 或
3
边 裂 成 因 分 析
3 . 1 化 学成 分分 析
间断 的树 皮 状或 锯 齿 状 , 肉眼 观 察 某些 裂 边 板 侧 边 附近 的表面 伴有 不规 则 的裂 纹 , 见图 1 。
出现边裂 的 S P H E卷板 的化 学成 分见 表 1 。
收 稿 日期 : 2 0 1 3— 0 9—2 0
总第 2 1 5期
S P H E热 轧卷 板 边 裂 缺 陷分 析
王 宁 , 金 召 磊
( 唐 山 国 丰 钢铁 有 限 公 司 技术部 , 河北 唐山 0 6 3 3 0 0 ) 摘要 : 介 绍 了 国 丰 生产 的 S P HE热 轧 卷板 边 裂 的 形 貌 特 征 , 从卷板 的化学 成分 、 晶粒 度 及 夹 杂 物 方 面 分 析 了 边 裂 缺 陷 产 生 的原 因 , 认 为 卷 板 成 分 中硫 含 量 偏 高 、 Mn / S 比偏 低 是 造 成 裂 纹 缺 陷 的 直 接 原 因 , 提 出 了 控 制 措 施 。实 施 后 , S P H E热 轧 板 生 产 中未 出 现 边裂 现 象 。 关键词 : S P HE热 轧 板 ; 边部裂纹 ; 成分 ; 晶粒 度 ; 控 制 中 图分 类 号 : T G 3 3 5 . 5 文献标识码 : A 文章编号 : 1 0 0 6— 5 0 0 8 ( 2 0 1 3 ) 1 1 — 0 0 2 4— 0 3
钢材裂纹延伸的原因

钢材裂纹延伸的原因
钢材裂纹延伸的原因可以有以下几点:
1. 材料性能不足:钢材在制造过程中,如合金成分、冷处理工艺等不符合要求,导致材料强度、韧性等性能不佳,容易发生裂纹并延伸。
2. 负荷作用:钢材在使用中受到的负荷作用可能引起应力集中,如果该应力超过了材料的强度极限,就会导致裂纹的发生和延伸。
3. 环境腐蚀:钢材在潮湿、酸碱等腐蚀环境中,会发生腐蚀作用,使钢材表面产生氧化膜、麻点锈等缺陷,进而加速裂纹的生成和扩展。
4. 焊接缺陷:钢材在焊接过程中,如果焊接质量不好,如焊接工艺参数不合理、焊接材料不合适等,容易出现焊接缺陷,这些缺陷会成为裂纹扩展的起点。
5. 材料疲劳:钢材在经历多次负荷循环后,容易出现疲劳损伤,即裂纹从材料表面开始扩展,最终导致材料破裂。
综上所述,钢材裂纹延伸的原因包括材料性能不足、负荷作用、环境腐蚀、焊接缺陷和材料疲劳等。
为了减少裂纹的发生和延伸,需要进行合理的材料选择、加工工艺和使用环境控制,同时进行定期检测和维护。