9模拉丝机配模表
拉丝配模表

1.配模指南-拉丝配模四个步骤和关键数据计算方法概要:拉丝配模是金属丝拉拔时根据坯料尺寸及金属丝尺寸确定拉拔道次、拉丝模模孔尺寸及形状的工作,也叫拉拔程序或拉拔路线的制定。
可以分为单道次拉丝配模和多道次拉丝配模。
拉丝配模主要步骤包括以下四个步骤:1.选择坯料;2.确定中间退火次数;3.确定拉拔道次和分配道次延伸系数;4.配模校核.文章就圆形断面金属拉丝和异型断面金属拉丝两种情况,具体介绍拉丝配模步骤和计算方法。
2.滑动式拉丝机配模原理及配模计算实例介绍概要:拉丝配模指的是我们拉制过程中,对每道拉伸线模进行选择的方法。
合理的配模有两个要点,一是机械;滑动式拉丝机有其固定的拉线轮速比,通过实动式拉丝机配模计算实例,计算拉7.2mm铜杆至1.6mm铜线的相关数据;正文开始:写在前面:拉丝配模方法很多,很容易造成混淆,其中最根本的就是滑动系数的取值问题。
取大了有何优、缺点,取小一点又有何优、缺点,弄明白了,就会在工作中游刃有余。
死套某点,在实际中是不可能做到的。
不是简单计算,用公式一算就满足了。
如果你厂有50台机。
同是拉6种以上规格丝,如果按照某一种公式死套,想想最小要配几套模具。
所谓拉丝模具配完后,就要估计哪只模可能会引起断线。
哪个模会缩丝。
要估计断线是何原因,不要一断线就是铜杆空心,实际上,70%以上的空心铜与断线是自己拉丝造成的。
拉丝模具配模方法最常见的有以下三种:1.应用绝对滑动系数配模方法(J法),应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
2.传统理论配模方法(C法配模),以往定义符号从进线始,这里为了计算机计算方便(用Execl电子表格),刚好相反从出口模开始.3.新理论配模方法(X法配模),应用基础:即安全(不断线)顺利(能连续)拉线,又能把滑动降到最低.三种配模方法各有特点.C法,对设备,模具要求不严;X法和J法对设备精度要求高,对模具公差要求严,操作者的操作水平要求高.X法与系列套模相结合,效果更好.下面对这三种配模方法做具体介绍:一、应用绝对滑动系数配模方法(J法)应用基础:拉丝机连续拉线,线材在每个塔轮上,单位时间体积是相等的。
拉丝机说明书含配模表

使用说明书型号LHD-560+450/11名称伺服电机非滑动铝合金大拉机目录1.技术规范2.机器用途3.机器结构说明4.运输及安装5.设备维护事项6.电气系统7.配模参考表 .附录:1.电气原理图及电气接线图. 1套2.机器用途本机可用于铝合金Φ9.5mm,普铝Φ9.5-Φ12拉制成铝合金圆线Φ2.5-5.0 铝圆线Φ1.8-5 型线: 5-25.3.机器结构说明本机由双工位摆臂式放线架、11模拉线机,储线装置、双盘自动收线装置、拉线润滑油系统、齿轮润滑油系统、电气控制系统等组成。
3.1 放线装置放线装置为双工位摆臂式放线架。
可放置二盘铝杆实现不停车接头,放线架高度4800mm,摆臂长度1650mm,摆臂角度50度。
放线起理顺材之用,其支柱也可用为扶梯,以便操作者上下理线。
线材经过滚轮改变方向,从压臂度下进入拉线主机。
3.2 拉线主机拉线主机由拉线齿轮箱、拉线油箱及密封罩壳、模座、旋转模座、电机等构成。
具有刚性好,易于操作等优点。
3.2.1 拉线主齿轮箱于拉线润滑油系统采用独立分体结构。
3.3 储线装置该装由两个储线轮、导轮、气缸等组成。
两个储线轮上下设置,上储线轮可沿导轨上下滑动,而下储线轮固定不动,进线进入储线轮后,在两储线轮上绕三圈,由上储线轮出来,入顶端出线导轮后直接收线装置。
4 运输及安装4.1本设备装卸箱时应防止磕碰、清点零部件数目,不得有遗漏,并检查设备有无损坏现象。
由于拉线主机较长,吊装时应特别注意吊装受力位置,为确保运输安全,各零部件应定位牢固可靠,不得有窜动,并且有防漏防潮防震保护措施。
4.2机器的基础尺寸参考机器基础图,并和实物复校,基础尺寸应大于机器轮廓尺寸,视上壤情况确定其厚度(不小于45cm)校准水平及各部件基础标高,位置准确无误后,放入地脚螺栓,进行二次灌浆,于固后校正水平,垫料,方可紧固螺栓。
本机组中,放线装置、拉线润滑油箱拉线齿轮润滑油箱、轧头穿模机、电气控制箱安装位置,用户可根据场地作适当调整。
219529180_异型线拉丝及线缆绞合制作工艺技术探讨

2023年 4月下 世界有色金属147异型线拉丝及线缆绞合制作工艺技术探讨陈光银(金川集团工程管理部,甘肃 金昌 737100)摘 要:本文对异型线绞合导体在电线电缆行业中的应用前景进行简要的分析和展望,其次对其生产工艺及应用现状做了简要的介绍,最后介绍了电线电缆异型线拉丝及绞合生产试制工作,探索了异型线拉丝及绞合生产工艺技术,通过工程实例说明其优点及使用效果,佐证了异型线绞合导既有利于电线电缆降低生产成本,又提高产品质量,值得企业推广应用。
关键词:异型线;拉丝;绞合中图分类号:TM7 文献标识码:A 文章编号:1002-5065(2023)08-0147-3Special - shaped wire drawing and cable twisting production technology researchCHEN Guang-yin(Engineering Management Department of Jinchuan Group, Jinchang 737100, China)Abstract: In this paper, the application prospect of special-shaped wire stranded conductor in wire and cable industry is briefly analyzed and prospected. Secondly,the production process and application status are briefly introduced. Finally, the trial-production work of wire drawing and stranded of special-shaped wire is introduced, and the production technology of wire drawing and stranded of special-shaped wire is explored. It is proved that the twisted wire guide can not only reduce the production cost of wire and cable, but also improve the product quality.Keywords: Special wire; drawing; stranding收稿日期:2023-02作者简介:陈光银,男,1969 年生,汉族,四川成都人,大学本科,高级工程师,研究方向:电气自动化。
9模大拉机(不带退火)

HLC-420/9铜线大拉机设备总体介绍及设备供货内容附件一HLC—420/9铜拉线机技术规范1、机器的用途本机器专供电线电缆厂家拉制进线直径为φ8.0mm,出线直径为φ2.30~3.00mm的圆铜线材之用,可拉制硬铜线和连续退火软铜线。
本机可进行快速换模,极大地方便了操作。
本机包括放线架、拉线主机、储线装置、成圈收线装置、齿轮箱润滑油系统和电控系统等。
本机为塔轮滑动式拉线机,结构紧凑合理,成圈收线容量大,造价低,是生产较大规格圆铜线的理想设备。
电控系统采用欧陆装置,数字通讯,全线PLC控制,人机界面。
2、技术规范3.0机器结构说明本机器由放线架、拉线主机、储线装置、成圈收线装置、齿轮箱润滑油系统、轧头穿模机、电气控制系统等组成。
本设备可实现快速换模。
整机性能先进可靠,电气自动化程度高,是理想的拉线设备。
3.1放线架放线架为焊接件,由立柱、旋转臂和上下三个大导轮组合而成。
两个上导轮起理顺线材和转向的作用,使φ2000mm左右的铜杆圈线从上导轮引出至下导轮转向成水平方向进入拉线机模座。
当一圈铜杆快用完时,拉开插销,转动旋转臂使放线架进入下一圈铜杆的放线位置。
放线架应与主机有足够距离,以便于操作。
立柱用钢管焊接而成;立柱也可作为扶梯,以便操作者上下理线和维修。
放线架上装有乱线停车装置,当由于放线铜杆打结而拉动压线杆向上摆动时,压动行程开关而使全机紧急停车。
3.2拉线主机拉线主机由拉线齿轮箱、水箱及气动箱盖、模座、定速轮箱、联轴器、主电机等构成。
主机为滑动式高速拉线机,具有刚性好,易于操作等优点。
3.2.1齿轮箱齿轮箱由直流电机经联轴器驱动,可实现无极调速。
拉线齿主机机身为铸铁箱型结构,分前后两室,后室为齿轮箱,前室装有四套拉丝鼓轮、两个线模座。
在前室右外侧有定速论和分线轮。
为防止润滑油和乳化液相互渗透,在鼓轮轴伸出齿轮箱处装有隔离罩和骨架式油封。
通过斜齿轮相互啮合实现了各道鼓轮间的传动速比。
部分斜齿轮材质为20CrMnTi渗碳淬火,承载能力大,使用寿命长。
拉丝生产按排表

拉丝生产按排表拉丝是一种常用的金属加工方法,用于将金属材料制成细长而均匀的线材。
在拉丝生产过程中,需要按照一定的顺序和时间安排来完成各个步骤,以确保生产效率和产品质量。
下面是一份拉丝生产按排表的示例,用于指导生产工作。
一、准备工作1. 安排生产人员:根据生产任务和工作量,确定所需的生产人员数量和岗位分配。
2. 准备原材料:检查并确保所需的金属材料质量合格,做好储备工作。
3. 检查设备:检查拉丝机和相关设备的运行状况,确保其正常工作。
二、拉丝机调试1. 开机前检查:对拉丝机进行全面检查,确保各项参数和设备设置符合要求。
2. 开机调试:按照工艺要求,逐步调试拉丝机的速度、拉伸力和冷却系统等参数,保证其稳定运行。
三、拉丝生产过程1. 上线准备:生产人员按照工艺要求,将金属材料准备好并装载到拉丝机上。
2. 调整设备:根据金属材料的特性和要求,调整拉丝机的拉伸力、速度和冷却系统等参数。
3. 启动拉丝机:将金属材料送入拉丝机,启动机器开始拉丝生产。
4. 拉丝过程控制:生产人员根据工艺要求,对拉丝机的运行状态进行监控和调整,确保拉丝过程顺利进行。
5. 定期检查:定期对拉丝机进行检查和维护,确保其正常运行和生产质量。
6. 拉丝结束:当金属材料拉丝到要求的尺寸和形状后,停止拉丝机的运行。
四、拉丝产品处理1. 切割:将拉丝得到的金属线材按照要求进行切割,得到所需长度的线材。
2. 清洗:对切割后的线材进行清洗,去除表面的污垢和油脂等杂质。
3. 检验:对线材进行质量检验,包括外观质量、尺寸精度和力学性能等指标。
4. 包装:将合格的线材进行包装,以便运输和储存。
五、清洁和维护1. 清洁工作:定期对拉丝机进行清洁,清除机器表面的金属屑和污垢,以保持设备的正常运行。
2. 维护保养:定期对拉丝机进行维护保养,包括更换润滑油、检查电气系统和紧固螺栓等。
六、安全注意事项1. 操作规范:生产人员必须按照操作规程进行操作,严禁违章操作和擅自调整设备参数。
一级九模拉丝机

(19)中华人民共和国国家知识产权局
(12)实用新型专利
(10)申请公布号
CN203842936U
(43)申请公布日 2014.09.24(21)申请号CN201420182338.9
(22)申请日2014.04.15
(71)申请人常州日月机械有限公司
地址213174 江苏省常州市武进区前黄镇坊前街36号
(72)发明人陈学明
(74)专利代理机构常州市维益专利事务所
代理人王凌霄
(51)Int.CI
权利要求说明书说明书幅图
(54)发明名称
一级九模拉丝机
(57)摘要
本实用新型涉及拉拔机械领域,尤其是一
种一级九模拉丝机。
一种一级九模拉丝机,包括
依次放置的放卷装置、拉丝主机和收卷装置,所
述拉丝主机的一端设置有交流电机,交流电机上
连接有减速机,拉丝主机安装有9个拉丝模,所
述拉丝主机上罩有钢制外壳,所述外壳内壁上设
有一柔性阻燃夹板,所述柔性阻燃夹板向着外壳
内壁的一面上固定有若干干粉灭火条,所述拉丝
主机一侧还设置有穿模机。
本实用新型解决了由
于拉丝模多、模温大而发生被拉塑材燃烧的情
况,结构简单,设计合理。
法律状态
法律状态公告日法律状态信息法律状态
2014-09-24授权授权
2017-05-31专利权的终止专利权的终止
权利要求说明书一级九模拉丝机的权利要求说明书内容是....请下载后查看
说明书一级九模拉丝机的说明书内容是....请下载后查看。
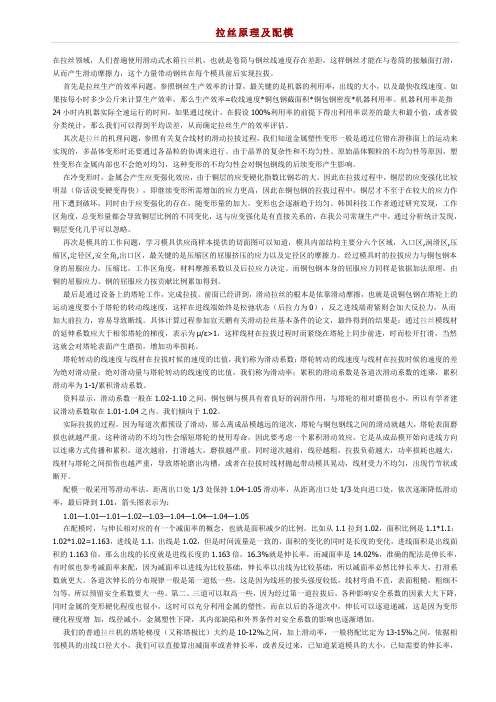
拉丝原理及配模解析

2%之间,加上滑动率,一般将配比定为13-15%之间,依 据相邻模具的出线口径大小,我们可以直接算出减面率 或者伸长率,或者反过来,已知道某道模具的大小,已 知需要的
与塔轮的相对磨损也小,所以有学者建议滑动系数取在 1.01-1.04之内。我们倾向于1.02。 实际拉拔的过程,因 为每道次都预设了滑动,那么离成品模越远的道
次,塔轮与铜包钢线之间的滑动就越大,塔轮表面磨损 也就越严重,这种滑动的不均匀性会缩短塔轮的使用寿 命,因此要考虑一个累积滑动效应,它是从成品模开始 向进线方向以连乘
伸长率,可以推算上一道次模具的大小。值得一提的是, 在拉拔软线时,一定要注册出线模的局部压缩不能太大, 否则定速轮张力过大会将软线拉伤,导致线径缩小,延 伸下降。
在拉丝领域,人们普遍使用滑动式水箱拉丝机,也就是 卷筒与钢丝线速度存在差距,这样钢丝才能在与卷筒的 接触面打滑,从而产生滑动摩擦力,这个
0),反之进线端甭紧则会加大反拉力,从而加大前拉力, 容易导致断线。具体计算过程参加宣天鹏有关滑动拉丝 基本条件的论文,最终得到的结果是:通过拉丝模线材 的延伸系数应
大于相邻塔轮的梯度,表示为μ/ε>1,这样线材在拉拔过 程时而紧绕在塔轮上同步前进,时而松开打滑,当然这 就会对塔轮表面产生磨损,增加功率损耗。 塔轮转动 的线
力量带动钢丝在每个模具前后实现拉拔。 首先是拉丝
生产的效率问题,参照钢丝生产效率的计算,最关键的 是机器的利用率,出线的大小,以及最快收线速度。如 果按每小时
是有直接关系的,在我公司常规生产中,通过分析统计 发现,铜层变化几乎可以忽略。 再次是模具的工作问
拉丝配模计算

拉丝配模计算信息来源:金属制品日期:2013-12-30 点击:33 文字大小:[大][中][小]拉丝的方式有单拉和连拉两种,单次拉丝机每次通过一个模具拉拔,当一盘丝拉完后,将丝材从卷筒上取下,重新穿头,进行下道次的拉拔。
为提高拉拔速度和减少辅助操作时间,提高生产效率,常将数台单拉机串联起来,组成连续拉丝机,这样一次可连续穿几个模子,实现连续拉拔。
显而易见,在连续拉拔中,丝材直径变细,长度增加,要保证连拉正常运行,丝材与各卷筒(塔轮)之间有一定的配合关系的。
根据通过模具后丝材与卷筒(塔轮)有无相对运动,连续拉丝机可分为非滑动式和滑动式两种。
老式积线式滑轮拉丝机和现代直线式拉丝机拉拔过程中丝材与卷筒之间没有相对滑动,称为非滑动式拉丝机。
水箱式拉丝机拉拔过程中,丝材和塔轮之间存在相对滑动,称为滑动式拉丝机。
9.1. 非滑动拉丝机配模计算9.1.1. 拉拔道次估算减面率是实际生产中最常使用的变形参数,用同一道次减面率连续拉拔数道次后的总减面率,并不等于各道次减面率之和,为便于根据总减面率确定拉拔道次,提供道次减面率与总减面率计算表,如表12。
拉拔时,总减面率的选择和各道次之间减面率分配方法可参考本文6.6节提供的原则确定。
此外线材直径和强度与摩擦力也有一定的关系。
摩擦力过小,牵引力不足,易引起断丝。
摩擦力过大,在滑动时,丝材不易松开,将引起该级阶梯伸出端丝材松弛,塔轮表面压线,甚至断头。
丝材在塔轮表面缠绕圈数过多和塔轮表面出现粗糙或出现沟槽都是造成摩擦力过大的主要原因。
因此,实际操作中一般前几个模子出线端绕2~3圈,接近成品时绕1~2圈。
拉拔较细丝时,所绕圈数应更少,甚至只绕半圈。
十四模拉丝机一般只绕半圈。
9.2.2. 滑动式拉丝机配模计算在滑动式拉丝机上,除最后一道次(K道次)线速等于轮速(B K=V K),因而没有滑动外,其余各道次的轮速均大于线速(V n>B n)。
表示滑动程度大小的概念有:绝对滑动量,相对滑动率(简称滑动率),相对前滑系数(简称滑动系数),累计滑动率,累计滑动系数。
滑动拉丝机的均滑动系数配模

第 22 卷 第 2 期 总第 126 期
滑动拉丝机的均滑动系数配模
李群利 辛元敬
(西安拉拔设备厂 710021) 分析水箱拉丝机传统配模工艺的缺点, 介绍均滑动系数配模的优点, 举例阐述了水箱拉丝机 的均滑动系数配模工艺。 关键词: 滑动式拉丝机 均滑动系数 配模
M a tch ing D ie w ith Equa l Sl ip Coeff ic ien t for D raw ing
L 9= 2. 980 L 10= 3. 43 L 11= 3. 896 (各
动系数配模。
L 单位: m )
© 1994-2007 China Academic Journal Electronic Publishing House. All rights reserved.
1 概述
模, 穿第二模时, 丝在第二塔轮上无滑动。 为
水箱拉丝机 (滑动式拉丝机) 工作时, 各
塔轮表面圆周速度 U n 与绕在其上钢丝的拉
拔速度 V n 之间存在以下 3 种情况:
(1)U n< V n, 断线, 不能拉拔;
(2)U n= V n, 线材与塔轮表面无滑动, 处
于理想状态, 但模子一旦磨损, 则会过渡到
M ach ine w ith Sl ip L i Q un li X in Yua n jing
(D raw ing E qu ipm en t F actory of X i′an 710021) To ana lyze the sho rtcom ing s of trad itiona l m a tch ing d ie techno logy fo r w a ter tank w ire d raw 2 ing m ach ine, in troduce the advan tages of m a tch ing d ie w ith equa l slip coefficien t, expound the tech2 no logy of m a tch ing d ie w ith equa l slip coefficien t fo r w a ter tank w ire d raw ing m ach ine w ith exam 2 p les. Keywords: d raw ing m ach ine w ith slip; equa l slip coefficien t; m a tch ing d ie
利用EXCEL自带VB编辑器进行拉丝配模计(投)

利用EXCEL 自带VB 编辑功能进行拉丝配模计算郭佩民(宇宙钢丝绳有限公司,贵州 贵阳 550017)摘 要 介绍钢丝在连续拉拔加工时常用的6种配模工艺,利用EXCEL 软件自带的VB 编辑功能,以第1道次部分压缩率稍小、第2道最大、以后依次减小的配模工艺为例,编制出拉丝配模工艺计算表。
给出编制的配模程序,并以进线Ф3.3 mm,出线Ф1.2 mm ,拉拔10道次为例,说明软件的使用方法和计算结果。
应用表明,采用该方法可以快捷、直观、方便地计算出拉丝配模结果,适应性强,稍作改动就可以应用到各种拉拔工艺上。
关键词 EXCEL 表格;VB 编辑器;配模计算;拉拔工艺 中图分类号 TG3521 拉丝配模的计算在钢丝的连续拉拔生产过程中,进行拉丝配模的计算是一项极为重要的工作,钢丝生产企业技术人员很早就进行过探讨,[1-4]文献[5]就用EXCEL 表格对水箱拉丝机的配模进行了计算,用EXCEL 软件自带的VB 编辑功能可以更简捷、快速地制定出拉拔工艺要求的配模参数。
在钢丝生产过程中,确定钢丝拉拔道次以后,在总压缩率相同的条件下通常有6种各道次部分压缩率的分配方式,[6]如图1所示。
在图1中,曲线1表示拉拔中各道次部分压缩率平均分配;曲线2表示拉拔中第一道次部分压缩率最大,以后依次减小;曲线3表示拉拔中第1道次部分压缩率最大,中间平,以后依次减小;曲线4表示拉拔中第1道次部分压缩率最小,第3、4道最大,以后依次减小;曲线5表示拉拔中第1道次部分压缩率稍小,第2道最大,以后依次减小;曲线6表示拉拔中各道次部分率交替变化,形成“波浪”式分配。
图1 6种拉拔工艺的拉丝模部分压缩率分配方式在实际生产中,常常采用曲线5的拉丝配模方式进行生产,这种方式可以使拉拔后的成品钢丝获得良好的综合性能,因此,笔者以曲线5的拉拔配模工艺为例进行程序编制。
2 拉丝配模计算程序的编制 2.1 编制过程根据拉拔工艺曲线5的配模方式,先依据平均压缩率确定第1道次的部分压缩率,再确定第2道次与第1道次的比值,然后利用计算机强大的计算功能,在预设的基准系数上使用循环计算得出各道次的部分压缩率。
大垃机配模
之本。积蓄式非滑动铝拉机已很不适应线缆行业的播要。在保证铝单线制品质量的前提
下, 用 速 大 备, 效的 润滑 良 润 油 过 系 达到 招 采 高 铝 拉设 高 拉丝 掖, 好的 滑 循环 d 统, 使
单线表面净洁、 并改善工作环境、提高劳动生产率以及降低能耗已成为提升企业能力的
标志。
我厂通过近两年的技术改造,引进了五条高速铝大泣 生产线,产品质量及生产能 力得到了大幅度的提高, 其中有一台东方电工机械厂的, 有三台上海电工机械厂制造的, 一台上海鸿得利制造的高速铝大拉。在生产过程中,五台高速铝大拉我们使用了三种不 同的拉线润滑油,一 家为新粗本地焉吉生产的拉丝润滑推,一家为吉林化工厂的拉丝润 1 滑油。一家为进口 好富顿高速拉丝液, 通过一段时间的生产运作, 五台设备在拉丝速度 及拉丝质量上表现出不同的效果,在保证单线具有良 好外观的前提下,相同直径为 中
V . V ' ......... ..................( .........................2 k= kT .. .........................) l k .. - i
由(式推导第 n 2 ) 鼓轮的单位时间体积V
V V. 。 . 丁=V . 。T叶1 . r o 2T ・
滑动是至关重要的。
2 3 3
王 累积滑动系数T 与 . 。 局部滑动系数 下之间的关系 。 T 是指单位时间内 。 通过第 。轮与 n1 第 - 轮的体积比,即T .V。 o , , 众所周知; V_ / 在收线张力足够大时,滑动式拉丝机中末道鼓轮 ( K轮 , 上不会产生滑动,即下= I k1 而第 K鼓轮以前任一鼓轮存在滑动机理。 按照连续拉伸的工作原理,则通过第 K鼓轮
拉丝原理及配模
拉丝原理及配模在拉丝领域,人们普遍使用滑动式水箱拉丝机,也就是卷筒与钢丝线速度存在差距,这样钢丝才能在与卷筒的接触面打滑,从而产生滑动摩擦力,这个力量带动钢丝在每个模具前后实现拉拔。
首先是拉丝生产的效率问题,参照钢丝生产效率的计算,最关键的是机器的利用率,出线的大小,以及最快收线速度。
如果按每小时多少公斤来计算生产效率,那么生产效率=收线速度*铜包钢截面积*铜包钢密度*机器利用率。
机器利用率是指24小时内机器实际全速运行的时间,如果通过统计,在假设100%利用率的前提下得出利用率误差的最大和最小值,或者做分类统计,那么我们可以得到平均误差,从而确定拉丝生产的效率评估。
其次是拉丝的机理问题,参照有关复合线材的滑动拉拔过程,我们知道金属塑性变形一般是通过位错在滑移面上的运动来实现的,多晶体变形时还要通过各晶粒的协调来进行。
由于晶界的复杂性和不均匀性、原始晶体颗粒的不均匀性等原因,塑性变形在金属内部也不会绝对均匀,这种变形的不均匀性会对铜包钢线的后续变形产生影响。
在冷变形时,金属会产生应变强化效应,由于铜层的应变硬化指数比钢芯的大,因此在拉拔过程中,铜层的应变强化比较明显(俗话说变硬变得快),即继续变形所需增加的应力更高,因此在铜包钢的拉拔过程中,铜层才不至于在较大的应力作用下遭到破坏,同时由于应变强化的存在,随变形量的加大,变形也会逐渐趋于均匀。
韩国科技工作者通过研究发现,工作区角度,总变形量都会导致铜层比例的不同变化,这与应变强化是有直接关系的,在我公司常规生产中,通过分析统计发现,铜层变化几乎可以忽略。
再次是模具的工作问题,学习模具供应商样本提供的切面图可以知道,模具内部结构主要分六个区域,入口区,润滑区,压缩区,定径区,安全角,出口区,最关键的是压缩区的屈服挤压的应力以及定径区的摩擦力。
经过模具时的拉拔应力与铜包钢本身的屈服应力,压缩比,工作区角度,材料摩擦系数以及后拉应力决定。
而铜包钢本身的屈服应力同样是依据加法原理,由铜的屈服应力、钢的屈服应力按贡献比例累加得到。
水箱拉丝机的配模计算
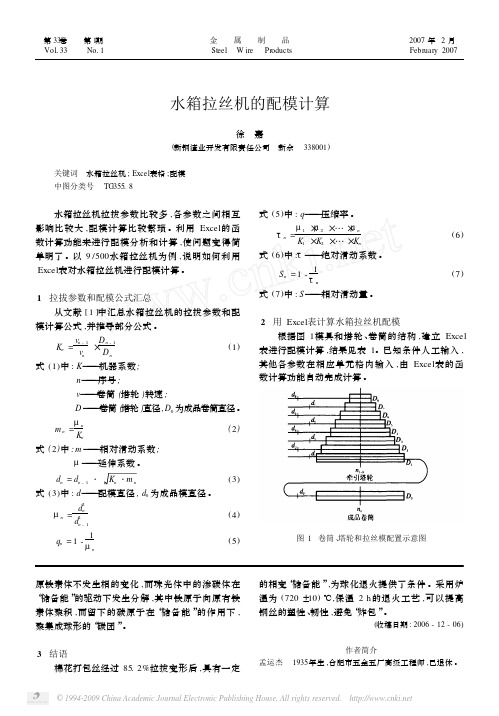
式 ( 5 ) 中 : q— — — 压缩率 。 μ μ μ …× 1 ×2 × n τ n = K1 × K2 × …× Kn 式 ( 6 )中 :τ— — — 绝对滑动系数 。
Sn = 1 -
( 6)
1 τ n
( 7)
式 ( 7 )中 : S — — — 相对滑动量 。
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
2 2
Kn ・m n
(3)
式 ( 3 )中 : d — — — 配模直径 , d0 为成品模直径 。 μ n =
(4) (5)
图 1 卷筒 、 塔轮和拉丝模配置示意图
qn = 1 -
1 μ n
原铁素体不发生相的变化 , 而珠光体中的渗碳体在 “ 储备能 ” 的驱动下发生分解 , 其中铁原子向原有铁 素体聚积 ,而留下的碳原子在“ 储备能 ” 的作用下 , 聚集成球形的“ 碳团 ” 。
・39・
n
D n /mm
vn - 1 / vn
Kn
mn
dn /mm
μ n
qn
τ n
Sn
0 1 2 3 4 5 6 7 8 9
510 384 350 320 291 264 237 213 192 0. 836 769 1 1 1 1 1 1 1 1. 111 334 1. 097 143 1. 093 750 1. 099 656 1. 102 273 1. 113 924 1. 112 676 1. 109 375 1. 050 1. 040 1. 030 1. 020 1. 015 1. 015 1. 015 1. 015