射线探伤评片报告
管道射线探伤评片图-裂纹18张

边界清晰
裂纹的边界通常比较清晰,与周围区域有明显的分界线。
密度较高
在某些情况下,裂纹的密度较高,表现为密集的裂纹群。
04
管道射线探伤评片图分析
评片图的解读
评片图解读
评片图是管道射线探伤的重要结果,通过解读评片图,可以了解管 道内部的缺陷情况。
缺陷类型识别
应力集中。
裂纹的处理方法
焊接修复
对于较小的裂纹,可以采用焊 接的方式进行修复,确保裂纹
完全封闭。
更换管段
对于无法修复的严重裂纹或破 损管段,应立即更换,避免问 题扩大。
内衬修复
对于管道内部的裂纹,可以采用 内衬修复技术,在管道内部加装 一层耐腐蚀、耐磨损的材料。
表面涂层
在管道表面涂覆防腐蚀涂层, 延缓裂纹的发展,延长管道使
06
案例分析:18张管道射 线探伤评片图-裂纹展示
案例一:某管道焊缝处的裂纹
总结词
该管道焊缝处的裂纹表现为一条清晰的线性缺陷,可能是由于焊接过程中热影响区处理不当或焊接工艺参数不合 适所导致。
详细描述
在管道焊缝处,通常由于焊接过程中快速加热和冷却,容易在焊缝的热影响区产生应力集中,进而形成裂纹。这 类裂纹通常具有一定的方向性,与焊接方向一致。在射线探伤评片图中,此类裂纹表现为一条清晰、细长的线性 缺陷,具有一定的贯穿性。
随有管壁变形或凹陷的现象。
THANKS
感谢观看
裂纹的识别方法
观察评片图
01
通过观察评片图上的影像,判断是否存在裂纹,并初步判断裂
纹的类型。
放大镜观察
02
对于较小的裂纹,可以使用放大镜进行观察,以更准确地判断
30-射线探伤报告

2.0-4.0
照相质量等级
AB
冲洗条件
□自动■手工
焊缝编号
母材厚度(mm)
透照方式
L1(焦距) mm
射线能量(kV)
管电流(mA)
曝光时间(min)
像质指数要求
焊缝长度mm)
一次透照长度(mm)
检测比例(10% )
检测标准
合格级别
检测结果
I级
张
II级
/张
III级
/张
IV级
/张
结论:
检测日期:年月日
第页
焊缝射线探伤报告(续1)
委托单位:报告编号:
产品名称主要尺寸:
产品编号
材质厚度
产品材质
拍片位置分部图:
第页
检测底片评定情况详见射线探伤底片评定目录
检测人员
报告人员
审核人员
第页
焊缝射线探伤底片评定记录单1
委托单位:报告编号:
产品名称
产品编号
部件名称
产品材质
增感方式
仪器型号
透照方式
曝光时间
象质指数
胶片类型
管电压
管电流
黑度
显影温度
定影温度
暗室人员
拍片日期
底片编号
评定结果
缺陷记录
备注
Ⅰ
Ⅱ
Ⅲ
Ⅳ
拍片人员
评片人员
复评人员
福州福锅锅炉动力工程有限公司
焊缝射线探伤报告
委托单位:报告编号:
产品名称
产品编号
部件名称
部件材料
原检测标准
JB/T4730.2-2005
设备型号
检测条件及工艺参数
源种类
射线探伤底片评定

射线探伤底片评定6.1 底片质量及评片工作的要求6.1.1底片质量1.黑度按照JB4730-94和GB3323-87标准,x射线底片黑度应控制在1.2~3.5;γ射线底片黑度控制在1.8~3.5。
黑度用黑度计来测量。
其下限值是在底片两端的搭接标记内侧焊缝上无缺陷处测量,测多少点不限,但不能取平均值,其每一点测量值应不小于下限值。
上限值是在主射线束照射的底片的中间部位焊缝近旁的母材上测量,每一点的测量值应不高于上限值。
底片上缺陷部位的黑度不受上述限制。
2.象质指数底片上显示出的最小线径的象质指数应满足该透照厚度规定达到的象质指数。
象质指数的观察借助于刻有10×10小窗口的黑纸板或黑塑料板来进行。
在观片灯下将小窗口放置在底片焊缝上有象质计一端的端头,且将小窗在焊缝上慢慢地向底片中部移动,注意观察小窗口,首先发现的连接小窗口上下边缘的金属丝影象,就是所显示的象质指数的影象。
3.影象识别要求底片上所显示的象质计、定位标记、识别标记、“B”铅字等符号,必须位置正确,类别齐全,数量足够,且不掩盖被检焊缝影象。
4.不允许的假缺陷在底片评定区域内不应有妨碍底片评定的假缺陷。
如:灰雾、水迹、化学污斑、暗室处理条纹、划痕、指纹、静电痕迹、黑点、撕裂和增感屏不好造成的假缺陷。
5.“B”铅字显示透照盒背后确实放置有“B”铅字,底片未显示“B”字或显示较黑的“B”字,不影响底片质量,若显示较淡的“B”字则是背散射线防护不够,该张底片应重照。
6.底片规格底片长度应等于L eff加20mm。
底片宽度应容纳下焊缝和热影响区的宽度和焊缝两边所放各种铅质符号。
7.焊缝影象位置透照焊缝的部位,必须平行显示在底片的中部,若有丁字口也要置于底片中间部位。
底片不允许有白头。
6.1.2评片工作条件1.评片应有专用的评片室。
评片室的光线应稍暗一些,室内的照明不应在底片上产生反射光。
评片室应宁静、卫生、通风良好。
工作台上应能妥善放置观片灯、黑度计、评片尺、纪录纸、相关标准等。
管道焊缝射线探伤评片图--未熔合 PPT

WRH02 自动+手工 单面
平
重点观察缺陷 根部未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
平
重点观察缺陷 其它缺陷 层间未熔合
编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
平
重点观察缺陷 焊缝与母材未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
单面
水平
根部未熔合 (又称单边未焊透)
其它缺陷 有错边
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WRH12 手工
单面
水平
根部未熔合 (又称单边未焊透)
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WT13 自动 WT14
双面
平
坡口边沿未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
管道焊缝射线探伤评片图
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
其它缺陷
WRH02 自动+手工 双面
平
坡口边沿未熔合
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WRH02 自动
单面
平
根部未熔合 (又称单边未焊透)
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
WRH05 手工
其它缺陷
WRH02 自动+手工 单面
基本金属与垫板之间根
平
部单侧未熔合ຫໍສະໝຸດ 编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
平
重点观察缺陷 内部未熔合
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
WRH02 自动+手工 单面
射线探伤分析报告

Work No.
焦点/射线源尺寸:
Film or Source Size
底片处理方式
Processing
人工
Manual
自动
Automatic
工件名称
Hale Waihona Puke Part Name胶片型号/规格
Film Type & Size
显影时间
Developing
min
分
min.
min
图号
.
前屏
Front
中屏
middle
后屏
Back
显影温度
Developing Temperature
C
材质
Material
象质计/指数
IOI & Designation
检验级别
Exam. grade
炉号
Heat-Ingot No
管电压/束能/活度
Volt./energy/act.
探伤比例
Exam. percentage
容器类型
Vessel kind
射线源与工件表面间距
Source/surfacedistance
mm
表面状态
Surface condition
坡口形式
Groove Type
曝光量
Exposure
焊接方法
Welding method
探伤标准
焊工代号
Welder No.
底片评定表
检验区域
Exam. Area
片号
Film No
黑度Density
级别/Level
级别/Level
日期/Date
日期/Date
射线探伤评片图--气孔36张

焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 密集气孔
其它缺陷
编号
焊接方法
手工
焊缝型式 焊接位置
单面 水平
重点观察缺陷
气孔
其它缺陷
编号
焊接方法
焊缝型式 焊接位置
重点观察缺陷
其它缺陷
手工
单面
水平
气孔
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 气孔
其它缺陷
焊缝型式 焊接位置 单面 水平
重点观察缺陷 气孔
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 密集气孔
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 链状气孔
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 表面气孔
其它缺陷
编号
凸瘤中的气孔
其它缺陷
编号 QK47 CK48
焊接方法 手工
焊缝型式 焊接位置 单面 垂直 水平
重点观察缺陷 条形气孔 密集气孔
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 气孔(夹珠)
其它缺陷
编号
焊接方法
焊缝型式 焊接位置
重点观察缺陷
其它缺陷
手工
单面
水平
夹珠
编号
焊接方法 手工
其它缺陷
QK33 QK35
编号
焊接方法 自动
焊缝型式 焊接位置 双面 平
重点观察缺陷 链状气孔
管道射线探伤评片图--裂纹18张
其它缺陷
编号
焊接方法
焊缝型式 焊接位置
重点观察缺陷
其它缺陷
手工
单面
裂纹
其它缺陷
LW11
手工
单面
LW11
焊接方法 手工
焊缝型式 焊接位置 单面 仰焊
重点观察缺陷 根部裂纹
其它缺陷
编号
LW11
焊接方法 手工
焊缝型式 焊接位置 单面 仰焊
重点观察缺陷 横向裂纹
其它缺陷
编号
LW11
焊接方法 手工
焊缝型式 焊接位置 单面 仰焊
重点观察缺陷 中心纵向裂纹
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面
重点观察缺陷 焊趾裂纹
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面
重点观察缺陷 弧坑裂纹
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面
重点观察缺陷 弧坑裂纹扩展纵向裂纹
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面
重点观察缺陷 角焊缝裂纹
编号
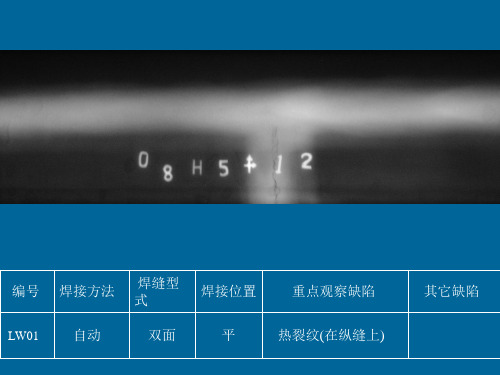
LW01
焊接方法
焊缝型 式
焊接位置
重点观察缺陷
其它缺陷
自动
双面
平
热裂纹(在纵缝上)
编号
LW13 LW15
焊接方法 自动+手工
焊缝型式 双面
焊接位置 平
重点观察缺陷 热裂纹
其它缺陷
编号
LW06 LW14
焊接方法 自动 自动+手工
焊缝型式 焊接位置 双面 平
重点观察缺陷 横向热裂纹
其它缺陷
编号
LW05
焊接方法 手工
射线探伤评片图--气孔36张教学文案

其它缺陷
编号 焊接方法
QK38 QK40
自动
焊缝型式 焊接位置 重点观察缺陷
双面 单面
平
链状气孔(上飘型)
其它缺陷
编号 焊接方法
QK43 CK44
手工
焊缝型式 焊接位置
单面
立
重点观察缺陷 凸瘤中的气孔
其它缺陷
编号 焊接方法
QK47 CK48
手工
焊缝型式 焊接位置
单面
垂直 水平
重点观察缺陷 条形气孔 密集气孔
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
手工
单面
水平
重点观察缺陷 链状气孔
其它缺陷
编号
焊接方 法
焊缝型 焊接位
式
置
手工
单面
水平
重点观察缺陷 表面气孔
其它缺陷
编号
焊接方法
焊缝型 式
焊接位 置
手工
单面
水平
重点观察缺陷 密集气孔
其它缺陷
编号
焊接方 法
焊缝型 焊接位
式
置
手工
单面
水平
重点观察缺陷 气孔
其它缺陷
编号
焊接方 法
焊缝型 焊接位
式
置
手工
单面 水平
重点观察缺陷 气孔(夹珠)
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
手工
单面 水平
重点观察缺陷 夹珠
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
手工
单面
水平
重点观察缺陷 气孔
其它缺陷
编号 焊接方法 焊缝型孔
自动
焊缝型式 焊接位置
双面
平
第7 章 射线探伤——底片评定
第7 章底片评定7.1.评片基本要求7.1.1 评片的一般程序步骤1)评定底片本身质量的合格性:为了得到准确的评定结果,要进行评定的底片质量必须合格。
黑度:利用黑度计(密度计)测定黑度范围是否处于相应标准规定的范围内,对比度应适当,没有达到标准要求黑度的底片属于底片品质不合格。
例如JB/T4730.2-2005《承压设备无损检测第2 部分:射线检测》第4.11.2 规定底片评定范围内的黑度D 应符合下列规定:A 级:1.5≤D≤4.0;AB 级:2.0≤D≤4.0;B 级:2.3≤D≤4.0。
用X 射线透照小径管或其它截面厚度变化大的工件时,AB 级最低黑度允许降低至1.5;B 级最低黑度可降至2.0。
采用多胶片方法时,单片观察的黑度应符合以上要求。
双片迭加观察仅限于 A 级,叠加观察时,单片的黑度应不低于1.3。
对评定范围内的黑度 D>4.0 的底片,如有计量检定报告证明所用观片灯在底片评定范围内的亮度能够满足4.10.3 的要求,允许进行评定。
注:该标准中4.10.3 要求底片评定范围内的亮度符合下列规定:a)当底片评定范围内的黑度D≤2.5 时,透过底片评定范围内的亮度应不低于30cd/m2。
b)当底片评定范围内的黑度D>2.5 时,透过底片评定范围内的亮度应不低于10cd/m2。
又例如GB/T3323-2005《金属熔化焊焊接接头射线照相》6.8 项规定射线底片黑度(测量允许误差为±0.1)应满足:A 级≥2.0(经合同各方商定,可降为1.5)B 级≥2.3(经合同各方商定,可降为2.0)当观片灯亮度按6.10 中所规定的足够大时,可采用较高的黑度。
采用多胶片透照,而用单张底片观察评定时,每张底片的黑度应满足上述要求。
采用多胶片透照,且用两张底片重叠观察评定时,单张底片的黑度应不小于1.3。
注:该标准 6.10 规定:观片灯的亮度应能保证底片透过光的亮度不低于30cd/m2,尽量达到100cd.m2。
射线探伤评级

组别:第四组成员:郑利翔(组长)邱智超(负责人)彭代金邓阳任务:焊缝射线底片的评定时间:2012 / 4 / 13概序 (3)一、评片设备简介 (4)二、JB/T4730-2005中射线探伤评片标准 .. 9三、焊缝射线探伤报告 (12)概序一、评片设备简介LEDq强光源观片灯LED冷光源,超高亮度、长寿命、节能环保,并且光照均匀,光线柔和,零频闪,光谱中没有紫外线、红外线,零电磁辐射,零热辐射,更接近自然光。
亮度可调:采用无级电子调光,根据需要任意调节具有延时启动功能(0.5s<t<1s)驱动电源:隔离式,驱动模式:恒流评片灯上装有可移动的放大镜便于缺陷的辨认。
放大镜下方附有可上下左右移动的评片尺。
便于条状缺陷测长和圆形缺陷的评定。
(上述附加装置不用时可翻至评片灯上方待用)安全可靠超低噪声,内置散热风扇及独特的散热系统,使得连续工作12小时温升<45℃。
只要旋开紧固螺栓,便可清洁内部。
使用方法1、接通电源,扳动开关(2)使电源接通。
当开关(3)为OFF状态时,即可根据底片黑度调节亮度旋钮(7)使评片灯亮度适中。
若需使用脚踏装置,拨动开关(3)至ON,在此状态下将脚踏开关插入(10),此时显示为最低亮度;踏之,则可实现旋钮无级调光功能。
2、将底片置于观察屏前评片。
3、当底片上缺陷尺寸辨认或定性有困难时,拉下放大镜移至所需部位观察之。
4、当测定尺寸式评定圆形缺陷时,启用评片尺,上下左右自移动置于适当位置,迅速评定。
5、当底片缺陷或没有必要用放大和评片尺时,将其翻置于评片灯顶部待用,可实现快速评片。
注意事项1、电源电压要与本机电压相符,以防烧毁评片灯。
2、评片灯应置于JB/T 4730.1~.6-2005规定的专用评片室内使用,避免亮度开的过大,降低本产品的使用寿命。
3、用毕罩防尘罩,以防灰尘落入。
技术指标1、可观查胶片黑度:D≥5.02、照度:>350,000 Lux(>12×104 cd/m2)+10%-20%3、电源:50~60Hz 220V4、功耗:110W5、放大镜:放大倍数为2倍,有效面积130×90mm6、外形尺寸:450×200×200mm7、重量:4.1kg8、FUSE:3A 250V黑度计射线评定方法合格底片应当满足的指标要求:黑度值、灵敏值、标记值、表面质量底片上各种影像的识别1、照相影像形成的原理同样强度的射线入射,厚的地方底片黑度小,薄的地方黑度大。
射线探伤报告完整版

级别/Level
日期/Date
日期/Date
日期/Date
日期/Date
射线探伤报告
RADIOGRAPHICEXAMINATION REPORT
报告编号
Report No
底片评定表(续表)
检验区域
Exam. Area
片号
Film No
黑度Density
孔径/线号
Dia.or wire No
射线源与工件表面间距
Source/surfacedistance
mm
表面状态
Surface condition
坡口形式
Groove Type
曝光量
Exposure
焊接方法
Welding method
探伤标准
焊工代号
Welder No.
底片评定表
检验区域
Exam. Area
片号
Film No
黑度Density
后屏
Back
显影温度
Developing Temperature
?C
材质
Material
象质计/指数
IOI & Designation
检验级别
Exam. grade
炉号
Heat-Ingot No
管电压/束能/活度
Volt./energy/act.
探伤比例
Exam. percentage
容器类型
Vessel kind
孔径/线号
Dia.or wire No
缺陷分布
distributing
缺陷类别
kind
等级
Grade
评定
射线探伤评片图--夹渣14张
重点观察缺陷 条状夹渣
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
重点观察缺陷 点状夹渣
其它缺陷
编号
焊接方法 手工
焊缝型式 接位置 单面 水平
重点观察缺陷 条状夹渣
其它缺陷
编号
焊接方法
焊缝型式 焊接位置
重点观察缺陷
其它缺陷
手工
单面
水平
氧化物夹渣
编号
JZ13 JZ14
焊接方法
自动
焊缝型式 焊接位置
双面 平
重点观察缺陷
密集夹渣
其它缺陷
条形气孔
编号
JZ15
焊接方法
手工
焊缝型式 焊接位置
单面 水平
重点观察缺陷
夹渣
其它缺陷
内凹
编号
JZ17
焊接方法
手工
焊缝型式 焊接位置
单面 水平
重点观察缺陷
密集夹渣
其它缺陷
编号
焊接方法 手工
焊缝型式 焊接位置 单面 水平
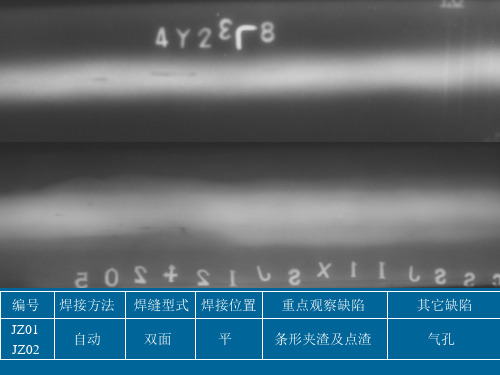
编号
JZ01 JZ02
焊接方法
自动
焊缝型式 焊接位置
双面 平
重点观察缺陷
条形夹渣及点渣
其它缺陷
气孔
编号
JZ09 JZ11
焊接方法
手工
焊缝型式 焊接位置
双面 平
重点观察缺陷
条形夹渣
其它缺陷
编号
JZ10 JZ12
焊接方法
手工 自动
焊缝型式 焊接位置
双面 单面 平
重点观察缺陷
条状夹渣 圆形夹渣
其它缺陷
射线探伤评片图气孔36张
手工
单面
水平
重点观察缺陷 气孔
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
手工
单面
水平
重点观察缺陷 密集气孔
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
手工
单面
水平
重点观察缺陷 链状气孔
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
手工
单面
水平
表面气孔
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
编号 焊接方法
QK47 CK48
手工
焊缝型式 焊接位置
单面
垂直 水平
重点观察缺陷 条形气孔 密集气孔
其它缺陷
编号 焊接方法 焊缝型式 焊接位置 重点观察缺陷
手工
单面 水平
气孔(夹珠)
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
手工
单面 水平
重点观察缺陷 夹珠
其它缺陷
编号 焊接方法 焊缝型式 焊接位置
重点观察缺陷 密集气孔
其它缺陷
编号 焊接方法
QK55 QK57
自动
焊缝型式 焊接位置
双面
平
重点观察缺陷 夹珠
其它缺陷 圆形气孔
编号 焊接方法
QK31 QK60
自动
焊缝型式 焊接位置双面 Nhomakorabea平
重点观察缺陷 夹珠
其它缺陷 圆形及孔
编号 焊接方法
QK33 QK35
自动
焊缝型式 焊接位置
双面
平
重点观察缺陷 深孔
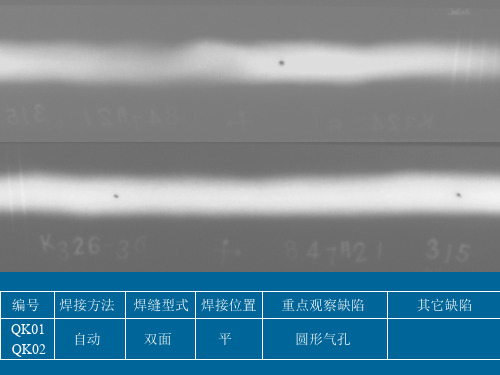
编号 焊接方法
QK01 QK02
自动
焊缝型式 焊接位置
双面