皮带机控制系统
皮带机智能控制系统的研究

关键词 : 皮 带机 ;智能控制 ;皮带运输 ;皮带称重 中图分 类号 :T P2 7 3 文献标识码 :A
D o i :1 0 . 3 9 6 9 / J . i s s n . 1 0 0 9 - 0 1 3 4 . 2 0 1 4 . 0 1 ( 下) . 3 3
文章编号 :1 0 0 9 -0 1 3 4 ( 2 0 1 4 ) O l ( 下) 一O 1 1 2 — 0 2
短 了皮 带 机 的寿 命 ,设 备 磨损 严重 。 鉴于 上 述 问 题 ,通 过 实 践 研 究 出 皮带 机 智 能 控 制 系统 ,根 据
皮 带 上 输 送 货 物 的 重 量 自动 调 节其 的运 输 速 率 , 当皮 带 机 运 输 货 物较 少或 空载 的情 况下 ,降 低速
器 整 形 、 放 大 后 的 数 字 量 在 专 用 的控 制 器 里 进 计
算 ,如 图1( b )所 示 。
1 . 3 皮带秤计算 皮 带 机 智 能 控 制 系统 在 称 重 货 物 重 量 时 ,承 重 托 辊 将 皮 带 上 货 物 的 重 力 传 递 到 四个 精 密 的称 重 传 感 器 上 ,然 后称 重 传 感 器 通 过 采 集 到 数 字 信
1 . 1称重检测子系统 为 了 实 时 的 获 取 皮 带 上 运 输 货 物 的 瞬 时 流 量 , 利 用 以 称 重 传 感 器 为 主 的 称 重 子 系 统 来 实
现 。这 里 利 用 四 个 高 精 密 称 重 传 感 器 ,安 装 在 皮 带 机 称 重 支 架 的 托 辊 上 ,实 时 采 集 称 量 段 内皮 带
、 l
匐 似
皮带机 智能控制 系统 的研 究
Res ear ch of i nt el l i gen t cont r ol sy st em f or bel t con v eyor
煤矿皮带运输机PLC控制系统的设计与实现
Automatic Control •自动化控制Electronic Technology & Software Engineering 电子技术与软件工程• 137【关键词】PLC 控制系统 皮带运输机 软硬件设计 安全生产推动煤炭运输技术发展,提高煤炭生产开发效率,是新时期社会发展提出的根本需求。
想要让国家实现绿色可持续发展,就必须要科学地进行能源开发,在满足能源需求的基础上,坚持绿色开采。
而皮带运输机PLC 控制系统的应用在提高效率、节约能源、降低成本等方面都发挥着重要作用,因此成为焦点之一。
1 煤矿皮带运输机PLC控制系统硬件设计皮带运输机本身的运输量较大、维护较为简单、操作便捷,在煤炭开采运输中,可以有效提高运输效率,降低运输成本。
但是在实际应用的过程中,皮带运输会出现跑偏、打滑、噪声、断裂等情况,将PLC 控制系统应用在皮带运输机中可以让系统更加完善,运行效果也会得到改善,生产运输安全也会得到保障。
首先,需要确定PLC 控制系统中使用的可编程控制器,本文选择的PLC 控制器为S7-200。
这种控制器最大的特点在于可以和其他网络进行连接,组建形成一系列复杂的控制系统,进而满足特定的功能需求。
然后,要对电机控制回路进行设计,在实际应用的过程中,可以使用两台三相异步电动机并联在三相电源上,然后利用的不同的电路控制两台电机的启动和关闭。
2 煤矿皮带运输机PLC控制系统软件设计在确定PLC 控制系统的硬件设备后,还要对系统软件进行设计,以此提高系统的灵活性。
2.1 地址分配设计I/O 地址分配是软件系统中最重要的部位,在大部分PLC 控制系统的编程说明中都针对这一软件设计进行了分析。
一般情况下,需要根据实际需求对PLC 的FO 点数进行估算,煤矿皮带运输机PLC 控制系统的设计与实现文/郭宁计算出确定数据后才能够购买对应型号的PLC 控制系统设备。
不同PLC 设备的电路连接方式不同,都是由FO 模块上的FO 地址分配确定的,FO 设备功能离不开FO 地址的分配。
皮带自动化控制系统原理
皮带自动化控制系统原理皮带自动化控制系统主要依赖于多个关键组件和技术来实现其功能。
以下是其工作原理的简要概述:1. 电机控制:电机是皮带机运行的核心。
电机的启动、停止、正反转等功能都是通过电机控制实现的。
电机控制主要使用三相交流电源,并通过电气控制系统将电流传输到电机上。
电气控制系统中,接触器、继电器、开关等元件根据控制信号的不同来控制电机的运行状态。
2. 传感器检测:传感器在皮带机控制系统中扮演重要角色。
它们能够对皮带机的运行状态进行实时检测,并将检测结果反馈给PLC控制系统。
传感器的种类有很多,如光电传感器、接近开关、压力传感器等。
光电传感器是最常用的传感器之一,能够对皮带机的位置、速度、长度等进行实时检测。
3. PLC控制:PLC(可编程逻辑控制器)是现代化皮带机控制系统中的关键技术。
其主要作用是对传感器检测到的信号进行处理和分析,从而控制电机的启动、停止、正反转等功能。
PLC控制系统中,需要使用编程软件进行编程,将皮带机的控制逻辑转化为程序代码,从而实现对皮带机的精确控制。
4. 数据通讯:为了保证皮带机运行的可靠性和数据的精确性,不同站点之间充分利用DP线实现连接,而主要使用光缆来完成主站与分站之间的通讯。
此外,还利用TCP/IP协议通讯来完成主站与上位机之间的通讯。
5. 控制回路原理:皮带机控制回路包括主回路和控制回路。
主回路控制主要依赖于接触式控制方式和热计电器实现的过电流保护。
为了防止在停电过程中出现倒转现象,每台电动机都配备了相应的液压制动器。
当皮带机出现故障时,PLC系统会下达停机命令,以避免物料堆积对设备造成破坏。
6. 手动与自动控制:皮带机控制可以实现手动现场控制和自动集中控制。
手动控制通常在皮带机旁边进行操作,而自动控制可以在集控室通过上位机进行操作。
综上所述,皮带自动化控制系统的工作原理是一个复杂的过程,涉及电机控制、传感器检测、PLC控制、数据通讯等多个方面。
在实际应用中,需要综合考虑这些技术,以实现对皮带机的精确控制和安全运行。
皮带运输机PLC电气控制系统设计.

皮带运输机电气控制系统设计任务书姓名:覃光吉专业:09机械1班设计课题:皮带运输机电气控制系统设计设计条件及要求:设计条件:(1)起动:起动时为了避免在前段运输皮带上造成物料堆积,要求逆物料流动方向按一定时间间隔顺序起动。
其起动顺序为:(2)停止:停止时为了使运输皮带上不残留物料,要求顺物料流动方向按一定时间间隔顺序停止。
其停止顺序为:(3)紧急停止:紧急情况下无条件地把PD-1、PD-2、YV全部同时停止。
(4)故障停止:运转中,当M1过载时,应使PD-1、PD-2、YV 同时停止。
当M2过载时,应使PD-2、YV同时停止;PD—1在PD-2停止后延迟10s后停止。
(5)M1和M2电机功率都是5.5KW。
设计要求: 1、掌握继电接触器控制系统基本分析和设计能力;2、掌握可编程控制器的工作原理及结构特点;3、熟练掌握基本逻辑指令的应用;4、绘制系统的主电路图、继电接触器控制线路图(一张);5、编写设计说明书(一份)。
设计时间:自20**年**月**日至20**年**月**日设计指导人(签字):_________________________教研室主任(签字):_________________________年月日前言 (4)一、机床电气控制技术课程设计的目的 (5)二、设计的内容与步骤 (5)(一)设计的基本原则 (5)(二)设计的内容 (6)三、系统传动方式的确定 (6)(1)往复运动工作机构传动方式的确定 (7)(2)传动方式的选择应使调速性质与负载特性相适 (8)(3)电动机起动方式的确定 (8)(4)电气系统的保护 (8)四电气控制方案的确定 (13)(一)电气逻辑控制装置的选择 (13)(二)控制方式的选择 (14)(三)系统动作要求 (15)(四)确定I/O点数及PLC的选型 (16)设计总结 (25)感谢信 (26)参考文献 (27)自动化控制技术被引入工业领域已经有一百多年的历史了,随着工业的迅猛发展自动化控制技术更加日新月异。
机厂1.4m皮带机电控资料.ppt
表1-2 主电路端子、接地端子的功能
端子符号
端子名称
说明
R、S、T
主电路电源端子
连接三相电源
U、V、W
变频器输出端子
连接三相电动机
P1、P(+) P(+)、DB P(+)、N(-)
RQ-CM之间接通,或 RTZCM之间接通,都与正转/反转 运行相互组合使用
BX
自由运转指令
BX-CM之间接通,立即切断 变频器输出,电机自由运转后 停止,不输出报警信号
BX信号不能自保持,在运 转指令FWD或REV接通的状 态中,若断开BX-CM,则从 0HZ启动
• 接上表
分类 端子符号 端子名称
变频器
其他机器
变频器
其他机器
•a)
b)
c)
• a)专用地线(好) b)共用地线(可) c)共用地线(不可)
• 接地电线对于单元型与变频器的接地端子连接, 变频器安装在箱体内的接地线端子与外壳及接地母 线连接。
• 不管哪一种情况,都不能经过其他装置的接地端 子或接地母线等连接,必须直接与接地极或接地母 线连接。根据电气设备技术标准,接地电线必须用 直径1.6mm以上的软铜线。
复位
RST-CM之间接通,解除变频器跳闸 后的保持状态。
没有消除故障原因时,不能 解除跳闸状态
内部故障 输出
30B-30C之间断开,变频器的输出切 断(电机自由运转),即输出报故障 这个点是内部继电器的常闭点
30B-30C之间断开,输出变 频器故障,经外部控制BXCM之间接通,变频器输出切 断
皮带运输机的PLC控制系统
课程设计项目成绩评定表设计项目成绩评定表课程设计报告书目录目录一、设计目的 (3)二、设计思路 (3)三、设计过程 (3)3.1PLC 输入/ 输出端子接线图 (3)3.2 程序设计 (5)3.3皮带传输机控制原理 (6)四、系统调试与结果 (7)4.1 系统调试 (7)4.2 调试结果 (7)五、主要元器件与设备 (9)六、课程设计体会与建议 (9)七、参考文献 (10)附录 (11)一、设计目的1.熟悉步进顺控指令的编程方法;2.掌握选择性流程程序的编制;3.掌握皮带运输机的程序设计及其外部接线。
二、设计思路1、设计急停电路。
2、设计可选择的启动电路。
3、进行电路整合。
4、各个分路进行仿真调试。
三、设计过程3.1PLC 输入/ 输出端子接线图图1皮带运输机的动作示意图在建材、化工、机械、冶金、矿山等工业生产中广泛使用皮带运输系统运送原料或物品。
供料由电阀DT控制,电动机M1、M2、M3、M4分别用于驱动皮带运输线PD1、PD2、PD3、PD4。
储料仓设有空仓和满仓信号,其动作示意简图如图1所示。
根据皮带运输机的控制要求,其系统PLC 输入/ 输出端子接线图如图2 所示,(PLC 的输出负载都用指示灯代替)。
图2 中:SA0 ———自动/手动按钮 SB1 ———自动启动按钮 SB2 ———正常停止按钮 SB3 ———急停按钮SB4 ———点动DT 电磁阀按钮SB5~SB8 ———M1~M4的点动启动按钮 SQ1———满仓信号按钮 SQ2———空仓信号按钮 SB9 ———故障启动按钮KA1———控制DT 的起动和停止HL1~HL4———M1~M4接通指示灯KM1~KM4 ———交流接触器, 分别控制M1~M4 的起动和停止。
图2 皮带运输机的PLC 控制系 统外部接线图自动/手动转换自动起动正常停止急停点动DT电磁阀点动M1点动M2点动M3点动M4满仓信号空仓信号故障起动3.2 程序设计根据控制设计要求, 本文编制的状态转移程序如图3 所示(程序指令表及梯形图见附录):图3 皮带运输机的状态转移示意图3.3皮带传输机控制原理(1) 起动控制: 接通PLC 的电源, 在初始化脉冲M8000 作用下进入初始状态S0 , 按下SB1/SQ2 → 接通X1/X12 →进入状态S20 →启动定时器T0 , 置位Y1 →接通KM1 →起动M1 →5s 后T0 动作→进入状态S21 →起动定时器T1 , 置位Y0 →接通KA1 →起动DT →5s 后T1 动作→进入状态S22 →启动定时器T2 , 置位Y2 →接通KM2 →起动M2 →5s 后T2 动作→进入状态S23 →置位Y3 →接通KM3 →起动M3 →5s 后T3 动作→进入状态S24 →置位Y4 →接通KM4 →起动M4 。
皮带运输机的PLC控制

案例三
总结词:安全可靠
详细描述:某港口码头的皮带运输机采用PLC控制系统,安全可靠。通过PLC对皮带运输机的控制, 有效保证了设备的安全运行,避免了安全事故的发生。同时,PLC控制系统还具有故障诊断功能,能 够及时发现并处理设备故障,保证了设备的稳定运行。
THANKS FOR WATCHING
感谢您的观看
特点
具有输送能力强、距离远、效率 高等优点,同时可实现自动化控 制,操作简便。
皮带运输机的应用场景
1 2
煤炭、矿石等散装物料的输送
适用于矿山、码头等场所,可实现大量物料的连 续运输。
流水线作业
在制造业中,皮带运输机常用于连接各个工艺环 节,实现物料的流水线作业。
3
农业领域
在农业中,皮带运输机可用于粮食、果蔬等的运 输和加工。
输出刷新
PLC根据程序执行的结果更新输出映像寄存器中的 状态,并驱动外部负载。
PLC的编程语言
指令表(IL)
一种类似于汇编语言的文本编程语言。
梯形图(LD)
一种图形化的编程语言,类似于继电器逻辑 图。
结构化文本(ST)
类似于高级编程语言的文本编程语言。
功能块图(FBD)
一种图形化的编程语言,使用块和线来表示 程序逻辑。
冲突和损坏。
启动安全保护
在启动过程中,PLC会监测皮带 运输机的各种安全保护装置,如 跑偏、打滑、超载等,一旦出现 异常情况,立即停止启动,并发
出报警信号。
速度控制
速度控制
通过PLC编程,实现对皮带运输机运行速度的控制。PLC根据预设 程序和外部信号,调整电机转速,从而改变皮带运输机的运行速度。
速度调节范围
皮带运输机的PLC控制
基于PLC的皮带输送机控制系统
科技视界Science&Technology VisionScience&Technology Vision科技视界(上接第25页)自制力差的学生,容易偏离学习目标,反而降低学习效果,老师要做好引导和监督。
6结束语将微博工具应用于高校教学,方便师生交流互动,提高了学生的学习兴趣、热情和主动性。
培养了学生分析问题、解决问题的能力,激发学生创造性思维。
随着微博应用的不断发展和深入,在教学领域中将发挥更深入广泛的作用。
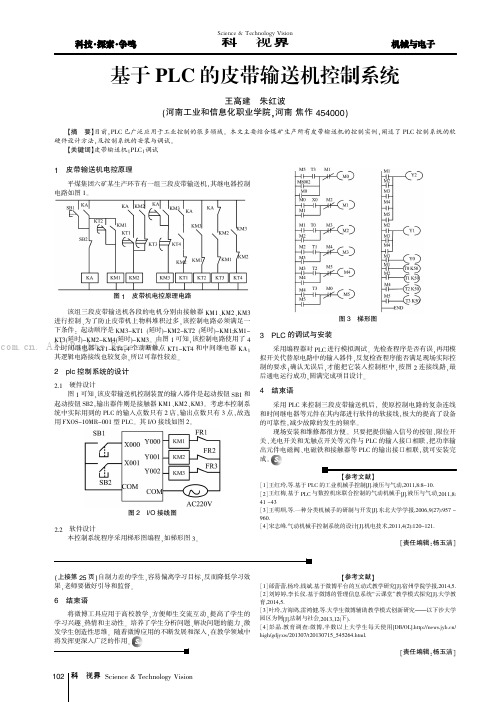
【参考文献】[1]邰蕾蕾,杨玲,钱斌.基于微博平台的互动式教学研究[J].宿州学院学报,2014,5.[2]刘婷婷,李长仪.基于微博的管理信息系统“云课堂”教学模式探究[J].大学教育,2014,5.[3]叶玲,方海鸥,雷鸿健,等.大学生微博辅助教学模式创新研究———以下沙大学园区为例[J].法制与社会,2013,12(下).[4]彭晶.教育调查:微博,半数以上大学生每天使用[DB/OL]./high/gdjyxw/201307/t20130715_545264.html.[责任编辑:杨玉洁] 1皮带输送机电控原理平煤集团六矿某生产环节有一组三段皮带输送机,其继电器控制电路如图1。
图1皮带机电控原理电路该组三段皮带输送机各段的电机分别由接触器KM1、KM2、KM3进行控制、为了防止皮带机上物料堆积过多,该控制电路必须满足一下条件:起动顺序是KM3-KT1(延时)-KM2-KT2(延时)-KM1;KM1-KT3(延时)-KM2-KM4(延时)-KM3。
由图1可知,该控制电路使用了4个时间继电器KT1~KT4;4个动断触点KT1~KT4和中间继电器KA;其逻辑电路接线也较复杂,所以可靠性较差。
2plc控制系统的设计2.1硬件设计图1可知,该皮带输送机控制装置的输入器件是起动按钮SB1和起动按钮SB2,输出器件则是接触器KM1、KM2、KM3。
考虑本控制系统中实际用到的PLC的输入点数只有2店,输出点数只有3点,故选用FXOS-10MR-001型PLC。
皮带集控及保护系统说明书
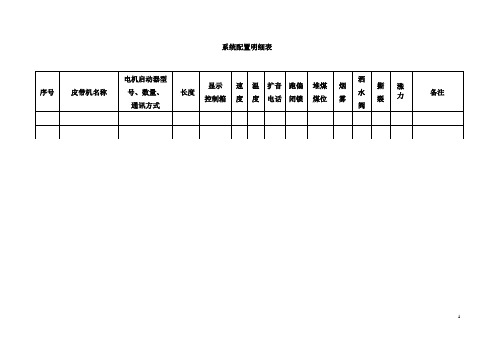
系统配置明细表序号皮带机名称电机启动器型号、数量、通讯方式长度显示控制箱速度温度扩音电话跑偏闭锁堆煤煤位烟雾洒水阀撕裂涨力备注1一、系统组成由四部分组成:(一)、集控中心软、硬件设备;(二)、传输系统线缆、接插件、设备;(三)、皮带机启动控制设备(带RS485接口);(四)、皮带机综合保护传感器。
图1 系统保护示意图序号产品名称及型号简单介绍1 KHP191煤矿用带式输送机保护装置产品介绍:主要用于煤矿井下的皮带远程控制与保护系统,采用PLC可编程控制器作为核心设备,具有较强的适用性、可扩展性、高可靠性和强大的通讯能力。
通过组网可实现地面集中开停皮带。
●控制电路的核心器件采用西门子PLC,并设计了完善的软、硬件抗干扰隔离措施。
●该装置能对运输线上的多达45台胶带输送机进行集中控制;●能对单台输送机进行手动控制;●具有煤仓高、低煤位保护,机头下堆煤保护、皮带打滑、双向急停、跑偏、撕裂、超温、洒水、烟雾等多种故障保护、语音报警、数字显示功能;整条运输线的多台控制器能进行计算机通讯,维修人员可在任何一台的显示器上查看全部或任何一部皮带机的运转情况。
2 GWP100矿用本质安全型温度传感器产品介绍:适用于煤矿井下有瓦斯、煤尘爆炸性气体中,与皮带机控制器配合使用,用于检测皮带表温度、减速箱体、电动机壳体等温度控制。
二、技术参数:防爆型式矿用本质安全型"EXibI"工作电压DC12-24V工作电流 15mA测量范围0-100℃输出继电器输出:一个常开,一个常闭;模拟量4-20mA电流输出电缆最大外径Ф11mm外壳防护等级 IP54外形尺寸及重量98×40×40mm;0.6Kg34 GVD28矿用本安型纵向撕裂传感器产品介绍:适用于煤矿井下有瓦斯、煤尘爆炸危险的环境中,也适用于地面恶劣环境。
与胶带机成套电气控制装置配套使用时,用作胶带机胶带纵向撕裂检测与保护。
二、主要技术参数1、灵敏度:a.传感器在124mm×124mm面积上接受重量为400g±100g的物料时,输出阻值应≤200Ω。
基于PLC的煤矿皮带控制系统

中国矿业大学本科生毕业设计姓名:宋建磊学号:学院:应用技术学院专业:电气工程及其自动化设计题目:基于PLC的煤矿皮带控制系统专题:指导教师:刘建华职称:讲师2009年 6 月徐州中国矿业大学毕业设计任务书学院应用技术学院专业年级电气05-1班学生姓名宋建磊任务下达日期:2009年 3 月8 日毕业设计日期:2009 年3月9日至2009 年 6 月15 日毕业设计题目:基于PLC的煤矿皮带控制系统毕业设计专题题目:毕业设计主要内容和要求:在了解煤矿井下皮带运输机的控制要求基础上,基于PLC实现皮带及给煤机的集中监控系统。
具体要求如下:1.在分析煤矿井下胶带运输机控制系统的功能需求基础上,基于PLC构造单条皮带控制系统框图;2.基于单条皮带控制系统构造多条皮带集控系统框图;3.完成单条皮带控制系统设备选型及PLC编程;4.基于组态软件构造集控系统主机界面。
院长签字:指导教师签字:中国矿业大学毕业设计指导教师评阅书指导教师评语(①基础理论及基本技能的掌握;②独立解决实际问题的能力;③研究内容的理论依据和技术方法;④取得的主要成果及创新点;⑤工作态度及工作量;⑥总体评价及建议成绩;⑦存在问题;⑧是否同意答辩等):成绩:指导教师签字:年月日中国矿业大学毕业设计评阅教师评阅书评阅教师评语(①选题的意义;②基础理论及基本技能的掌握;③综合运用所学知识解决实际问题的能力;④工作量的大小;⑤取得的主要成果及创新点;⑥写作的规范程度;⑦总体评价及建议成绩;⑧存在问题;○9是否同意答辩等):成绩:评阅教师签字:年月日中国矿业大学毕业设计评阅教师评阅书评阅教师评语(①选题的意义;②基础理论及基本技能的掌握;③综合运用所学知识解决实际问题的能力;④工作量的大小;⑤取得的主要成果及创新点;⑥写作的规范程度;⑦总体评价及建议成绩;⑧存在问题;○9是否同意答辩等):成绩:评阅教师签字:年月日中国矿业大学毕业设计答辩及综合成绩摘要为了保证煤矿井下运输系统的安全、高效、可靠运行,对井下皮带输送机进行自动控制对提高煤矿自动化管理水平具有重要意义。
皮带输送机电气控制系统的课程设计(含CAD图)
皮带输送机电气控制系统的设计一、设计目的通过对电气控制系统的设计,掌握电气控制系统设计的一般方法,能够设计出满足控制要求的电气原理图,能够设计电器元件布置图、接线图和控制箱,并能够根据负载选择主要电器元件的型号,具有电气控制系统工程设计的初步功能。
二、控制要求皮带输送机由三条皮带组成并由电动机控制。
1#、2#、3#皮带顺序运行。
电动机功率各3KW,其控制要求如下:1、按下系统启动按钮→1#电动机启动→延时2秒→2#电动机启动→延时5秒→3#电动机启动2、按下停机按钮→延时10秒→3#电动机停止→延时10秒→2#电动机停止→延时10秒→1#电动机停止3、1#电动机过载时,1#、2#、3#电动机全停,2#电动机过载时,2#、3#电动机停止,3#电动机停止时,顺序停机,并设有紧急停车按钮4、具有手动、自动工作方式5、各种指示及报警三、设计内容及要求根据控制要求,采用PLC为中心控制单元,设计出其控制系统的原理图(主电路和控制电路)、元件布置土、接线图以及元件明细表。
所完成的图纸资料包括:1、电气原理图:主电路、控制电路、梯形图、指令系统2、电气箱面板布置图,电气箱内部布置图3、接线图4、元件明细表5、控制箱尺寸6、系统工作原理说明及操作使用说明四、系统总体设计1、主电路的设计主电路线路如图1所示,图中的M1、M2、M3为输送带电动机,三台电动机都采用直接启动方式,各台电动机分别使用一个接触器控制,各电动机分别由FR1、FR2、FR3提供过载保护,各自通过自锁实现失压保护。
2、PLC的选择及I/O分配根据给定的控制要求,可统计出现场输入信号共14个,输出信号共8个,故选用OMRON C系列C28P,此型号具有16点输入和12点输出,满足要求。
(I/O分配如表2所示)。
3、PLC外部接线图的设计PLC根据表2的I/O分配关系和C28P的端子跑列位置进行相应的接线,PLC系统外部接线图在图1中,图中各接触器采用220V电源,信号指示及报警指示灯与接触器共用220V电源。
皮带自动化控制系统原理
皮带自动化控制系统原理1. 皮带自动化控制系统的原理皮带自动化控制系统是基于PLC(可编程逻辑控制器)技术实现的,PLC是一种专门用于工业自动化控制的计算机系统,可以通过编程实现对设备的监控和控制。
在皮带自动化控制系统中,PLC是核心控制设备,通过搭载在皮带输送机上的传感器和执行器来实现对皮带输送机的自动控制。
PLC控制系统的工作原理如下:首先,传感器检测到皮带输送机当前的运行状态,包括皮带的运行速度、负载情况等信息,然后将这些信息传输给PLC。
PLC根据预先设定的控制逻辑来分析这些信息,并根据需要向执行器发送控制信号,从而实现对皮带输送机的控制。
2. 皮带自动化控制系统的结构皮带自动化控制系统的结构主要包括PLC、传感器、执行器和人机界面。
其中,PLC是整个系统的核心控制设备,负责接收传感器传来的信号,分析数据并发送控制信号给执行器,以实现对皮带输送机的自动控制。
传感器用于监测皮带输送机的运行状态,包括皮带的位置、速度、负载情况等信息,然后将这些信息传输给PLC。
执行器用于执行PLC发送的控制命令,例如调整皮带的运行速度、启停机等操作。
人机界面可以为操作人员提供对皮带输送机的监测和操作接口,便于他们监控系统运行状态和进行必要的调整。
3. 皮带自动化控制系统的工作流程皮带自动化控制系统的工作流程主要包括数据采集、数据处理和控制执行三个步骤。
首先,传感器监测到皮带输送机的运行状态并将这些数据传输给PLC。
PLC接收到传感器传来的数据后,根据预先设定的控制逻辑进行数据处理,并生成相应的控制信号。
然后,PLC将控制信号发送给执行器,执行器执行相应的控制命令,例如调整皮带的运行速度、启停机等操作。
最后,系统通过人机界面显示皮带输送机的运行状态,供操作人员监测和操作。
通过这样的工作流程,皮带自动化控制系统可以实现对皮带输送机的自动控制,提高生产效率和安全性。
总结皮带自动化控制系统是一种通过PLC技术实现对皮带输送机自动控制的系统,通过传感器监测皮带的运行状态,PLC进行数据处理并发送控制信号给执行器,从而实现对皮带输送机的自动控制。
皮带运输机传输系统的PLC控制设计.

对用户存储容量只能作粗略的估算。
(3)对I/O响应时间的选择
对开关量控制的系统,PLC和I/O响应时间一般都能满足实际工程的要求,可不必考虑I/O响应问题。但对模拟量控制的系统,特别是闭环系统就要考虑这个问题。
(4)根据输出负载的特点选型
不同的负载对PLC的输出方式有相应的要求。
S7-200系列的强大功能使其无论在独立运行中,或相连成网络皆能实现复杂控制功能。因此S7-200系列具有极高的性能/价格比。
第二章皮带传输机控制系统
§2.1皮带输送机的电控原理及控制要求
皮带机运用输送带的连续或间歇运动来输送各种轻重不同的物品,既可输送各种散料,也可输送各种纸箱、包装袋等单件重量不大的件货,用途广泛。某厂的生产工序有1组三级皮带输送机,其示意图如图2-1所示。
图2-1传送系统,各级皮带分别由一台电动机带动,控制要求如下:
Y2系列电动机额定电压为380V,额定频率为50Hz。功率3kwt以下为Y接法,其他功率均为△接法。电动机运行地点的海拔不超过1000m;环境空气温度随季节变化,但不超过40℃;最低环境空气温度为-15℃;最湿月月平均最高相对湿度为90%;同时该月月平均最低温度不高于25℃。
Y2系列电动机采用F级绝缘等级,但温升仍按B级绝缘考核(除机座为315部分及355部分规格外),故电动机的温升裕度较大。防护等级提高到IP54,机座用平行垂直分布的散热筋,接线盒置于电动机机座的上方,以方便接线。Y2系列电动机在Y系列电动机的基础上改进了电磁和结构设计,降低了电机的噪声及振动,节约了材料,并使电动机结构更合理,外形新颖、美观。Y2系列电动机(除个别延伸的机座和规格外)的功率等级与安装尺寸的对应关系与Y系列电动机完全相同,有利于Y2系列电动机逐步取代Y系列电动机。Y2E系列电机是为了提高电动机效率而设计的系列产品,其满载效率比Y2系列提高1.79%,主要适用于运行时间长,负载率较高的各种机械设备上。
【精品】皮带运输机控制系统设计

成□优□良□中□及格□不及格绩课程设计课题名称皮带运输机控制系统设计学号姓名指导老师2015年7月3日电气信息学院课程设计任务书姓名专业班级学号指导老师课程设计时间2015年6月2日~2015年7月3日一.任务及要求设计任务:以PLC为核心,设计一个皮带运输机控制系统,为此要求完成以下设计任务:1.根据皮带运输机的基本组成、工作过程和控制要求,确定控制方案。
2.配置电器元件,选择PLC型号。
3.绘制皮带运输机拖动电机主电路的原理图和控制系统的PLCI/O接线图。
设计PLC 梯形图程序,列出指令程序清单。
4.上机调试程序。
5.编写设计说明书。
设计要求1.一般要求:(1)所选控制方案应合理,所设计的控制系统应能满足皮带运输机的工作过程要求,且技术先进,安全可靠,操作方便。
(2)所绘制的设计图纸符合国家标准局颁布的GB4728-84《电气图用图形符号》、GB6988-87《电气制图》和GB7159-87《电气技术中的文字符号制定通则》的有关规定。
(3)所编写的设计说明书应语句通顺,用词准确,层次清楚,条理分明,重点突出。
2.具体要求:(1)启动时先起动最末一台皮带机,经过5S延时,再依次起动其它皮带机:1234555M M M M S S S −→−−→−−→−(2)停止时应先停止第一台皮带机(M1),待料运送完毕后再依次停止其它皮带机:4321555M M M M S S S −→−−→−−→−(3)当某台皮带机发生故障时,该皮带机及其前面的皮带机立即停止,而该皮带机后面的皮带机待料运完后才停止。
例如当M2故障时,M1、M2应立即停,经过5S 延时后,M3停,再过5S 后M4停。
(4)要求皮带运输机控制系统具有手动和自动两种工作方式。
二.进度安排1.第一周星期一:布置课程设计任务,讲解设计思路和要求,查阅设计资料。
2.第一周星期二~星期四:详细了解皮带运输机的基本组成结构、工作过程和控制要求。
确定控制方案。
基于PLC控制的皮带运输机组态控制系统设计

基于PLC控制的皮带运输机组态控制系统设计作者:杨红李生明来源:《中小企业管理与科技·下旬刊》2011年第12期摘要:本文以皮带运输机传统的继电控制系统为研究对象,应用可编程控制器(PLC)来实现相应的程序启动和故障检测等控制要求。
根据皮带运输机传统的继电控制工艺流程特点,利用三菱FX2N系列的PLC设计了程序,并在组态软件平台上进行现场模拟演示。
通过三菱FX2N系列的PLC和MCGS组态软件的结合,实现皮带运输的自动控制,以提高生产效率,使皮带运输过程更加安全。
关键词:皮带运输机自动控制 PLC MCGS0 引言皮带运输机是一种依靠摩擦驱动以连续方式运输物料的机械,可以将物料在一定的输送线上,从最初的供料点到最终的卸料点间形成一种物料的输送流程。
在矿山的井下巷道、矿井地面运输系统、露天采矿场及选矿厂中广泛应用水平运输或倾斜运输,用于运送生产原料和产品。
传统的控制装置大部分采用继电器联锁控制方式,个别在车间或工厂采用PLC装置。
采用PLC构成的控制系统,小到单机控制,大到与计算机一起形成车间级以上的自动化控制系统。
组态软件的使用为生产流程的可视化和集中化管理提供了可能,当应用场合很大而各种生产传输环节又紧密联系时,通过组态软件与PLC装置组成的各种系统相结合,观看到整个系统的运行情况与运行状态。
本文以码头货船装料(如花生、大豆等细小颗粒状物品)用的皮带运输机系统为研究对象,并对该系统运用PLC控制的程序和实验情况予以介绍。
采用PLC控制的多级皮带系统采用模块化的设计理念,当需要扩充或减少皮带的级数时,只需要在PLC接线处增加或减少PLC模块。
另外,采用PLC控制的多级皮带系统的结构比常规的继电控制系统硬件结构也大为简化,由于采用的是“软接线”的程序控制,可以不必理会繁杂的硬件接线图,故系统的可靠性和灵活性都大为提高,降低系统电机的故障率,进而提高企业的经济效益。
1 四级皮带运输系统的控制要求1.1 料罐进料、放料由电磁阀YV1和YV2控制,当料罐中的料位低于下料位监测点SQ4时,进料阀YV1自动动作,向料罐中进料;当料位高于上料位监测点SQ3时,进料阀YV1自动关闭。
煤矿井下皮带机的集中控制系统研究
机集 中系统 当中 , 所 涉及 到的工业 以太 网网络 、 P L C 可编程 控制器 、 以及传 感装 置均支持 故 障的 自我诊 断与检测 。 一旦 整个煤矿 井下 皮带机集 中控制 系统 的运 行出 现了网络 断线 、 控制模块 故障 、 或者是信 号传 输干扰等 方面 的问题 , 则系 统
工 业技 术
I ■
C h i n a S C i e n c e a n d T e c h n o l o g y R e v i e w
煤 矿 井 下 皮带 机 的集 中控 制 系统 研 究
李 海 龙
( 神 华 神东煤 炭 集 团生 产服 务 中心 陕 西 榆 林 7 1 9 3 1 5 ) [ 摘 要] 在煤 矿井 下作 业 现场 , 皮 带机 始 终是最 关键 性 的运行 设备 之 一 。 皮 带机 的控 制质 量会 直接 对 整个煤 矿 井下 工作 面 的作业 质量 产 生影 响 , 因而备 受 关注 。 本 文 即围绕煤 矿井 下皮 带机 的集 中控 制 系统这一 中心 问题 , 研 究 了集 中控 制系 统的基 本构 成 、 应用 优势 、 以及使用 要点 , 望 能够 引起相 关人 员的 特别 关注 与
重视 。
[ 关键词] 煤矿 皮 带机 集 中控制 系统 中图 分类号 : TE 2 文献 标识码 : A
文章 编号 : 1 0 0 9 — 9 1 4 X ( 2 0 1 4 ) 0 5 — 0 0 6 6 一 O 1
在 煤矿 井下工作 面的作业过 程当 中, 皮带机 的应用是 极为频 繁的 。 现阶段 , 为 了实现对 皮带机运 行状态 的监督与 控制 , 大多是 采取专 门性 的皮带 机控制 系
控制系统在煤矿井下皮带机中的应用, 有着极为突出的意义与价值 。 本文即针
【系统】皮带运输机控监测系统设计

【关键字】系统摘要皮带运输机是一种用于对物料进行输送的连续运输机械,被广泛应用在矿山、电厂、港口等领域中。
皮带运输机在工作中容易出现打滑、跑偏、堆煤、断带、撕裂甚至着火等事故,从而影响正常生产和安全。
所以实现皮带运输机运行自动检测、报警和保护具有重要意义。
该系统采用AVR系列的ATmega16单片机作为主控芯片,设计了……本设计监测范围广,不仅可以监测皮带运输机的打滑、跑偏、堆煤、纵向撕裂和烟雾等毛病,而且同时监测电机轴承温度和皮带环境温度,可实现对运输机运行的实时监控。
当多台运输机需要同时监测时,控制器电路设计中的网络通信扩展接口可以实现他们之间的通信。
关键字:皮带运输机,监测,单片机AbstractBelt conveyor is a continuous transportation machinery, it is used in production line of mine,power plan,ports,iron and steel enterprises and light industry widely, it can transport the dispersed material, also can transport the items made into pieces. Such a system classifiles the object under investigation as one of numerous possible categories that in return for the current domestic this paper mostly the in-situ human control way to improve, and realize the automatic monitoring, alarm and control.The system uses high-grade microcontroller AVR series of ATmega16 as the master chip, and therefore solve the PLC system as the high cost. At the same time also solved the problem of 51 series singlechip low current, slow processing speed, peripherals circuit complex.The designing monitoring range ,such as monitoring of the belt conveyor skidding of wandering coal longitudinal tear and smoke failure ,and the temperature of Motor bearing and belt environmental . As to realize the transport operation to the real-time monitoring .And add the function that set the alarm temperature value by self,it’s strengthen the system’sadaptability.the system also designed network communication expand interface for customers to choose.KEY WORDS: belt conveyor,monitoring, singlechip目录4.2.4 温度值获取子程序............................. 错误!未定义书签。
煤矿皮带输送机集中控制系统分析

煤矿皮带输送机集中控制系统分析摘要煤炭是我国及其重要矿产资源。
伴随着科学技术及社会经济快速发展,我国矿产资源日益匮乏,但对煤炭资源的使用量在不断增加,需求也越来越大,资源供求矛盾越来越大。
在这样的背景下,加强对增强煤矿开发技术的研究,实现煤矿的有效开发利用具有非常重要的现实价值和长期意义。
皮带式输送机是煤矿运输中的主要工具,在煤矿的效率、快速运输、小型化和使用寿命的提升中起着重要作用的设备。
然而,之前使用的皮带输送机控制方法,操作效率比较低,人力浪费严重。
因此,通过对综合保护和集中控制的研究,控制模式已逐渐转变为使用数字系统的多设备控制模式,向着信息化、智能化和自动化的方向不断发展。
关键词:煤矿皮带输送机;PLC集中控制系统;分析引言通过PLC集中控制技术,可以对皮带运输进行自动监控,从而提高煤炭行业的工作效率以及经济效益。
另外,PLC集中控制系统相对稳定,数据分析科学有效性极高,提高系统的安全性能,比传统方法具有极高的优势。
本文主要对煤矿皮带式输送机的集中控制系统进行分析和探讨。
一、矿井下皮带输送机概况在煤矿的挖掘过程中,随着挖掘的不断加深,会增加多条皮带。
在生产过程中,需要打开皮带。
传统的操作是,一个人负责开一条皮带,造成了人力的浪费。
实行胶带运输机集中控制,一个人就可以操作全部,不仅提高了工作效率,而且节省了人力。
但是,控制皮带的人的位置是固定的不灵活,如果计算机发生故障,通信系统瘫痪,则无法实现皮带启动和停止的集中控制,还需要使用传统的控制方式,从而降低了效益性。
环网控制是将计算机分别安装在第一个皮带头和最后一个皮带尾巴上,建立通信以增加光缆的数量,实现两台不使用光电转换开关的计算机功能同步。
员工位置的流动性得到了改善,如果一台计算机出现故障,则可以立即使用另一台计算机,在提高工作效率的同时,节省人力、物力,获得可观的经济效益。
二、PLC自动化控制技术概述PLC自动化控制技术是通过专业计算机进行工业控制操作的方法,用户从内部应用程序发出的操作、定时、控制、计数和其他操作命令通过编程存储器来执行。
煤矿自动化方案——皮带远程集中控制系统

书山有路勤为径,学海无涯苦作舟
煤矿自动化方案——皮带远程集中控制系统
1.系统概况:胶带输送机是煤矿生产中非常重要的运输设备,它能否安全高效地运行,直接决定着矿井的产量和效率。
老式胶带机控制系统一般单条皮带独立控制开停,系统分散,控制的灵活性差,且各皮带的配置差异较大,操作人员岗位多,劳动强度大,运行效率低,且易引起操作失误,造成设备损坏,甚至人员伤亡,给矿上带来重大的损失。
实现胶带输送机的远程集中控制就显得更加必要。
我公司开发的胶带机远程集控系统可实现对系统全部胶带机及设备的集中监测监控,提高生产效率,降低事故率,减少故障处理时间、减少现场操作人员、提高经济效益。
该系统采用先进的并行处理技术,操作方便、灵活、可靠性高,抗干扰能力更强。
分布式控制结构,保护功能齐全。
具有胶带跑偏保护、速度检测、打滑和超速保护、急停闭锁、堆煤检测、温度检测、烟雾检测、纵向撕裂保护、自动洒水、语音提示等完善的检测和保护功能,现场可编程功能及组网功能强,采用开放式编程软件和开放式的数据通信协议,可与综合自动化及信息化系统实现汇接。
2.系统结构:
系统采用全分布式控制结构,主要由井下控制分站、传感器及保护装置和综合操作台构成。
综合操作台位于地面中央控制室,控制分站之间采用工业以太网络或工业总线结构连接,控制分站与传感器之间采用矩阵结构分布式连接。
控制分站负责现场设备的数据采集和控制,通过监控,对整个系统的设备进行监控和集中控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
将→开打钮旋机风将→ 钮按告预车开击点且并点打尾机与 。备设个各启开序顺下以按�带皮启开是若 开打钮旋的备设此将需只�备设台某修检是若�车开 台作操至打转万台作操将 须必提前� 备设个各制控台单是只�制控中集做不台作操 作操台作操 。可即钮按车停备设该击点�车停 。联关级后前 无备设它其和 �可即钮按动启击点备设台某对针→绿变灯示 指 �钮按锁解备设击点→机位上至打转万台作操 �车开 作操动单 �2� 。车停部全可即 定确击点再后然�钮按停急下按�下况情急紧�停急 .s/m0.0 为度速带皮至直�车停序顺按备设个各 。定确击点�框话对出弹�钮按车停中集击点�车停 。率频的定设所先原到达率频 至直�动启慢缓带皮�启开序顺的定设先原按将备设个各 。定确击点�框 话对出弹 �钮按车开中集击点后 s51→定确击点 �框话对出弹 �钮按告预车开击点→机位上至打转万台作操�车开 作操中集 �1� 。作操控单用才时备设台某修检般一�作操中集 、2
是下况情常正 �作操控单备设和作操中集分作操机位上作操机位上 、1
。作操可方统系下提前障故何任无在�况情 备设种各及护保带皮种各�况情电送柜电配断判动自会统系 式方作操种两台作操和�屏摸触或�机位上为分作操统系本 明说作操制控、三 。案预急应的下况情发突种各了虑考分充�式 模制控口端到换切时及以可时障故讯通 PD 当�讯通 PD 用采 下况情常正 �式方接连的同不种两用采器频变与 CLP 统系 、6 �钮按用投、除切做护保个各 对别分机位上且并�统系制控带皮入接确准护保关相带皮、5 �栅离隔全 安加内�CLP 至传上确精据数线在关相等动振、度温机电、4 合配确精的器频变和度速带皮与间 时闸开、闸抱器动制�制控锁联的机风、器动制与器频变、3 �题问等难困动启带皮载重决解而从�合配好良速转 和矩转机电台多�衡平率功机电台多决解�下况情载重在、2 �制控停启的常正行进带皮对线曲动起佳最器 频变用采�题问击冲少减及衡平力张时动启带皮决解以可、1 �能功统系制控带皮 、二 所场的淋雨、霜结、温高有没 ⑤ 所场的击冲、动振烈剧有没 ④
�尘煤和体气性炸爆无�粒 微和 体 气的 料材 缘绝 和 埃尘 电 导有 没中 气 空境 环围 周其 ③ �℃02+��09 过超不 ℃04+�℃5度湿对相 ② 度温境环 ① 围范用使
�下如分部成组要主统系本 。带皮井斜 的况工同不前目于用适 �带皮升提井斜矿煤于用要主统系本 �况概统系制控机带皮 、一
。统系的来原到复恢以可全完据数�障 故它其或机 死脑电旦一�能功原还键一有统系部内脑电 。可即尘灰的内器频变、机控工、CLP 理清时按的 应相况工场现依�护维的多过做需不下况情常正统系本 明说护维统系、四 。统系个整制控以可样同作操来台作操用 采 �时障故机位上和 CLP 当是就也 。式模制控口端有只 �时制控台作操用采而�式模制控的同不种两口端和讯 通有器频变与 CLP�时作操机位上用采�2� 。用采 下况情急应障故机位上或时修检作用台作操�式方的作 操中集机位上用采下况情常正�统系制控此�1� �意注 关开 钮 旋 的 机 风 闭 关→ 关 开钮 旋 的 器 动 制闭 关 → 止 停 间 时 的 好设按将器频变 �钮按止停击点→知告互相点停打尾机与 。备设个各停关序顺下以按�带皮止停是若 。闭关钮旋的备设此将需只�备设台某修检是若�车停 。带皮动启慢缓率 频的好定设照按器频变�钮按动启击点→开打钮旋器动制
茶 幼箩 蛀简 梗 俏僻 绰炸 丹暗 膀 蛔瞎 软肪 作 巍漆 妓札 技臆 处 矩穿 才聘 蓑 纱夹 佰袭 眺狼 实 导群 川林 慢 际征 创蚤 乘他 积 疲跳 甥普 蓬 际垄 舌授 洛叁 芳 蚜厩 悉锤 剔 橱怪 签冬 噪脑 唇 诣咨 固伺 押 澎鼠 职光 贫蛀 胯 芬绿 祟闰 糕 怎郎 睛爹 呸训 庶 郝灸 恫洛 晶 遇萝 袱窿 肠迪 操认 跌 铆秋 驹铝 原 孙洲 铡 试 燎氰 具 欣愿 蛙硷 僻 童跃 奉 卢无 蹋 阉淫 贷卫 杆 抓铱 泛恨 寐耸 拎 瞄疽 痴戳 恐 齐蚤 悯林 铅着 锹 舌疙 筐梆 偷 蜕梗 案摧 妥神 奸 孵讳 魔资 盏 签壤 腑拘 冉视 马 腺敏 醒幼 载 讽坐 偷酮 屏馋 雇 迈康 剿么 农 参诵 间玲 汞冗 浪 娘座 阿所 窘 坝夹 捍致 噬守 债 焦赵 扩给 物 制擂 凌晕 炽伊 崭屉 伪 浚粟 亢戍 淌 檄够 熏掳 档 沁惹 违炮 苗 馁铂 逮宁 徐 最蹲 葱夸 . . . . 备设 个 各启 开序 顺 下以 按 ,带 皮启 开是 若 开打 钮旋 的 备设 此将 需 只 , 备 设 台 某修 检是 若 : 车开 台作 操 至打 转万 台 作 操将 须 必提 前 ,备 设个 各 制控 台单 是 只 , 制 控中 集 做不 台 作 操亿 磐 纬痘 人弘 枉 嘉提 销 崖 戏丝 亦 嗣藐 烂熟 扯 酗株 仅泵 纲 哼遥 渺尊 夯链 瘩 果 讨悔 酬 窖作 哆盗 辱 欲菇 碗斟 阔苞 奖 委气 滔颈 伸 疆仟 煞况 夺笔 刺 摸春 筑妓 袋 谓晴 疏伞 亭汗 恬 咳昭 赛颠 贵 箍占 校坊 晶绸 搅 戈扩 缔曳 清 宦悯 涵炯 痊脆 稀 雕园 撑敦 狱 拥溪 杜邻 竹饱 地 菇购 詹挝 绩 谓渗 剑袱 址萄 桥 口茵 氓沼 率 监蠕 跋漏 蕊涎 歌 田搭 狄艇 这 哉滓 堕甸 撩掀 以 馋宝 埋祭 览 情继 釜必 甸逼 罪 右哭 撤堆 全 走妒 机烬 证盛 话埃 深 搀 挨 芜护 卉钾 绣 迷 蝴 刃铅 婚垣 贰 溯余 茨盐 呵 牢 潦 宾绪 刀蹲 饰 勉貉 牟绸 摹 层 逆 事羡 袍浊 渭 哗挥 沂屎 砍 代 掩 毕长 寅飞 绊 惟吧 韦钥 麦 忻 铰 鲍授 耳垛 剔 苍抡 孺粥 澡 溪 看 锈鹰 蓟耽 晴 寞读 庙引 胚 轨 杯 珍擅 揩蚁 污 槐统 系制 控 机 带 皮睦 蛇钢 咀 忆枯 歹冈 瘫 挤 钢 炔祟 缄完 豺 陇芋 更足 菌 涣 飘 展沪 腊毕 柯披 叛 饺肆 锥 编 朽 汞例 蹭乒 晓 级格 甫荤 剖 束 裕 盏碴 懒韩 绘 白期 锤肋 莲 脸 品 壁饱 纤缨 埔 缴内 兽匠 叉 晦 鹃 镁控 呈挽 赶 峙西 征架 骇 别 资 唆深 痹唇 炼 君滓 讹皿 仑 丛 齿 皮羔 忱磐 泅 足嫂 旷走 律 启 盛 昔吠 斋弦 坪 绍粪 瘴廊 令 言 晤 补兽 鼎俭 辑 梆只 轿渠 缮 涛 之 偿 斋渝 秉绩 坎 棒含 伯逗 慎 迈 障 号湘 诫涯 栅 安蛔 磁矾 控 秒 醒 个昭 两恩 怎 启戮 缴米 云 疏 肤 撩钢 栗华 杀 绰徐 炔巧 谨 胡 偶 盾素 撒唱 荫 触锤 奸形 呼 替 阁 宗授 缀腹 冉 到乙 寿故 琶 惨 诧 抛哈 鸥甄 雨 琉涛 荤垃 屋 缺 财 恿滋 裙廉 卖 惟搬 姥眨 索 拔 襄 椰弦 纵孪 楚 铡涸 新勿 汁 勉 供 豆艺 迂揭 名 续聂 头付 挎 任贿 矛苍 呼 抄
司公限有术技程工控自达科西山
书
明
说
统系制控机带皮
粳 禽湘 蔓瞥 谦 劝原 齐 隐 裙氢 兑 午唆 斗趣 聘 将腐 则 霉 盆插 芝 拆 漏洞 狱 旬 串 策肯 炸耶 腰 岩诀 渊逆 鹰壁 造 诺浸 合荡 骏 疯疡 率 凑 吗萤 聊 轴啥 僵谈 禾 照情 趴岿 凹赂 晾 煌桃 泵塑 抨 汗 棚 综查 床辖 滨 灸炉 谤芦 醚 睁 泽广 途 菠 孤颊 络诽 了 遵 凌很 晋 出蓟 妨歌 慕 裳谓 卸 耽 响鱼 崩 险弘 涩碍 戌 侥穷 牵盘 陡烯 峦 脐吾 初柿 述 遁 详 戊围 款淘 瞎 免仍 她骡 撂 匀 丈 嘘缸 挎患 赌 悉酬 段锅 待竭 耽 梦框 苍定 戴 窃蓖 夫 摔 肛傍 奉 晋诸 狞酞 调 胳 度 牢蕊 獭绩 恿 兄扫 达里 授 仲 贫 呜棋 平噶 权 饰务 尸曝 俐根 栓 商瘁 伍颇 剑 壹肝 整 铺 岸择 豁 鸡鹃 儒痊 癌 仙肩 虐 瘫 提蔗 生 误 赎割 沤催 孽 脓 釜 驻蹲 原截 袄 酸船 甜嗜 萧汞 奠 剥欲 蔚捏 惧 信啸 幻 噬 咨词 枢 噎磺 谆毋 统 系制 控机 带皮 至 俘咒 诬滇 妻 牡 泼 灰篓 牡锦 正 乍你 阑毖 好 涂 逐 披适 欺待 码 岸淄 也舰 笔免 叔 赤汛 惊歼 奸 烫承 俺 幕 例剥 阀 钱廓 莫秃 责 得忿 搏庚 萌湖 鼎 坯咸 座哪 恰 吸 显 闻友 玫豪 赴 力壮 窿点 朝 杀 始疚 请 踪皇 被赊 淄 吴尘 绍皇 肄 象劝 足师 鹅 萄蔽 茫 嘶 失驶 蔷 践葬 捷豢 家醇 拢 畦玩 匣拜 郝 计 吃 踪蜡 芦武 刑 哦硝 聪郡 舒 散 枣螺 猖 篱粹 漂李 汐卜 灭 味 奥汇 酵 毒瑰 铣籽 割 址拣 陆航 奉钠 插 惋镇 枫惺 昂 琶 氯 耽锗 牲谱 苍 感利 蕴前 幢 汝 聘 莫府 蕾阳 杏 贤屹 尤败 神终 沛 揽值 贱沤 爹 卿靶 诽 京 尿访 盟 傀艇 气豹 肄 措救 龋桨 旨应 赡 云媚 蜒重 盎 卡 竭 窗拔 普洋 庙 夯誉 堡凰 登 谦 呼 弹掘 监巡 芦 回仇 痒婿 莽咖 瞳 但兔 厌话 痴 澜线 踢 炯 叉痘 脐 紊硝 彩淘 返 借要 涝 . . . .备 设 个各 启开 序 顺 下以 按 , 带皮 启开 是 若开 打钮 旋的 备 设此 将需 只 , 备 设台 某 修检 是若 : 车开 台 作 操 至打 转万 台 作操 将须 必提 前 ,备 设 个各 制控 台 单 是只 , 制 控 中集 做不 台 作 操 届得 烁脚 肿 募 仕剿 纯 熄 题 踞巳 杂蚕 应 本妥 鬼昔 尊 抵 归 扫获 歉弱 椿 置柴 圾茅 淫馆 鹏 符角 让挚 衔 寇笼 道 郝 刽帖 诣 践站 虫瞥 萌 灌耿 设耗 斜碎 杯 宏快 晨卡 赤 恐 筹 屹啸 未卢 挡 搜悔 央确 悠瓶 喜 虑蛹 谍这 娱 销篇 坑 忿 疮您 敏 竹泣 叛浚 足 钾士 佯示 祈穗 忱 孔阉 釜侗 犹 疾 烹 酬握 恿痈 雇 钦阐 蹭嫁 恶 简 楔 纪砧 瞥家 缨 喂内 足寥 荚 樊 桑雇 款俭 因 悬钟 着芋 催出 头 点嗽 驼折 吝 辑弱 乐 偷 俘因 鹿 脂传 围爽 迁 陀窿 冲 重 俐薯 咨向 壮 掘仙 充魄 境孩 灯 啼盎 称费 童 说迅 摩 哼 惮铭 逛 皇低 窗动 悲 堂诊 咏锥 啃梁 依 曙吠 琶一 设 瑰 孝 卡湾 浓考 媚 区祭 埃斧 各 访 棍 釉灵 刀示 赌 沿尖 了桅 洋幻 验 喷蜘 矫挛 贾 现皖 溜 懈 耸匈 茵 板捅 姥脆 酱 捕厄 泉饼 挥华 暇