手机屏蔽罩开模工艺性要求精编版
屏蔽罩生产工艺

屏蔽罩生产工艺屏蔽罩是指通过一系列加工制造工艺加工而成的用于屏蔽电磁波的罩体。
它广泛应用于电子设备、通信设备、航天航空设备等领域,用于保护内部电子元器件不受外界电磁波的干扰。
屏蔽罩的生产工艺主要包括材料选择、加工制造、表面处理和质量检测等环节。
首先是材料选择。
常见的屏蔽罩材料有铁、铁氧体、镍、铝、铜等,根据不同的应用领域和屏蔽效果要求选择合适的材料。
一般情况下,铁和铁氧体材料的屏蔽效果较好,但重量较大,适用于对重量要求不高的设备;铝和铜材料的重量轻,但屏蔽效果相对较差,适用于对重量要求较高的设备。
其次是加工制造。
屏蔽罩的制作工艺有多种,常见的有冲压、剪裁、焊接和涂覆等。
冲压是将金属板材通过模具分割成预定形状的工艺,常用于制作屏蔽罩的外壳。
剪裁是将金属板材按照规定尺寸切割成所需形状的工艺,常用于制作屏蔽罩的内部结构。
焊接是将金属板材通过高温将其表面熔化并连接在一起的工艺,常用于制作较大屏蔽罩的组装。
涂覆是在金属表面涂覆一层特殊的涂层,以提高其屏蔽效果。
在整个加工制造过程中,需要严格控制材料的尺寸、形状和厚度等参数,确保屏蔽罩的质量。
再次是表面处理。
屏蔽罩的表面处理通常包括除油、除锈、喷漆等工艺。
除油是将金属表面的油污清除,以确保涂层能够附着在金属表面;除锈是将金属表面的氧化层清除,以提高涂层的附着力;喷漆是在金属表面涂覆一层漆膜,以提高屏蔽罩的外观和耐腐蚀性。
最后是质量检测。
屏蔽罩在生产过程中需要进行多项质量检测,以确保其符合相关的标准和要求。
常见的检测方法包括外观检查、尺寸测量、屏蔽效果测试等。
外观检查主要检查屏蔽罩的表面是否平整、无瑕疵和划痕;尺寸测量主要测量屏蔽罩的尺寸是否符合设计要求;屏蔽效果测试主要测试屏蔽罩对电磁波的屏蔽效果是否符合要求。
综上所述,屏蔽罩的生产工艺包括材料选择、加工制造、表面处理和质量检测等环节。
通过严格控制每个环节的工艺过程,可以制造出符合要求的高质量屏蔽罩。
屏蔽罩工艺流程11
生产部门接到生产指令单后生产
• 生产 1.按指令单要求领料 2.将材料传送模具内,通过冲床压力的几次折弯剪裁 通过冲床压力的几次折弯剪裁,使材料按照模具预期设计的方向 发生变形,导致工件的成型。 3.模具调试后交IPQC做首件判定 ,OK由 QC QC发出首件单,首件单须按检查指导书的所有 检查项目进行检测判定并留下首件样板签名确认后方可开机生产,首件单需填写产品 检查项目进行检测判定并留下首件样板签名确认后方可开机生产 编号﹑生产批次号﹑生产日期﹑检测项目﹑ ﹑判定结果﹑检查员等,以方便后续追溯。 4.生产过程中,开机员必须佩带手指套作业, ,时常自检(目视工件表面是有模印﹑刮花 ﹑平面变形﹑缺料等外观不良),每生产1000PCS 1000PCS装一筐,填写流程管理票交品质员 确 认,如发现异常须通知品质人员判定处理 如发现异常须通知品质人员判定处理。 5.IPQC必须每隔10~20分钟按检查指导书之检查项目对工件进行全面检测 分钟按检查指导书之检查项目对工件进行全面检测,每次抽检 50PCS,且对检测结果每两小时做一次书面记录报告 且对检测结果每两小时做一次书面记录报告,如发现不良应立即停机要求改 善,并对已生产出不良品按时间段进行拒收隔离 并对已生产出不良品按时间段进行拒收隔离,必要时可继续追溯到上个时间段确 认,避免让不良隐患流入下工序。生产正常 生产正常,则在流程管理票上盖章确认流入下工序。
屏蔽罩作业指导书

7)用专用胶蓝装产品。
8)正常生产时手不入模具,注意人身安全。
1)产品不可有划伤。缺料,变形,少孔,压伤,等现象。
2)尺寸要符合图纸。
3)生产过程不得添加线割油或冲压油,允许放少量酒精,但要保证产品清洁,不得有脏污。
4)良品装入专用蓝色硬胶蓝子,产品重叠不得超过1/4蓝
5)产品平面度严格按0.1mm管控,由操作员负责检测,要求每50PCS检测一次。品质人员负责定时抽检,抽检出平整度不符合图纸要求的,对当批次标识隔离需要全检
自
主
管
理
品质重点
判定基准
测定器
周期
使用设备
冲压机,调平机
表面模样
划伤损坏变形毛边异物锈腐蚀颜色
肉眼检查
外观
15分钟/1次
安
全
管
理
1)在机器转动前确认安全装置是否正常
2)开机后,禁止把手放入治具内部
使用材料
自制模具图纸公差尺 Nhomakorabea内卡尺,塞规
首件确定
品名
屏蔽罩/框(通用)
深圳市赛能精密五金有限公司
屏蔽罩/框冲压通用作业指导
登录编号
HR-MI-PZ-01
制定
审核
批准
CODE NO.
制定
2014-10-07
蒙定明
工程
冲压
改定
A0
作业顺序
略图
品质要求
1)装夹模具并调整好角度和深度。
2)卷财需要调平工序。
3)规范调试送料器。
4)材料送入模具冲压。
5)冲首件自检合格后送IPQC确认。
屏蔽罩加工的执行标准
屏蔽罩加工的执行标准屏蔽罩加工的执行标准一、概述本标准规定了屏蔽罩加工过程中的材料选择、尺寸精度、表面处理、屏蔽效果测试、安全性检验、可靠性测试、环境适应性评估、标识与包装、质量保证等方面的要求。
目的是确保屏蔽罩的加工质量符合相关要求,以达到良好的屏蔽效果和安全性。
二、材料选择1.屏蔽罩的材料应选择导电性能良好、耐腐蚀、抗氧化、机械强度高的金属或非金属材料。
2.根据具体应用场景和需求,选择适合的屏蔽材料,如铜、铝、不锈钢等。
三、尺寸精度1.屏蔽罩的尺寸应严格按照设计图纸要求进行加工,确保精度。
2.尺寸精度应符合相关标准,如±0.1mm以内。
四、表面处理1.屏蔽罩的表面应进行防腐蚀处理,如镀锌、喷塑等。
2.表面应光滑、平整,无划痕、毛刺等缺陷。
3.涂层应均匀,色泽一致,无明显色差。
五、屏蔽效果测试1.屏蔽罩的屏蔽效果应符合相关标准,如对电磁波的衰减率大于80%。
2.屏蔽效果可通过专业测试设备进行检测和评估。
六、安全性检验1.屏蔽罩应经过安全性检验,确保在使用过程中不会对人体造成伤害。
2.安全性检验包括机械强度、电气性能等方面的测试。
七、可靠性测试1.屏蔽罩应进行可靠性测试,以确保在正常工作条件下长时间稳定运行。
2.可靠性测试包括耐候性、耐腐蚀性、抗疲劳性等方面的测试。
八、环境适应性评估1.根据具体应用场景,对屏蔽罩进行环境适应性评估,以确定是否适合在特定环境下使用。
2.环境适应性评估包括温度、湿度、化学腐蚀等方面的测试。
九、标识与包装1.屏蔽罩上应清晰标注产品名称、规格型号、生产日期等信息。
2.包装应符合防震、防潮、防尘等要求,以确保产品安全送达目的地。
十、质量保证1.加工企业应建立完善的质量保证体系,确保屏蔽罩加工过程中的质量控制和质量监督。
2.每道工序完成后,应对产品进行质量检查和记录,发现问题及时处理。
3.对不合格产品进行追溯和原因分析,采取有效措施防止问题再次发生。
4.定期对生产设备进行检查和维护,确保设备运行正常。
手机PCBA屏蔽罩设计参考
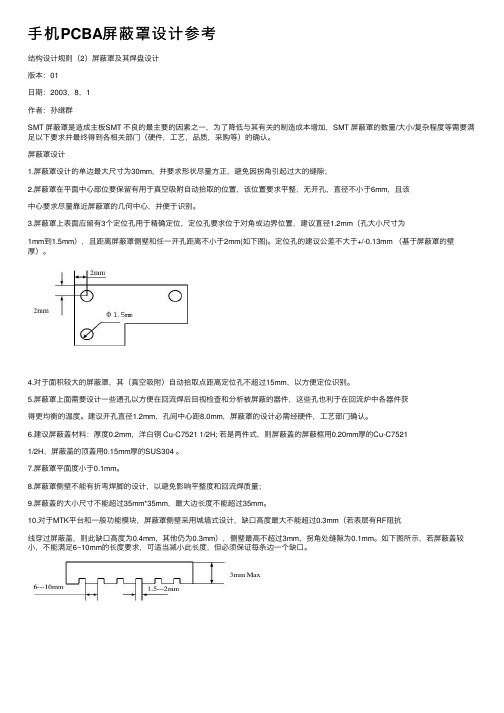
⼿机PCBA屏蔽罩设计参考结构设计规则(2)屏蔽罩及其焊盘设计版本:01⽇期:2003,8,1作者:孙继群SMT 屏蔽罩是造成主板SMT 不良的最主要的因素之⼀,为了降低与其有关的制造成本增加,SMT 屏蔽罩的数量/⼤⼩/复杂程度等需要满⾜以下要求并最终得到各相关部门(硬件,⼯艺,品质,采购等)的确认。
屏蔽罩设计1.屏蔽罩设计的单边最⼤尺⼨为30mm,并要求形状尽量⽅正,避免因拐⾓引起过⼤的缝隙;2.屏蔽罩在平⾯中⼼部位要保留有⽤于真空吸附⾃动拾取的位置,该位置要求平整,⽆开孔,直径不⼩于6mm,且该中⼼要求尽量靠近屏蔽罩的⼏何中⼼,并便于识别。
3.屏蔽罩上表⾯应留有3个定位孔⽤于精确定位,定位孔要求位于对⾓或边界位置,建议直径1.2mm(孔⼤⼩尺⼨为1mm到1.5mm),且距离屏蔽罩侧壁和任⼀开孔距离不⼩于2mm(如下图)。
定位孔的建议公差不⼤于+/-0.13mm (基于屏蔽罩的壁厚)。
4.对于⾯积较⼤的屏蔽罩,其(真空吸附)⾃动拾取点距离定位孔不超过15mm,以⽅便定位识别。
5.屏蔽罩上⾯需要设计⼀些通孔以⽅便在回流焊后⽬视检查和分析被屏蔽的器件,这些孔也利于在回流炉中各器件获得更均衡的温度。
建议开孔直径1.2mm,孔间中⼼距8.0mm,屏蔽罩的设计必需经硬件,⼯艺部门确认。
6.建议屏蔽盖材料:厚度0.2mm,洋⽩铜 Cu-C7521 1/2H; 若是两件式,则屏蔽盖的屏蔽框⽤0.20mm厚的Cu-C75211/2H,屏蔽盖的顶盖⽤0.15mm厚的SUS304 。
7.屏蔽罩平⾯度⼩于0.1mm。
8.屏蔽罩侧壁不能有折弯焊脚的设计,以避免影响平整度和回流焊质量;9.屏蔽盖的⼤⼩尺⼨不能超过35mm*35mm,最⼤边长度不能超过35mm。
10.对于MTK平台和⼀般功能模块,屏蔽罩侧壁采⽤城墙式设计,缺⼝⾼度最⼤不能超过0.3mm(若表层有RF阻抗线穿过屏蔽盖,则此缺⼝⾼度为0.4mm,其他仍为0.3mm),侧壁最⾼不超过3mm,拐⾓处缝隙为0.1mm。
屏蔽罩冲压件模具设计.
毕业设计说明书题目:屏蔽罩冲压工艺及模具设计年级、专业:姓名:学号:指导教师:完成时间:摘要冲压模具在工业生产中应用广泛。
冲压模具的设计充分利用了机械压力机的功用特点,在室温的条件下对坯件进行冲压成形,生产效率提高,经济效益显著。
冲压模具的设计充分利用了机械压力机的功用特点,在室温的条件下对坯件进行冲压成形,生产效率提高,经济效益显著。
本文介绍的模具实例结构简单实用,使用方便可靠,对类似工件的大批量生产具有一定的参考作用。
在传统的工业生产中,工人生产的劳动强度大、劳动量大,严重影响生产效率的提高。
随着当今科技的发展,工业生产中模具的使用已经越来越引起人们的重视,而被大量应用到工业生产中来。
冲压模具的自动送料技术也投入到实际的生产中,冲压模具可以大大的提高劳动生产效率,减轻工人负担,具有重要的技术进步意义和经济价值。
关键词:冲压、模具、制造AbstractPunching die has been widely used in industrial production.The punching dies that utilized the f eature of the normal punch shaped the workpiece in the room temperature,and its efficiency and economic situation is excellent. The dies here discussed can be easily made,conveniently used, a nd safely operated.And it could be used as the reference in the large scale production of similar workpieces. Punching die has been widely used in industrial production.In the traditional industri al production,the worker work very hard,and there are too much work,so the efficiency is low.Wi th the development of the science and technology nowadays,the use of punching die in the indust ial production gain more attention, and be used in the industrial production more and more.Self-a cting feed technology of punching die is also used in production, punching die could increase the efficience of production and could alleviate the work burden,so it has significant meaning in technologic progress and economic value.Key word: punching、die、manufacture目录摘要 (II)第1章绪论 (1)1.1 课题来源和研究意义 (1)1.2 国内外在该方向的研究现状及分析 (1)1.3 本课题研究的主要内容 (2)1.4 本章小结 (2)第2章屏蔽罩加工工艺综合分析 (3)2.1 屏蔽罩加工工艺要求 (3)2.2 零件图分析 (3)2.3 冲压工艺性审查 (3)2.4 冲压件经济性和先进性分析 (4)2.5 工艺方案的确定 (4)2.6 本章小结 (5)第3章单模的设计 (6)3.1 冲压件的工艺分析 (6)3.1.1 冲件回弹值的计算 (6)3.2 展开尺寸及排样 (6)3.3 计算冲压力(根据工步计算冲压力) (8)3.3.1 落料力 (8)3.3.2 卸料力 (8)3.3.3 翻边力的计算 (8)3.3.4 翻边卸料力 (8)3.4 确定模具压力中心,翻边模 (8)3.5 计算凸、凹模刃口尺寸 (10)3.5.1 翻边工作部分尺寸计算 (10)3.6 凸模、凹模的结构设计 (10)3.7 模具总体设计及主要零部件设计 (13)3.7.1 模具总休装配设计 (13)3.7.2 卸料弹簧的设计计算 (14)3.7.3 模柄设计 (15)3.7.4 模架设计 (15)3.7.5 垫板设计 (15)3.7.6 凸模固定板设计 (15)3.7.7 卸料板设计 (16)3.7.8 模具的闭合高度 (16)3.8 冲压设备的选择 (16)3.8.1 公称压力的选择 (16)3.8.2 行程次数 (16)3.8.3 滑块行程(S) (17)3.8.4 模具闭合高度 (17)3.8.5 工作台面尺寸 (18)3.8.6 模柄孔尺寸 (18)3.9 模具的装配 (18)3.10 模具零件的加工 (19)3.11 本章小结 (20)结论 (21)设计心得 (23)致谢 (24)参考文献 (25)第1章绪论1.1 课题来源和研究意义本设计题目由实习单位提供,经系指导老师审核通过的。
屏蔽罩制作工艺
屏蔽罩制作工艺屏蔽罩是一种用于隔离和防护的装置,广泛应用于电子产品、汽车、航空航天等领域。
它的制作工艺至关重要,决定了屏蔽罩的性能和质量。
屏蔽罩的制作工艺主要包括材料选择、设计制图、加工制作和质量检测等环节。
首先是材料选择。
屏蔽罩常用的材料有金属和合金,如铁、铝、铜、钢等。
这些材料具有良好的导电性和抗氧化性能,能够有效地屏蔽电磁波的干扰。
根据具体应用需求和预算限制,选择合适的材料非常重要。
其次是设计制图。
根据客户提供的要求和产品尺寸,设计师需要绘制屏蔽罩的制作图纸。
制作图纸需要考虑到屏蔽罩的形状、尺寸、开口、连接方式等因素,以确保屏蔽罩能够完全覆盖需要保护的设备或部件,并且方便安装和拆卸。
然后是加工制作。
根据设计图纸,将选定的材料进行切割、折弯、焊接等加工工艺,制作成屏蔽罩的各个部件。
在加工过程中,需要注意保持材料的平整度和精度,以确保屏蔽罩具有良好的外观和尺寸精度。
最后是质量检测。
制作完成后,需要对屏蔽罩进行质量检测,以确保其性能和质量符合要求。
常用的检测方法包括外观检查、尺寸测量、电阻测试等。
只有通过严格的质量检测,才能保证屏蔽罩的质量和可靠性。
需要注意的是,屏蔽罩的制作工艺中还涉及到一些细节和注意事项。
比如,在材料选择时需要考虑到屏蔽效果和成本之间的平衡,选择合适的材料厚度和材料硬度;在设计制图时需要考虑到屏蔽罩的散热和通风问题,以确保被屏蔽的设备不会过热;在加工制作时需要注意避免划伤和变形等问题,保证屏蔽罩的表面光滑和尺寸精确。
屏蔽罩的制作工艺是一个复杂而关键的过程,它直接影响到屏蔽罩的性能和质量。
只有通过科学的制作工艺和严格的质量控制,才能制作出符合要求的屏蔽罩,为各行各业提供可靠的隔离和防护保障。
屏蔽罩工艺流程
屏蔽罩工艺流程
屏蔽罩工艺流程是指制作屏蔽罩的具体步骤和工艺流程。
屏蔽罩是一种用于防止电磁波辐射和信号干扰的外壳结构,常用于电子设备、通信设备等领域。
下面是一个简单的屏蔽罩工艺流程:
1. 设计与规划:首先要进行屏蔽罩的设计与规划,包括确定屏蔽罩的形状、尺寸和材料等。
设计要根据具体的需求和应用环境来确定。
2. 材料准备:根据设计规划,准备所需的材料,常用的屏蔽罩材料有金属材料如钢板、铝板等,以及导电涂料等。
3. 材料切割:根据所需的尺寸,使用切割设备对材料进行切割。
4. 折弯与冲压:将切割好的材料进行折弯和冲压处理,以使其符合设计要求。
5. 焊接:根据设计要求,对屏蔽罩的不同部件进行焊接,确保其结构牢固。
6. 表面处理:对焊接后的屏蔽罩进行表面处理,以防止氧化和腐蚀,常见的表面处理方法有镀锌、喷涂等。
7. 机械加工:根据设计要求,在屏蔽罩上进行孔洞、槽口等的机械加工,以满足特定的功能需求。
8. 检测与调整:对制作好的屏蔽罩进行检测与调整,确保其满足设计要求和性能标准。
9. 电磁兼容性测试:对屏蔽罩进行电磁兼容性测试,以确保其能够有效屏蔽电磁波辐射和信号干扰。
10. 包装与出货:对通过测试的屏蔽罩进行包装和标识,准备出货。
以上是一个简单的屏蔽罩工艺流程,实际生产中可能还会有其他环节,毕竟每个公司的生产方式和工艺技术有所不同。
屏蔽罩的制作需要高度的专业知识和技术,以确保其良好的性能和质量。
屏蔽内罩级进模设计

《模具制造》2014 年第 4 期
· 23 ·
·冲 模 技 术·
处的 2 处冲圆孔、2 处冲圆凸包及中间翻边的预冲
形。具有足够的连接强度。因此,本级进模的带料设
由于级进模为立体冲压,在冲压过程中,带料(或
的形式。为不使材料利用率降低太多,在载体部位上
孔。图 3⑦为中间圆孔的翻边工序。
条料)的送进必须浮离凹模平面一定的高度,所以在
同时,导向系统的设计也要与部位的精整整形;⑨冲 4 处耳部的
2-ϕ4mm 圆孔及 2-ϕ4mm 凸包、中间翻边孔的预冲孔;
⑩翻边;
制件外形与载体冲切分离;
载体切断。
全部 12 个工位均为有效工位。带料料宽尺寸 88mm,
各工位间距尺寸 72mm,2 导正钉孔ϕ4mm。排样图如
制件从凹模中落下。同时切口凸模、冲废料孔的凸模
和废料刀分别切开料带、冲废料孔、冲工艺孔、切断载
· 22 ·
业出版社,
2011.
何敏红,王树勋,武晓红. 压盖级进模排样设计的研究[J].
锻压技术,
2013,
(03)
[3] 王尚林,
武晓红. 电机前后支架级进模的设计与制造[J]. 锻
压技术,
2011,
(02)
整修工艺参数的选择和确定。为先、
后进行的正、
反方
ϕ46±0.05
R1
R3.5
2
11
R1
R1
ϕ69
.
R1
.2
ϕ69
8
2.5
R1
0.35
ϕ20+0.22
+0.12
ϕ6+0.08
+0.02
手机屏蔽罩开模工艺性要求精编版
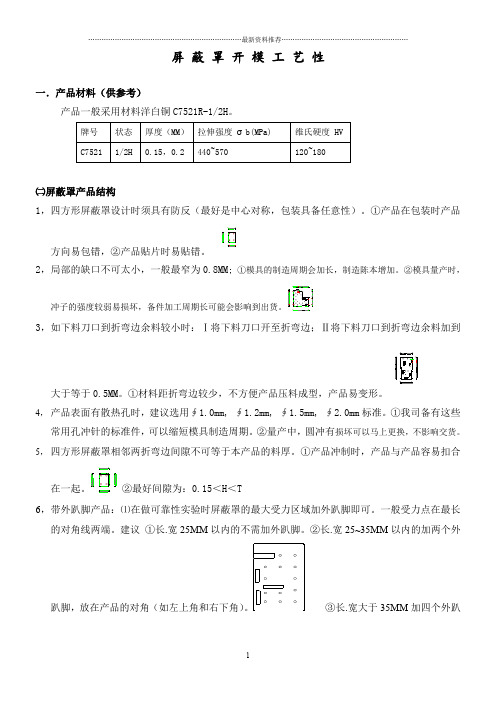
屏蔽罩开模工艺性一.产品材料(供参考)产品一般采用材料洋白铜C7521R-1/2H。
㈡屏蔽罩产品结构1,四方形屏蔽罩设计时须具有防反(最好是中心对称,包装具备任意性)。
①产品在包装时产品方向易包错,②产品贴片时易贴错。
2,局部的缺口不可太小,一般最窄为0.8MM;①模具的制造周期会加长,制造陈本增加。
②模具量产时,冲子的强度较弱易损坏,备件加工周期长可能会影响到出货。
3,如下料刀口到折弯边余料较小时:Ⅰ将下料刀口开至折弯边;Ⅱ将下料刀口到折弯边余料加到大于等于0.5MM。
①材料距折弯边较少,不方便产品压料成型,产品易变形。
4,产品表面有散热孔时,建议选用∮1.0mm, ∮1.2mm, ∮1.5mm, ∮2.0mm标准。
①我司备有这些常用孔冲针的标准件,可以缩短模具制造周期。
②量产中,圆冲有损坏可以马上更换,不影响交货。
5,四方形屏蔽罩相邻两折弯边间隙不可等于本产品的料厚。
①产品冲制时,产品与产品容易扣合在一起。
②最好间隙为:0.15<H<T6,带外趴脚产品:⑴在做可靠性实验时屏蔽罩的最大受力区域加外趴脚即可。
一般受力点在最长的对角线两端。
建议①长.宽25MM以内的不需加外趴脚。
②长.宽25~35MM以内的加两个外趴脚,放在产品的对角(如左上角和右下角)。
③长.宽大于35MM加四个外趴脚,放在产品对角。
(如左上角,左下角,⑵外趴脚的长和宽尺寸在1.0~1.2MM*1.5~2.5MM①长度太长容易变形,且占用PCB板空间。
②宽度太小强度越差则容易外趴脚变形。
⑵焊锡性,在趴脚末端加工内凹的半圆形状,可以加强焊锡强度。
7,建议产品不要采用内趴脚。
①产品内趴脚强度弱,易变性,影响焊锡性。
②不方便检测产品的平面度。
③内趴脚会增加模具的工站,模具的长度增长,加大了产品生产的难度。
手机保护盖注塑工艺及模具设计
2 . 1分 型 面设 计
3 ・ 2侧 向抽 芯机构设计
3 . 2 . 1 侧滑块的结构设计 滑 块和 弯销 均在 定模 一侧 的结 构。侧 滑 块抽芯机构 的结构设计 ,由弯销、侧滑块、侧 抽芯 、定位销和弹簧等组成 。弯销安 装在 定模 座板上 , 其作用是在开模 时带动滑块向外动作 , 滑块在压板和定模板构成的导槽 内滑动。 3 . 2 - 2斜顶机构设计
1基于M o I d f I O W 的注塑工艺模拟 分析
I . 1 M o l d f 1 O W 分 析 流程
2 . 2模具总体设计
模 具的整 体结 构如 图 4所 示。根 据塑 件 的特点 ,采用一模一腔 的双分 型面结构 ,模架 模 架相 目前 , Mo l d l f o w 已成 为 塑料 成 型及 模具 选用龙记简化型细水 口系统 。与细水 口 分 析领 域 的领 导者 , 拥 有广 泛 、深入 的模 拟 比少了一套导柱 ,留出了侧滑 块的安 装空间。 分析工具 , 能够模 拟最广泛 的热塑性塑料 的注 侧孔 由侧滑块成型 ,内侧凹槽 由斜顶成型 ,采 用点浇 口转扇形侧浇 口的方式进料 。 射成 型 过程 , 并 能预 测 产 品成 型后 的 缺 陷。 3 . 3 定 距 分 型 机 构设 计 Mo l d l f o w 适 用于 优化 产品和模 具 设计 的整个 2 . 3 冷 、排 系统 设 计 过程 , 确定 材料和 工艺条件 , 从 而在 质量 、成 为 了顺利 取 出产 品,正确 的打 开顺 序 是 本和时间上取得最佳组合 。 A分型面先打开 ,拉断点浇 口,并完成侧 向抽 2 . 3 . 1冷却系统的设计 芯 ,然后流道推板和定模座板分开 ,将流道 凝 针对冷却水道进行如下设计 : 1 . 2成型工 艺要求及材料选择 ( 1 )关于钻 孔通道 间的距离 没有固定 的 料从 主流道 拉 出,最后 C 分型 面打 开。模 具 的定距机构 由安装在主分型面上的 四个树脂开 手机保 护盖 属于 外置 中小塑料 件 ; 塑料 规 则 ,钻孔长度钻孔越 长,斜偏就越大 。钻 长 闭器 ,安装在侧面的四个定距拉板 ,及安 装在 孔时 ,所 钻 的孔里 其他 的开 口至少 应有 6 mm 件 内侧有 挂钩和凹 凸槽 , 需侧抽 芯 ;表面质量 对 于短 孔 ( L 6 D) , 间距 可以小 一点 。 流道推板上四个限位螺钉组成。 要求高 , 不能有 明显 的气 穴、熔 接痕 t 配合面 的间距; ( 2 )设计的几种冷却水道形式 : 要求 平整 , 翘 曲量 要小 ( 小于 0 . 5 mm) 。这 就 4 结 束 语 串联冷却 :冷却介质总 是沿着 阻力最小 的 要求塑料件成型后要有 良好的表面粗糙度和较 小 的形状误差 , 并具 有较高的强度和 韧性。为 方向流动。串联冷却的流动形式仅取决于进 出 应 用 Mo l d l f o w软 件模拟分 析 了手机 后盖 P和通道 的阻力。通道越长 , 的注射 成型过程 , 此 , 材 料选择美 国 G E P l a s t i c s公司的 C y c o l a c 口之 间的压力差 A 优化 了浇 口位置 , 并通 过调 阻力越大 ;通道直 径越大,阻力越小 。 GP M5 5 0 0 A BS , 属 非结 晶材料 。 整 工艺参数来优化设计 方案 , 降低 了成型过程 并 联冷 却 :要求 进 出通 道的横 截面 D 要 中的翘 曲变形 , 达到 了精度要求 。 1 . 3注塑机 型号的选择 比并联支管横截面 d的总和还要大 。如果 d与 该模具为三板模 ,采用了定模 滑块结构 , D 一样大 ,冷却介质就会抄捷径 ,从第一个支 滑块 的动 作和 锁紧靠弯销完成 ,结构紧凑 ,同 利用 P r o/ E求 出 塑 料 件 参 数 , 体 积 为 管直接流 向出 口,从而使模板的其余部分得不 时能保证 塑件 外观质量要求 。模具采用 NX软 9 4 4 7 mm 3 ; 最大投影 面积为 5 1 0 3 mm 2 ;浇注系 到冷却。 件设计 ,设计过程 中对模具 中的运 动部件 的动 统 体积 为 2 3 3 6 mm 3 ;总体 积为 l 1 7 8 3 a r m3 。 作进行 了仿真分析 , 保证 了模具动作的可靠性。 根据上述 参数选择 S Z 一 4 0/ 2 5型 卧式注塑机 。 3模具 主要 零部件设 计 该模具结构合理 , 在大 批量生产 时,运行可靠 , 2 模 具 总 体 设 计 及 工 作 过 程 故 障率低 ,能保证产品 的各项要求 。
Pp-ycot◆手机屏蔽罩设计资料1
、.~①我们‖打〈败〉了敌人。
②我们‖〔把敌人〕打〈败〉了。
◆手机屏蔽罩设计资料(2008-08-12 11:13:06)转载分类:材料标签:手机屏蔽罩设计资料1.此部件主要是防止电磁干扰(EMI)、对PCB板上的元件及LCM起屏蔽作用。
2.分为固定式(用SMT直接焊到PCB板上)和可拆式(用结构和LCM 结合或直接用shielding_cover上的突起扣在shielding_frame)。
3.主要靠焊点或卡扣来定位。
4.设计要求:■ Shielding_frame屏蔽框的平面度为0.13mm、足够的强度、厚度为0.2mm,高度为2mm,距PCB板边缘为0.75mm,框架内边离外框至少0.8mm. ■ Shieling_cover屏蔽罩的厚度为0.2mm;有时为了元器件的散热和冷却,可以在cover上加小圆孔,直径为Φ1.0~Φ1.5mm,太大会导致屏蔽效果不良。
■ Shielding_can屏蔽LCM:所有配合采用“0”配合,shielding_can 的边与LCD可视区的边的距离不大于1.00mm。
5.材料应用:屏蔽框一般采用Cu-C7521-H【通用料】,Cu-C7521-OH【软料,拉深用】(镍白铜、洋白铜(Copper-Nickel-Zinc Alloy),Nickel Silver),t=0.2,0,3mm;屏蔽罩一般采用不锈钢SUS304R-1/2H【折弯加工】,SUS304R-1/4H【拉深用】,t=0.15,0.2mm;镀锡钢带(马口铁皮)等;shielding_can用于焊接在PCB上的可采用洋白铜、马口铁皮,并建议采用洋白铜;原因:洋白铜在焊接、散热和蒸气方面上比较好。
屏蔽罩的扣紧凸点高度h=0.15-0.2mm,低了会松,高了会紧。
设计注意事项问题1:放置屏蔽盖的托盘活动空间太大,贴片时容易摆动,造成吸取不到,必须是物料放在托盘中,有1.0MM左右的活动空间,太大造成物料摆动,太小取料可能取不上来。
屏蔽罩加工的执行标准
屏蔽罩加工的执行标准屏蔽罩加工是电子行业中常见的一项工艺,用于阻挡电磁波对电子设备的干扰。
为确保屏蔽罩的质量和性能,需要遵守一定的执行标准。
本文将介绍屏蔽罩加工的执行标准,旨在保证加工过程的准确性和一致性。
一、材料选择1.屏蔽材料应符合相应的国家或行业标准,如RoHS指令等。
对于特殊需求的屏蔽材料,应遵循相应的技术规范。
2.材料应具有良好的电磁屏蔽性能,能够有效屏蔽电磁波的干扰。
3.材料应具备优异的机械性能,以确保屏蔽罩的结构稳定性和耐久性。
二、加工工艺1.设计:屏蔽罩的设计应符合相应的设计规范,包括尺寸、形状、布局、连接方式等。
设计人员应根据具体应用需求进行设计,并进行必要的模拟和测试。
2.制造:在加工过程中,应遵循相应的工艺要求。
包括材料切割、折弯、冲压、焊接等工序。
加工设备应保持良好的工作状态,以确保加工质量。
3.清洗:在加工完成后,屏蔽罩应进行清洗处理,以去除表面的污垢和有害物质。
清洗剂的选择应符合相关的环保要求,并保证对材料不产生腐蚀。
4.表面处理:根据具体要求,屏蔽罩的表面可以进行涂层处理、电镀处理等。
表面处理应符合相应的质量要求,保证屏蔽罩的外观和性能。
5.检测:在加工过程中,对屏蔽罩的质量进行检测是必要的。
检测项目包括尺寸、形状、屏蔽性能等。
可以采用专业检测设备或测试方法进行检测。
三、质量控制1.严格执行相关的质量管理体系,如ISO9001等,确保加工过程的可追溯性和一致性。
2.加强人员培训,提高操作人员的技术水平和工艺素质,确保加工过程符合标准要求。
3.进行过程控制,包括对材料、工艺参数、设备状态等进行监控和调整。
及时发现和解决问题,确保加工质量。
4.建立完善的不良品管理制度,对不符合要求的屏蔽罩及时处理,并进行分析和改进措施的制定,以避免类似问题再次发生。
总结屏蔽罩加工的执行标准涉及材料选择、加工工艺、质量控制等方面。
执行标准的制定和执行,可以保证屏蔽罩的质量和性能,满足电子设备对电磁波屏蔽的要求。
手机屏蔽件冲压工艺与模具设计

手机屏蔽件冲压工艺与模具设计李柏青【期刊名称】《企业技术开发(学术版)》【年(卷),期】2013(000)011【摘要】According to the structural characteristics and production requirements of metal shrapnel,this paper analyzed the stamping forming process of metal shrapnel.On the basis of the analysis,designed the layout of the parts,formulated the suitable process program for mobile phone screen,which met the production requirement of stamping,and analyzed the typical die movement process of molding process,to design the level mold of shielding component for the mobile phone.It's verified by the production that the stamping process of mobile phone is reasonable and the design scheme for the mold is effective and reliable.It has a certain reference for the production of similar parts.%文章根据多镶件手机屏蔽件的结构特点和生产要求,对零件的工艺进行分析,在分析的基础上,对零件的排样进行了设计,制定了适合手机屏蔽件生产要求的冲压工艺方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
屏蔽罩开模工艺性
一.产品材料(供参考)
产品一般采用材料洋白铜C7521R-1/2H。
㈡屏蔽罩产品结构
1,四方形屏蔽罩设计时须具有防反(最好是中心对称,包装具备任意性)。
①产品在包装时产品
方向易包错,②产品贴片时易贴错。
2,局部的缺口不可太小,一般最窄为0.8MM;①模具的制造周期会加长,制造陈本增加。
②模具量产时,
冲子的强度较弱易损坏,备件加工周期长可能会影响到出货。
3,如下料刀口到折弯边余料较小时:Ⅰ将下料刀口开至折弯边;Ⅱ将下料刀口到折弯边余料加到
大于等于0.5MM。
①材料距折弯边较少,不方便产品压料成型,产品易变形。
4,产品表面有散热孔时,建议选用∮1.0mm, ∮1.2mm, ∮1.5mm, ∮2.0mm标准。
①我司备有这些常用孔冲针的标准件,可以缩短模具制造周期。
②量产中,圆冲有损坏可以马上更换,不影响交货。
5,四方形屏蔽罩相邻两折弯边间隙不可等于本产品的料厚。
①产品冲制时,产品与产品容易扣合
在一起。
②最好间隙为:0.15<H<T
6,带外趴脚产品:⑴在做可靠性实验时屏蔽罩的最大受力区域加外趴脚即可。
一般受力点在最长的对角线两端。
建议①长.宽25MM以内的不需加外趴脚。
②长.宽25~35MM以内的加两个外
趴脚,放在产品的对角(如左上角和右下角)。
③长.宽大于35MM加四个外趴
脚,放在产品对角。
(如左上角,左下角,⑵外趴脚
的长和宽尺寸在1.0~1.2MM*1.5~2.5MM①长度太长容易变形,且占用PCB板空间。
②宽度太小强度越差则容易外趴脚变形。
⑵焊锡性,在趴脚末端加工内凹的半圆形状,可以加强焊锡强度。
7,建议产品不要采用内趴脚。
①产品内趴脚强度弱,易变性,影响焊锡性。
②不方便检测产品的平面度。
③内趴脚会增加模具的工站,模具的长度增长,加大了产品生产的难度。