产品状态标识卡
产品标识卡使用管理规定

产品标识卡使用管理规定集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-重庆樽明汽车零部件有限公司产品、零件标识卡使用管理规定一、目的:规定生产交接及产品标识卡执行过程的职能与内容,为产品数量追溯、批次管理提供依据与基础。
二、适用范围:适用于本公司产品制造的全过程,包含产品中转、临时仓储的内部标识。
三、职责:1、各班组负责组织、宣传、指导及监督本规程的执行。
2、各相关班组作业人员负责落实执行本规定。
3、品管员负责对产品质量状态予以标识。
四、作业程序:1、“产品型号标识卡”主要采用四色:绿色/合格品;黄色/待处理品;蓝色/特殊品;红色/不合格品;白色/过程状态标识;区别功能作用,即五款不同颜色的标识卡除“下一工序”的选项存在差异外,其余栏目的功能相同;每一种颜色标识卡都有其特定的工艺特性,不可混用、乱用。
2、绿色标识卡的“下一工序主要应用于产品后工序处理的零件流通标识。
3、白色标识卡的“下一工序”选项有“外协、入库”两大工艺项目,主要应用于成品及外协加工物料流通的标识。
4、“订单编号/批次号”为客户的基本信息,是生产批次管理的重要基础。
原则上,不同批次的相同产品同时加工,亦都要按批次分开标识,不可混淆,不允许混合标识。
5、“产品名称”为图纸中产品名称/工艺名称,若当标识的产品为成品时,即为产品的名称。
此栏目的填写以所标识的产品的图纸名称为基准。
6、“产品图号”栏目为部件的图纸编号。
7、“下一工序”是指工艺流程要求本工序后进行的加工工序,8、最后的表格为检验状态栏,所有的产品都必须遵循“检验合格后再转序”的原则,每一种标识卡,必须由质检员签名确认所标识产品的质量状态,若产品不合格,须在“备注”栏中注明不合格项目或内容。
9、每个操作人员务必确认前一工序的产品标识是否已经过质检员检验,包装数量是否准确,型号及工艺的填写是否与图纸一致,确认无误后,方可实施生产作业。
10、产品加工过程当中,操作人员务必按一定的数量规格摆放产品,并遵循“重下轻上,大下小上,轻压不变形”的原则,须保证产品放置安全可靠,以便后期数量的清点及保护。
产品货位标识卡

产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称决明子净含量25KG 生产日期20180524 规格25KG/桶生产批号CY20180524 保质期2年生产许可证SC10661043000265产品标准号Q/CY.JMZ 0001S-2017生产厂家杨凌慈缘生物技术有限公司地址陕西省咸阳市淳化县润镇工业园区储存条件保存在阴凉处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检产品标识卡名称橙味粉净含量20KG生产日期20180611 规格20KG/袋生产批号20180611 保质期18个月生产许可证SC10633020606045产品标准号GB/T 29602生产厂家宁波绿脉咖啡有限公司地址浙江省宁波市北仑区进港路868号储存条件常温下储存并置于阴凉干燥处检验状态 合格 不合格 待检名称菊粉净含量25KG生产日期20171121 规格25KG/袋生产批号20171121 保质期36个月生产许可证QS508128010041产品标准号Q/JW 0001S-2015生产厂家重庆骄王天然产物股份有限公司地址重庆市(江津)现代农业园区农产品加工园储存条件密封,阴凉干燥的环境下保存检验状态 合格 不合格 待检产品标识卡名称菊粉净含量25KG生产日期20171121 规格25KG/袋生产批号20171121 保质期36个月生产许可证QS508128010041产品标准号Q/JW 0001S-2015生产厂家重庆骄王天然产物股份有限公司地址重庆市(江津)现代农业园区农产品加工园储存条件密封,阴凉干燥的环境下保存检验状态 合格 不合格 待检产品标识卡名称菊粉净含量25KG生产日期20171121 规格25KG/袋生产批号20171121 保质期36个月生产许可证QS508128010041产品标准号Q/JW 0001S-2015生产厂家重庆骄王天然产物股份有限公司地址重庆市(江津)现代农业园区农产品加工园储存条件密封,阴凉干燥的环境下保存检验状态 合格 不合格 待检。
产品状态标识卡

合格品标卡
批次
产品数量
当前工序
生产日期
下道工序
生产车间
生产人员
检验员 备注:
检验日期
不合格品标识卡
产品型号
批次
产品数量
当前工序
生产日期
生产车间/人
检验员 不良状态描述:
检验时间 处理意见:
产品型号
待处理品标识卡
批次
产品数量
当前工序
生产日期
生产车间/人
检验员 不良状态描述:
检验日期 处理意见:
产品型号
特殊品标识卡
批次
产品数量
当前工序
生产日期
生产车间/人
检验员 状态描述及处理:
检验时间
物料标识卡(最新)
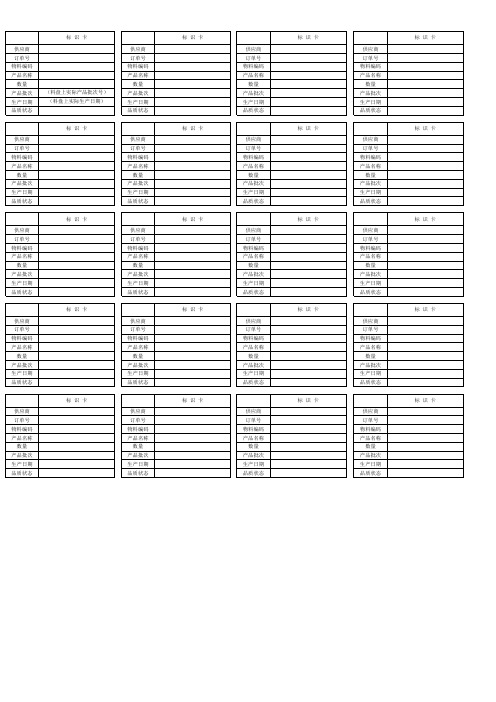
标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态
标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态
标 识 卡
标 识 卡
标 识 卡
标 ቤተ መጻሕፍቲ ባይዱ 卡
标 识 卡
标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 标 识 卡 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态 (料盘上实际产品批次号) (料盘上实际生产日期) 供应商 订单号 物料编码 产品名称 数量 产品批次 生产日期 品质状态
检验状态标识规定

产品检验状态标识规定第一条为加强产品检验状态的管理,规范各工序之间的流程交接,防止不合格品被使用或非正常转序,特制定本规定。
第二条产品检验状态的分类产品检验状态分为待检状态、已检合格状态和不合格状态。
待检验状态指尚未经过检验的状态;已检合格指产品经过检验处于满足图样、工艺、质量要求的状态;不合格指产品处于不满足规定要求的状态。
第三条产品检验状态的标识方法(一)产品检验状态统一采用Q/WB RD-JY-43-0《产品状态检验标识》规定的标识卡进行标识,未挂标识卡的产品属待检状态。
(二)已检合格的产品,由专检人员和操作者负责将标识卡填写完整并签名后挂在指定部位,表明可转入下道工序。
(三)不合格的产品,由专检人员在产品状态标识卡“不合格”前用红笔标注“不”字并签名后挂在指定部位,表明不得流入下道工序。
(四)合格品标识一律采用帆线拴挂,严禁采用金属丝。
第四条产品检验状态的标识部位(一)采购产品检验后,将标识挂在其堆放处、盛装物上或易见部位上。
(二)铁芯完工后将标识挂在低压侧夹件螺杆上。
(三)油箱完工后,将其标识挂在箱沿法兰孔上;组部件(箱盖、储油柜、联气管等)完工后,将标识挂在易见螺孔或部位上。
(四)夹件完工后,将标识挂在易见螺孔上;零(部)件等完工后,将标识挂在其堆放处、盛装物上或易见部位上。
(五)线圈完工后,将其标识挂在引线出头上;绝缘零(部)件等完工后,将标识挂在其堆放处、盛装物上或易见部位上。
(六)干变车间线圈完工后,将其标识挂在引线出头上;器身装配完毕后,将其标识挂在低压侧铜排上。
(七)器身装配完毕至总装配完工后,将标识挂在低压侧螺杆(铜排)上。
第五条产品检验状态的销毁(一)总装车间检验员负责将上道工序流转下来的产品标识进行收集,连同试验记录卡一起交试验站。
(二)成品试验合格后,由试验站出具产品合格证明书、铭牌确认;同时负责将各工序流转下来的产品标识进行集中销毁。
标识大全与使用方法
类别使用部门及标识方法
产品合格证质量部物流仓储与生产车间张贴或悬挂
不合格品标签质量部物流仓储与生产车间张贴或悬挂
2.3工序流程单
类别使用部门及标识方法
流转单车间随产品一起流转并加盖车间放行章
3工艺过程标识
3.1标识卡
类别使用部门及标识方法
工序操作卡生产车间张悬挂
首件标识卡生产车间张悬挂
设备使用状态标识卡生产车间张悬挂
标识
1区域标识
1.1检验状态标识
类别使用部门及标识方法
不合格品区物流仓储部与生产车间分区域张贴或悬挂以上标识
合格品区物流仓储部与生产车间分区域张贴或悬挂以上标识
报废品区物流仓储部与生产车间分区域张贴或悬挂以上标识
待检区物流仓储部与生产车间分区域张贴或悬挂以上标识
待定区物流仓储部与生产车间分区域张贴或悬挂以上标识
注:设备使用状态包括以下几种状态:(正常、待机、停机、维修)
首件标识卡
产品名称
型号/规格
数量
本工序名称
生产日期
年月日
操作者
检验
备注
首件标识卡
产品名称
型号/规格
数量
本工序名称
生产日期
年月日
操作者
检验
备注
首件标识卡
产品名称
型号/规格
数量
本工序名称
生产日期
年月日
操作者
检验
备注
2产品标识
2.1标识卡
类别使用部门及标识方法
产品标识卡质量部物流仓储与生产车间张贴或悬挂
产品标识卡(原材料)质量部物流仓储与生产车间张贴或悬挂
不合格品标识卡质量部物流仓储与生产车间张贴或悬挂
产品状态标识卡

特 殊 标 识
特 殊 标 识
物料编号/图号
物料编号/图号
批次号
批次号
工序名称
工序名称
下工序名称
下工序名称
数量
数量
操作员/生产日期
操作员/生产日期
检验员/日期
检验员/日期
特殊产品状态描述:
特殊产品状态描述:
特 殊 标 识
特 殊 标 识
物料编号/图号
物料编号/图号
批次号
批次号
工序名称
工序名称
数量
数量
操作员/生产日期
操作员/生产日期
检验员/日期
检验员/日期
备注:
备注:
合格标 识
合格标 识
物料编号/图号
物料编号/图号
批次号
批次号
工序名称
工序名称
下工序名称
下工序名称
数量
数量
操作员/生产日期
操作员/生产日期
检验员/日期
检验员/日期
备注:
备注:
合格标 识
合格标 识
物料编号/图号
物料编号/图号
批次号
下工序名称
下工序名称
数量
数量
操作员/生产日期
操作员/生产日期
检验员/日期
检验员/日期
特殊产品状态描述:
特殊产品状态描述:
特 殊 标 识
特 殊 标 识
物料编号/图号
物料编号/图号
批次号
批次号
工序名称
工序名称
下工序名称
下工序名称
数量
数量
操作员/生产日期
操作员/生产日期
检验员/日期
检验员/日期
标识卡管理应用规范
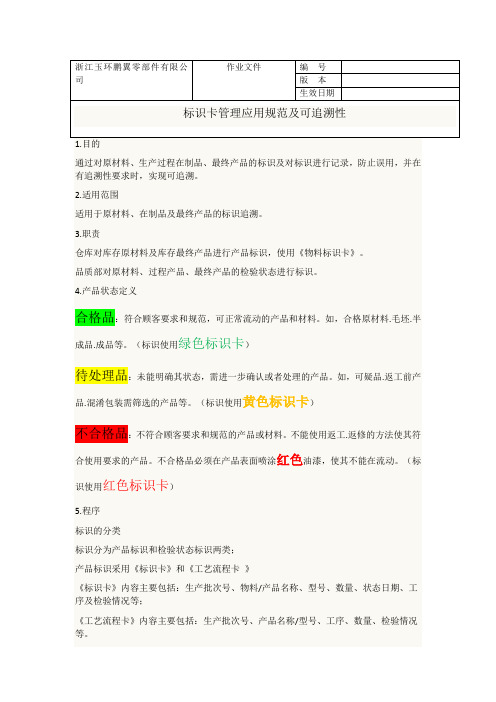
检验状态使用《产品状态标识卡》,检验结果附注《工艺流程卡》当顾客有要求时,最终产品按顾客的要求进行标识。
标识的实施原材料进厂,由仓库安排存放到“待检”区域,并依据订购单、送货单对产品进行核对标识,明确显示物料名称,物料编号,规格,生产批次号,来料数量(数量标识必须涵盖产品范围,如一个批次号一拖产品为21箱,数量为2020,则可标识为20箱*100+20=2020只,凡填写标识卡人员都参照此方式填写数量),日期等;由仓库填写《进料送检单》通知品质验货;品质部检验员依据检验标准、承认样品、相应的采购信息或取少量样品等对来料进行检验/验证,并依据检验/验证结果进行产品状态标识,标识需清晰完整;合格产品办理入库手续,并由检验员填写相应《产品状态标识卡》;不合格产品存放到不合格区域和进行不合格标识,并通知相关职能部门按《不合格品控制程序》执行;生产过程中,操作者自检出的不合格品,由操作者进行隔离,生产班组长及品质部检验员进行确认,并由生产班组长进行产品标识,检验员进行检验状态标识;不合格品按《不合格品控制程序》进行处理;生产的最终产品由仓库以《物料标识卡》标识和填写《成品送检单》报检,品质部检验员依据检验结果进行检验状态标识;产品生产批次号的标识:在产品生产完成后,生产线负责填写产品的生产记录,记录入产品的制造时间或日期,品质部OQC须在包装外箱上盖检验合格章(表明检验之状态与日期)。
标识的管理各种标识由产品存放所在地的管理人员进行管理,任何人不得随意撕毁和移动,应保持各种标识的完整性和准确性;当标识发生丢失或移动时,根据相关记录或重新检验后进行标识;●同产品质量相关的流程单、印章等标识的使用应由品质部全面监控和管理。
追溯性实施物品批次的相关追溯要记录在《标识卡》、《进料验收单》上,详细记录供应商(或客供品名)、收料日期、送货单NO、采购单NO等。
可能时记录物品的生产日期(来料日期)。
入库时在物品《标识卡》上记录部品的品名、来料批号、出入库情况。
质量状态标识规范
质量状态标识规范
(版序/修改次:A/0)
编制部门:质量部
编制审核批准更改来自录序号更改单编号
更改日期
编制
审核
1
新规做成
2020/11/12
2020年11月12日
发布
2020年11月12日
实施
1目的
为规范原材料、半成品以及成品的质量状态标识管理,防止错检、漏检、错用、错发以及混放等现象发生。达到对原材料、半成品以及成品控制和追溯的目的。
5 标识类别
5.1 待检:未进行检验确认,质量状态不明。
5.2 合格:经检验人员确认质量符合要求,并判定合格。
5.3 不合格:不符标准要求,有标识和信息卡两种。
5.4 待处理:检验人员无法确认,等待技术给出处理结果
6 管理内容
6.1 来料质量状态标识管理
6.1.1供应商来料由仓库核对数量后,填写入库验收单,并放置“待检”标识,经质检员判定合格的物料, 由质检员将“待检”标识更换为“合格”标识,来料入库后存放在合格区域;经质检员判定不合格的物料,由质检员将“待检”标识更换为“待处理”标识并隔离存放,开具《产品不合格单》并通知采购人员进行处置。
6.2 半成品质量状态标识管理
6.2.1 生产部在各个工序的员工对未检验的半成品在标识卡状态一栏填写“待检”,经检验判定合格的半成品,质检员贴上“合格”标识;经检验判定不合格的半成品,质检员贴上“不合格”标识及信息卡并隔离存放。
6.3 成品质量状态标识管理
6.3.1 成品完工后,在状态标识卡状态一栏填写“待检”,经质检员判定合格的,质检员贴上“合格”标识;经检验人员判定不合格的,由检验人员将“待检”标识更换为“不合格”标识及信息卡,并隔离存放。
产品标识管理规定

1.目的规定产品标识管理,确保产品在生产、转移、入库、装配过程中不被误用,降低识别成本。
2.适用范围适用于公司各单位自制产品、配套件、协作件的标识。
3.职责3.1技术部门负责按相关国家、行业标准规范产品编号,确保产品编号、名称在生产、装配、结算过程中的唯一性。
3.2生产管理部负责生产全过程的产品标识管理。
3.3质量管理部负责生产全过程产品标识有效性的监督。
3.4物资公司、各生产单位按要求对配套件、协作件、在制品、库房产品标识的实施并保护好标识。
4.工作程序4.1生产现场产品标识的实施4.1.1各生产单位按工艺布局和现场管理要求划分区域,进行区域标识:A区为半成品、成品存放区。
B区为待处理品区。
D区为废品区。
各单位需自行划分其他区域时用汉字进行标识(如:废料区)。
4.1.2A区内产品用产品状态标识卡进行识别。
产品状态标识卡应该具备以下内容:产品编号、名称、工序号、转序日期,投入、产出数量,不合格品数量,操作者,检验员。
4.1.3生产过程中,加工人自检后将有质量问题的零件“涂黄漆”及时隔离并送B区。
检验人员对已加工的产品进行过程检验,实施检验,标识状态,对确认为废品的零件“涂红漆”并送D区。
4.1.4加工人和检验员分别填写产品状态标识卡的相关内容。
4.1.5生产现场产品工序加工完毕后,产品状态标识应由本单位在制品管理收存(保存期为一年)。
产品跨车间移动开据“产品交库单”(四联票)。
产品交库单必需要有检验人员签章方能生效。
4.2总成装配、整车装配现场产品标识的实施。
4.2.1装配现场零部件按工位存放,所有零件要有标识(标签、合格证等),不同产品隔离放置。
4.2.2每辆车在驾驶室左侧门悬挂跟单,装配工序完成后由加工人签字并报验合格后转序。
最终交验合格后,跟单由整车检验人员收集归档。
4.3在制品库房、成品库房产品标识实施4.3.1在制品、成品(生产库房、物资公司库房等)由各单位按指定区域、货架分类定位存放,并用零件卡片标识产品编号、名称、数量等内容,并保护好产品原有标识和检验标识。
产品标识与状态管理规定

11
东莞变压器有限公司
5.4 QA出货检验标识管理
5.4.1 检验合格印章标识要求:
QA QA 检验员在外包装箱上盖绿色的 “QA PASS”章
-1
QA-1 2011.07.20
PASS
序号
项目
1 QA PASS章
要求
1、外围楕圆直径:45*30mm 2、绿色印油印字 3、每名检查员领取一个序号章 4、--1为印章流水号,从-1开始
种类 内容
样本管理卡 标准样板 不良样板 良品限度样板 不良限度样板
产品名称 物料名称 物料编号 制订日期 有效日期
制作
年 年 QE审核
月
日
月
日
PIE审核 批准
管理卡编号:
序号 1
2
项目 标签大小
填写要求
要求
1、长*高:75*95mm 2、绿底黑字
1、种类:按样板现象用银光笔在 对应的种类见本里画出
产品型号 本工位 下工位 数量 负责人 日期
状态标识卡
序号
项目
1
红色状态标识 卡
2 填写要求
要求
1、长*高:75*90mm 2、红底黑字 3、在“状态标识卡”字样背面
附胶,其它位置无需附胶
1、“本工位”栏:填写本工序 在
SOP中的工序名称及编号 2、“下工位”栏:填写下工序 在
SOP中的工序名称及编号 3、状态标识卡由使用者本人填
部门统一编号管 理
10
东莞变压器有限公司
5.3.4 样板标签使用管理 对原材料、半成品、成品及校位样机的不良样板、不良品限度样 板,贴红色的“样本管理卡”
种类 内容
样本管理卡 标准样板 不良样板 良品限度样板 不良限度样板
IATF16949标识及可追溯程序(含流程表格)
标识及可追溯性管理程序
(IATF16949-2016/ISO9001-2015)
1.0目的
规定对产品生产过程进行标识的方法,识别产品的检验和试验状态,必要时,实现可追溯性。
2.0范围
适用本公司产品实现过程中所有的产品。
3.0定义
检验和试验状态是指产品处于合格、不合格、待处理状态。
4.0职责
质检部负责产品实现各阶段检验,并标识检验和试验状态。
质检部负责制定产品标识方法。
生产部负责产品实现过程中的产品标识。
5.0程序内容
6.0相关文件
《不合格品控制程序》《检验和试验程序》《产品标识细则》《作业指导书》
《产品状态标识卡》
产品状态标识卡.xl
s
《产品异常报告书》
产品质量异常原因
及改进报告.xl s
《送检通知单》
送检通知单.d oc
《入库单》
入库单 (3).xl s。
产品标识卡使用管理规定

产品标识卡使用管理规定标准化管理处编码[BBX968T-XBB8968-NNJ668-MM9N]重庆樽明汽车零部件有限公司产品、零件标识卡使用管理规定一、目的:规定生产交接及产品标识卡执行过程的职能与内容,为产品数量追溯、批次管理提供依据与基础。
二、适用范围:适用于本公司产品制造的全过程,包含产品中转、临时仓储的内部标识。
三、职责:1、各班组负责组织、宣传、指导及监督本规程的执行。
2、各相关班组作业人员负责落实执行本规定。
3、品管员负责对产品质量状态予以标识。
四、作业程序:1、“产品型号标识卡”主要采用四色:绿色/合格品;黄色/待处理品;蓝色/特殊品;红色/不合格品;白色/过程状态标识;区别功能作用,即五款不同颜色的标识卡除“下一工序”的选项存在差异外,其余栏目的功能相同;每一种颜色标识卡都有其特定的工艺特性,不可混用、乱用。
2、绿色标识卡的“下一工序主要应用于产品后工序处理的零件流通标识。
3、白色标识卡的“下一工序”选项有“外协、入库”两大工艺项目,主要应用于成品及外协加工物料流通的标识。
4、“订单编号/批次号”为客户的基本信息,是生产批次管理的重要基础。
原则上,不同批次的相同产品同时加工,亦都要按批次分开标识,不可混淆,不允许混合标识。
5、“产品名称”为图纸中产品名称/工艺名称,若当标识的产品为成品时,即为产品的名称。
此栏目的填写以所标识的产品的图纸名称为基准。
6、“产品图号”栏目为部件的图纸编号。
7、“下一工序”是指工艺流程要求本工序后进行的加工工序,8、最后的表格为检验状态栏,所有的产品都必须遵循“检验合格后再转序”的原则,每一种标识卡,必须由质检员签名确认所标识产品的质量状态,若产品不合格,须在“备注”栏中注明不合格项目或内容。
9、每个操作人员务必确认前一工序的产品标识是否已经过质检员检验,包装数量是否准确,型号及工艺的填写是否与图纸一致,确认无误后,方可实施生产作业。
10、产品加工过程当中,操作人员务必按一定的数量规格摆放产品,并遵循“重下轻上,大下小上,轻压不变形”的原则,须保证产品放置安全可靠,以便后期数量的清点及保护。