空压机振动测试标准(一)
2024年空压机强检规定(4篇)
2024年空压机强检规定一、年度检验规定依据我国《煤矿安全规程》第____条之规定,空气压缩机设备必须配备压力表和安全阀。
为确保设备安全运行,压力表需每六个月由具备相应资质的部门进行一次校准。
安全阀与压力调节器的动作必须可靠,其动作压力不得超过额定压力的1.1倍,并且每年需由具备相应资质的部门进行一次校准。
二、月度检验要求根据《煤矿安全规程》第____条之规定,应对空气压缩机的压力表、安全阀、压力调节器、风包、检查孔、风包出口管路、释压阀等部件进行定期全面检查。
具体检查内容如下:1. 监测并记录设备各发热部位的温升情况,将数据详细记录于运行日志中。
2. 定期检测并记录风压、油压、水压、电压、电流等关键参数。
3. 检查电动机、空压机各部位是否存在异响或非正常震动现象。
4. 检查冷却系统、供油系统、排气系统的工作状况,确保无严重的漏水、漏油、漏气问题,且各安全保护和自动控制装置动作灵敏可靠。
对于检查中发现的问题,应及时进行维修处理。
维修完毕后,需详细记录检修过程,并遵循“检查者、签字者、负责人”的原则执行。
三、日常检验标准1. 每日不定期排放风包内的油(水)。
2. 每日对安全阀进行一次试验,并做好相应的记录。
3. 每周对油压和超温保护装置进行一次试验,并记录相关数据。
4. 每运行____小时检查进排气阀一次,根据实际情况决定是否更换。
5. 协同维修人员开展定期检修测试工作,确保设备的日常维护保养。
6. 对发现的问题及时进行处理,并在维修后详细记录检修过程,坚持执行“检查者、签字者、负责人”的原则。
2024年空压机强检规定(二)一、年度检验依据我国《煤矿安全规程》第____条之规定,空气压缩机必须配备压力表和安全阀。
该压力表须由具备相应资质的部门每六个月进行一次校准。
安全阀与压力调节器必须确保动作可靠性,其安全阀动作压力不得超过额定压力的1.1倍,且须由具备相应资质的部门每年进行一次校准。
二、月度检验按照《煤矿安全规程》第____条的要求,需对空气压缩机的压力表、安全阀、压力调节器、风包、检查孔、风包出口管路、释压阀等部件进行定期全面检查。
空压机检测标准
空压机检测标准
空压机是工业生产中不可缺少的重要设备,它的正常运行对企业的生产和运营至关重要。
因此,检测空压机工作状态至关重要。
为了确保空压机正常运行,了解其相关检测标准尤为重要。
一、空压机外观检查标准
1、外壳检查:检查外壳上有无腐蚀、缺件、变形等缺陷;
2、气路检查:检查是否有异物阻塞气路,以及气路有无漏气;
3、马达检查:检查马达有无铁屑磨损、渗油、漏电现象,有无发热及震动情况;
4、启动检查:检查启动空压机时,电机是否能顺利启动,及启动后电机是否能正常工作。
二、空压机关键参数检测标准
1、压力检查:检查空压机工作压力是否符合要求;
2、温度检查:检查空压机工作温度是否符合要求,高温时无异常情况发生;
3、功率检查:检查空压机功率是否符合设计要求;
4、流量检查:检查空压机吸气流量是否符合设计要求;
5、噪音检查:检查空压机噪音是否在规定范围内;
三、空压机安全阀检测标准
安全阀是空压机的一个重要部件,主要用于控制空压机的工作压力,确保空压机安全运行。
因此,要正确检测空压机安全阀。
1、安全阀检查:检查安全阀外观是否有磨损、变形等缺陷,检
查阀芯有无损坏;
2、安全压力检查:检查安全阀调节压力是否符合设计要求;
3、安全阀泄露检查:检查安全阀是否漏气,检查漏气量是否在规定范围内。
以上就是空压机检测标准的内容,检测要求要求严格按照空压机的设计规范来执行,确保空压机的安全运行。
此外,为了确保空压机的正常运行,还要定期对空压机进行保养,检查各项参数是否达标,以保证企业安全运行不受影响。
空压机主机振动检测

0.00
0.00
空压机 后端垂直 3.35 2.37
0.00
0.00
0.00
5
0.00
0.00
0.00
0.00
0.00
0.00
前端垂直 6.36 4.50
0.00
0.00
0.00
0.00
0.00
0.00
3# 前端水平 4.79 3.39
0.00
0.00
3、螺杆压缩机的有效振动值不应大于11.2mm/s
6月1日 数据 有效值
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
0.00
0.00
0.00
0.00
0.00
0.00
空压机 后端垂直 6.29 4.45
0.00
0.00
0.00
0.00
0.00
0.00
后端水平 3.93 2.78
0.00
0.00
0.00
0.00
0.00
0.00
前端垂直 2.4 1.70
0.00
0.00
0.00
0.00
0.00
0.00
8# 前端水平 2.6 1.84
0.00
0.00
0.00
空压机 后端垂直
0.00
0.00
0.00
0.00
0.00
0.00
0.00
后端水平
0.00
1.18 煤矿在用空气压缩机安全检测检验规范 AQ1013--2005
备案号:15456—2005中华人民共和国安全生产行业标准 AQ 1013 — 2005煤矿在用空气压缩机安全检测检验规范Safety inspecting-testing specification of in-serviceAir compressor for coal mine2005-03-07 发布 2005-08-01 实施国家安全生产监督管理局发布目次前言 (1)1 范围 (2)2 规范性引用文件 (2)3 术语和定义 (2)4 基本参数及符号 (2)5 技术要求 (3)6 检测方法、设备和精度 (4)7 检测结果的计算 (8)8 检验报告和检测记录 (8)9 检测周期 (9)前言为了保证空气压缩机的安全运行,通过检验得到空气压缩机的相关性能,从而了解空气压缩机运行中存在的问题,以便采取措施,保证安全、经济运转,制定本标准。
本标准的编制,参考了GB/T 3853—1998《容积式压缩机验收检验》等标准和《煤矿安全规程》(2004版)的相关部分。
本标准由矿用产品安全标志办公室提出。
本标准由国家安全生产监督管理局归口。
本标准的主要起草单位:矿用产品安全标志办公室、国家安全生产抚顺矿用设备检测检验中心、河南煤矿安全监察局等。
本标准的主要起草人:陈在学、韩正菊、臧梦、金小汉、胡继红本标准为首次发布。
煤矿在用空气压缩机安全检测检验规范1范围本标准规定了煤矿在用空气压缩机性能检验方法和检验用仪器设备。
本标准适用于煤矿在用固定式和移动式空气压缩机的安全技术性能检验。
2规范性引用文件下列文件中的条款通过本标准的引用而构成为本标准的条款。
凡是注明日期的引用文件,其随后的所有修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这引起文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T3553——1998容积式压缩机验收试验GB4980——85容积式压缩机噪声声功率级的测定——工程法。
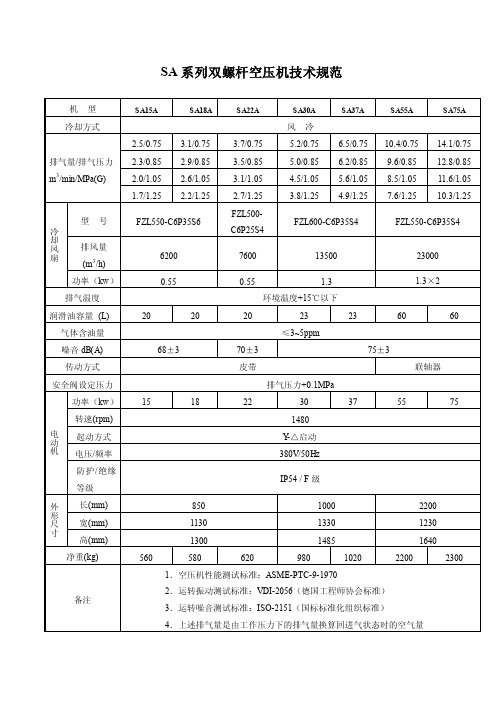
SA系列双螺杆空压机技术规格
型号
FZL600-
冷
C6P35S4
却 风
排风量
扇
(m3/h)
26000
功率(kw) 1.5×2
SK-30 18300×2
1.5×2
SK-36
SK-36
1400/6-6 PPG/9XP
1400/6-6 PPG/9XP
30000×2 38400×2
51000
51000
2.2×2
4×2
7.5
7.5
排气温度
SA 系列双螺杆空压机技术规范
机型 冷却方式
排气量/排气压力 m3/min/MPa(G)
型号
冷
却 风
排风量
扇
(m3/h)
功率(kw)
排气温度
润滑油容量 (L)
气体含油量
噪音 dB(A)
传动方式
安全阀设定压力
功率(kw)
转速(rpm)
电 动
起动方式
机 电压/频率
防护/绝缘
等级
外 长(mm) 形 尺 宽(mm) 寸
一般工业用水
49.0/1.25
0.0006m2·hr·℃/kcal
最低 0.1MPa 正常 0.2M Pa 最高 0.5M Pa
入口水温 32℃ , 最高水温 33℃ ; 出口水温 40℃ , 最高 42℃
14.1
17.2
20.8
≤21
油冷≤30; 后冷≤15
100 132 4300
SK-20
SK-18
110
1480 Y-△启动
380V/50Hz
IP54 / F 级
1000
2200
3000
1330
振动标准
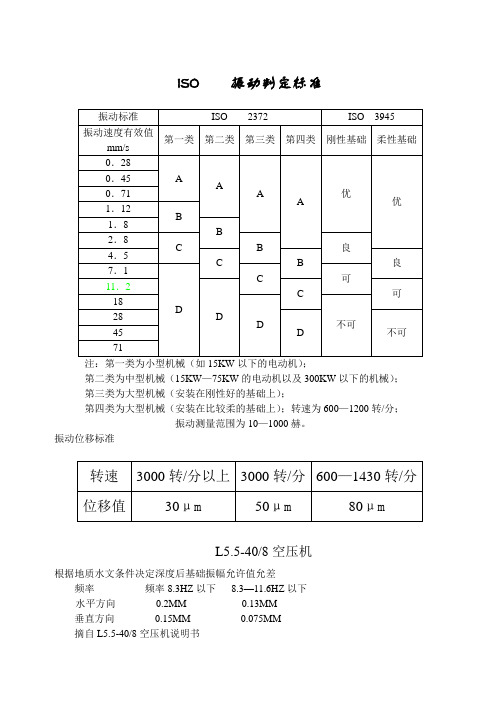
ISO 振动判定标准
注:第一类为小型机械(如15KW以下的电动机);
第二类为中型机械(15KW—75KW的电动机以及300KW以下的机械);
第三类为大型机械(安装在刚性好的基础上);
第四类为大型机械(安装在比较柔的基础上);转速为600—1200转/分;
振动测量范围为10—1000赫。
振动位移标准
L5.5-40/8空压机
根据地质水文条件决定深度后基础振幅允许值允差
频率频率8.3HZ以下8.3—11.6HZ以下
水平方向0.2MM 0.13MM
垂直方向0.15MM 0.075MM
摘自L5.5-40/8空压机说明书
冷却水排水温度不超过40度,,当进水温度较高时可略高些。
机内的油温不超过60度。
各级的排气温度,吸气温度高达40度,亦不应超过160度。
轴承不应超过80度十字头温度不超过70度。
摘自L5.5-40/8空压机说明书
填报人:王宝平。
螺杆空压机振动标准
螺杆空压机振动标准螺杆空压机作为工业生产中常用的空气压缩设备,其振动标准对于设备的正常运行和安全性至关重要。
振动标准的制定和执行可以有效预防设备故障,延长设备使用寿命,保障生产安全。
因此,本文将就螺杆空压机振动标准进行详细介绍,以期为相关行业提供参考和指导。
首先,螺杆空压机振动标准的制定应基于国家标准和行业规范,结合设备的实际工作环境和使用要求,制定合理的振动标准。
振动标准应包括设备运行时的振动幅值、频率范围、振动波形等内容,并应明确不同工况下的振动限值。
同时,振动标准还应包括设备的振动监测方法、周期和责任部门等内容,以便对设备的振动进行定期监测和评估。
其次,螺杆空压机振动标准的执行应由设备管理部门或专业维护人员负责。
他们应根据振动标准制定相应的设备振动监测计划,并按照计划进行振动监测和记录。
一旦发现设备振动超出标准限值,应及时采取相应的维护和修理措施,以防止设备故障和安全事故的发生。
此外,螺杆空压机振动标准的执行还应包括相关人员的培训和技术支持。
设备管理部门应对相关维护人员进行振动监测和分析的培训,使其能够熟练掌握振动监测设备的使用方法和振动数据的分析技巧。
同时,设备管理部门还应提供必要的技术支持,确保振动监测和评估工作的顺利进行。
最后,螺杆空压机振动标准的执行效果应进行定期评估和总结。
设备管理部门应定期对振动监测数据进行分析,评估设备的振动状况和执行标准的效果,并及时调整振动标准和执行方案,以适应设备的实际运行情况和维护需求。
总之,螺杆空压机振动标准的制定和执行对于保障设备的安全运行和延长设备使用寿命具有重要意义。
只有制定合理的振动标准,并严格执行,才能有效预防设备故障,提高设备的可靠性和安全性。
希望本文的介绍能够为相关行业提供参考和帮助,促进螺杆空压机振动标准的规范执行和实施。
震动测试标准
震动测试标准震动测试是指在一定条件下对产品进行振动试验,以评估产品在运输、使用和储存过程中对振动环境的适应能力,以及产品结构的可靠性和稳定性。
在不同的行业和领域中,对于产品的震动测试标准也有所不同,接下来将对一些常见的震动测试标准进行介绍。
1. 国际标准。
国际上常用的震动测试标准包括ISO 16750(汽车电子设备振动试验)、ISO 13355(航空航天产品振动试验)、ISO 10819(手套振动性能测试)等。
这些标准是由国际标准化组织制定的,具有全球通用性,适用于各种不同的产品和行业。
2. 行业标准。
不同行业有着各自的震动测试标准,例如汽车行业的JIS D 1601、航空航天行业的RTCA DO-160、电子产品行业的IEC 60068等。
这些标准是由各行业的专业组织或协会制定,针对特定行业的产品特点和使用环境进行了详细规定,具有针对性和实用性。
3. 国家标准。
各个国家也会根据自身的国情和产业发展制定相应的震动测试标准,例如中国的GB/T 2423.10(电工电子产品环境试验第2部分,试验Fa,振动(固定频率))等。
这些标准是在考虑国家实际情况和行业需求的基础上制定的,具有一定的局部性和适用性。
4. 企业标准。
一些大型企业也会根据自身的产品特点和质量要求,制定企业标准来进行震动测试,以确保产品的质量和可靠性。
这些标准通常是在国际、行业和国家标准的基础上进行了细化和补充,更加贴近企业产品的实际情况。
总结。
不同的震动测试标准适用于不同的产品和行业,选择合适的标准进行测试对于评估产品的可靠性和稳定性至关重要。
在进行震动测试时,需要根据产品的特点和使用环境选择相应的标准,并严格按照标准要求进行测试,以确保产品在实际使用中能够经受住各种挑战和考验。
同时,不断完善和更新震动测试标准,也是提高产品质量和竞争力的重要手段。
震动测试标准
震动测试标准在现代科技和工程领域中,震动测试是一个至关重要的环节。
无论是汽车、航空航天器、电子设备还是建筑结构,都需要经过严格的震动测试来确保其安全性和可靠性。
因此,制定一套科学合理的震动测试标准显得尤为重要。
首先,震动测试标准需要明确定义测试的目的和范围。
在实际应用中,震动测试可能涉及到不同的行业和领域,因此需要根据具体情况明确测试的目的,是为了评估产品的可靠性,还是为了验证其性能参数。
同时,还需要确定测试的范围,包括测试的频率范围、振幅范围、测试时间等。
其次,震动测试标准需要规定测试的方法和步骤。
在进行震动测试时,需要选择合适的测试方法,比如采用机械振动台进行振动测试,或者采用冲击试验机进行冲击测试。
同时,还需要规定测试的步骤,包括测试前的准备工作、测试过程中的参数设置、测试后的数据处理等。
另外,震动测试标准还需要规定测试过程中的环境条件。
环境条件对于测试结果有着重要的影响,比如温度、湿度、气压等因素都可能影响产品的振动性能。
因此,需要在测试标准中明确规定测试环境的要求,保证测试结果的准确性和可比性。
此外,震动测试标准还需要规定测试结果的评定标准。
在测试完成后,需要对测试数据进行分析和评定,判断产品是否符合要求。
因此,需要在测试标准中规定评定标准,明确合格和不合格的判定标准,确保测试结果的可靠性和准确性。
最后,震动测试标准还需要规定测试报告的内容和格式。
测试报告是测试结果的正式记录,也是产品是否符合要求的证明。
因此,需要在测试标准中规定测试报告的内容和格式要求,确保测试报告的完整性和可读性。
综上所述,制定一套科学合理的震动测试标准对于确保产品的安全性和可靠性至关重要。
通过明确定义测试的目的和范围、规定测试的方法和步骤、规定测试过程中的环境条件、规定测试结果的评定标准以及规定测试报告的内容和格式,可以确保震动测试的准确性和可靠性,为产品的设计和生产提供有力的保障。
空压机振动测试标准
空压机振动测试标准空压机是一种重要的工业设备,主要用于产生压缩空气,广泛应用于各个行业中。
由于空压机的工作过程中会产生振动,对设备的正常运行以及工作环境造成一定的影响,因此有必要进行空压机振动测试,以保证设备的安全运行和工作环境的稳定。
空压机振动测试标准主要有以下几个方面:1.测试方法:空压机振动测试一般采用振动测量仪进行,常见的测试方法有频谱分析法、时域分析法和振动指标法等。
其中,频谱分析法是最常用的方法之一,通过对振动信号进行快速傅里叶变换,可以得到不同频率下的振动成分,从而判断设备的振动状况。
2.测试参数:空压机振动测试的主要参数有振动速度、振动加速度和振动位移等。
振动速度是描述振动运动的速度大小,振动加速度是描述振动运动加速度大小,振动位移是描述振动运动位移的大小。
通过对这些参数进行测试,可以全面了解空压机的振动情况。
3.测试要求:空压机振动测试要求设备在正常工作状态下进行,并保持稳定运行。
测试时,要保证测试环境的平稳和设备的稳定性,避免外界干扰对测试结果的影响。
同时,测试人员要熟悉测试仪器的使用方法和振动参数的解读,确保测试结果的准确性。
4.评价标准:根据国家标准和相关行业标准,对空压机的振动进行评价。
一般来说,空压机的振动水平应该在一定的范围内,过大或过小都不符合标准。
评价标准一般采用等级划分,如A级表示振动非常小,B级表示振动较小等。
根据评价标准,可以对空压机的振动情况进行准确定性的判断和评价。
空压机振动测试的意义在于保证设备的正常运行和工作环境的稳定。
通过振动测试,可以及时发现设备的异常振动情况,预防设备故障的发生,对设备进行维修和保养;同时,还可以对设备的设计和制造提供参考,改善设备的振动性能,提高设备的可靠性和稳定性。
另外,振动测试还可以对设备的运行状态进行科学的监测和分析,优化设备的运行效率,降低能源消耗,达到节能减排的目的。
总的来说,空压机振动测试标准是保证设备正常运行和工作环境稳定的重要手段之一。
空压机振幅标准
空压机振幅标准一、机械结构与设计1.空压机应采用符合国家及行业标准的优质材料制造,其机械结构应符合相关设计规范。
2.空压机的设计应尽量减少应力集中和振动源,采用抗振性强的部件,如高精度的轴承、齿箱等。
二、振幅测量与评估1.在空压机正常运转的条件下,使用振动测量仪或激光振动计等设备,按照GB/T19873-2005等标准进行振幅测量。
2.振幅测量应包括空压机的各个方向,如垂直、水平、轴向等,并记录振幅值。
3.根据测量结果,评估振幅是否符合空压机制造商规定的标准。
如果超过标准,应采取相应措施进行改进。
三、机器安装与维护1.空压机的安装应符合设计要求,基础稳固、水平,避免与其他机器产生共振现象。
2.定期对空压机进行维护和检查,确保其正常运转,如轴承润滑、齿轮箱润滑等。
3.在日常使用中,注意观察空压机的运转情况,如声音、温度、压力等参数,及时发现并处理异常情况。
四、操作人员培训1.对操作空压机的员工进行专业培训,确保其掌握正确的操作方法、应急处理措施等。
2.培训员工如何使用和维护空压机,了解机器的性能特点及安全操作规程。
3.对于新员工,必须进行岗前培训,并经过考核合格后才能独立操作空压机。
五、机器性能检测1.定期对空压机的性能进行检测,如气密性、压力稳定性、效率等参数。
2.在检测过程中,注意观察机器的振动情况,确保其振幅在标准范围内。
3.如果发现机器性能下降或存在其他问题,应及时进行维修或更换部件。
六、振动隔离与减缓1.在空压机与基础之间安装减震器或减震台,以隔离机器振动对基础的传递。
2.在机器上安装阻尼材料,如橡胶隔振支座等,以减少振动的产生和传播。
3.如果可能,将空压机安装在独立的楼层或厂房中,以减少对其他结构的振动影响。
七、环保与安全要求1.空压机的噪音排放应符合国家及地方的相关环保标准。
2.空压机的安全防护措施应完善,如防护罩、安全警示标识等。
3.在易燃易爆环境下使用的空压机,应具备相应的防爆措施。
常用振动状态监测标准

常用振动状态监测标准(机动设备处设备监测诊断中心提供参考)我公司所使用的转动设备的制造厂,主要分布在中国、美国、英国、德国、日本、瑞士、意大利等国家,因此针对制造厂国别不同采用的振动监测标准类别较多,因此在技术谈判时有关人员尽量合理选择主流标准,因此目前大型旋转机械转子的相对轴振动程度判别,主要应用美国石油学会的API标准。
多数机泵轴承座部位的绝对振动测量,参考标准比较多,但各国和我国及各部所制定的转动机械绝对振动测量标准,基本都是参照ISO国际标准制定的,因此我们重点介绍美国石油学会的API振动标准和ISO国际振动标准。
另外对于低转速设备、压力管线也介绍些实用的标准供参考。
由于知识产权和资料来源等问题,我们这里有些标准仅提供目录,最常用的标准这里只提供标准中的关于振动幅值判定的数值、表格或计算公式。
1、机泵轴承座部位的绝对振动标准1.1 用于在机泵轴承座部位,采用压电式加速度传感器,电动式速度传感器等,测量绝对振动速度值的判别标准:ISO2372-(GB6075) (国际标准)相当于我国的国家标准:GB6075-85,标准中10HZ~1000HZ指的是所应用的仪器基本频响范围和机器振动的频率范围,对于转速低于10转/秒的设备如果采用本标准,需要考虑低频范围的补偿问题,进行低频补偿需要测振仪器和传感器系统的频响特性曲线。
对于测量转速低于600转/分的机器,最好使用低频特性好的仪器,并配合低频传感器。
使用该标准时,也要注意合理地选择监测点,见本篇的第二章的节2.1.2振动诊断技术的实施过程测点选择相关内容。
表1-1 ISO2372标准振动评价分类表说明:第一类:指在正常工作条件下与整机连成一体的发动机和机器(15千瓦以下电动机产品是这类机器典型的例子)。
第二类:没有专用基础的中等尺寸规格的机器(输出功率为15~75千瓦的电动机产品是这类机器典型的例子),或是刚性固定在专用基础上的发动机和其它机器(功率300千瓦以下的)。
空压机振动标准

空压机振动标准《空压机振动标准,你了解多少?》嘿,朋友们!你们知道吗?在工业的世界里,空压机就像是一位默默耕耘的大力士,为各种生产活动提供着强大的动力。
而空压机的振动标准,那可就是这位大力士的“健康秘籍”啊!要是不了解它,那这大力士可就有可能“生病”,甚至“罢工”啦,那可就不得了啦!**一、基础振动标准:稳定的基石**“嘿,可别小瞧了这基础振动标准,它就像是房子的地基,不稳固可不行!”基础振动标准就是为了确保空压机在运行时能保持平稳,不会出现过度的晃动或抖动。
就好比一个人走路,如果摇摇晃晃的,那肯定容易摔跤呀!空压机也是如此,如果振动过大,各种零部件就容易受损,机器的寿命也会大打折扣呢!比如,当我们设定了一定的振动幅度限制,就像给空压机穿上了一件“稳定铠甲”,让它能安心地工作。
**二、频率范围标准:和谐的乐章**“哇塞,这频率范围标准就像是一场美妙的音乐会,每个音符都要在合适的位置上!”频率范围标准就像是为空压机的振动划定了一个特定的“音乐谱”。
不同的频率代表着不同的振动模式,如果超出了规定的范围,那就像是音乐中出现了不和谐的音符,会让人觉得刺耳难受。
比如,低频振动可能意味着一些大的部件出现了问题,而高频振动则可能是一些小的零部件在“闹别扭”。
我们要像优秀的指挥家一样,让空压机的振动频率在合适的范围内演奏出和谐的乐章。
**三、长期监测标准:贴心的守护天使**“嘿呀,这长期监测标准可真是个贴心的守护天使呀,时刻关注着空压机的一举一动!”长期监测标准就像是给空压机安排了一个 24 小时的“保镖”。
通过不断地监测振动情况,我们可以及时发现问题并采取措施。
这就好比我们每天都要量体温,一旦发现体温异常,就能及时治疗。
对于空压机来说,长期监测可以让我们在问题还没变得严重之前就把它扼杀在摇篮里。
比如,通过安装振动传感器,我们可以实时获取空压机的振动数据,就像给它戴上了一个“健康手环”,随时了解它的健康状况。
好啦,朋友们!空压机振动标准就像是这位大力士的健康指南,掌握了它,我们就能让空压机更好地为我们服务啦!“你难道不想让你的空压机一直健健康康地工作吗?那就赶紧遵循这些标准吧!”让我们一起成为空压机的“健康管理大师”,让工业生产更加高效、稳定!加油吧,朋友们,向着空压机振动标准的完美境界前进!。
空压机振动测试标准
空压机振动测试标准
空压机振动测试的标准通常包括以下几个方面:
1. 振动测量点:振动测量点通常包括主体结构振动测量点和旋转部件振动测量点。
主体结构振动测量点通常选取机壳或底座的几个固定点,旋转部件振动测量点通常选取主轴或转子的几个位置。
2. 测试方法:常见的测试方法包括频谱分析法、时域分析法和振动幅度测量法。
频谱分析法通过将振动信号转化为频谱信号进行分析,可以得到不同频率下的振动幅度;时域分析法通过记录振动信号的时间变化曲线进行分析,可以得到振动信号的最大值、峰值和有效值等;振动幅度测量法通过直接测量振动信号的振幅进行分析。
3. 振动限值:振动限值通常由相关标准或制造商指定。
振动限值可以分为整机振动限值和旋转部件振动限值。
整机振动限值通常包括速度振动和加速度振动两个指标,旋转部件振动限值通常包括轴向振动和径向振动两个指标。
4. 测试设备:常用的测试设备包括振动传感器、数据采集器和数据分析软件。
振动传感器用于将机器振动信号转化为电信号,数据采集器用于采集振动信号的电信号,并将其传输到计算机上进行处理和分析,数据分析软件用于对振动信号进行分析和评估。
以上是一般空压机振动测试的标准,具体的测试标准可能会根据不同的国家或地区、不同的应用场景和不同的制造商而有所差异。
因此,在进行振动测试之前,建议查阅相关标准和制造商提供的说明文档,以确保测试的准确性和可靠性。
机器振动测量和评价的有关标准介绍

ASME OM-14
Guidelines for vibration monitoring of rotating equipment 旋转设 备振动监测指南
美国国家标准学会标准:
ANSI S2.17-1980 (ASA 24-1980)American National StandardTechniques of machinery Vibration Measurement机器振动测量技术
ISO 13374-1:2003
Condition monitoring and diagnostics of machines Data processing, communication and presentation Part 1: General guidelines
ISO 13374-2:2007
十四个字符表示一个振动测量位置的标识: XXXX XXX XX XXX X X
运动方向(字母)
传感器轴线方向(字母)
角向位置(数字)
传感器类型(字母)
轴承座编号(数字)
零部件缩写(字母数字)
例子:SFTA 003 AC 090 R N
A轴
003#轴承座
正常的运动方向 径向方向
单轴线振动加速度计
位于垂直上方90度处
泵的振动测量与评价方法
2024年10月
中国石化股份有限公司齐鲁分公司
4
国际标准化组织标准
在国内外得到公认的广泛使用的旋转机器振动判断标准:
国际标准化组织
ISO7919, ISO10816
中国
GB/T 11348 GB/T 6075
美国
API610; API611; API617; API670
空压机振动测试标准

空压机振动测试标准一、引言空压机作为工业生产中常见的设备之一,在运行过程中的振动状况直接影响设备的性能、稳定性和寿命。
为了确保空压机的正常运行以及工作环境的安全,对空压机进行振动测试是至关重要的。
本文将对空压机振动测试标准进行综述,包括测试的目的、方法、标准规范以及振动测试的应用领域。
二、振动测试的目的性能评估:通过振动测试,可以评估空压机在运行时的振动水平,了解设备的整体性能和稳定性。
故障检测:振动测试可以用于检测设备中可能存在的故障,例如不平衡、轴承损伤等问题,及时采取维修措施,避免进一步损害设备。
寿命预测:通过振动测试,可以分析设备的振动特征,预测设备的寿命,为设备的维护和更新提供依据。
安全保障:振动测试有助于识别可能引发设备故障的因素,提高设备的安全性,防范事故的发生。
三、振动测试的方法加速度传感器法:使用加速度传感器直接测量空压机在运行时的振动加速度,通过分析振动信号得到振动的频率、幅值等信息。
位移传感器法:通过位移传感器测量空压机在振动过程中的位移变化,进而分析振动的频率和振幅。
速度传感器法:利用速度传感器测量空压机振动的速度,通过速度信息推导出振动的频率和幅值。
频谱分析法:将振动信号进行频谱分析,得到不同频率下的振动成分,从而了解空压机振动的特征。
模态分析法:通过模态分析,研究空压机在不同工作状态下的振动模态,深入了解振动的起因和传播路径。
四、常见的振动测试标准ISO 10816-3:该标准规定了旋转机械(包括空压机)的振动测量的评估准则,包括振动水平的限值和评估方法。
ISO 14694:该标准适用于旋转机械系统(包括空压机)的振动和冲击测量,提供了测量和评估的方法。
GB/T 14736:该国家标准规定了压缩机和真空泵的振动测量方法和评价准则。
API 670:适用于旋转机械的振动监测仪器的规范,包括空压机在内。
VDI 2056:德国标准,适用于评估旋转机械的振动水平,并提供了评估振动的准则。
机械设备振动标准汇总

机械设备振动标准它是指导我们的状态监测行为的规范最终目标:我们要建立起自己的每台设备的标准(除了新安装的设备)。
⏹监测点选择、图形标注、现场标注。
⏹振动监测参数的选择:做一些调整:长度、频率范围⏹状态判断标准和报警的设置1 设备振动测点的选择与标注1.1监测点选择测点最好选在振动能量向弹性基础或系统其他部分进行传递的地方。
对包括回转质量的设备来说,建议把测点选在轴承处或机器的安装点处。
也可以选择其他的测点,但要能够反映设备的运行状态。
在轴承处测量时,一般建议测量三个方向的振动。
铅垂方向标注为V,水平方向标注为H,轴线方向标注为A,见图6-1。
图6-1 监测点选择图6-2在机器壳体上测量振动时,振动传感器定位的示意图1.2 振动监测点的标注(1)卧式机器这个数字序列从驱动器非驱动侧的轴承座赋予数字001开始,朝着被驱动设备,按数字次序排列,直到第一根轴线的最后一个轴承。
在多根轴线的(齿轮传动)机器上,轴承座的次序从驱动器开始,按数字次序继续沿着第二根轴线到被驱动器往下排列,接着再沿着第三根轴线往下排列,直到机组的末端为止。
常见的几种标注方法见图6-3~6-5。
图6-3 振动监测点的标注图6-4 振动监测点的标注图6-5 振动监测点的标注(2)立式机器遵循与卧式机器同样的约定。
1.3 现场机器测点标注方法机壳振动测点的标注可以用油漆标注,也可以在机壳上粘贴钢盘来标注振动测点,最好采用后一种方法标注。
采用钢盘时,机壳要得到很好的处理。
钢盘规格为厚度5mm,直径30mm,用强度较好的粘接剂粘接,以保证良好的振动传递特性。
2 设备振动监测周期的确定振动监测周期设置过长,容易捕捉不到设备开始劣化信息,周期设置过短,又增加了监测的工作量和成本。
因此应根据设备的结构特点、传动方式、转速、功率以及故障模式等因素,合理选定振动监测周期。
当设备处于稳定运行期时,监测周期可以长一些;当设备出现缺陷和故障时,应缩短监测周期。
震动测试标准

震动测试标准震动测试是指利用振动设备对产品进行模拟振动环境,以验证产品在运输、使用和储存等过程中的抗振能力和可靠性。
在各个行业中,对产品进行震动测试已经成为了一项必不可少的工作。
为了确保测试的准确性和可靠性,制定了一系列的震动测试标准,下面将对一些常见的震动测试标准进行介绍。
首先,我们要了解的是国际上通用的震动测试标准,其中最著名的就是美国的ISTA(International Safe Transit Association)标准和欧洲的EN(European Norm)标准。
这两个标准都是针对包装产品的运输过程中所受到的振动环境进行测试的,通过模拟真实的运输振动环境,来评估产品在运输过程中的耐受能力。
这些标准主要包括了振动测试的频率、加速度、持续时间等参数,以及测试设备的要求和测试方法等内容。
其次,针对电子产品和汽车零部件等特定行业的震动测试标准也是非常重要的。
比如针对电子产品的IEC(International Electrotechnical Commission)标准,它主要针对电子产品在运输和使用过程中所受到的振动环境进行测试,以验证产品的可靠性和耐用性。
而对于汽车零部件来说,ISO(International Organization for Standardization)标准则是非常重要的,它主要用于评估汽车零部件在车辆行驶过程中所受到的振动环境,以保证汽车零部件的可靠性和安全性。
除了以上提到的国际标准外,各个国家和地区也都有自己的相关标准和规范。
比如中国国家标准化管理委员会发布的GB(Guo Biao)标准,针对国内产品的振动测试提供了详细的规定和要求。
这些标准和规范的制定,不仅有利于提高产品的质量和可靠性,也有利于促进国际贸易和产品的互认。
在进行震动测试时,需要注意的是,不同行业和不同产品所受到的振动环境是不同的,因此在选择测试标准时需要根据实际情况进行选择,并且要严格按照标准的要求进行测试,以确保测试结果的准确性和可靠性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
空压机振动测试标准(一)
空压机振动测试标准
引言
•空压机振动测试是评估其性能和质量的重要指标。
•本文将介绍空压机振动测试的标准要求和相关注意事项。
ASTM国际标准
•ASTM D999:空压机振动测试的通用标准。
•ASTM D6789:用于竖直振动测量的标准装置和实施步骤。
•ASTM D8765:用于水平振动测量的标准装置和实施步骤。
ISO国际标准
•ISO :机械振动评估的通用指南。
•ISO :旋转机械的振动测量 - 地基测试。
•ISO :旋转机械的振动测量 - 一般工业机械。
•ISO :旋转机械的振动测量 - 气体蒸汽涡轮和牵引发动机。
•ISO :旋转机械的振动测量 - 大型机械基础。
空压机振动测试注意事项
•测试前,应检查空压机的安装情况和固定是否牢固。
•测试过程中应注意安全,避免接触旋转部件。
•测试时需根据标准要求选择合适的测点位置。
•测试结果需要进行分析和解读,以评估空压机性能是否符合标准要求。
结论
•空压机振动测试的标准化对于保证空压机质量和性能至关重要。
•遵循相关国际标准和注意事项,可有效进行空压机振动测试。
请注意:以上仅为示例文章,实际内容可能需要根据具体情况进行调整。