发动机缸体外文翻译
发动机专业英语
发动机专业英语一、Engine construction发动机构造1. rocker arm cover 摇臂罩2. valve rocker arm 气门摇臂3. camshaft 凸轮轴4. camshaft drive 凸轮轴驱动轮5.spark plug lead 火花塞导线6. timing belt cover 正时皮带罩7. valve spring 气门弹簧8. poppet valve 菌形气门9. piston 活塞10. connecting rod 连杆11. timing belt 正时皮带12. combustion chamber 燃烧室13. cylinder block 汽缸体14. water jacket 水套15. oil filter 机油滤清器16. flywheel 飞轮17. ring gear 齿圈18.oil gage 机油标尺19. oil pan/sump 油底壳20. crankshaft 曲轴21. drain plug 放油孔塞22. v-belt pulley V型皮带轮二、Essential term基本术语1. cylinder diameter 汽缸直径2. piston stroke 活塞行程3. crank radius 曲轴半径4. piston displacement 活塞排量5. compression chamber volume 压缩室容积6. total cylinder volume 总汽缸容积7. top dead center 上止点8. bottom dead center 下止点三、Engine operation principle 发动机工作原理3.1. Four-stroke gasoline engine operation principle四冲程汽油机工作原理1. intake stroke 进气行程2. compression stroke 压缩行程3. expansion stroke 膨胀行程4. exhaust stroke 排气行程5. combustible mixture 可燃混合气6. intake valve 进气门7. spark plug 火花塞8. exhaust valve 排气门9. exhaust gas 废气3.2 Four-stroke diesel engine operational principle四冲程柴油机工作原理1. intake stroke 进气行程2. compression stroke 压缩行程3. expansion stroke 膨胀行程4. exhaust stroke 排气行程5. intake 进气6. compression 压缩7. combustion 燃烧8. expansion 膨胀9. exhaust 排气10. air 空气11. injector 喷油器12. exhaust gas 废气3.3 Two-stroke gasoline engine op eration principle二冲程汽油机工作原理1. combustible mixture 可燃混合气2. inlet port 进气口3. crankcase 曲轴箱4. precompressed mixture 预压混合气5. transfer canal 输气道6. intake port 进气口7. exhaust port 排气口8. exhaust gas 废气9. spark plug 火花塞3.4 Two-stroke diesel engine oper ation principle二冲程柴油机工作原理1. air 空气2. blower pump 扫气泵3. precompressed air 预压空气4. air chamber 空气室5. inlet port 进气口6. injector 喷油器7. exhaust valve 排气门8. exhaust gas 废气四、Engine performance发动机性能1. fixed throttle characteristics 速度特性2. part throttle characteristics 负荷特性3. engine speed 转速4. torque 扭矩5. horsepower 功率6. specific(特效药、详细的精确的) fuel consumption 燃油消耗率五.Crank connecting rodmechanism曲柄连杆机构5.1 Cylinder block 机体组1. cylinder block 汽缸体2. cylinder liner 汽缸套3. cylinder bearing surface 汽缸套表面4. cylinder head 汽缸盖发动机5. inlet manifold mountingflange 进气歧管凸缘6. oil inlet hole 加油孔7. cylinder head cover 汽缸盖罩8. cylinder head gasket 汽缸盖衬垫9. oil filter mounting flange 机油滤清器凸缘10. ventilating pipe mounting seat 通风管座11. cylinder block stiffeningrib 汽缸体加强肋12. rear main bearing cover 后主轴承罩13. main bearing cap 主轴承盖14. oil sump pan gasket 油底壳衬垫15. oil sump/pan 油底壳16. fuel pump mountingflange 燃油泵凸缘17. ignition distributor mounting f lange 分电器凸缘18. camshaft bearing bushseat 凸轮轴轴承座19. camshaft drive(gear)cover 凸轮轴驱动齿轮罩20. cylinder head covergasket 汽缸盖罩衬垫5.2 Piston,connecting rod 活塞连杆组1. connecting rod shank 连杆杆身2. connecting rod small end 连杆小头3. connecting rod bushing 连杆衬套4. spring clip 弹簧卡环5. piston pin 活塞销6. piston head 活塞头部7. piston ring groove 活塞环槽8. compression ring 压缩环9. oil scraper ring 油环10. piston skirt 活塞裙部11. piston pin boss 活塞销座12. connecting rod bearing halfsh ell 连杆轴瓦13. connecting rod cap 连杆螺栓14. connecting rod cap 连杆大头盖15. Connecting rod end 连杆大头5.3 Crankshaft,flywheel 曲轴飞轮组1. crankshaft front end 曲轴前端2. front main journal 前主轴颈3. oil passage hole 机油孔4. crank pin 曲柄销5. crank web 曲柄臂6 counterweight 平衡重7 crankshaft collar 曲轴后端凸缘8 flywheel 飞轮9 flywheel gear ring 飞轮齿圈10 flywheel lock plate 飞轮锁片11 clutch shaft bearing 离合器轴轴承12 main bearing halfshell(upper,lo wer) 主轴承(上、下)轴瓦13 crankshaft thrust halfring 曲轴止推片14 bearing tang 轴瓦定位凸键六、Valve mechanism配气机构6.1 Side valve 侧置气门1 camshaft 凸轮轴2 cam 凸轮3 tappet 气门挺杆4 side valve 侧置气门5 crankshaft timing gear 曲轴正时齿轮6 camshaft gear-wheel 凸轮轴齿轮7 gear drive 齿轮传动6.2 Overhead valve 顶置气门1 camshaft 凸轮轴2 camfollower 凸轮顶杆3 push rod 推杆4 adjuster 调整螺钉5 rocker shaft 摇臂轴6 rocker shaft 摇臂7 valve spring 气门弹簧8 valve 气门9 valve 气道10 combustion chamber 燃烧室6.3 Overhead valve 顶置气门1 camshaft front bearing 凸轮轴前轴承2 valve head 气门头3 valve stem 气门杆4 tappet 挺筒5 lower valve spring collar 气门弹簧下环6 outer valve spring 外气门弹簧7 valve guide 气门导管8 inner valve spring 内气门弹簧9 shielding cap 护帽10 oil flinger 油封11 upper valve spring collar 气门弹簧上环12 valve split cone 气门锁片13 closer 螺塞14 rocker shaft 摇臂轴15 rocker arm 摇臂16 rocker bracket 摇臂支座17 retaining washer 定位摇臂18 thrust washer 止推摇臂19 rocker adjusting screw 摇臂调整螺钉20 push rod 推杆21 camshaft rear bush 凸轮轴后轴承22 camshaft 凸轮轴23 camshaft center bush 凸轮轴中间轴承承承承24 cam 凸轮25 oil pump driving gear 机油泵驱动齿轮6.4 Valve-timing diagram 配气相位图1 TDC(top dead center)上止点2 BDC(bottom dead center) 下止点3 intake opens 进气门开4 intake close 进气门关5 exhaust opens 排气门开6 exhaust closes 排气门关7 direction of rotation 旋转方向七、Gasoline engine-fuel s ystem汽油机供油泵7.1 Fuel system 供油泵1 fuel level gauge 油面指示表2 air cleaner 空气滤清器3 carburetor 化油器4 inlet manifold 进气歧管5 exhaust manifold 排气歧管6 fuel pump 汽油泵7 fuel filter 汽油滤清器8 exhaust silencer 排气消声器9 fuel pipe 油管10 fuel tank 汽油箱7.2 Air cleaner 空气滤清器1 intake tube 进气管2 deflector knob 导流旋扭3 air deflector 空气导流器4 cleaner body 滤清器壳5 butterfly nut 蝶形螺帽6 filter cover 滤清器盖7 filter seal ring 滤清器密封环8 cleaner cartridge 滤清器滤芯9 silencer element 消声元件10 crankcase bleed pipe 曲轴箱通风管11 hot air pipe 热空气管7. 3 Fuel pump,fuel filter 汽油泵,汽油滤清器1 fuel pump base 汽油泵座2 diaphragm 膜片3 fuel inlet neck 汽油进口4 fuel pump body 汽油泵壳5 filter screen 滤清器网6 bowl cover 泵盖7 fuel feed port 汽油出口8 distance washer 调整间隔垫圈9 diaphragm spring 膜片弹簧10 rocker arm 摇臂11 fulcrum pin 杠杆支点销12 fuel filter 汽油滤清器13 filter body 滤清器壳14 filter cartridge 滤清器滤芯15 glass bowl 玻璃滤杯16 bowl retaining clip 滤杯支承夹7.4 Simple carburetor 简单化油器1 air cleaner 空气滤清器2 valve needle 针阀3 float 浮子4 nozzle 喷管5 chock tube 喉管6 throttle valve 节气门7 intake manifold 进气歧管8 metering jet 量孔9 float chamber 浮子室10 intake valve 进气门7.5 Carburetor 化油器1 down-draft carburetor 下喷式化油器2 nozzle 喷管3 float chamber 浮子室4 choke tube 喉管5 throttle valve 节气门6 intake manifold 进气歧管7 two-barrel carburetor 双管化油器8 choke tube 喉管9 plug 旋塞10 filter gauze 滤清器金属丝网11 fFuel inlet port 进气门口12 valve seat 阀座13 valve needle 针阀14 float needle valve 浮子针阀15 float pivot pin 浮子销16 float 浮子17 float chamber 浮子室18 accelerator pump 加速泵7.6 Carburetor elements化油器零件1 throttle lever 节气门杆2 pull lever 拉杆3 release lever 放松杆4 throttle valve spindle 节气门轴5 throttle valve 节气门6 main metering jet 主量孔7 idle metering jet 怠速量孔8 accelerator pump discharge noz zle 加速泵输出喷管9 ball valve 球阀10 emulsion pipe 泡沫管11 air jet 空气喷孔12 starting device jet 起动喷孔13 accelerator pump piston 加速泵活塞14 operating cam 操纵凸轮15 accerlerator pump lever 加速泵杆16 adjustable stop 可调限位螺钉7.7 Carburetor control 化油器操纵件1 throttle control lever 节气门操纵杆2 connecting lever rod 连接拉杆3 cable wire 拉索4 connecting adaptor 连接杆5 cable hose 拉索软管6 cable grommet 拉索橡胶圈7 throttle control cablehandle 节气门操纵拉钮8 choke control cablehandle 阻风门操纵拉钮9 pedal lever bracket 踏板拉杆支架10 accelerator pedal 加速踏板11 accelerator pedal hinge 加速踏板铰链12 accelerator pedal mounting bracket 加速踏板安装支架13 flexible boot cap 挠性防尘护套14 roller 滚子15 accelerator pedal lever 加速踏板杠杆16 accelerator pedal return spring加速踏板回位弹簧7.8 Gasoline injection 汽油喷射1 fuel tank 汽油箱2 electric fuel pump 电动汽油泵3 fuel filter 燃油滤清器4 distributor pipe 分油管5 pressure regulator 压力调节器6 electronic control unit 电控单元7 injector 喷油器8 start valve 起动阀9 idle-speed adjusting screw 怠速调节螺钉10 throttle-valve switch 节气门开关11 throttle valve 节气门12 airflow sensor 空气流量计13 relay 继电器组14 oxygen sensor 氧传感器15 coolant-temperature sensor 冷却液温度传感器16 thermo time switch 温度时间开端17 distributor 分电器18 auxiliary-air device 补充空气阀19 idle-mixture adfustingscrew 怠速混合气调节螺钉20 battery 蓄电池21 ignition starter switch 点火起动开关7.9 Electric fuel pump,Injector 电动汽油泵,喷油器1 inlet 汽油2 relief valve 卸压阀3 roller-cell pump 液子泵4 permanent magnet 永久磁铁5 armature 电枢6 non-return valve 单向阀7 outlet 出油8 fuel inlet 燃油进口9 filter inlet 滤清器10 electrical connection 电插头11 solenoid winding 电磁开关线阀12 return spring 回位弹簧13 solenoid plunger 电磁铁芯14 needle 针阀7.10 Sensor 传感器1 coolant-temperature senor 冷却液温度传感器2 terminal 电接头3 hosing 壳体4 thermistor 热敏电阻5 oxygen sensor 氧传感器6 electrical connector 电连接器7 cover 保护管8 body 传感器体9 shield over element 保护元件八、Diesel engine-fuel system柴油机供油系8.1 Fuel system 供油泵1 fuel tank 柴油箱2 overflow valve 溢油箱4 feed pipe 低压油管5 fuel feed pump 手动输油泵6 fuel feed pump 输油泵7 injection pump 喷油泵8 return pipe 回油管9 pressure pipe 高压油管10 combustion chamber 燃烧室11 injector 喷油器12 exhaust pipe 排气管13 exhaust valve 排气门14 return pipe 排油管15 air cleaner 空气滤清器16 intake pipe 进气管8.2 Combustion chamber 燃烧室1 ω type chamber ω型燃烧室2 ball type chamber 球型燃烧室3 Swirl chamber 涡流室燃烧室4 precombustion chamber 预燃室燃烧室8.3 Injection pump 喷油泵1 camshaft 凸轮轴2 roller tappet 滚轮挺柱3 plunger spring 柱塞弹簧4 plunger 柱塞5 control sleeve 控制套筒6 control rod lack 控制齿条7 inlet port 进油口8 pump cylinder 泵缸9 feeding gallery 进油通道10 delivery valve 出油阀11 pressure pipe adaptor 高压油管接头8.4 Injection 喷油器1 nozzle holder 喷油器体2 fuel inlet passage 进油通道3 leak-off adaptor 漏油接头4 inlet adaptor 进油接头5 leak-off passage 漏油通道6 adjusting shim 调整垫片7 nozzle valve spring 针阀弹簧9 needle valve 针阀10 clearance filter 间隙滤芯11 spring adjusting screw 弹簧调整螺钉8.5 Speed governor 调速器1 accelerator pedal linkage 加速踏板杆件2 operating lever 操纵杆3 control rod link 控制杆连接件4 flyweight 飞块5 floating lever 浮动杠杆6 eccentric shaft 偏心轴九、Exhaust system 排气系统1 bracket 支架2 bracket plate 支板3 exhaust manifold joint 排气歧管接头4 double manifold 双排歧管5 double manifold collar 双排歧管凸缘6 exhaust clip 排气管夹头7 pipe U-bolt 排气管U型螺栓8 flexible support 挠性支座9 front silence 前消声器10 flexible mounting plate 挠性安装板11 distance sleeve 间隔套管12 silencer flexible mounting 消声器挠性安装件13 protecting plate 防护板14 rear silencer 后消声器15 intermediate pipe 中间排气管16 front exhaust pipe 前段排气管17 copper-asbestos gasket 紫铜-石棉垫网十、Turbo-supercharging 蜗轮增压10.1 Turbocharging system 蜗轮增压系统1 inlet port 进气口2 compressor 压气机3 inlet valve 进气门4 exhaust valve 排气门5 turbine 蜗轮6 exhaust port 排气口7 engine 发动机10.2 Turbocharger 蜗轮增压器1 air inlet port 空气进口2 compressor 压气机3 oil supply 润滑油入口4 oil return 润滑油出口5 exhaust gas 废气(柴油机)6 turbine 蜗轮7 exhaust gas 废气(蜗轮)十一、Emission control 排污控制11.1 Emission control system 排污控制系统1 air pump 空气泵2 exhaust pipe 排气管3 air passage 空气通道4 NOx catalytic convertor NOx催化反应器5 HC/CO catalyticconvertor HC/ CO催化反应器6 silencer 消声器7 bypass valve 旁通阀8 engine 发动机11.2 Catalytic convertor 催化转化器1 catalyst 催化剂颗粒2 internal pipe 内筒3 housing 外筒4 shell 壳体5 heat insulating material 绝热材料6 high temperature sensor 高温传感器7 silencer 消声器8 exhaust pipe 排气管十二、Engine-cooling system发动机冷却系12.1 Water cooling system 水冷系1 radiator 散热器2 radiator bottom tank 散热器下贮水室3 radiator core 散热器芯4 radiator top tank 散热器上贮水室5 fan 风扇6 water jacket 水套7 overflow pipe 溢流管8 drain plug 放水阀9 thermostat 节温器10 thermostat main valve 节温器主阀11 thermostat flexible bellows 节温器挠性波纹管12 thermostat bypass valve 节温器旁通管12.2 Radiator 传感器1 bottom radiator pipe 散热器出水软管2 radiator cowl 散热器罩3 top radiator cowl 散热器进水软管4 blind cable 百页窗拉索5 radiator filter 散热器加水口6 radiator shutter 散热器百页窗7 radiator filter cap 散热器加水口盖8 vacuum relief valve 真空安全阀9 pressure relief valve 减压阀10 filter sealing plate 加水口密封板11 radiator roller blind 散热器滚筒式百页帘12 overflow pipe 溢流管12.3 Fan,water pump 风扇,水泵1 fan blade 风扇叶片2 fan hub 风扇毂3 fan belt 风扇皮带4 fan pulley 风扇皮带轮5 shaft bearing 水泵轴承6 pump body 泵体7 water main inlet port 进水口8 water bypass inlet neck 旁通进水口9 self-adjusting seal unit 自动调节密封件10 pump impeller 水泵叶轮11 pump cover 泵盖12 cover gasket 泵盖衬垫13 water outlet port 出水口14 fan and pump shaft 风扇与水泵轴12.4 Air cooling system 风冷系1 blower 风扇2 blower-casing 风扇外壳3 reactor 定子叶轮4 reactor blade 定子叶片5 cooling air 冷却空气6 air cooled cylinder head 风冷汽缸盖7 deflector 导向叶片8 cylinder head fin 气缸盖肋片9 cylinder block fin 气缸体肋片10 heating air outlet 热空气出口12 exhaust manifold 排气歧管13 blower pulley 风扇皮带轮14 blower impeller 风扇叶轮15 v-belt V型皮带16 impeller blade 叶轮叶片十三、发动机润滑系Engine-lubrication system13.1 Pressure lubrication 压力润滑1 oil passage 油道2 oil filter tube 加油管3 oil filter cap 加油管盖4 bypass oil cleaner 分流式机油滤清器5 oil pressure sensor 油压传感器6 dipstick 油标尺7 oil drain hole 放油孔8 oil strainer 机油集滤器9 oil pressure relief valve 机油限压阀10 oil pump outlet pipe 机油泵出油管11 centrifugal oil cleaner 离心式机油滤清器12 gear chain lubrication jet 齿轮链条润滑喷孔13 gear chain lubrication passage 齿轮链条润滑油道14 main pressure oil passage 主油道13.2 Oil pump 机油泵1 oil pressure relief valve spring 限压阀弹簧2 oil pressure reliefvalve ball 限压阀钢球3 oil pump cover plate 机油泵盖板4 oil pump gear 机油泵齿轮5 oil pump body 机油泵壳体6 driving shaft pilot sleeve 驱动轴导套7 oil pump driving shaft 机油泵驱动轴8 oil pump driving gear 机油泵驱动齿轮9 oil inlet pipe 进油管10 lock washer 止锁垫圈11 oil suction pipe joint 进油管接头12 oil strainer cover 机油集滤器盖13 screen strainer 滤网14 oil strainer bottom 机油集滤器底版13.3 Oil cleaner 机油滤清器1 handle 手柄3 filter shaft 滤清器轴4 filter cover 滤清器盖5 thrust plate 压板6 filtering disc 滤片7 distance disc 隔片8 filtering element bolt 滤清元件螺栓9 thrust washer 止推垫圈10 filter body 滤清器壳体11 drain plug 放油塞12 cleaning edges 滤清肋片13 cleaning edges spindle 滤清肋片芯轴14 filter cover base 滤清器支座15 pressure relief valve 限压阀16 filter cover bolt 滤清器盖螺栓17 cartridge 滤芯13.4 Oil cooling radiator 机油散热器1 radiator core 散热器芯子2 stiff pipe 硬管3 stiff pipe shackle 硬管夹架4 oil inlet hose 进油软管5 T-pipe T型管6 shut-off cock 旋塞开关7 connecting pipe 接头8 oil outlet host 出油软管十四、发动机点火系Engine-ignition system14.1 Ignition system 点火系1 battery 蓄电池2 ignition switch 点火开关3 coil 点火线圈4 engine camshaft 发动机凸轮轴5 distributor drive rotates 分电器驱动轴6 contact breaker 继电器触点7 capacitor 电容器8 rotor 转子9 distributor cap 分电器盖10 high tension lead 高压导线11 sparking plug 火花塞12 vehicle frame 车架14.2 Lead battery 铅蓄电池2 cell cover 电池盖3 battery negative terminal 蓄电池负极接头4 cell filler plug 电池加液盖5 battery positiveterminal 蓄电池正极接头6 cell connector 电池连接件7 negative plate 负极板8 separator 隔板9 positive plate 正极板10 sediment space 沉淀区11 cell separator 电池隔板14.3 Ignition coil 点火线圈1 winding insulatinglayer 绕组绝缘涂层2 core insulating tube 铁芯绝缘管3 primary winding 初级线圈4 winding insulation 绕组绝缘层5 clamping ring 夹圈6 magnetic core 磁芯7 primary terminal 初级线圈接线柱8 high-tension leadterminal 高压导线接线柱9 ignition coil head 点火线圈盖10 insulating material 绝缘材料11 supplementary resistor 附加电阻12 magnetic shield 磁屏蔽13 high-tension winding 高压线圈14 core insulator 铁芯绝缘座15 coil case 线圈外壳14.4 Distributor 分电器1 ignition coil cable terminal 点火线圈导线接头2 spark plug cable terminal 火花塞导线接头3 distributor cap 分电器盖4 distributor cap innercontact 分电器盖内触点5 distributor rotor arm 分电臂6 contact arm 触点臂7 breaker fixed contact 断电器固定触点8 breaker spring 断电器弹簧9 breaker plate 断电器底版10 distributor shaft 分电器轴11 distributor case 分电器壳12 cap clamp spring 分电器盖弹簧夹13 manual spark-advanceselector 手动点火提前角选择器14 vacuum spark-advancecontrol 真空式点火提前角调节装置15 centrifugal spark-advance cont rol 离心式点火提前角调节装置16 breaker cam 断电器凸轮17 capacitor 容电器18 lubricating felt 润滑油毡19 carbon contact 碳触头20 contact point 触点21 terminal 接头14.5 Spark plug 火花塞1 spark plug terminal pin 火花塞电极销2 pin insulation 电极销绝缘体3 spark plug insulator 火花塞绝缘体4 spark plug body rim 火花塞壳体凸缘5 spark plug body hexagon 火花塞六角壳体6 spark plug body 火花塞壳体7 center electrode 中心电极8 spark plug thread 火花塞螺纹9 spark gap 火花间隔10 earth electrode 接地电极11 hot plug 热型火花塞12 normal spark plug 标准火花塞13 cold plug 冷型火花塞14 heat conductance way 导热途径14.6 Electronic ignition 电子点火1 magnetic slug 磁铁芯2 magnetic sensor磁性传感器3 magnetic pluse generator(发电机、发生器)磁脉冲发生器4 electronic control unit 电子控制单元5 ignition coil 点火线圈6 vacuum sensor 真空传感器7 flywheel rim 飞轮齿圈8 ignition lock 点火开关9 high-tension distributor 高压分电器10 amplifier 放大器11 throttle valve switch 节气门开关12 reference angle switch 基准角开关13 rotational-speed sensor 转速传感器14 proximity sensor 非接触式传感器15 microprocessor 微处理机十五、发动机起动系Engine-starting system 15.1 Starting system 起动系1 starting switch 起动开关2 contact point 触点3 contact plate 接触盘4 magnetic coil 磁化线圈5 starting breaker 起动断电器6 magnetic core 铁芯。
汽车英语-发动机部分

汽车英语-发动机部分(个人整理版)作者:fiat0012008-12-15 13:16 星期一晴第一部分发动机一、汽车发动机 Automobile Engines内燃机发动机是通过汽油和空气的混合而运行的,理想的空燃比是14.7份质量的空气和1份质量的汽油混合。
Internal combustion gasoline engines run on a mixture of gasoline and air. The ideal mixture is 14.7 parts air to one part of gasoline(by weight.)由于汽油比空气重得多,因此我们一直笼统地说成大量的空气和少量的燃油。
Since gas weights much more than air, we are talking about a whole lot of air and tiny bit of gas.当发动机点火后,一份被完全汽化的燃油和14.7份质量的空气混合,就能产生出巨大的动力。
One part of gas that is completely vaporized into 14.7 parts of air can produce tremendous power when ignited inside an engine.让我们来看一下现代发动机的工作原理。
Let’s see how the modern engine uses that energy to make the wheels turn.空气通过空气滤清器进入发动机,并进入节气门。
Air enters the engine through the air cleaner and proceeds to the throttle plate.通过油门踏板,你能控制经过节气门进入发动机的空气量。
空气然后通过进气歧管进入各个气缸。
发动机构造英语

第二类 ENGINE 发动机一、Engine construction 发动机构造序号英文中文1 rocker arm cover 摇臂罩2 valve rocker arm 气门摇臂3 camshaft 凸轮轴4 camshaft drive 凸轮轴驱动轮5 spark plug lead 火花塞导线6 timing belt cover 正时皮带罩7 valve spring 气门弹簧8 poppet valve 菌形气门9 piston 活塞10 connecting rod 连杆11 timing belt 正时皮带12 combustion chamber 燃烧室13 cylinder block 汽缸体14 water jacket 水套15 oil filter 机油滤清器16 flywheel 飞轮17 ring gear 齿圈18 oil gage 机油标尺19 oil pan/sump 油底壳20 crankshaft 曲轴21 drain plug 放油孔塞22 v-belt pulley V型皮带轮二、Essential term 基本术语序号英文中文1 cylinder diameter 汽缸直径2 piston stroke 活塞行程3 crank radius 曲轴半径4 piston displacement 活塞排量5 compression chamber volume 压缩室容积6 total cylinder volume 总汽缸容积7 top dead center 上止点8 bottom dead center 下止点三、Engine operation principle 发动机工作原理3.1 Four-stroke gasoline engine operation principle四冲程汽油机工作原理序号英文中文1 intake stroke 进气行程2 compression stroke 压缩行程3 expansion stroke 膨胀行程4 exhaust stroke 排气行程5 combustible mixture 可燃混合气6 intake valve 进气门7 spark plug 火花塞8 exhaust valve 排气门9 exhaust gas 废气3.2 Four-stroke diesel engine operational principle四冲程柴油机工作原理序号英文中文1 intake stroke 进气行程2 compression stroke 压缩行程3 expansion stroke 膨胀行程4 exhaust stroke 排气行程5 intake 进气6 compression 压缩7 combustion 燃烧8 expansion 膨胀9 exhaust 排气10 air 空气11 injector 喷油器12 exhaust gas 废气3.3 Two-stroke gasoline engine operation principle二冲程汽油机工作原理序号英文中文1 combustible mixture 可燃混合气2 inlet port 进气口3 crankcase 曲轴箱4 precompressed mixture 预压混合气序号英文中文5 transfer canal 输气道6 intake port 进气口7 exhaust port 排气口8 exhaust gas 废气9 spark plug 火花塞3.4 Two-stroke diesel engine operation principle二冲程柴油机工作原理1 air 空气2 blower pump 扫气泵3 precompressed air 预压空气4 air chamber 空气室5 inlet port 进气口6 injector 喷油器7 exhaust valve 排气门8 exhaust gas 废气四、Engine performance 发动机性能序号英文中文1 fixed throttle characteristics 速度特性2 part throttle characteristics 负荷特性3 engine speed 转速4 torque 扭矩5 horsepower 功率6 specific fuel consumption 燃油消耗率五、Crank connecting rod mechanism曲柄连杆机构5.1 Cylinder block 机体组序号英文中文1 cylinder block 汽缸体2 cylinder liner 汽缸套3 cylinder bearing surface 汽缸套表面4 cylinder head 汽缸盖5 inlet manifold mountingflange 进气歧管凸缘6 oil inlet hole 加油孔7 cylinder head cover 汽缸盖罩序号英文中文8 cylinder head gasket 汽缸盖衬垫9 oil filter mounting flange 机油滤清器凸缘10 ventilating pipe mounting seat 通风管座11 cylinder block stiffeningrib 汽缸体加强肋12 rear main bearing cover 后主轴承罩13 main bearing cap 主轴承盖14 oil sump pan gasket 油底壳衬垫15 oil sump/pan 油底壳16 fuel pump mountingflange 燃油泵凸缘17 ignition distributor mounting flange 分电器凸缘18 camshaft bearing bushseat 凸轮轴轴承座19 camshaft drive(gear)cover 凸轮轴驱动齿轮罩20 cylinder head covergasket 汽缸盖罩衬垫5.2 Piston,connecting rod 活塞连杆组序号英文中文1 connecting rod shank 连杆杆身2 connecting rod small end 连杆小头3 connecting rod bushing 连杆衬套4 spring clip 弹簧卡环5 piston pin 活塞销6 piston head 活塞头部7 piston ring groove 活塞环槽8 compression ring 压缩环9 oil scraper ring 油环10 piston skirt 活塞裙部11 piston pin boss 活塞销座12 connecting rod bearing halfshell 连杆轴瓦13 connecting rod cap 连杆螺栓14 connecting rod cap 连杆大头盖15 Connecting rod end 连杆大头5.3 Crankshaft,flywheel 曲轴飞轮组序号英文中文1 crankshaft front end 曲轴前端2 front main journal 前主轴颈3 oil passage hole 机油孔4 crank pin 曲柄销5 crank web 曲柄臂6 counterweight 平衡重7 crankshaft collar 曲轴后端凸缘8 flywheel 飞轮9 flywheel gear ring 飞轮齿圈10 flywheel lock plate 飞轮锁片11 clutch shaft bearing 离合器轴轴承12 main bearing halfshell(upper,lower) 主轴承(上、下)轴瓦13 crankshaft thrust halfring 曲轴止推片14 bearing tang 轴瓦定位凸键六、Valve mechanism 配气机构6.1 Side valve 侧置气门序号英文中文1 camshaft 凸轮轴2 cam 凸轮3 tappet 气门挺杆4 side valve 侧置气门5 crankshaft timing gear 曲轴正时齿轮6 camshaft gear-wheel 凸轮轴齿轮7 gear drive 齿轮传动6.2 Overhead valve 顶置气门序号英文中文1 camshaft 凸轮轴2 camfollower 凸轮顶杆3 push rod 推杆4 adjuster 调整螺钉5 cocker shaft 摇臂轴6 rocker shaft 摇臂7 valve spring 气门弹簧序号英文中文8 valve 气门9 valve 气道10 combustion chamber 燃烧室6.3 Overhead valve 顶置气门序号英文中文1 camshaft front bearing 凸轮轴前轴承2 valve head 气门头3 valve stem 气门杆4 tappet 挺筒5 lower valve spring collar 气门弹簧下环6 outer valve spring 外气门弹簧7 valve guide 气门导管8 inner valve spring 内气门弹簧9 shielding cap 护帽10 oil flinger 油封11 upper valve spring collar 气门弹簧上环12 valve split cone 气门锁片13 closer 螺塞14 rocker shaft 摇臂轴15 rocker arm 摇臂16 rocker bracket 摇臂支座17 retaining washer 定位摇臂18 thrust washer 止推摇臂19 rocker adjusting screw 摇臂调整螺钉20 push rod 推杆21 camshaft rear bush 凸轮轴后轴承22 camshaft 凸轮轴23 camshaft center bush 凸轮轴中间轴承承承承24 cam 凸轮25 oil pump driving gear 机油泵驱动齿轮6.4 Valve-timing diagram 配气相位图序号英文中文1 TDC(top dead center)上止点2 BDC(bottom dead center) 下止点3 intake opens 进气门开序号英文中文4 intake close 进气门关5 exhaust opens 排气门开6 exhaust closes 排气门关7 direction of rotation 旋转方向七、 Gasoline engine-fuel system 汽油机供油泵7.1 Fuel system 供油泵序号英文中文1 fuel level gauge 油面指示表2 air cleaner 空气滤清器3 carburetor 化油器4 inlet manifold 进气歧管5 exhaust manifold 排气歧管6 fuel pump 汽油泵7 fuel filter 汽油滤清器8 exhaust silencer 排气消声器9 fuel pipe 油管10 fuel tank 汽油箱7.2 Air cleaner 空气滤清器序号英文中文1 intake tube 进气管2 deflector knob 导流旋扭3 air deflector 空气导流器4 cleaner body 滤清器壳5 butterfly nut 蝶形螺帽6 filter cover 滤清器盖7 filter seal ring 滤清器密封环8 cleaner cartridge 滤清器滤芯9 silencer element 消声元件10 crankcase bleed pipe 曲轴箱通风管11 hot air pipe 热空气管7. 3 Fuel pump,fuel filter 汽油泵,汽油滤清器序号英文中文1 fuel pump base 汽油泵座2 diaphragm 膜片序号英文中文3 fuel inlet neck 汽油进口4 fuel pump body 汽油泵壳5 filter screen 滤清器网6 bowl cover 泵盖7 fuel feed port 汽油出口8 distance washer 调整间隔垫圈9 diaphragm spring 膜片弹簧10 rocker arm 摇臂11 fulcrum pin 杠杆支点销12 fuel filter 汽油滤清器13 filter body 滤清器壳14 filter cartridge 滤清器滤芯15 glass bowl 玻璃滤杯16 bowl retaining clip 滤杯支承夹7.4 Simple carburetor 简单化油器序号英文中文1 air cleaner 空气滤清器2 valve needle 针阀3 float 浮子4 nozzle 喷管5 chock tube 喉管6 throttle valve 节气门7 intake manifold 进气歧管8 metering jet 量孔9 float chamber 浮子室10 intake valve 进气门7.5 Carburetor 化油器序号英文中文1 down-draft carburetor 下喷式化油器2 nozzle 喷管3 float chamber 浮子室4 choke tube 喉管5 throttle valve 节气门6 intake manifold 进气歧管7 two-barrel carburetor 双管化油器序号英文中文8 choke tube 喉管9 plug 旋塞10 filter gauze 滤清器金属丝网11 fFuel inlet port 进气门口12 valve seat 阀座13 valve needle 针阀14 float needle valve 浮子针阀15 float pivot pin 浮子销16 float 浮子17 float chamber 浮子室18 accelerator pump 加速泵7.6 Carburetor elements化油器零件序号英文中文1 throttle lever 节气门杆2 pull lever 拉杆3 release lever 放松杆4 throttle valve spindle 节气门轴5 throttle valve 节气门6 main metering jet 主量孔7 idle metering jet 怠速量孔8 accelerator pump discharge nozzle 加速泵输出喷管9 ball valve 球阀10 emulsion pipe 泡沫管11 air jet 空气喷孔12 starting device jet 起动喷孔13 accelerator pump piston 加速泵活塞14 operating cam 操纵凸轮15 accerlerator pump lever 加速泵杆16 adjustable stop 可调限位螺钉7.7 Carburetor control 化油器操纵件序号英文中文1 throttle control lever 节气门操纵杆2 connecting lever rod 连接拉杆3 cable wire 拉索序号英文中文4 connecting adaptor 连接杆5 cable hose 拉索软管6 cable grommet 拉索橡胶圈7 throttle control cablehandle 节气门操纵拉钮8 choke control cablehandle 阻风门操纵拉钮9 pedal lever bracket 踏板拉杆支架10 accelerator pedal 加速踏板11 accelerator pedal hinge 加速踏板铰链12 accelerator pedal mounting bracket 加速踏板安装支架13 flexible boot cap 挠性防尘护套14 roller 滚子15 accelerator pedal lever 加速踏板杠杆16 accelerator pedal return spring 加速踏板回位弹簧7.8 Gasoline injection 汽油喷射序号英文中文1 fuel tank 汽油箱2 electric fuel pump 电动汽油泵3 fuel filter 燃油滤清器4 distributor pipe 分油管5 pressure regulator 压力调节器6 electronic control unit 电控单元7 injector 喷油器8 start valve 起动阀9 idle-speed adfusting screw 怠速调节螺钉10 throttle-valve switch 节气门开关11 throttle valve 节气门12 airflow sensor 空气流量计13 relay 继电器组14 oxygen sensor 氧传感器15 coolant-temperature sensor 冷却液温度传感器16 thermo time switch 温度时间开端17 distributor 分电器。
发动机部件中英文对照
深沟球轴承 6904
Deep Groove Ball Bearings 6904
气门弹簧 气门油封 5 气门弹簧下座 进气门 深沟球轴承 6002-Z 凸轮轴 深沟球轴承 6904
Valve Spring Valve Stem Seal Valve Spring Xiazuo Intake Valve Deቤተ መጻሕፍቲ ባይዱp Groove Ball Bearings 6002-Z Camshaft Deep Groove Ball Bearings 6904
螺栓 M8×16 正时链轮甩油盘 正时链轮 螺钉 M6×12 凸轮轴轴承压板 摇臂轴 排气门 气门摇臂组合 摇臂调整螺母 摇臂调整螺钉 气门摇臂 气门弹簧上座 气门锁夹 气门弹簧 气门油封 5 气门弹簧下座 进气门 深沟球轴承 6002-z 凸轮轴
Bolt M8×16 Rejection Oil Pan Timing Sprocket Timing Sprocket Screw M6×12 Camshaft Bearing Plate Rocker Shaft Exhaust Rocker Components Rocker Adjustment Nut Rocker Arm Screw Rocker Arm Valve Spring Theravada Air Look Folder Valve Spring Valve Stem Seal Valve Spring Xiazuo Intake Valve Deep Groove Ball Bearings 6002-z Camshaft
左导风罩组合 右导风罩组合 螺栓 M6×20 自攻螺钉 ST6.3×30-FH
曲轴箱通气管夹
The Left Leading Windsail The Right Leading Windsail Screw M6×20 Tapping Screw ST6.3×30-FH The Air Vent Pipe Clamps of Crank Case Box
发动机加工工艺及装配,英文版

3. connecting rod 连杆
4. crankshaft 曲轴
5. camshaft 凸轮轴
All parts of engine
LOGO
Cylinder block 汽缸体
Material : gray cast-iron ( 灰铸铁) or alloy cast-iron (合金铸 铁). Effect : connect cylinder (气缸) and crank case(曲轴箱), and act as the support.
LOGO
Cylinder 气缸
Cylinder head 汽缸盖
Cylinder head cover气缸盖罩
LOGO
liner衬垫
Material : gray cast-iron 、alloy castiron (合金铸铁 )or allumen ( 锌铝合金) Effect : inhale (进气) and exhaust ( 排气) in the right time.
LOGO
THE PROCESSES AND ASSEMBLY OF ENGINE
机械三班 邢家欢 201006040309
Your company slogan
The main parts of the engine
1.cylinder block 气缸体
LOGO
2.cylinder head 汽缸盖
next
Camshaft 凸轮轴
Effect : Camshaft is used to control the opening and closing of valve(气门). Material : nodular cast iron、alloy cast iron、chilled cast iron (冷激 铸铁)、medium carbon steel ( 中碳钢)or alloy steel.
发动机英语词汇
发动机英语词汇气缸体总成 Cylinder block assembly齿轮室部件 Timing gear chamber subassembly气缸盖及气缸盖罩 Cylinder head & its cowl hood活塞及连杆 Piston & connecting rod曲轴减振器总成 Crankshaft damper assembly凸轮轴总成 Camshaft assembly配气机构 Valve train进气管部件 Air intake manifold subassembly排气管组件 Exhaust manifold subassembly油底壳总成 Oil sump assembly机油集滤器 Oil strainer机油泵 Oil pump机油滤清器 Oil filter机油冷却器总成 Oil cooler assembly曲轴箱通风装置 Crankcase ventilator供油系管路总成 Fuel supply system pipeline assembly燃油滤清器总成 Fuel filter assembly喷油泵总成 Fuel injection pump assembly喷油器部件 Fuel injector assembly燃油喷射泵附件总成 Fuel injection pump fittings assembly 断油机构总成 Fuel cut-off mechanism增压器总成 Turbocharger assembly放水开关 Water drain cock节温器总成 Thermostat assembly水泵总成 Water pump assembly动力输出总成 Power take-off mechanism assembly转向泵总成 Steering pump assembly气制动空气压缩机 Air compressor for pneumatic braking 发电机总成 Alternator assembly起动机 Starter仪表、感应器总成 Meters & sensors assembly定位套 Locating collar气缸体 Cylinder block气缸套 Cylinder liner螺塞 Plug screw碗形塞片 Bowl-shaped tabular plug主油道螺塞 Plug screw for main oil gallery凸轮轴衬套Ⅰ Camshaft bushing I凸轮轴端盖 Camshaft end cover曲轴后油封 Crankshaft rear oil seal定位销 Locating pin垫圈 Washer垫圈 Washer螺栓 Bolt曲轴后油封座 Crankshaft rear oil seal seat后油封座垫片 Rear oil seal seat gasket主轴承盖(后) Main bearing cap (rear)主轴承盖螺栓 Main bearing cap bolt螺塞 Plug screw止推主轴承盖 Thrust main bearing cap油标尺座孔堵塞 Dipstick seat hole stop碗形塞片 Bowl-shaped tabular plug喷嘴组件 Injector component主轴承盖 Main bearing cap定位销 Locating pin惰齿轮衬套 Idler gear bush惰轮轴螺栓 Idler gear bolt惰齿轮轴 Idler gear shaft惰齿轮 Idler gear惰齿轮防磨板 Idler gear wear plate碗形塞片 Bowl-shaped tabular plug凸轮轴衬套Ⅱ Camshaft bushingⅡ齿轮室盖板垫片 Gear chamber cover plate gasket齿轮室盖板 Gear chamber cover plate齿轮室垫片 Gear chamber gasket螺栓 Bolt齿轮室 Gear chamber张紧轮垫块 Tensioner pad喷油泵齿轮盖垫片 Fuel injection pump gear cover washer 固定芯轴 Fixed pivot支架焊接件 Welded bracket调节螺栓 Adjusting bolt垫圈 Washer张紧皮带轮组件 Idler assembly垫圈 Washer螺栓 Bolt喷油泵齿轮盖 Fuel injection pump gear cover螺栓 Bolt垫圈 Washer垫圈 Washer螺栓 Bolt上止点指针 TDC pointer螺栓 Bolt曲轴前油封 Crankshaft front oil seal加机油口 Oil filler螺栓 Bolt空压泵惰齿轮座 Idler gear seat惰齿轮衬套 Idler gear bush空压泵惰齿轮 Idler gear惰齿轮减磨板 Idler gear wear plate螺母 Nut螺钉 Screw复合式密封垫圈 Composite seal washer惰齿轮座螺栓 Idler gear seat bolt气缸盖及气缸盖罩总成Cylinder head and cylinder head cowl hood assembly前起吊环焊接件Welded front hoisting eye螺栓 Bolt螺栓 Bolt气缸盖罩焊接件 Welded cylinder head cowl hood密封圈 Seal ring气缸盖罩垫片 Cylinder head cowl hood gasket气门导管 Valve guide后起吊环 Rear hoisting eye碗形塞片 Bowl-shaped tabular plug排气门座圈 Exhaust valve seat进气门座圈 Intake valve seat气缸盖垫片 Cylinder head gasket气缸盖 Cylinder head碗形塞片 Bowl-shaped tabular plug气缸盖螺栓(长) Cylinder head bolt (long)气缸盖螺栓(短) Cylinder head bolt (short)垫板 Stay plate活塞及连杆 Piston and connecting rod气环 Compression ring 刮油环 Oil ring油环部件 Oil ring component活塞 Piston活塞销 Piston pin挡圈45 Retaining ring 45连杆衬套 Connecting rod bushing连杆体 Connecting rod shank连杆轴瓦 Connecting rod bearing shell连杆盖 Connecting rod cap定位套 Locating sleeve连杆螺栓 Cnnecting bolt。
发动机专业英语(柴油机和汽油机)
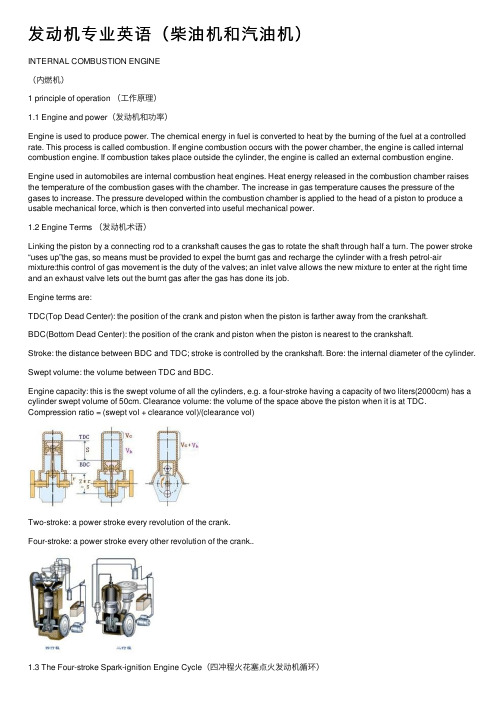
发动机专业英语(柴油机和汽油机)INTERNAL COMBUSTION ENGINE(内燃机)1 principle of operation (⼯作原理)1.1 Engine and power(发动机和功率)Engine is used to produce power. The chemical energy in fuel is converted to heat by the burning of the fuel at a controlled rate. This process is called combustion. If engine combustion occurs with the power chamber, the engine is called internal combustion engine. If combustion takes place outside the cylinder, the engine is called an external combustion engine. Engine used in automobiles are internal combustion heat engines. Heat energy released in the combustion chamber raises the temperature of the combustion gases with the chamber. The increase in gas temperature causes the pressure of the gases to increase. The pressure developed within the combustion chamber is applied to the head of a piston to produce a usable mechanical force, which is then converted into useful mechanical power.1.2 Engine Terms (发动机术语)Linking the piston by a connecting rod to a crankshaft causes the gas to rotate the shaft through half a turn. The power stroke “uses up”the gas, so means must be provided to expel the burnt gas and recharge the cylinder with a fresh petrol-air mixture:this control of gas movement is the duty of the valves; an inlet valve allows the new mixture to enter at the right time and an exhaust valve lets out the burnt gas after the gas has done its job.Engine terms are:TDC(Top Dead Center): the position of the crank and piston when the piston is farther away from the crankshaft.BDC(Bottom Dead Center): the position of the crank and piston when the piston is nearest to the crankshaft.Stroke: the distance between BDC and TDC; stroke is controlled by the crankshaft. Bore: the internal diameter of the cylinder. Swept volume: the volume between TDC and BDC.Engine capacity: this is the swept volume of all the cylinders, e.g. a four-stroke having a capacity of two liters(2000cm) has a cylinder swept volume of 50cm. Clearance volume: the volume of the space above the piston when it is at TDC. Compression ratio = (swept vol + clearance vol)/(clearance vol)Two-stroke: a power stroke every revolution of the crank.Four-stroke: a power stroke every other revolution of the crank..1.3 The Four-stroke Spark-ignition Engine Cycle(四冲程⽕花塞点⽕发动机循环)The spark-ignition engine is an internal-combustion engine with externally supplied in ignition, which converts the energy contained in the fuel to kineticenergy.(动能)The cycle of operations is spread over four piston strokes. To complete the full cycle it takes two revolutions of the crankshaft. The operating strokes are:Intake strokeThis stroke introduces a mixture of atomized gasoline and air into the cylinder. The stroke starts when the piston moves downward from a position near the top of the cylinder. As the piston moves downward, a vacuum, or low-pressure area, is created. During the intake stroke, one of the ports is opened by moving the inlet valve. The exhaust valve remains tightly closed.Compression strokeAs the piston moves upward to compress the fuel mixture trapped in the cylinder,the valves are closed tightly. This compression action heats the air/fuel mixture slightly and confines it within a small areacalled the combustion chamber.Power strokeJust before the piston reaches the top of its compression stroke, an electrical spark is introduced from a spark plug screwed into the cylinder head.The spark ignites the compressed, heated mixture of fuel and air in the combustion chamber to cause rapid burning. The burning fuel produces intense heat that causes rapid expansion of the gases compressed within the cylinder. This pressure forces the piston downward. The downward stroke turns the crankshaft with great force. Exhaust strokeJust before the bottom of the power stroke, the exhaust valve opens. This allows the piston, as it moves upward, to push the hot, burned gases out through the open exhaust valve.Then, just before the piston reaches its highest point, the exhaust valve closes and the inlet valve opens. As the piston reaches the highest point in the cylinder, known as TDC, it starts back down again. Thus, one cycle ends and another begins immediately.1.4 Engine Overall Mechanics(发动机总体机构)The engine has hundreds of other parts. The major parts of engine are engine block, engine heads, pistons, connecting rods, crankshaft and valves. The other parts are joined to make systems. These systems are the fuel system, intake system, ignition system, cooling system, lubrication system and exhaust system. Each of these systems has a definite function. These systems will discussed in detail later.New WordsPiston 活塞Connecting rod 连杆Crankshaft 曲轴Power stoke 活塞⾏程Expel 排出Valve ⽓阀inlet(intake) valve 进⽓阀exhaust valve 排⽓阀TDC 上⽌点BDC 下⽌点Bore 缸径swept volume 有效容积engine capacity 发动机排量clearance volume 余隙容积,燃烧室容积compression ratio 压缩⽐revolution 旋转,转数every other 每隔⼀个spread over 分布,遍及intake stroke 进⽓⾏程compression stroke 压缩⾏程knock 敲缸,敲打exhaust stroke 排⽓⾏程engine block 发动机缸体lubrication 润滑2 Engine Block and Cylinder Head(发动机机体和⽓缸盖)2.1 Engine Block(发动机机体)The engine block is the basic frame of the engine. All other engine parts either fit inside it or fasten to it. It holds the cylinders,water jackets, and oil galleries. The engine block also holds the crankshaft, which fastens to the bottom of the block. The camshaft also fits inside the block, except on overhead-cam engines (OHC). In most cars, this block is made of gray iron, or an alloy (mixture) of gray iron and other metals, such as nickel or chromium. Engine blocks are castings.Some engine blocks, especially those in smaller cars, are made of cast aluminum. This metal is much lighter than iron. However, iron wears better than aluminum. Therefore, the cylinders in most aluminum engines are lined with iron or steel sleeves. These sleeves are called cylinder sleeves. Some engine blocks are made entirely of aluminum.2.2 Cylinder Head(⽓缸盖)The cylinder head fastens to the top of the block, just as a roof fits over a house. The underside forms the combustion chamber with the top of the piston. The most common cylinder head types are the hemi, wedge, and semi-hemi. All three of these terms refer to the shape of the engine's combustion chamber. The cylinder head carries the valves, valve springs and the rockers on the rocker shaft, this part of the valve gear being worked by the push-rods. Sometimes the camshaft is fitted directly into the cylinder head and operates on the valves without rockers. This is called an overhead camshaft arrangement. Like the cylinder block, the head is made from either cast iron or aluminum alloy.2.3 Gasket(垫圈)The cylinder head is attached to the block with high-tensile steel studs. The joint between the block and the head must be gas-tight so that none of the burning mixture can escape. This is achieved by using cylinder head gasket. This is a sandwich gasket, i.e. a sheet of asbestos ([ ?s'best?s ]⽯棉)between two sheets of copper, both these materials being able to withstand the high temperature and pressures within the engine.2.4 Oil Pan or Sump(油底壳)The oil pan is usually formed of pressed steel. The oil pan and the lower part of the cylinder block together are called the crankcase; they enclose, or encase, the crankshaft. The oil pump in the lubricating system draws oil from the oil pan and sends it to all working parts in the engine. The oil drains off and runs down into the pan. Thus, there is constant circulation ofoil between the pan and the working parts of the engine.New Wordsengine block 缸体cylinder head ⽓缸盖fasten 使固定water jacket ⽔套oil gallery 油道camshaft 凸轮轴overhead-cam(OHC) 顶置凸轮gray iron 灰铸铁alloy 合⾦nickel 镍chromium 铬casting 铸件head cover 汽缸盖罩intake manifold 进⽓总管distributor 分电器oil pan 油底壳aluminum 铝be lined with 镶有cylinder sleeve ⽓缸套hemi 半球形wedge 楔型,楔⼊semi-hemi 准半球形rocker 摇臂push-rod 推杆gasket 衬垫high-tensile ⾼强度的stud 螺栓gas-tight 密封的asbestos ⽯棉crankcase 曲轴箱,曲柄箱encase 封闭,把…包起来drain off 排出,流出Review Question1.What do TDC, BDC, stroke, compression ratio and engine capacity stand for?2.How do you calculate swept volume and compression ratio?3.What controls the length of the stroke?4.List the main parts of the engine overall mechanics?5.What are the main function of the engine block?3 Piston Connecting Rod and Crankshaft(活塞连杆和曲轴)3.1 Piston Assembly (活塞总称)The piston is an important part of a four-stroke cycle engine. Most pistons are made from cast aluminum. The piston, through the connecting rod, transfers to the crankshaft the force create by the burning fuel mixture. This force turns the crankshaft.Thin, circular, steel bands fit into grooves around the piston to seal the bottom of the combustion chamber. These bands are called piston rings. The grooves into which they fit are called ring grooves. A piston pin fits into a round hole in the piston. The piston pin joins the piston to the connecting rod. The thick part of the piston that holds the piston is the pin boss. The piston itself, its rings and the piston pin are together called the piston assembly.3.2 Piston(活塞)To withstand the heat of the combustion chamber, the piston must be strong. It also must be light, since it travels at high speeds as it moves up and down inside the cylinder. The piston is hollow. It is thick at the top where it take the brunt of the heat and the expansion force. It is thin at the bottom, where there is less heat. The top part of the piston is the head, or crown. The thin part is the skirt The sections between the ring grooves are called ring lands.The piston crown may be flat, concave,dome or recessed. In diesel engine, the combustion chamber may be formed totally or in part in the piston crown, depending on the method of injection. So they use pistons with different shapes.3.3 Piston Rings(活塞环)As Fig.1-9 shows, piston rings fit into ring grooves near the of the piston. In simplest terms, piston rings are thin, circular pieces of metal that fit into grooves in the tops of the pistons.In modern engines, each piston has three rings. (Piston in older engines sometimes had four rings, or even five.) The ring’s outside surface presses against the cylinder walls. Rings provide the needed seal between the piston and the cylinder walls. That is, only the rings contact the cylinder walls. The top two rings are to keep the gases in the cylinder and are called compression rings. The lower one prevents the oil splashed onto the cylinder bore from entering the combustion chamber, and is called an oil ring.Chrome-face cast-iron compression rings are commonly used in automobile engines. The chrome face provide a very smooth, wear-resistant surface.During the power stoke, combustion pressure on the combustion rings is very high. It causes them to untwist. Some of the high-pressure gas gets in back of the rings. This force the ring face into full contact with the cylinder wall. The combustionpressure also holds the bottom of the ring tightly against the bottom of the ring groove. Therefore, high combustion pressure causes a tighter seal between the ring face and the cylinder wall.3.4 Piston Pin (活塞销)The piston pin holds together the piston and the connecting rod. This pin fits into the piston pin holes and into a hole in the top end of the connecting rod. The top end of is much smaller than the end that fits on the crankshaft. This small end fits inside the bottom of the piston. The piston pin fits through one side of the piston, through the small end of the rod, and then through the other side of the piston. It holds the rod firmly in place in the center of the piston. Pins are made of high-strengh steel and have a hollow center. Many pins are chrome-plated to help them wear better.3.5 Connecting rod (连杆)The connecting rod is made of forgedhigh-strength steel. It transmits and motion from the piston to the crankpin on the crankshaft. The connecting rod little end is connected to the piston pin. A bush madefrom a soft metal, such as bronze, is used for this joint. The lower end of the connecting rod fits the crankshaft journal. This is called the big end. For this big-end bearing, steel-backed lead or tin shell bearing are used. These are the same as those used for the main bearings. The split of the big end is sometimes at an angle, so that it is small enough to be withdrawn through the cylinder bore. The connecting rod is made from forged alloy steel.3.6 Crankshaft(曲轴)The crankshaft, in conjunction with the connecting rod, coverts the reciprocating motion of the piston to the rotary motion needed to drive the vehicle. It is usually made from carbon steel which is alloyed with a small proportion of nickel.The main bearing journals fit into the cylinder block and the big end journals align with the connecting rods. At the rear end of the crankshaft is attached the flywheel, and at the front end are the driving whells for the timing gears, fan, cooling water and alternator.The throw of the crankshaft, the distance between the main journal and the big end centers, controls the length of the stroke. The stroke is double the throw, and the stroke-length is the distance that the piston travels from TDC to BDC and vice versa.3.7 Flywheel (飞轮)The flywheel is the made from carbon steel. It fit s onto the rear of the crankshaft. As well as keeping the engine rotating between power strokes it also carries the clutch, which transmits the drive to the transmission, and has the starter ring gear around its circumference. There is only one working stroke in four so a flywheel is needed to drive the crankshaft during the time that the engine is performing the non-power strokes.New Words Comprise 由。
发动机零部件名称(中英文对照)
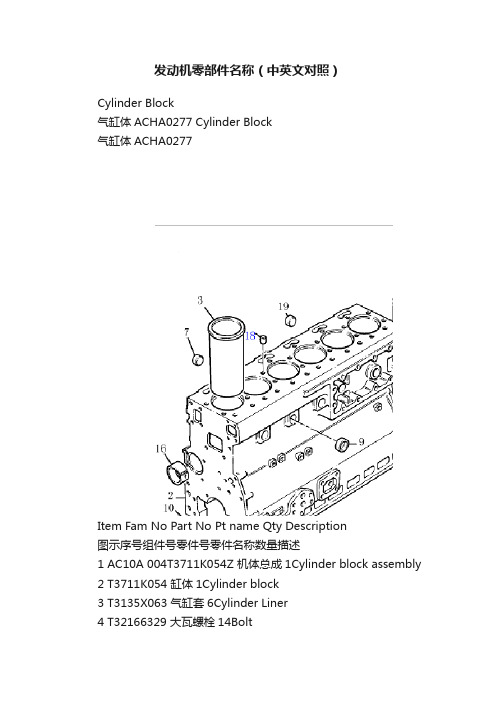
发动机零部件名称(中英文对照)Cylinder Block气缸体ACHA0277 Cylinder Block气缸体ACHA0277Item Fam No Part No Pt name Qty Description图示序号组件号零件号零件名称数量描述1 AC10A 004T3711K054Z 机体总成1Cylinder block assembly2 T3711K054 缸体1Cylinder block3 T3135X063 气缸套6Cylinder Liner4 T32166329 大瓦螺栓14Bolt5 T3271H004 介轮轴1Idler shaft6 GB879-76 销1Dowel Φ6x267 T3774A004 挺杆腔堵6Plug8 T33142111 定位套14Thimble9 T32418122 碗堵12Plug10 T3133K041 瓦盖1Bearing cap11 T3133K002 瓦盖2Bearing cap12 T3133K032 瓦盖1Bearing cap13 T3133K031 瓦盖1Bearing cap14 T3133K003 瓦盖1Bearing cap15 T3133K004 瓦盖1Bearing cap16 AC10A 064T31134165衬套1Bush17 AC10A 115T32416119堵1Plug18 AC10A 121T32417134堵1Plug19 AC10A 124T64404002堵1Plug20 AC10A 325T32168212堵1Plug21 AC10A 328T72101002垫圈1Washer22 AC10A 373T2418F701后油封壳1Rear housing23 AC10A 400T3211C002螺栓6Screw24 AC10A 439T3211C002螺栓4Screw正时齿轮及凸轮轴ACHA0277正时齿轮及凸轮轴 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述1 AC10B 037 T2314H003 螺栓 8 Screw2 AC10B 040 T2314H034 螺栓 4 Screw3 AC10B 277 T3716M091B 前盖1 Front cover 4 AC10B 277 T2418F436 密封圈 1 Seal 5 AC10B 316 T2314H005 螺栓9 Screw 6 AC10B 320 T2314H004 螺栓1Screw7 AC10B 325 T2314H034 螺栓 1 Screw8 AC10B 350 T2314H034 螺栓 2 Screw 9 AC10B 436 T2314H013 螺栓6 Screw 10 AC10B 508 T62204001 检查盖1 Inspection cover11 AC10B 508 T62004002 垫 1 Joint 12 AC10B 511 T2314F036 螺栓 4 Screw 13 AC10B 560 T3781N042 减震垫 1 Damping Joint14 AC10B 561 T3781N043 隔音板 1 Noise shield Plate15 AC10B 563 T2314F003 螺栓 2 Screw 16 AC10J 004 T0500012 键1 Key 17 AC10J 007 T3117C061 齿轮1 Gear 18 AC10J 013 T33426161A 轮毂1 Hub 19 AC10J 031 T4111A013齿轮组件 1 Gear assy. 20 T3117L061 齿轮 1 Gear 21T0050345衬套 2 Bush 22 AC10J 054 T3241H009 板 1 Plate 23 AC10J 069 T2314J010螺栓3Screw正时齿轮及凸轮轴ACHA0277正时齿轮及凸轮轴 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述24 AC10J 129 T4111A008 齿轮 1 Gear 25 T3117C041 齿轮 1 Gear 26T2511437衬套 1 Bush 27 AC10J 144 T33123125 垫圈 1 Washer 28 AC10J 150 T2722A206 卡簧1 Circlip 29 AC10J 183 T33153121 盖板1Cover plate 30 AC10J 189 T2116053 销子 1 Dowel 31 AC10J 195 T0500012 键 1 Key 32 AC10J 201 T3117L023 齿轮 1 Gear 33 AC10J 207 T2314J606 螺栓 1 Screw 34 AC10J 214 T3321A003 垫圈 1 Washer 35 AC10J 180 T31416308 凸轮轴1Camshaft 36 AC10B 001 T3681P009 垫 1 Joint 37 AC10B 274 T3681P034 垫1 Joint 38 AC10B 010 T3716C133A 正时齿轮室1 Timing caseCrankshaft Pistons & Connecting Rods曲轴,活塞及连杆ACHA0277Crankshaft Pistons & Connecting Rods曲轴,活塞及连杆 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述 1 AC10C 005T3131H022曲轴 1 Crankshaft 2 AC10C 044 T3111V005 轴瓦 1 Bearing 3 AC10C 046 T3111V014 轴瓦 1 Bearing 4 AC10C 049 T3111V005 轴瓦 4 Bearing 5 AC10C 052 T3111V014 轴瓦 4 Bearing 6 AC10C 055 T3111X011 轴瓦 1 Bearing 7 AC10C 058 T3111X005 轴瓦 1 Bearing 8 AC10C 061 T3111V005 轴瓦1 Bearing 9 AC10C 064 T3111V014 轴瓦 1 Bearing10 AC10C 067 T31137551 止推片 2 Thrust washer 11AC10C 070 T31137561止推片 2 Thrust washer12 AC10D 005 T3135J181ETC 活塞6 Piston 13 AC10D 008 T4181A026 活塞环组件 6 Piston ring assy. 14 T3136J051 气环 1 Compression ring 15 T3136X021 气环1 Compression ring 16T3137N021 油环 1 Scrape ring 17 AC10D 019 T3313T005 活塞销6 Piston pin 18 AC10D 022 T2721332 卡簧12 Circlip 19 AC10D 028 T4115C211 连杆组件 6 Connecting rod assy. 20 T3133R001 连杆 1 Connecting rod21 T3133V001 盖1 Cover 22 T32186142 螺栓2 Screw 23 T2135A001 定位销 2 Thimble 24T3112E005 衬套 1 Bush 25 AC10D 055T31132011轴承12BearingCylinder Head气缸盖ACHA0277 Cylinder Head气缸盖ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述1 AC10E 004T3681H208A缸盖垫1JointAC10E 004T72505009 缸盖垫1Joint2 AC10E 005TC3712L042Z缸盖总成1Cylinder head assy.3 T3712L042缸盖1Cylinder head4 T3342E003进气阀座6Inlet valve seat5 T3314A122排气阀座6Exhaust valve seat6 T2431154堵2Plug7 T0650586 堵6Plug8 T0650203堵1Plug9 T2411157垫圈1Washer10 T0650710碗堵3Plug11 T32417156出沙孔堵6Plug12 AC10E 037T3343F041气门导管6Guide13 AC10E 040T3343J021气门导管6Guide14 AC10E 064T2114A046定位套2Thimble15 AC10E 100T32166219螺栓12Screw16 AC10E 103T32166221螺栓18Screw17 AC10E 106T32166222螺栓2Screw2摇臂轴ACHA0277摇臂轴 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述1 AC10F 001 T3142L072 进气阀 6 Inlet valve 2 AC10F 004 T33817117 密封套 6 Seal3 AC10F 007 T31745122 弹簧 6 Spring4 AC10F 010 T31744133 弹簧 6 Spring 5AC10F 013 T33415118 垫圈 6 Washer 6 AC10F 016 T33424107 进气阀弹簧座 6Valve cap 7 AC10F 019 T33173108 气门锁夹12 Cotter 8AC10F 025 T3142A051 排气阀 6 Exhaust valve9 AC10F 028 T33817117 密封套 6 Seal 10 AC10F 031 T31745122 弹簧 6 Spring 11 AC10F 034 T31744133 弹簧 6 Spring 12 AC10F 037 T33415118 垫圈 6 Washer 13 AC10F 043 T33424107 排气阀弹簧座 6Valve cap 14 AC10F 046 T33173108 气门锁夹12 Cotter 15 AC10F 052 T2313H331 双头螺栓 4 Stud 16 AC10F 058 T2318A605 螺母 4 Nut 17 AC10F 061 T2314J607 螺栓 2 Screw 18 AC10F 070 T3818X901 支架6 Bracket 19 AC10F 082 T31411147 摇臂轴1 Rocker shaft20 AC10F 091 T0650507 堵 2 Plug 21AC10F 103 T4115R306 左摇臂组件 6 Rocker level LH 22 AC10F 109 T4115R305 右摇臂组件 6 Rocker level RH23 AC10F 127 T32114145螺栓12Screw摇轴轴摇臂轴 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述24 AC10F 130 T0576052 螺母 12 Nut 25 AC10F 133 T31744123 弹簧 4 Spring 26AC10F 136 T31743108 弹簧 2 Spring 27 AC10F 163 T33117434 垫圈 2 Washer 28 AC10F 166 T0170151卡簧2 Circlip 29 AC10J 239 T3142U031 挺柱 12 Tappet 30 AC10J 257 T31434307 推杆 12 Push rod 31 AC20N 011 T3775E012 接头1 Connection 32 AC20N 020 T2233022螺栓1 Screw 33 AC20N 023 T33811113 橄榄体 1 Olive 34 AC20N 025 T3311K015 垫片2Washer润滑油泵ACHA0277润滑油泵 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述1 AC20B 007 T4132F057 机油泵 1 Lub.Oil Assy.T3771M085 泵体 1 Body T3753R101 盖板 1 Cover plate T2314C044 螺栓 4 Screw T3117A038 齿轮 1 Gear T2511852 衬套1 BushT2488C509转子 1 Rotor 2AC20B 175 T2314H004 螺栓 2Screw 3 AC20B 179 T2314H002 螺栓 1 Screw 4 AC20D 046 T4138A033限压阀 1 Relief valve 5 T32712726 柱塞 1 Plunger 6 T31744151 弹簧 1 Spring 7 T32712111 弹簧座 1 Seat 8 T2721130 卡簧 1 Circlip 9T3775L044泵体1 Body 10 AC20D 127 T2314K161 螺栓2 Screw 11 AC20G 001 T3571C045油管 1 Oil pipe 12 T3617A005 法兰 1FlangeT2415H496 O 型圈 O Ring 14T3571C046管1 Pipe 15 AC20G 076 T2314H004 螺栓2 Screw 16AC20G 084 T2314H004 螺栓2 Screw 17 AC20L 456 T3861A027 冷却喷嘴6 Cooling Jet 18T3317A009 喷嘴1Nozzle润滑油泵ACHA0277润滑油泵 ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述19 AC20L 500 T4138A017 冷却喷嘴阀 6 Cooling Jet Valve20 T33537008 阀体 1 Body 21 T3174A004 弹簧 1 Spring 22 T2538753球1Ball 23 T3271A003 座1 Retainer燃油喷射系统ACHA0277燃油喷射系统ACHA0277Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述1 AF**** T73208265 喷油泵 1 Fuel Injection pump2 AF**** T3117L113G 齿轮 1 Gear3 AF**** T33828108A 垫 2 Joint4 AF**** T3821D014A 支架 1 Bracket5 AF**** T3821A014B 支架 1 Bracket6 AF**** T2314J002 螺栓M10X20 2 Screw7 AF**** T2314J003 螺栓M10X25 2 Screw8 AF**** T2131A008A 垫圈 1 Washer9 AF**** T2314H005 螺栓M8X30 1 Screw10 AF**** Q1201030F3S 双头螺柱 4 Stud11 AF**** GB6170-86M10 螺母M10 4 Nut12 AF**** GB93-87D10 垫圈10 4 Washer13 AF**** T63806001B 喷油泵润滑油管 1 Lubricating oil pipe14 AF17M 002 T4184K012F 油管 1 High pressure pipe15 AF33G 030 T4126K081B 补偿管 1 Compensating pipe16 AF33G 041 T0201047 弯管头 1 Connection17 AF**** T33225412 螺母 1 Nut18 AF**** T33811112 橄榄体 1 Olive19 AF17N 001 T3558X039 油管 1 Oil return pipe20 AF17N 034 T3218R005 过油螺栓 5 Oil-pass screw21 AF17N 043 T3355V002 过油螺栓 1 Oil-pass screw22 AF17N 049 T2411101 垫圈12 Washer23 QD30Z001 T3355M005B 三通接头 1 Connection24 QD30Z002 T0920155 垫片 2 Washer燃油喷射系统ACHA0277燃油喷射系统ACHA0277Item Fam No Part No Part name Qty Description 图示序号组件号零件号零件名称数量描述1 AF17E 001 T63301004 喷油器总成 6 Atomizer assy.2 AF17E 004 T3662K002 压板 6 Clamp3 AF17E 008 T2314H006 螺栓12 Screw4 AF17E 007 T0921173 垫圈 6 Washer5 AF17E 037 T33813131 密封圈6 Seal6 AF17E 035 T33813129 隔圈 6 SpacerFlywheel Housing飞轮壳CDH00865Flywheel Housing飞轮壳CDH00865Item Fam No Part No Part name Qty Description 图示序号组件号零件号零件名称数量描述1 CD****T73639002飞轮壳1Flywheel housing2 CD****T36843154密封条1Seal3 CD****T73631005盖板1Cover plate4 CD****GB5783-86M6X10螺栓2Screw5 CD****GB93-87D6弹簧垫圈62Washer6 CD30A T2314J204飞轮壳螺栓6Screw7 CD30A T2314J607螺栓2Screw8 CD30A T0350025销子2Dowel9 CD30A GB5783-86M12X45 飞轮壳螺栓2Screw10 CD30A GB93-87D16 弹簧垫圈 6 Washer11 CD30A GB93-87D12 弹簧垫圈 2 Washer1006-6TRTK01/KA01 飞轮及启动齿圈DDH01188飞轮及启动齿圈 DDH01188Item Fam No Part No Part name Qty Description 图示序号组件号零件号零件名称数量描述1 DD30B 004 T73639100K1 飞轮部 1 Flywheel assy.2 T73639001 飞轮 1 Flywheel 3T31162121B齿圈 1 Starter ring 4 DD30B 019 T2185103 飞轮螺栓 10 Screw 5 DD30B 031 T33117127 垫圈10Washer 6 DD****GB/T276-94-6304-2Z 轴承6205 1Bearing年1006-6TRTN01/NA01飞轮及启动齿圈DDH01188飞轮及启动齿圈 DDH01188Item Fam No Part No Part name Qty Description1 DD30B 004 T73639100 飞轮部 1 Flywheel assy.2 T73639001 飞轮 1 Flywheel 3T31162121齿圈 1 Starter ring 4 DD30B 019 T2185103 飞轮螺栓 10 Screw 5 DD30B 031 T33117127 垫圈10Washer 6 DD****GB/T276-94-6304-2Z 轴承6205 1BearingGenerator启动电机EDGenerator启动电机 EDItem Fam No Part No Part name Qty Description1 ED**** T2313C077 双头螺栓 3 Stud2 ED**** GB6170-86M10 螺母3 Nut 3 ED**** GB93-87-10 弹簧垫圈 3 Spring washer4 ED****T63701007起动电机1GeneratorFan Drive风扇驱动装置FBH00001Fan Drive风扇驱动装置FBH00001Item Fam No Part No Part name Qty Description 图示序号组件号零件号零件名称数量描述1 FB10B *** T4113H052 风扇驱动支架 1 Bracket2 FB10B *** T2314J014 螺栓 4 Screw3 FB10B *** T63906002 皮带轮 1 Pulley4 FB10B 034 T74402030 皮带 2 Belt5 MD22B T64406012 风扇 1 Fan6 MD22B T3748W241 隔圈 1 Extention7 MD22B 014 T2314H020 螺栓 4 Screw8 MD22B 014 GB93-87D8 垫圈8 4 Washer Lubricating Oil Sump润滑油底壳GBH01372Lubricating Oil Sump GBH01372 润滑油底壳Item Fam No Part No Part name Qty Description图示序号组件号零件号零件名称数量描述1 GB10A 025 T3627P024 桥架 1 Bridge piece2 GB10A 035 T2311D039 螺栓 2 Screw3 GB20A 043 T2431A016 堵 1 Plug4 GB20A 052 T32186405 堵 2 Drain plug 5 GB20A 059 T2415715 O 型圈 2 O Ring6 GB20A 088 T3681M007 油底垫 1 Joint 7 GB20A 001 T73803103A 油底 1Oil sump 8 GB****GB5783-86M16X45 螺栓 6Screw 9 GB20A 200 T2314H006A 螺栓 2 Screw 10 GB20A 205 T2314H008A 螺栓7 Screw 11 GB20A 208 T2314H009A 螺栓4 Screw 12 GB20A 211 T2314H012A 螺栓 5 Screw 13 GB20A 200 T2314H023A 螺栓6 Screw 14 GB20A 205 T2314H026A 螺栓4 Screw 15 GB20F 013 T3575K006 吸油管 1 Suction pipe16 GB20F 025 T3683H005 垫 1 Joint 17 GB20F 034 T2314H004 螺栓 2 Screw 18 GB20F 055 T2314H002 螺栓 1 Screw19 GB33V 004 T3577A125 油尺管 1 Dipstick tube20 GB33V 022 T33812116橄榄体 1Clive 21 GB33V 130 T3178C076 油尺 1 Dipstick22 ZZ****** T76001041左支脚 123 ZZ****** T76001042 右支脚 1 24ZZ******T73802112 过渡板1Cover Plate盖板ZJH00440Cover Plate盖板ZJH00440Item Fam No Part No Part name Qty Description 图示参号组件号零件号零件名称数量描述1 ZZ23F 004 T0650586 堵 1 Plug2 HB10B 586 T3617A001 板 1 Plate3 HB10B 586T3683H006 垫 1 Washer4 HB10B 589 T2314H003 螺栓 2 Screw5 HB10B 220 T74001002 加油口 1 Filler6 HB10B 220 T74001003 加油口盖 1 Filler cap7 HB10B 583 T3683H006 加油口垫 1 Joint8 HB10B 241 T2314H010 螺栓 1 Screw9 HB10B 241 T2314H007 螺栓 1 Screw10 HB10B GB1235-76D38X3.1 O型圈 1 O ring11 HB****GB93-87D8 垫圈8 2 Washer Cylinder Head Cover气缸盖罩HBH02617Cylinder Head Cover气缸盖罩 HBH02617Item Fam No Part No Part name Qty Description 图示序号组件号零件号零件名称数量描述1 HB10G 001 T3681C001 垫1 Joint2 HB10G 006 T3718X717 缸盖罩(总成) 1 Cylinder head cover3 HB10G 040 T3274A003 螺母4 Nut 4 HB10G 042 T0920009 垫圈 4 Washer5 HB10G 043 T33817135 密封垫4Seal 6 HB10G 142 T3381J002 密封圈1 O ring 7 HB10G 145 T3781A003 加油口盖 1Oil filler cover 8 HB10G 146 T74001211 油气分离器 1Oil air separator9 HB10G 147 T74001212 支架 1Bracket 10 HB10G 148 T2314H002 螺栓 2 Screw 11 HB10G 149 T2318A603 螺母 2 Nut 12 HB10G 150 T74001214 胶管 1 Hose 13 HB10G 151 T2481877A 卡子 3Clip 14 HB10G 152 T73802115 胶管 1 Hose 15 HB10G 153 T0180063A 卡子 2 Clip 16 HB10G 154 T74001215 胶管 1 Hose 17 HB10G 156 T73802114 接头 1 Connection 18 HB10G 157 T73802101 垫圈 1 Washer 19 HB10G 159 T73802103 铰接螺栓 1 Screw 20 HB15D 443 T36241123 支架 1 Bracket 21 HB20K 001 T3571C014 油管 1 Oil pipe 22HB20K 004 T36833152 垫 1 Joint 23 HB20K 007T2314H003螺栓2Screw。
发动机英语单词
发动机英语单词
发动机是车辆的核心部件之一,它有很多重要的英语单词。
下面是一些常用的发动机英语单词及其解释:
1. Engine - 发动机
2. Piston - 活塞:一个圆柱形的部件,它在发动机内上下运动,使燃料和空气混合物压缩和爆发。
3. Cylinder - 缸:发动机内的圆柱形部件,通常由轻质合金制成。
4. Spark plug - 火花塞:一种带有电极的装置,它通过电弧产生火花,使燃料点燃。
5. Carburetor - 空气滤清器:一种将空气和燃料混合的装置,然后将混合物送到发动机内燃烧的装置。
6. Radiator - 散热器:一种通过冷却液循环来降低发动机温度的装置。
7. Crankshaft - 曲轴:一种将活塞运动转换为旋转运动的部件。
8. Valve - 气门:一种装置,用于控制燃料和空气进入和离开发动机。
9. Camshaft - 凸轮轴:一种控制气门开关的部件。
10. Turbocharger - 涡轮增压器:一种通过压缩发动机进气提高发动机输出功率的装置。
以上是一些常用的发动机英语单词及其解释,它们对于理解和维护发动机非常重要。
汽车发动机相关中英文对照

汽车发动机相关中英文对照发动机engine内燃机intenal combusiton engine 动力机装置power unit 汽油机gasoline engine汽油喷射式汽油机gasoline-injection engine 火花点火式发动机spark ignition engine压燃式发动机compression ignition engine 往复式内燃机reciprocating internal combustion engine 化油器式发动机carburetor engine 柴油机diesel engine 转子发动机rotary engine 旋轮线转子发动机rotary trochoidal engine二冲程发动机two-stroke engine 四冲程发动机four-stroke engine 直接喷射式柴油机direct injection engine 间接喷射式柴油机indirect injection engine 增压式发动机supercharged engine 风冷式发动机air-cooled engine 油冷式发动机oil-cooled engine 水冷式发动机water-cooled engine 自然进气式发动机naturally aspirated engine 煤气机gas engine液化石油气发动机liquified petroleum gas engine 柴油煤气机diesel gas engine 多种燃料发动机multifuel engine 石油发动机hydrocarbon engine 双燃料发动机duel fuel engine 热球式发动机hot bulb engine 多气缸发动机multiple cylinder engine对置活塞发动机opposed piston engine对置气缸式发动机opposed-cylinder engine 十字头型发动机cross head engine 直列式发动机in-line engine 星型发动机radial engine 筒状活塞发动机trunk-piston engine斯特林发动机stirling engine 套阀式发动机knight engine 气孔扫气式发动机port-scavenged engine 倾斜式发动机slant engine 前置式发动机front-engine 后置式发动机rear-engine 中置式发动机central engine 左侧发动机left-hand engine 右侧发动机right-hand engine 短冲程发动机oversquare engine 长冲程发动机undersquare engine 等径程发动机square engine 顶置凸轮轴发动机overhead camshaft engine 双顶置凸轮轴发动机dual overhead camshaft engineV形发动机V-engine 顶置气门发动机valve in-head engine 侧置气门发动机side valve engine 无气门发动机valveless engine 多气门发动机multi-valve engine 卧式发动机horizontalengine 斜置式发动机inclined engine立式发动机vertical engine W形发动机w-engine I形发动机I-engineL形发动机L-engineF形发动机F-engine二冲程循环two-stroke cycle 四冲程循环four-stroke cycle 狄塞尔循环diesel cycle 奥托循环otto cycle混合循环mixed cycle定容循环constant volume cycle 工作循环working cycle等压循环constant pressure cycle 理想循环ideal cycle热力循环thermodynamic cycle 冲程stroke活塞行程piston stroke 长行程longstroke 上行程up stroke 下行程downstroke 进气行程intake stroke 充气行程charging stroke 压缩行程compression stroke 爆炸行程explosion stroke 膨胀行程expansionstroke 动力行程power stroke 排气行程exhaust stroke 膨胀换气行程expansion-exchange stroke 换气压缩行程exchange-compression stroke 止点dead center上止点top dead center(upper dead center) 下止点lower dead center(bottom dead center)上止点前budc(before upper dead center)上止点后atdc(after top dead cetner) 下止点前bbdc(before bottom dead center) 下止点后abdc(after bottom dead center) 缸径cylinder bore缸径与行程bore and stroke 空气室energy chamber 气缸余隙容积cylinder clearance volume 燃烧室容积combustion chamber volume 气缸最大容积maximum cylinder volume 压缩室compression chamber 排气量displacement发动机排量engine displacement 活塞排量piston swept volume 气缸容量cylinder capacity 单室容量single-chamber capacity 容积法volumetry 压缩比compression ratio 临界压缩比critical compression ratio 膨胀比expansion ratio 面容比surface tovolume ratio 行程缸径比stroke-boreratio 混合比mixture ratio压缩压力compression pressure 制动平均有效压力brake mean effectivepressure(bmep) 空燃比air fuel ratio燃空比fuel air ratio燃料当量比fuel equivalence ratio 扭矩torque单缸功率power per cylinder 升功率power per liter 升扭矩torque per liter升质量mass per liter 减额功率derating power 输出马力shafthorsepower 马力小时,马力时horsepower-hour总马力gross horse power 总功率gross power 净功率net power燃油消耗量fuel consumption 比燃料消耗率specific fuel consumption 空气消耗率air consumption 机油消耗量oilconsumption 有效马力net horsepower 额定马力rated horse power 马力重量系数horsepower-weight factor制动功率brake horse power制动热效率brake thermal efficiency 总效率overallefficiency排烟极限功率smoke limiting horsepower功率曲线power curve机械损失mechanical loss机械效率mechanical efficiency 有效热效率effective thermal efficiency 充气系数volumetric efficiency过量空气系数coefficient of excess air适应性系数adaptive coefficient 扭矩适应性系数coefficient of torque adaptibility转速适应性系数speed adaptive coefficient 强化系数coefficient of intensification 校正系数correction factor 换算系数conversionfactor 活塞平均速度mean pistonspeed 发动机转速engine speed (rotational frequency) 怠速转速idling speed经济转速economic speed 起动转速starting speed 最低稳定工作转速lowest continuous speed with load最大扭矩转速speed at maximum torque最高空转转速maximum no load governed speed 调速speed governing超速overspeed怠速idling转速波动率speed fluctuation rate 工况working condition(operating mode) 额定工况declared working condition变工况variable working condition 稳定工况steady working condition 空载no-load全负荷full load超负荷overload部分负荷part load充量(进气)charge旋转方向direction of rotation 顺时针clockwise逆时针counter-clockwise左转left-hand rotation右转right-hand rotation 夕卜径major diameter中径pitch diameter 内径minor diameter 径向间隙radial clearance 发动机性能engine performance 力口载性能loading performance 起动性能starting performance 力口速性能acceleration performance 动力性能power performance 排放性能emission performance 空转特性no load characteristics 负荷特性part throttle characteristics 调速特性governor control characteristics 万有特性mapping characteristics 稳定调速率steady state speed governing rate 气缸体和气缸盖cylinder block and head 气缸体cylinder block整体铸造cast inblock (cast enblock) 发动机罩engine bonnet 气缸体加强筋engine block stiffening rib 气缸cylinder (转子机)缸体stator缸径cylinder bore气缸体机架cylinder block frame 气缸盖cylinder head配气机构箱valve mechanism casing气缸体隔片cylinder spacer气缸盖密封环cylinder head ring gasket气缸盖垫片cylinder head gasket 气缸套cylinder liner(cylinder sleeve) 干式缸套dry cylinder liner 湿式缸套wet cylinder liner 气缸水套water jacket 膨胀塞expansion plug 防冻塞freezeplug气缸壁cylinder wall 环脊ring ridge排气口exhaust port 中间隔板intermediate bottum 导板guideway创成半径(转子机)generating radius缸体宽度(转子机)operating width 机柱column燃烧室combustion chamber主燃烧室main combustion chamber副燃烧室subsidiary combustion chamber 预燃室prechamber涡流燃烧室、swirl combustion chamber 分开式燃烧室divided combustion chamber 涡流式燃烧室turbulence combustion chamber 半球形燃烧室hemispherical combustion chamber 浴盆形燃烧室bathtub section combustionchamberL 形燃烧室L-combustion chamber 楔形燃烧室wedge-section combustion chamber 开式燃烧室open combustion chamber 封闭喷射室closed spray chamber 活塞顶内燃烧室piston chamber 爆发室explosionchamber 燃烧室容积比volume ratio ofcombustion chamber 燃烧室口径比surface-volume ratio of combustionchamber 通道面积比area ratio ofcombustion chamber passage 曲轴箱通气口crankcase breather 凸轮轴轴承座camshaft bearing bush seat 定时齿轮室罩camshaft drive(gear)cover 曲轴箱检查孔盖crankcase door 曲轴箱防爆门crankcase explosion proof door 主轴承盖main bearing cap 气缸盖罩valvemechanism cover 飞轮壳flywheelcover 扫气储器scavenging air receiver活塞piston裙部开槽活塞split skirt piston U 形槽活塞U-slot piston 滚花修复活塞knurled piston 圆顶活塞dome headpiston 平顶活塞flat head piston 凸顶活塞crown head piston(convex headpiston) 凹顶活塞concave head piston阶梯顶活塞step-head piston 筒形活塞trunk piston 椭圆形活塞ovalpiston 抗热变形活塞autothermicpiston 不变间隙活塞constantclearance piston 镶因瓦钢片活塞invar strut piston 直接冷却式活塞direct-cooled piston间接冷却式活塞indirect cooled piston 滑裙活塞slipperpiston 活塞速度piston speed 活塞顶部piston head 活塞裙部piston skirt整体活塞裙solid skirt 活塞裙扩大衬簧piston skirt expander 滑履式活塞裙slipper skirt 隔热槽heat dam 活塞标记piston mark 活塞销piston pin活塞销孑L piston pin boss 活塞销衬套piston pin bushing 全浮式活塞销full-floating piston pin 半浮式活塞销semifloating piston pin 固定螺钉式活塞销set screw piston pin 活塞环piston ring 组合式活塞环compoundpiston ring 同心活塞环concentricpiston ring 偏心活塞环eccentricpiston ring 自由环free ring 闭合环closed ring 梯形环keystone ring 半梯形环half keystone ring 矩形环rectangular ring 油环oil control ring开槽油环slotted oil control ring 螺旋弹簧加载双坡口油环coil springloaded slotted oil control ring 涨环expander 双坡口油环double bevelled oil control ring 内上坡口internal bevel top 内下坡口internal bevel bottom 边缘坡口油环bevelled-ege oil control ring 舌ij油环scrapper ring 钩形环napier ring 镀铬活塞环chrome plated piston ring 活塞衬环piston ring expander 活塞环槽pistonring groove 活塞环区ring zone 活塞环岸piston ring land 活塞环内表面back of ring 曲柄连杆机构connectingrod 中心曲柄连杆机构central-located connecting rod 偏心曲柄连杆机构offset connecting rod铰接曲柄边杆机构hinged connecting rod 连杆connectingrod 连杆小头connecting rod small end连杆大头connnecting rod big end 连杆杆身connecting rod shank 副连杆slave connecting rod叉形连杆fork-and-blade connecting rod 主连杆main connecting rod 方形连杆boxedrod绞链式连杆hinged type connecting rod活节式连杆articulated connecting rod 连杆盖connecting rod cap 连杆轴承connecting rod bearing 曲轴crankshaft 整体式曲轴one-piece crankshaft 组合式曲轴assembled crankshaft 右侧曲轴right-hand crankshaft 左侧曲轴left-hand crankshaft 改变行程的曲轴stroked crankshaft曲轴前端crankshaft front end 曲轴主轴颈crankshaft main journal轴颈重叠度shaft journal overlap 圆角fillet主轴承main bearing曲轴止推轴承crankshaft thrust bearing 薄臂轴瓦thin wall bearing shell 曲轴油道crankshaft oil passage 曲柄crank曲柄臂crank arm曲柄销crank pin 轴套bush曲柄转角crank angle 曲柄半径crank radius 抛油圈oil slander 角度轮degree wheel 动平衡机dynamic balancer 平衡重balancer weight 扭振减振器torsional vibration damper 扭振平衡器torsion balancer 谐振平衡器harmonic balancer 振动平衡器vibration balancer 曲轴链轮crankshaft sprocket 转子轴颈rotor journal 偏心轴eccentric shaft 曲轴箱crankcase闭式曲轴箱通风装置closed-crankcase ventilating system 飞轮flywheel飞轮齿圈flywheel ring gear 飞轮芯棒cantilever 飞轮芯轴flywheel spindle 飞轮的惯量矩flywheel moment of inertia 飞轮标记flywheel mark 当量系统equivalent system 当量轴长equivalent shaft length 一级往复惯性力reciprocating inertia force,1st order 二级往复贯性力reciprocating inertia force, 2nd order离心惯性力centrifugal inertia force 配气机构valve gear 凸轮轴camshaft 凸轮cam整体式凸轮轴one-piece camshaft 组合式凸轮轴assembled camshaft 凸轮轴驱动机构camshaft drive 赛车用凸轮轴race camshaft 凸轮轴轴颈camshaft bearing journal 凸轮轴轴承camshaft bearing 凸轮轴偏心轮camshaft eccentric 凸轮轴链轮camshaft sprocket 凸轮轴正时齿轮camshaft timing gear凸轮轴齿轮camshaft gear wheel 进口凸轮inlet cam 排气凸轮exhaust cam 快升凸轮quick lift cam 快升缓降凸轮quick lift gradual clsing cam 凸轮轮廓cam contour 凸轮包角cam angle 凸轮升程cam-lobe lift 凸轮尖cam nose凸轮从动件cam follower 齿轮传动机构gear drive 正时齿轮timing gear链传动机构chain drive 链轮sprocket wheel 链轮盘chain sprocket正时链条timing chain 带齿皮带toothed timing belt 链条张紧轮chaintension gear 半速齿轮half speed gear正时齿轮刻印记号timing gearpunch mark 气门valve进气过程intake process 换气过程gas exchange process 扫气过程scavenging process 给气比deliveryratio 分层充气stratified charge 充量系数volumetric efficiency 涡流比swirl rate 进气涡流intake swirl 螺旋进气道进气helical duct intake 导流屏式气门进气masked valve intake切向进气道进气tangential duct intake 进气紊流intaketrubulence 进气提前角intake advanceangle 进气持续角intake durationangle 进气迟后角intake lag angle 进面值time-area value 气门升程valvelift 气门正时valve timing 扫气口面积scavenging port area 菌形气门mashroom valve, poppet valve 钠冷却气门sodium filled valve(natrium cooledvalve) 双气门dual valve进气门intake valve (suction valve,inletvalve) 排气门exhaust valve 顶置气门overhead valve 侧置气门side valve倾斜气门inclined overhead valve 直立气门vertical overhead valve 套筒式滑阀sleeve valve 气门机构valve gear直接式气门驱动机构direct valvegear间接式气门驱动机构indirect valve gear 气门杆valve stem 力口大气门杆oversize valve stem 气门头valve head 气门工作面valve face气门边限valve margin气门弹簧座valve-spring retainer 气门锁片valve key 气门间隙调节螺钉valve lash adjusting screw 气门旋转器valve rotator 气门室valve cage 气门油封valve oil seal 气门口valve port 气门座valve seat气门座镶圈(嵌镶式气门座圈)valve seat insert(valve seat ring) 气门座锥角valve seat angle 气门座宽度valve seat width 气门挺杆valvetappet(valve lifter) 液力挺杆hydraulictappet(lifter) 无间隙挺杆zero-rushtappet (nonclearance tappet)筒形挺杆barrel type tappet油压挺杆ooil tappet 滚轮挺杆rollertappet(lifter) 挺杆转位tappet rotation排气门挺杆exhaust valve lifter 气门导管valve guide气门杆导管stem guide 气门重叠度stem overlap 气门开启持续时间valveduration 气门正时标记valve timingsign 气门弹簧valve spring气门内弹簧inner valve spring 气门外弹簧outer valve spring 刚性缓冲弹簧stiff buffer spring 上紧弹簧energizing spring 防振气门弹簧non-surging spring 弹簧座圈springretainer 蝶形弹簧belleville spring 滚柱roller气门室盖valve chamber cover 摇臂rocker arm高升程摇臂high lift rocker arm 摇臂轴rocker arm shaft 推杆push-rod摇臂支架rocker arm bracket 气门摇臂室罩valve rocker chamber cover 导向轮guide wheel导杆slide bar 导轨slide rail 张紧轮tensioning wheel 链条张紧调节装置assembly chain tension adjuster 张紧带轮tensioning pulley 传动带张紧装置belt tensioner 同步驱动皮带synchronous belt 同步驱动皮轮synchronous belt pulley 供油系fuelsystem 控制燃烧系统controlledcombustion system 反湿气装置antipercolator 电子燃油喷射electronic fuel injection 蒸气回收装置vapor recovery system 燃油蒸气回收系统fuel vapor recovery system 液体回收装置liquid withdrawal system 恒量净化管constant purge line 碳罐净化管canister purge line 供油量fuel delivery循环供油量fuel delivery per cycle 额定供油量rated fuel delivery 怠速供油量idling speed fuel delivery供油规律fuel supply rate curve 油量调节装置fuel control unit 供油提前角fuel supply advance angle 进油计量inlet metering 几何供油行程geometric fuel delivery stroke 供油率fuel supply rate燃油通道fuel gallery有效行程effective stroke剩余行程remainder stroke变行程计量variable stroke metering等容卸载constant volume unloading 变容卸载variable volume unloading 收缩容积retraction volume 燃油喷油装置fuel injection equipment燃油喷射泵fuel injection pump 滚轮式燃油喷射泵roll fuel injection pump 凸轮轴式燃油喷射泵camshaft fuel injection pump 直列式燃油喷射泵in-line fuel injection pump伺服式燃油喷射泵servo fuel injection pump底部突缘安装燃油喷射泵base flanged mounted fuel injection pump 上部安装燃油喷射泵high flanged-mounted fuel injection pump 侧向安装燃油喷射泵side-mounted fuel injection pump 端部突缘安装式燃油喷射泵end flange-mounted fuel injection pumpV形燃油喷射泵vee fuel injection pump脉动式燃油喷射泵jerk fuel injection pump螺纹安装燃油喷射泵screw-mounted fuel injection pump 蓄能式燃油喷射泵accumulator fuel injection pump 往复式燃油喷射泵reciprocating fuel injection pump 驱动轴式燃油喷射泵driveshaft fuel injection pump 单缸式燃油喷射泵single cylinder fuel injection pump 圆柱式燃油喷射泵cylindrical fuel injection pump 旋转式燃油喷射泵rotary fuel injection pump分配式燃油喷射泵distributor fuel injection pump 多缸燃油喷射泵multicylinder fuel injection pump 框架安装式燃油喷射泵cradle mounted injection pump 喷油始点fuel injection beginning 喷油终点fuel injection end 喷油持续角fuel injection duration angle 喷油延迟injection delay 引燃喷射pilot injection 启喷压力injection starting pressure 峰值喷油扭矩peak injection torque 峰值喷油压力peak injection pressure 喷油泵油缸数目number of cylinders of an injectionpump 无气喷射solid injection 喷射正时injection timing 集中喷射groupinjection 喷油器injector 整体式喷油器unit injector 喷嘴nozzle轴针式喷嘴pintle type nozzle 环槽式喷嘴annular slot nozzle 孔式喷嘴hole type nozzle 长杆喷嘴long stemnozzle 孔板式喷嘴orifice plate nozzle开式喷嘴open nozzle 闭式喷嘴closed nozzle 喷油提前器timingadvance unit 喷射泵壳体injectionpump housing 针阀needle芯轴central spindle 喷嘴壳体nozzlebody 针阀升程needle lift 喷嘴盖形螺母nozzle cap nut 喷油器壳体nozzle holder 突缘安装喷油器壳体flanged- mounted injection nozzle holder燃油喷射泵传动装置transmision ofan injection pump 喷嘴锥体nozzlehole cone 柱塞plunger 柱塞套barrel柱塞行程plunger stroke 喷孔sprayorifice 海拔控制器altitude control 提前器飞锤flyweight喷孔长径比ratio of nozzle hole lengthnozzle diameter 喷嘴液动力特性nozzle hydrokinetic characteristics 动态相位dynamic phase 喷孔面积nozzlehole area 喷嘴流通特性nozzle flow characteristic 喷油背压injection back pressure 高压油管highpressure pipe 平均喷油扭矩mean injection torque喷油总效率overall pumping efficiency 峰值喷油压力injection peak pressure 预行程prestroke收缩行程retraction stroke 燃油箱fuel tank 油箱盖fuel tank 油位表fuellevel gauge 注油控制装置fill controlsystem 汽油箱gasoline tank( petroltank) 汽油供给管gasoline feed pipe加油管filler tube 放油螺塞drainplug 吸油管suction pipe 刚性燃油管rigid fuel pipe 进油孔fuel feed hole 供油管supply pipe 通气管bleedingpipe 通气管bleeding pipe 泄油阀spill valve泄油孔口spill port 进油阀inletvalve 最大油量限制器maximum fuelstop 滴油dribble 燃油表fuel gauge输油泵feed pump 燃油泵fuel pump附装燃油箱中的电动燃油泵tank-mounted eletric fuel pump 机械式燃油泵mechanical fuel pump 膜片式燃油泵diaphragm fuel supply pump 叶片式供油泵vane fuel supply pump活塞式输油泵piston type fuel supply pump 齿轮式输油泵gear fuel supply pump 电动燃油泵eletric fuel pump 带真空泵的汽油泵vacuum pump with fuel pump 起动加油器primer起动给油杆primer lever 燃油泵上体fuel pump body 燃油泵下体fuelpump base燃油泵盖bowl cover进油口接头fuel inlet neck 出油口接头fuel discharge port 输出阀delivery valve 泵油元件pump element回油阀部件fuel return valve assembly 化油器carburetor化油器系统carburetor circuit 简单化油器elementary carburetor 单腔化油器single-barrel carburetor 双腔并动化油器two-barrel dual carburetor 双腔分动化油器two-barrel duplex carburetor 四腔化油器four-barrel carburetor 上吸式化油器updaught carburetor 下吸式化油器downdraught carburetor 平吸式化油器horizontal carburetor侧吸式化油器side-draft-carburetor 高海拔补偿式化油器altitude compensating carburetor 化油器附加器adaptor carburetor 双腔式化油器twin-choke carburetor 固定喉管式化油器fixed venturi carburetor 可变喉管化油器variable venturi carburetor 化油器接头carburetor adaptor 阻风门choke valve阻风活塞choke piston 阻风板chokeplate自动阻风门automatic choke 阻风门拉钮choke button 电控自动阻风门electric-assisted choke 阻风管choketube 喉管venturi双重或三重喉管double & triple venturi 阻风门拉线choke cable 化油器小喉管boosterventuri 浮子系float system浮子float环形浮子annular float 同心式浮子concentric float 浮子支销float hinge pin 浮子针阀float needle valve 阀针valve needle 浮子油面float level 浮子臂float arm侧置浮子室式side float type 怠速阀idle valve怠速针阀idle needle 省油器economizer 省油器阀economizer valve 辅助空气阀auxiliary air-valve 加速油井accelerating well 力口速泵accelerating pump 加速泵喷嘴accelerating pump nozzle 油门throttle 手油门hand throttle 节气门操纵手柄throttle control lever 真空加浓器vacuum booster 力口浓器excess fuel device 量孔体jet block怠速量孔idle metering jet 主量孔main metering jet 齐U量阀活塞dosage valve piston 空气量孔air jet 燃油滤清器fuel filter 沉淀杯sediment bowl 串联过滤器in-line filter 燃油箱内装过滤器in-tank filter 调速器governor 飞球式调速器flyball governor 调速器governor 飞球式调速器flyball governor 液压调速器hydraulic governor 真空转速调速器vacuum speed governor 惯性调速器inertia governor 离心调速器centrifugal governor 调速器重锤governor weight 空气滤清器及进排气系统air cleaner and intake and exhaust sytem 空气滤清器air filter 冲压式空气滤清器ram air clearner 恒温控制式空气滤清器thermostatic controlled air cleaner 油浴式空气滤清器oil bath air cleaner纸质空气滤清器paper air clearner 旋流管式空气滤清器swirl tube air filter 滤清器滤芯filter element 空气滤清器壳体air filter housing 空气滤清器盖air filter cover 滤清器密封圈filter seal ring 滤网sieve滤纸盘或膜filter paper disc or membrane 进气和排气系统intake and exhaust system排气管exhaust pipe排气抽气管exhaust extraction duct 扫气泵scavenging pump进气预热装置intake preheater 进气歧管intake manifold进气歧管真空度intake manifold vacuum冷式进气歧管cold manifold冲压式进气歧管ram intake manifold排气歧管exhaust manifold脉冲式排气歧管pulse exhaust manifold等压排气歧管constant pressrue exhaust manifold 排气歧管热量控制阀exhaust manifold heat control valve 超高度歧管high-rise manifold 升温横跨管道heat crossover 排气横跨管道exhaust crossover 预热点hot spot阻风门加热器choke heater 热空气导流管hot air duct 隔热板heat shield排气再循环阀exhaust -gas-recirculation 消声器silencer进气消声器intake silencer 排气消声器exhaust silencer 金属垫片式消声器steel pack muffler玻璃丝消声器glass pack muffler 空洞消声器gutted muffler 前排气管frontexhaust pipe 尾管tail pipe消声器联接管intermediate pipe 热空气管hot air pipe曲轴箱通风管crankcase bleed pipe 隔声罩acoustic hood进气消声器元件silencer element 真空泵vacuum pump 指示功率indicated power 指示热效率indicated thermal efficiency 指示油耗率indicated specific energyconsumption示功图indicator diagram 冷却系cooling system 风冷air cooling水冷water-cooling循环流冷却系cooling recovery system自然循环液冷却系统naturalcirculation type cooling system热流循环液冷却系统thermo-siphoncirculation type cooling system温差循环液冷却系统gravitycirculation water cooling system 压力式水冷却系统positive circulation coolingsystem 加压式冷却法pressure type cooling 水泵循环冷却系统pump circulation cooling system 强制循环式化冷系统forced-feed watercirculation system 封闭式液冷系统sealed cooling system 散热器radiator片式散热器finned radiator 管式散热器tubular radiator 蜂窝式散热器cellular radiator 哈里逊式散热器Harrison type radiator带板式散热器ribbon type radiator 上水箱upper tank 下水箱lower tank涨溢箱expansion tank 散热器芯radiator core 之字形管散热器芯filmcore 管-片式散热器芯fin and tubecore 散热器加水口盖radiator filtercap 压力式水箱盖radiator-pressurecap蒸气-空气泄放阀vapor-air release valve 散热器护罩radiator cowl 散热器百叶窗radiatorshutter 散热器保温帘radiator rollerblind 散热片cooling fin缸盖散热片cylinder head fin 缸体散热片cylinder block fin控温装置temperature regulating device 恒温器thermostat恒温器主阀thermostat main valve 恒温器旁通阀thermostat by-pass valve 恒温器挠性波纹筒thermostat flexible bellows液体冷却设备liquid cooling equipment 水泵waterpump水泵体pump casing水泵叶轮water pump impeller 旁通进水口water by-pass inlet neck 循环泵circulating pump 主进水口water maininlet port 出水口water outlet port 自调式水封self-adjusting seal unit 溢流管overflow pipe 导流板deflector 风扇fan(blower) 轴流式风扇axial flowfan 离心式风扇centrifugal fan 风扇壳体blower casing 风扇导流罩fan cowl风扇毂fan hub风扇叶片fan blade风扇叶轮blower impeller风扇导流定子blower stator风扇皮带轮fan pulley 三角皮带v-belt 风扇护罩fan shroud 风扇叶轮叶片impeller vane 冷却用空气coolingair 风扇导流叶片stator vane 强制风冷forced-air cooling 自然风冷natural air cooling 风道air ducting润滑系lubrication system 润滑lubrication气缸上部润滑upper cylinder lubrication压力润滑pressure-feed lubrication 压力润滑法forced lubrication 自动润滑automatic lubrication 飞溅润滑splash lubrication 润滑周期lubricationinterval 边界润滑borderlinelubrication 曲轴箱机油油盘crankcaseoil pan 油底壳oil pan 机油盘放油塞sump plug 集油器oil collector 机油泵oil pump计量式机油泵metering oil pump 齿轮式机油泵gear type oil pump 转子式机油泵rotor-type oil pump 机油泵出油管oil pump outlet pipe 放油口oil drain hole 油道oil duct 断油开关cut-off cock 机油散热器oil cooler 机油滤清器oil filter 机油粗滤器primary oil filter 机油精滤器secondary oil filter 全流式机油滤清器full-flow oil filter分流式机油滤清器by-pass oil filter 离心式机油滤清器centrifugal oil filter整体式滤芯integral filtering element 细滤器滤芯filter element 滤清器壳filter box滤片filtering disc机油减压器oil pressure relief valve 旁通阀by-pass oil filter 机油滤网oil strainer加机油孔oil filter cap 滤芯轴filter shaft 刮片组件cleaning edge 机油量尺dipstick 机油滤网oil strainer 增压器supercharger 增压和扫气装置pressure-charging and scavenging unit增压装置supercharging device 涡轮增压器turbo-charger 气波增压器comprex pressure wave supercharger增压器阻风阀supercharger blast gate增压器调节容气量的旁通阀supercharger control bypass 增压器叶轮supercharger impeller 惯性增压inertia supercharging 机械增压mechanical supercharging 涡轮增压turbo-charging 增压比supercharge ratio 增压压力boost pressure 增压中冷inter-cooling 中冷度inter-cooling level 增压度supercharging level 喘振surge喘振线surge line轴流式涡轮axial-flow turbine脉冲进气ram charging 发动机试验engine test 发动机试验规程engine test procedure 发动机技术要求engine technical requirements 标准大气状况standard atmospheric conditions 大气压力atmospheric pressure 进气温度inlet air temperature 进气温度inlet air temperature 功率校正power correction 功率标定power rating 功率换算power conversion 校正系数correction factor 换算系数performance test 性能试验performance test 起动性能试验starting ability test 怠速试验idlerunning test 道路负荷试验road loadtest 各缸工作均匀性试验cylindervariation test 背压试验back pressuretest 最低稳定工作转速试验lowestcontinuous speed test with load 背部泄漏试验back-leakage test 调整试验adjustment test 热平衡试验heatbalance test 快速磨损试验accelerated wear test 热冲击试验thermo-shock test 空载特性试验no-load characteristic test模拟增压试验simulated supercharging test 停缸试验cylinder fuel-cut test 增压机匹配试验turbo-charger matching test 排气分析试验exhaust analysis test 突变负荷试验sudden load change test 稳定性试验stability test 单缸熄火试验one cylinder shut off test例行检查试验routine inspection test 验证试验verification test 鉴定试验approval test可靠性试验reliability test 耐久性试验durability test 定型试验typeapproval test 验收试验acceptance test现场试验field test 出厂试验deliverytest 抽查试验spot check test 复查试验re-check test 台架试验bench test强化试验hop-up test 发动机试验台engine test bed 底盘测功机chassisdynamometer 测功机dynamometer水力测功机hydraulic dynamometer 电涡流测功机eddy current dynamometer 电力测功机electric dynamometer 扭矩仪torquemeter 转速表tachometer温度测量thermometry 温度测量仪器thermometric instruments 空气流量测量air flow measurement 热线风速仪hotwire anemometer 电子示功仪electronic indicator 燃烧分析仪combustion analyzer 压力传感器pressure transducer 精密声级计precision sound level meter排放emission排放物emission排气污染物gaseous pollutant 蒸发排放物evaporative emission 曲轴箱排放物crankcase emission 漏气blowby gas氨氧化物oxids of nitrogen一气化碳carbon monoxide 碳氢化合物hydrocarbon 甲烷methane无甲烷碳氢化合物non-methane hydrocarbons 光化学活性碳氢化合物photochemicallyreactive hydrocarbons微粒物particulated matter黑烟black smoke蓝烟blue smoke 白烟white smoke 碳烟soot光化学烟雾smog臭味odor丙烷propane排放浓度concentration of emission 排气烟度exhaust smoke先期排气initial exhaust亚临界排气subcritical exhaust 超临界排气supercritical exhaust 强制排气forced exhaust 自由排气freeexhaust排气提前角exhaust advance angle 排气迟后角exhaust lag angle 排气热损失exhaust heat loss 排气净化exhaust purification 排气背压exhaustback pressure 残余废气residual gas 排气有害成分poisonous exhaust composition 柴油机排烟diesel smoke综合排放浓度compositeconcentration of exhaust emission 综合排放质量composite mass of exhaustemission排放系数emission factor 排放率emission index 质量排放量massemission 比排放量brake specificemission 排放物控制系统emission control system 排气排放物控制系统exhaust emission controlsystem 二次空气secondary air二次空气分配歧管secondary air distribution 二次空气控制阀secondary air control valve二次空气转换阀secondary air switching valve二次空气转流阀secondary air diverter valve 二次空气喷射装置secondary air injection system二次空气喷射管secondary air injection tube 二次空气喷射减速压阀secondary air injectionrelief valve 脉动空气装置pulsating airsystem 二次空气泵secondary airpump 曲轴箱排放物控制系统crankcase emission control system 曲轴箱双通风系统crankcase closed system 曲轴箱单通风系统crankcase sealed system 曲轴箱强制通风装置positive crankcase ventilation PCV 阀PCV valve蒸发排放物控制系统evaporative emission control system活性碳罐贮存装置charcoal canister storage system 活性碳罐charcoal canister 曲轴箱贮存装置crankcase storage system 空气滤清器贮存装置air filter storage system 燃油箱止回阀fuel tank check valve 油气分离器fuel and vapor separator 清除阀furge valve 催化转化系统catalytic converting system 催化燃烧分析仪catalytic combustion analyzer 催化剂catalyst转化器converter催化转化器catalytic converter 轴流式转化器AXIAL FLOW TYPE CONVERTER 径流式转化器RADIAL FLOW TYPE CONVERTER 下流式转化器down flow type converter 上流式转化器up flow type converter双床式转化器dual bed converter 单床式转化器single bed converter 氧化型催化剂oxidation catalyst 还原型催化剂reduction catalyst 三元催化剂three-way catalyst 贵金属催化剂noble metal catalyst 普通金属催化剂base metal catalyst 稀土催化剂rare earth catalyst 催化剂耗损catalyst attrition 催化剂收缩catalyst shrinkage 催化剂中毒catalyst poisoning 比表面积specific surface area 空速space velocity 载体涂料washcoat双重催化系统dual -catalyst system 催化箱catalyst container 载体substrate整体式载体monolithic substrate 颗粒式载体pelleted substrate 转化效率conversion efficiency 熄灯温度light-off temperature 热态反应系统thermal reacting system 热反应器thermal reactor 反应式歧管reactive manifold 过热保护装置over heating protection system 过热警报装置over heating warning system 排气□衬套exhaust port liner 后燃器afterburner排气再循环系EGR system排气再循环exhaust gas recirculation 节气门前EGR系统above throttle valve EGR system 节气门后EGR系统below throttle valve EGR system 空气比例式EGR系统air proportional EGR system 负荷比例式EGR系统load proportional EGR system 孔口真空控制式EGR系统ported vacuumcontrolled EGR system 喉管真空控制式EGR系统venturi vacuum controlledEGR system 排气压力控制式EGR系统exhaust pressure controlled EGRsystem 声速控制式EGR系统sonic controlled EGR system 电子控制式EGR系统electronic controlled EGRsystem EGR 冷却器EGR cooler EGR过滤器GER filter EGR控制阀EGR control valve EGR 调压阀EGR pressure regulator 再循环排气EGR gas 再循环排气率EGR rate点火和喷油时刻控制系统ignitionand injection timing control system 点火时刻控制系统ignition timing control system 减速点火提前控制装置deceleration sparkadvance control 推迟喷油时刻控制系统retarded injection timing controlsystem 转速控制的推迟喷油时刻retarded injection timing with speed 负荷控制的推迟喷油时刻retardedinjection timing with load 燃油控制系统fuel control system 反馈控制feedback control 空燃比反馈控制系统air-fuel ratio feedback control system理论配比stoichiometric高效带window氧传感器oxygen sensor 稀混合气lean mixture 浓混合气rich mixture 分层充气stratified charge 温度补偿temperature compensating 海拔补偿altitude compensating 气压补偿atmospheric pressure compensating电子控制化油器electronic controlled carburetor 电子燃油喷射系统electronic fuel injection system 怠速限制器idle limiter 阻风门开启器chokeopener 减速控制装置deceleration control system 补气阀gulpvalve节气门定位器throttle positioner 节气门缓冲器throttle dash pot 节气门开启器throttle opener 强制怠速加浓装置coasting richer 发动机电子集中控制系统electronic concentratedengine control system温度传感器temperature sensor 压力传感器pressure sensor 位置传感器position sensor 转速传感器speedsensor 爆震传感器knock sensor 进气流量传感器intake flow sensor 温度开关temperature switch 节气门位置开关throttle position switch 其他控制装置other control systems除水系统water removal system 喷水装置water injection system 调温式空气滤清器temperature controlled(modulated )air cleaner 微粒物捕集装置particulate trap system 捕集装置氧化器trap oxidizer 一氧化碳容积百分率carbon monoxide percent by volume一氧化碳分析仪co analyzer湿度moisture量距和零点span and zero 补偿compensation标定气体calibration gas样气处理系统sample handling system 凝水分离器condensate trap 密封垫gasket玷污contaminate防漏leakproof稀释dilution算术平均值arithmetic average 精度accuracy全量程full scale漂移drift预热时间warm-up time抗腐蚀性corrosion -resistance流量计flowmeter热交换器heat exchanger不透气收集袋gas-tight collection bag分析测定方法和仪器analysismeasuring method and instrument 不分光红外线分析法nondispersiveinfrared 不分光紫外线分析法nondispersive ultraviolet 氢火焰离子化检测器flame ionization ditector总碳氢化合物分析仪total hydrocarbon analyzer 气相色谱仪gas chromatograph 化学发光检测器。
汽车 发动机 专业术语
汽车发动机专业术语
以下是一些与汽车发动机相关的专业术语:
气缸(Cylinder):发动机中的一个圆柱形腔体,其中燃烧燃料和空气混合物产生动力。
活塞(Piston):位于气缸内的活动部件,通过往复运动将燃烧产生的能量转化为机械能。
曲轴(Crankshaft):连接活塞的旋转轴,将活塞的往复运动转化为旋转运动,驱动车辆。
缸径(Bore):气缸内径的测量值,通常以毫米或英寸表示。
行程(Stroke):活塞在气缸内的往复运动距离,通常以毫米或英寸表示。
排量(Displacement):发动机每个气缸的总容积,通常以升或立方英寸表示。
压缩比(Compression Ratio):发动机中气缸内压缩空气和燃料混合物的压力与活塞下行程时的最低压力之间的比值。
点火系统(Ignition System):用于点燃燃料和空气混合物的系统,通常使用火花塞和点火线圈。
燃油喷射系统(Fuel Injection System):将燃料以精确的时间和量喷射到气缸中的系统,以实现更高的燃烧效率。
涡轮增压器(Turbocharger):通过废气的能量驱动,增加进气量和压力,提高发动机的动力输出。
这些术语涵盖了发动机的基本组成部分和相关系统。
了解这些术语可以帮助您更好地理解和交流有关汽车发动机的知识。
汽车发动机英语词汇
第二类 ENGINE 发动机一、Engine construction 发动机构造序号英文中文1 rocker arm cover 摇臂罩2 valve rocker arm 气门摇臂3 camshaft 凸轮轴4 camshaft drive 凸轮轴驱动轮5 spark plug lead 火花塞导线6 timing belt cover 正时皮带罩7 valve spring 气门弹簧8 poppet valve 菌形气门9 piston 活塞10 connecting rod 连杆11 timing belt 正时皮带12 combustion chamber 燃烧室13 cylinder block 汽缸体14 water jacket 水套15 oil filter 机油滤清器16 flywheel 飞轮17 ring gear 齿圈18 oil gage 机油标尺19 oil pan/sump 油底壳20 crankshaft 曲轴21 drain plug 放油孔塞22 v-belt pulley V型皮带轮二、Essential term 基本术语序号英文中文1 cylinder diameter 汽缸直径2 piston stroke 活塞行程3 crank radius 曲轴半径4 piston displacement 活塞排量5 compression chamber volume 压缩室容积6 total cylinder volume 总汽缸容积7 top dead center 上止点8 bottom dead center 下止点三、Engine operation principle 发动机工作原理3.1 Four-stroke gasoline engine operation principle四冲程汽油机工作原理序号英文中文1 intake stroke 进气行程2 compression stroke 压缩行程3 expansion stroke 膨胀行程4 exhaust stroke 排气行程5 combustible mixture 可燃混合气6 intake valve 进气门7 spark plug 火花塞8 exhaust valve 排气门9 exhaust gas 废气3.2 Four-stroke diesel engine operational principle四冲程柴油机工作原理序号英文中文1 intake stroke 进气行程2 compression stroke 压缩行程3 expansion stroke 膨胀行程4 exhaust stroke 排气行程5 intake 进气6 compression 压缩7 combustion 燃烧8 expansion 膨胀9 exhaust 排气10 air 空气11 injector 喷油器12 exhaust gas 废气3.3 Two-stroke gasoline engine operation principle二冲程汽油机工作原理序号英文中文1 combustible mixture 可燃混合气2 inlet port 进气口3 crankcase 曲轴箱4 precompressed mixture 预压混合气序号英文中文5 transfer canal 输气道6 intake port 进气口7 exhaust port 排气口8 exhaust gas 废气9 spark plug 火花塞3.4 Two-stroke diesel engine operation principle二冲程柴油机工作原理1 air 空气2 blower pump 扫气泵3 precompressed air 预压空气4 air chamber 空气室5 inlet port 进气口6 injector 喷油器7 exhaust valve 排气门8 exhaust gas 废气四、Engine performance 发动机性能序号英文中文1 fixed throttle characteristics 速度特性2 part throttle characteristics 负荷特性3 engine speed 转速4 torque 扭矩5 horsepower 功率6 specific fuel consumption 燃油消耗率五、Crank connecting rod mechanism曲柄连杆机构5.1 Cylinder block 机体组序号英文中文1 cylinder block 汽缸体2 cylinder liner 汽缸套3 cylinder bearing surface 汽缸套表面4 cylinder head 汽缸盖5 inlet manifold mountingflange 进气歧管凸缘6 oil inlet hole 加油孔7 cylinder head cover 汽缸盖罩序号英文中文8 cylinder head gasket 汽缸盖衬垫9 oil filter mounting flange 机油滤清器凸缘10 ventilating pipe mounting seat 通风管座11 cylinder block stiffeningrib 汽缸体加强肋12 rear main bearing cover 后主轴承罩13 main bearing cap 主轴承盖14 oil sump pan gasket 油底壳衬垫15 oil sump/pan 油底壳16 fuel pump mountingflange 燃油泵凸缘17 ignition distributor mounting flange 分电器凸缘18 camshaft bearing bushseat 凸轮轴轴承座19 camshaft drive(gear)cover 凸轮轴驱动齿轮罩20 cylinder head covergasket 汽缸盖罩衬垫5.2 Piston,connecting rod 活塞连杆组序号英文中文1 connecting rod shank 连杆杆身2 connecting rod small end 连杆小头3 connecting rod bushing 连杆衬套4 spring clip 弹簧卡环5 piston pin 活塞销6 piston head 活塞头部7 piston ring groove 活塞环槽8 compression ring 压缩环9 oil scraper ring 油环10 piston skirt 活塞裙部11 piston pin boss 活塞销座12 connecting rod bearing halfshell 连杆轴瓦13 connecting rod cap 连杆螺栓14 connecting rod cap 连杆大头盖15 Connecting rod end 连杆大头5.3 Crankshaft,flywheel 曲轴飞轮组序号英文中文1 crankshaft front end 曲轴前端2 front main journal 前主轴颈3 oil passage hole 机油孔4 crank pin 曲柄销5 crank web 曲柄臂6 counterweight 平衡重7 crankshaft collar 曲轴后端凸缘8 flywheel 飞轮9 flywheel gear ring 飞轮齿圈10 flywheel lock plate 飞轮锁片11 clutch shaft bearing 离合器轴轴承12 main bearing halfshell(upper,lower) 主轴承(上、下)轴瓦13 crankshaft thrust halfring 曲轴止推片14 bearing tang 轴瓦定位凸键六、Valve mechanism 配气机构6.1 Side valve 侧置气门序号英文中文1 camshaft 凸轮轴2 cam 凸轮3 tappet 气门挺杆4 side valve 侧置气门5 crankshaft timing gear 曲轴正时齿轮6 camshaft gear-wheel 凸轮轴齿轮7 gear drive 齿轮传动6.2 Overhead valve 顶置气门序号英文中文1 camshaft 凸轮轴2 camfollower 凸轮顶杆3 push rod 推杆4 adjuster 调整螺钉5 cocker shaft 摇臂轴6 rocker shaft 摇臂7 valve spring 气门弹簧序号英文中文8 valve 气门9 valve 气道10 combustion chamber 燃烧室6.3 Overhead valve 顶置气门序号英文中文1 camshaft front bearing 凸轮轴前轴承2 valve head 气门头3 valve stem 气门杆4 tappet 挺筒5 lower valve spring collar 气门弹簧下环6 outer valve spring 外气门弹簧7 valve guide 气门导管8 inner valve spring 内气门弹簧9 shielding cap 护帽10 oil flinger 油封11 upper valve spring collar 气门弹簧上环12 valve split cone 气门锁片13 closer 螺塞14 rocker shaft 摇臂轴15 rocker arm 摇臂16 rocker bracket 摇臂支座17 retaining washer 定位摇臂18 thrust washer 止推摇臂19 rocker adjusting screw 摇臂调整螺钉20 push rod 推杆21 camshaft rear bush 凸轮轴后轴承22 camshaft 凸轮轴23 camshaft center bush 凸轮轴中间轴承承承承24 cam 凸轮25 oil pump driving gear 机油泵驱动齿轮6.4 Valve-timing diagram 配气相位图序号英文中文1 TDC(top dead center)上止点2 BDC(bottom dead center) 下止点3 intake opens 进气门开序号英文中文4 intake close 进气门关5 exhaust opens 排气门开6 exhaust closes 排气门关7 direction of rotation 旋转方向七、 Gasoline engine-fuel system 汽油机供油泵7.1 Fuel system 供油泵序号英文中文1 fuel level gauge 油面指示表2 air cleaner 空气滤清器3 carburetor 化油器4 inlet manifold 进气歧管5 exhaust manifold 排气歧管6 fuel pump 汽油泵7 fuel filter 汽油滤清器8 exhaust silencer 排气消声器9 fuel pipe 油管10 fuel tank 汽油箱7.2 Air cleaner 空气滤清器序号英文中文1 intake tube 进气管2 deflector knob 导流旋扭3 air deflector 空气导流器4 cleaner body 滤清器壳5 butterfly nut 蝶形螺帽6 filter cover 滤清器盖7 filter seal ring 滤清器密封环8 cleaner cartridge 滤清器滤芯9 silencer element 消声元件10 crankcase bleed pipe 曲轴箱通风管11 hot air pipe 热空气管7. 3 Fuel pump,fuel filter 汽油泵,汽油滤清器序号英文中文1 fuel pump base 汽油泵座2 diaphragm 膜片序号英文中文3 fuel inlet neck 汽油进口4 fuel pump body 汽油泵壳5 filter screen 滤清器网6 bowl cover 泵盖7 fuel feed port 汽油出口8 distance washer 调整间隔垫圈9 diaphragm spring 膜片弹簧10 rocker arm 摇臂11 fulcrum pin 杠杆支点销12 fuel filter 汽油滤清器13 filter body 滤清器壳14 filter cartridge 滤清器滤芯15 glass bowl 玻璃滤杯16 bowl retaining clip 滤杯支承夹7.4 Simple carburetor 简单化油器序号英文中文1 air cleaner 空气滤清器2 valve needle 针阀3 float 浮子4 nozzle 喷管5 chock tube 喉管6 throttle valve 节气门7 intake manifold 进气歧管8 metering jet 量孔9 float chamber 浮子室10 intake valve 进气门7.5 Carburetor 化油器序号英文中文1 down-draft carburetor 下喷式化油器2 nozzle 喷管3 float chamber 浮子室4 choke tube 喉管5 throttle valve 节气门6 intake manifold 进气歧管7 two-barrel carburetor 双管化油器序号英文中文8 choke tube 喉管9 plug 旋塞10 filter gauze 滤清器金属丝网11 fFuel inlet port 进气门口12 valve seat 阀座13 valve needle 针阀14 float needle valve 浮子针阀15 float pivot pin 浮子销16 float 浮子17 float chamber 浮子室18 accelerator pump 加速泵7.6 Carburetor elements化油器零件序号英文中文1 throttle lever 节气门杆2 pull lever 拉杆3 release lever 放松杆4 throttle valve spindle 节气门轴5 throttle valve 节气门6 main metering jet 主量孔7 idle metering jet 怠速量孔8 accelerator pump discharge nozzle 加速泵输出喷管9 ball valve 球阀10 emulsion pipe 泡沫管11 air jet 空气喷孔12 starting device jet 起动喷孔13 accelerator pump piston 加速泵活塞14 operating cam 操纵凸轮15 accerlerator pump lever 加速泵杆16 adjustable stop 可调限位螺钉7.7 Carburetor control 化油器操纵件序号英文中文1 throttle control lever 节气门操纵杆2 connecting lever rod 连接拉杆3 cable wire 拉索序号英文中文4 connecting adaptor 连接杆5 cable hose 拉索软管6 cable grommet 拉索橡胶圈7 throttle control cablehandle 节气门操纵拉钮8 choke control cablehandle 阻风门操纵拉钮9 pedal lever bracket 踏板拉杆支架10 accelerator pedal 加速踏板11 accelerator pedal hinge 加速踏板铰链12 accelerator pedal mounting bracket 加速踏板安装支架13 flexible boot cap 挠性防尘护套14 roller 滚子15 accelerator pedal lever 加速踏板杠杆16 accelerator pedal return spring 加速踏板回位弹簧7.8 Gasoline injection 汽油喷射序号英文中文1 fuel tank 汽油箱2 electric fuel pump 电动汽油泵3 fuel filter 燃油滤清器4 distributor pipe 分油管5 pressure regulator 压力调节器6 electronic control unit 电控单元7 injector 喷油器8 start valve 起动阀9 idle-speed adfusting screw 怠速调节螺钉10 throttle-valve switch 节气门开关11 throttle valve 节气门12 airflow sensor 空气流量计13 relay 继电器组14 oxygen sensor 氧传感器15 coolant-temperature sensor 冷却液温度传感器16 thermo time switch 温度时间开端17 distributor 分电器。
专业英语词汇

needle valve 针阀 steering gear 转向器 body 车身 steering shaft 转向轴 front wheel valance前轮挡泥板 service brake pedal 制动踏板 roof front top rail 车身前横杠 parking brake cable 停车制动绳 front bumper 前保险杠 parking brake handle 手制动杆 hood 发动机盖 brake cylinder 制动分泵 floor panel 地板,底版 brake band 制动带 trunk lid 行李箱盖 friction lining 制动蹄摩擦衬片 fender 翼子板 brake disk 制动盘 front door 前车门 floating shoe 浮动蹄 front panel 前护板 friction pad 摩擦垫块 sun visor 遮阳板 floating caliper 浮动钳 mirror 后视镜 friction disk 摩擦盘 grab handle 把手 windshield wiper 刮水器 protrusion 突出 突出部 露出 electroplate 电镀 电瓶 foundry 铸造,铸造厂 cast 铸造 solder 焊接剂 ,焊接 weld 焊接 gimbal 万向节 gyroscrope 陀螺仪 swarf 金属 切屑 ,铁屑 journal 日记,杂志,轴颈 gauge 标准度量,计量器,线规 gallery 走廊,画廊,图库 datum 论据,材料,已知数,数据 roughness 粗糙度,不平度 taper 拔销,锥形,使变锥形 square 正方形,使成直角 pit 深坑 凹陷 scratcher 刻痕,刮伤,抓 penetrate 穿透,刺穿 了解 使充溢 resistance 抵抗力 反抗 阻力 电阻 nick 刻痕,缺痕,划伤,狙击 tool marks 工具痕迹 projection 发射,投影 计划 推测 voltage 电压 伏特数 pre-qualified machining 初加工 batch 批次 flange of oil bottom housing 油底壳法兰gastightness test 气密性测试 sand melusion 粘砂 short pouring 浇不足 loss 疏松 scrab 结瘤 profile chart 透视图 profile cutter 成型刀具 profile modeling 靠模 forge 熔炉,锻造,打制 plane 平面,刨削 mill(er) 铣 (铣床) grind(er)磨 磨碎 磨床 研磨者 BMEP 制动平均有效压力 Automible-Mechanism 汽车构造 connect rod 连杆 crank shaft 曲轴 componets 总成 ignition system 点火系 compartment 部件 车厢 wear excessively 过度磨损 cam 凸轮轴 piston 活塞 power train 动力传动系 strok 行程 intake 进气 power 作功 exhaust 排气 lever 杠杆 gasket 密封垫 port 进排气道 vaporize 汽化 expand 膨胀 bolt/stud 螺栓 engine 引擎 coil /winding 线圈 cliaphragm 膜片 distributor 分电器 eccentric 偏心轮 friction 摩擦
汽车发动机基本构造汉译英

汽油发动机组成示意图
柴油发动机组成示意图
2.发动机的总体构造 2.1发动机的组成 两大机构五(四)大系统 2.1.1曲柄连杆机构 Crank Connecting Rad Mechanism
2.1.2配气机构 Valve Train
2.1.3冷却系统 Cooling System
汽车发动机构造 组成
1往复活塞式内燃机的基本结构
火花塞 (spark plug) 喷油器 (fuel injector)
进气门 (intake valve) 气缸体 (cylinder block) 连杆 (connecting rod) 曲轴 (crank) 油底壳 (oil pan)
排气门 (exhaust valve) 气缸盖 (cylinder head)
2.1.4润滑系统 Lubricaring System
2.1.5燃料供给系统
Fuel Supply System
汽油机燃料供给系
柴油机燃料供给系
2.1.6起动系统 Starting System
2.1.7点火系统 Tgition System
进气门 (intake valve) 气缸体 (cylinde r block) 连杆 活塞(piston) (connecting rod) 曲轴箱 曲轴 (crankcase) (crank) 油底壳 (oil pan)
排气门 (exhaust valve) 气缸盖 (cylinder head)
发动机相关英语词汇
发动机相关英语词汇发动机相关英语词汇:Words related with engine:发动机engine汽油机gasoline engine火花点燃式发动机spark-ignition engine压燃式发动机compression-ignition engine 柴油机diesel engine内燃机internal combustion engine气缸cylinder气缸体cylinder block曲轴crankshaft底盘chassis传动系power train转向系steering system制动系braking system离合器clutch变速器gear box (transmission)手动变速器manual transmission自动变速器automatic transmission变矩器torque converter传动轴propeller shaft (drive shaft)主减速器final drive差速器differential gear驱动桥drive axle (transaxle)发动机前置后轮驱动(FR) front engine rear drive发动机前置前轮驱动(FF) front engine front drive发动机后置后轮驱动(RR) rear engine rear drive发动机中置后轮驱动(MR) middle engine rear drive全轮驱动(nWD)all wheel drive车架frame车轮wheel转向盘steering wheel转向器steering gearbox转向传动装置steering linkage悬架suspension减震器shock absorber钢板弹簧leaf spring螺旋弹簧coil spring扭力杆torsion bar斜交轮胎cross-ply tire子午线轮胎radial tire有内胎轮胎tube tire无内胎轮胎tubeless tire车身body制动器brake轮毂wheel hub制动蹄brake shoe鼓式制动器drum brake盘式制动器disc brake制动主缸master cylinder制动助力器brake booster行车制动service brake紧急制动emergency brake驻车制动park brake起动机starter交流发电机alternator上止点(TDC) top dead center下止点(BDC) bottom dead center活塞行程stroke汽缸直径bore排量swept volume, displacement 发动机排量engine capacity 燃烧室容积clearance volume压缩比compression ratio进气行程intake stroke压缩行程compression stroke压缩比compression ratio做功行程working stroke排气行程exhaust stroke汽缸盖cylinder head汽缸体cylinder block油底壳oil sump (oil pan)活塞piston连杆connecting rod曲轴crankshaft飞轮flywheel进气门intake valve排气门exhaust valve燃烧室combustion chamber气缸盖罩head cover水泵water pump进气管intake manifold排气管exhaust manifold水套water jacket油道oil gallery汽缸套cylinder sleeve, cylinder liner高强度螺栓high-tensile steel stub曲轴箱crankcase活塞顶piston top (crown)活塞头部piston head活塞裙piston skirt开槽slot活塞环piston ring气环compression ring油环oil ring环槽groove活塞销piston pin (wrist pin )主轴承main bearing主轴颈main bearing journal连杆轴颈crank pin journal连杆轴瓦big end shell bearing连杆盖big end cap带轮pulley平衡重counter weight发火顺序firing order扭振减振器torsional vibration damper顶置气门(OHV) Over Head Valve顶置凸轮轴(OHC) Over Head Camshaft单顶置凸轮轴(SOHC) Single Over Head Camshaft 双顶置凸轮轴(DOHC) Dual Over Head Camshaft 气门间隙valve clearance 配气相位timing phase气门杆valve stem气门座valve seat气门导管valve guide气门弹簧valve spring挺柱tappet推杆push rod凸轮突起cam lobe摇臂rocker arm摇臂轴rocker shaft气门间隙valve clearance气门间隙调整valve clearance adjuster 测隙规feeler gauge 螺丝刀screwdriver梅花双头扳手ring spanner油泵transfer pump (supply pump)喷油泵fuel injection pump高压油管high pressure fuel pipe发火性ignition property黏度viscosity凝点condensing point备燃期pri-combustion period速燃期rapid combustion period缓燃期slow combustion period燃烧室combustion chamber统一燃烧室united chamber球形燃烧室ball shape chamber涡流室turbulence chamber预燃室pri-combustion chamber喷油器injector精密偶件precise couple柱塞pump plunger柱塞套pump barrel出油阀delivery valve出油阀座delivery valve seat调速器governor两速调速器minimum-maximum governor全速调速器variable speed governor定速调速器fixed speed governor综合调速器combination governor气动调速器pneumatic governor机械离心式调速器mechanical centrifugal governor 飞块flyweight联轴节coupling粗滤清器primary filter细滤清器secondary filter涡轮增压器turbocharger中间冷却器intermediate cooler溢流管overflow line泄漏管leakage line溢流阀relief valve节温器thermostat防冻液anti-freezing liquid补偿水桶compensation reservoir百叶窗shutter大循环big circulation小循环small circulation散热翅片fins润滑剂lubricant压力润滑pressure lubrication飞溅润滑splash lubrication润滑脂grease机油压力传感器oil pressure sensor油封oil seal旁通阀bypass valve机油散热器oil cooler机油尺dip stick加机油口oil filler曲轴箱通风crankcase ventilation主油道main oil gallery金属滤网滤清器gauze screen filter全流式滤清系统full-flow filtering system分流式滤清系统divided-flow filtering system 排气尾管tail pipe消音器muffler活性炭罐active charcoal canister三元催化器three-way catalytic converter废气再循环exhaust-gas recirculation组装线Assembly line布置图Layout流水线物料板Conveyer拉钉机Rivet table拉钉枪Rivet gun起子Screw driver电动起子Electric screw driver气动起子Pneumatic screw driver工作台worktable锁紧(螺丝) fasten夹具(治具) fixture条码barcode条码扫描器barcode scanner修理repair作业员operator制造工程师ME制造生技MT外观检查cosmetic inspect内部检查inner parts inspect大头螺丝thumb screw上料to load material卸料to unload material退料to return material/stock to|报废scraped电动启子automatic screwdriver备件spare parts=buffer叉车forklift刀库tool magazine / tools / tool database 试漏机leak testing device。
汽车发动机英语词汇
第二类 ENGINE 发动机发动机 一、Engine construction 发动机构造发动机构造发动机构造 序号序号英 文 中 文 1 rocker arm cover 摇臂罩摇臂罩 2 valve rocker arm 气门摇臂气门摇臂 3 camshaft 凸轮轴凸轮轴凸轮轴 4 camshaft drive 凸轮轴驱动轮凸轮轴驱动轮 5 spark plug lead 火花塞导线火花塞导线 6 timing belt cover 正时皮带罩正时皮带罩 7 valve spring 气门弹簧气门弹簧 8 poppet valve 菌形气门菌形气门 9 piston 活塞活塞活塞 10 connecting rod 连杆连杆 11 timing belt 正时皮带正时皮带 12 combustion chamber 燃烧室燃烧室 13 cylinder block 汽缸体汽缸体 14 water jacket 水套水套 15 oil filter 机油滤清器机油滤清器 16 flywheel 飞轮飞轮飞轮 17 ring gear 齿圈齿圈 18 oil gage 机油标尺机油标尺 19 oil pan/sump 油底壳油底壳 20 crankshaft 曲轴曲轴曲轴 21 drain plug 放油孔塞放油孔塞 22 v-belt pulley V 型皮带轮型皮带轮 二、Essential term 基本术语基本术语基本术语 序号序号英 文 中 文 1 cylinder diameter 汽缸直径汽缸直径 2 piston stroke 活塞行程活塞行程 3 crank radius 曲轴半径曲轴半径 4 piston displacement 活塞排量活塞排量 5 compression chamber volume 压缩室容积压缩室容积 6 total cylinder volume 总汽缸容积总汽缸容积 7 top dead center 上止点上止点 8 bottom dead center 下止点下止点 三、Engine operation principle 发动机工作原理3.1 Four-stroke gasoline engine operation principle 四冲程汽油机工作原理冲程汽油机工作原理 序号序号英 文 中 文 1 intake stroke 进气行程进气行程 2 compression stroke 压缩行程压缩行程 3 expansion stroke 膨胀行程膨胀行程 4 exhaust stroke 排气行程排气行程 5 combustible mixture 可燃混合气可燃混合气 6 intake valve 进气门进气门 7 spark plug 火花塞火花塞 8 exhaust valve 排气门排气门 9 exhaust gas 废气废气 3.2 Four-stroke diesel engine operational principle 四冲程柴油机工作原理程柴油机工作原理 序号序号英 文 中 文 1 intake stroke 进气行程进气行程 2 compression stroke 压缩行程压缩行程 3 expansion stroke 膨胀行程膨胀行程 4 exhaust stroke 排气行程排气行程 5 intake 进气进气进气 6 compression 压缩压缩压缩 7 combustion 燃烧燃烧燃烧 8 expansion 膨胀膨胀膨胀 9 exhaust 排气排气排气 10 air 空气空气空气 11 injector 喷油器喷油器喷油器 12 exhaust gas 废气废气 3.3 Two-stroke gasoline engine operation principle 二冲程汽油机工作原理冲程汽油机工作原理 序号序号英 文 中 文 1 combustible mixture 可燃混合气可燃混合气 2 inlet port 进气口进气口 3 crankcase 曲轴箱曲轴箱曲轴箱 4 precompressed mixture 预压混合气预压混合气 序号序号英 文 中 文 5 transfer canal 输气道输气道 6 intake port 进气口进气口 7 exhaust port 排气口排气口 8 exhaust gas 废气废气 9 spark plug 火花塞火花塞 3.4 Two-stroke diesel engine operation principle 二冲程柴油机工作原理程柴油机工作原理 1 air 空气空气空气 2 blower pump 扫气泵扫气泵 3 precompressed air 预压空气预压空气 4 air chamber 空气室空气室 5 inlet port 进气口进气口 6 injector 喷油器喷油器喷油器 7 exhaust valve 排气门排气门 8 exhaust gas 废气废气四、Engine performance 发动机性能发动机性能发动机性能 序号序号英 文 中 文 1 fixed throttle characteristics 速度特性速度特性 2 part throttle characteristics 负荷特性负荷特性 3 engine speed 转速转速 4 torque 扭矩扭矩扭矩 5 horsepower 功率功率功率 6 specific fuel consumption 燃油消耗率燃油消耗率 五、Crank connecting rod mechanism 曲柄连杆机构5.1 Cylinder block 机体组机体组 序号序号英 文 中 文1 cylinder block 汽缸体汽缸体 2 cylinder liner 汽缸套汽缸套 3 cylinder bearing surface 汽缸套表面汽缸套表面 4 cylinder head 汽缸盖汽缸盖5 inlet manifold mountingflange 进气歧管凸缘6 oil inlet hole 加油孔加油孔 7 cylinder head cover 汽缸盖罩汽缸盖罩 序号序号英 文 中 文 8 cylinder head gasket 汽缸盖衬垫汽缸盖衬垫 9 oil filter mounting flange 机油滤清器凸缘机油滤清器凸缘 10 ventilating pipe mounting seat 通风管座通风管座 11 cylinder block stiffeningrib 汽缸体加强肋汽缸体加强肋 12 rear main bearing cover 后主轴承罩后主轴承罩 13 main bearing cap 主轴承盖主轴承盖 14 oil sump pan gasket 油底壳衬垫油底壳衬垫 15 oil sump/pan 油底壳油底壳16 fuel pump mountingflange 燃油泵凸缘燃油泵凸缘 17 ignition distributor mounting flange 分电器凸缘器凸缘18 camshaft bearing bushseat 凸轮轴轴承座凸轮轴轴承座 19 camshaft drive(gear)cover 凸轮轴驱动齿轮罩轮罩20 cylinder head covergasket 汽缸盖罩衬垫汽缸盖罩衬垫 5.2 Piston,connecting rod 活塞连杆组活塞连杆组 序号序号英 文 中 文 1 connecting rod shank 连杆杆身连杆杆身 2 connecting rod small end 连杆小头连杆小头 3 connecting rod bushing 连杆衬套连杆衬套 4 spring clip 弹簧卡环弹簧卡环 5 piston pin 活塞销活塞销 6 piston head 活塞头部活塞头部 7 piston ring groove 活塞环槽活塞环槽 8 compression ring 压缩环压缩环 9 oil scraper ring 油环油环 10 piston skirt 活塞裙部活塞裙部 11 piston pin boss 活塞销座活塞销座12 connecting rod bearing halfshell 连杆轴瓦连杆轴瓦 13 connecting rod cap 连杆螺栓连杆螺栓 14 connecting rod cap 连杆大头盖连杆大头盖 15 Connecting rod end 连杆大头连杆大头 5.3 Crankshaft,flywheel 曲轴飞轮组曲轴飞轮组曲轴飞轮组 序号序号英 文 中 文 1 crankshaft front end 曲轴前端曲轴前端 2 front main journal 前主轴颈前主轴颈 3 oil passage hole 机油孔机油孔 4 crank pin 曲柄销曲柄销 5 crank web 曲柄臂曲柄臂 6 counterweight 平衡重平衡重 7 crankshaft collar 曲轴后端凸缘曲轴后端凸缘 8 flywheel 飞轮飞轮9 flywheel gear ring 飞轮齿圈飞轮齿圈10 flywheel lock plate 飞轮锁片飞轮锁片 11 clutch shaft bearing 离合器轴轴承离合器轴轴承 12 main bearing halfshell(upper,lower) 主轴承(上、下)轴瓦承(上、下)轴瓦13 crankshaft thrust halfring 曲轴止推片曲轴止推片 14 bearing tang 轴瓦定位凸键轴瓦定位凸键 六、Valve mechanism 配气机构6.1 Side valve 侧置气门侧置气门 序号序号英 文 中 文 1 camshaft 凸轮轴凸轮轴凸轮轴 2 cam 凸轮凸轮凸轮 3 tappet 气门挺杆气门挺杆气门挺杆 4 side valve 侧置气门侧置气门 5 crankshaft timing gear 曲轴正时齿轮曲轴正时齿轮 6 camshaft gear-wheel 凸轮轴齿轮凸轮轴齿轮 7 gear drive 齿轮传动齿轮传动 6.2 Overhead valve 顶置气门顶置气门 序号序号英 文 中 文 1 camshaft 凸轮轴凸轮轴 2 camfollower 凸轮顶杆凸轮顶杆凸轮顶杆 3 push rod 推杆推杆 4 adjuster 调整螺钉调整螺钉调整螺钉 5 cocker shaft 摇臂轴摇臂轴 6 rocker shaft 摇臂摇臂 7 valve spring 气门弹簧气门弹簧 序号序号英 文 中 文 8 valve 气门气门 9 valve 气道气道气道 10 combustion chamber 燃烧室燃烧室 6.3 Overhead valve 顶置气门顶置气门 序号序号英 文 中 文 1 camshaft front bearing 凸轮轴前轴承凸轮轴前轴承 2 valve head 气门头气门头 3 valve stem 气门杆气门杆 4 tappet 挺筒挺筒挺筒 5 lower valve spring collar 气门弹簧下环气门弹簧下环 6 outer valve spring 外气门弹簧外气门弹簧 7 valve guide 气门导管气门导管 8 inner valve spring 内气门弹簧内气门弹簧 9 shielding cap 护帽护帽 10 oil flinger 油封油封11 upper valve spring collar 气门弹簧上环气门弹簧上环 12 val ve split cone 气门锁片气门锁片 13 closer 螺塞螺塞螺塞 14 rocker shaft 摇臂轴摇臂轴 15 rocker arm 摇臂摇臂 16 rocker bracket 摇臂支座摇臂支座 17 retaining washer 定位摇臂定位摇臂 18 thrust washer 止推摇臂止推摇臂19 rocker adjusting screw 摇臂调整螺钉摇臂调整螺钉 20 push rod 推杆推杆21 camshaft rear bush 凸轮轴后轴承凸轮轴后轴承22 camshaft 凸轮轴凸轮轴23 camshaft center bush 凸轮轴中间轴承承承承承承24 cam 凸轮凸轮凸轮25 oil pump driving gear 机油泵驱动齿轮机油泵驱动齿轮 6.4 Valve-timing diagram 配气相位图配气相位图序号序号 英 文中 文1 TDC(top dead center)上止点上止点2 BDC(bottom dead center) 下止点下止点3 intake opens 进气门开进气门开序号序号 英 文中 文4 intake close 进气门关进气门关5 exhaust opens 排气门开排气门开6 exhaust closes 排气门关排气门关7 direction of rotation 旋转方向旋转方向七、 Gasoline engine-fuel system 汽油机供油泵7.1 Fuel system 供油泵供油泵序号序号 英 文中 文1 fuel level gauge 油面指示表油面指示表2 air cleaner 空气滤清器空气滤清器3 carburetor 化油器化油器化油器4 inlet manifold 进气歧管进气歧管5 exhaust manifold 排气歧管排气歧管6 fuel pump 汽油泵汽油泵7 fuel filter 汽油滤清器汽油滤清器8 exhaust silencer 排气消声器排气消声器9 fuel pipe 油管油管10 fuel tank 汽油箱汽油箱7.2 Air cleaner 空气滤清器空气滤清器序号序号 英 文中 文1 intake tube 进气管进气管2 deflector knob 导流旋扭导流旋扭3 air deflector 空气导流器空气导流器4 cleaner body 滤清器壳滤清器壳5 butterfly nut 蝶形螺帽蝶形螺帽6 filter cover 滤清器盖滤清器盖7 filter seal ring 滤清器密封环滤清器密封环8 cleaner cartridge 滤清器滤芯滤清器滤芯9 silencer element 消声元件消声元件10 crankcase bleed pipe 曲轴箱通风管曲轴箱通风管11 hot air pipe 热空气管热空气管7. 3 Fuel pump,fuel filter 汽油泵,汽油滤清器序号序号 英 文中 文1 fuel pump base 汽油泵座汽油泵座2 diaphragm 膜片膜片膜片序号序号 英 文中 文3 fuel inlet neck 汽油进口汽油进口 4 fuel pump body 汽油泵壳汽油泵壳5 filter screen 滤清器网滤清器网6 bowl cover 泵盖泵盖7 fuel feed port 汽油出口汽油出口8 distance washer 调整间隔垫圈调整间隔垫圈9 diaphragm spring 膜片弹簧膜片弹簧10 rocker arm 摇臂摇臂11 fulcrum pin 杠杆支点销杠杆支点销12 fuel filter 汽油滤清器汽油滤清器13 filter body 滤清器壳滤清器壳14 filter cartridge 滤清器滤芯滤清器滤芯15 glass bowl 玻璃滤杯玻璃滤杯16 bowl retaining clip 滤杯支承夹滤杯支承夹 7.4 Simple carburetor 简单化油器简单化油器序号序号 英 文中 文1 air cleaner 空气滤清器空气滤清器2 valve needle 针阀针阀3 float 浮子浮子浮子4 nozzle 喷管喷管喷管5 chock tube 喉管喉管6 throttle valve 节气门节气门7 intake manifold 进气歧管进气歧管8 metering jet 量孔量孔9 float chamber 浮子室浮子室10 intake valve 进气门进气门7.5 Carburetor 化油器化油器序号序号 英 文中 文1 down-draft carburetor 下喷式化油器下喷式化油器 2 nozzle 喷管喷管喷管3 float chamber 浮子室浮子室4 choke tube 喉管喉管5 throttle valve 节气门节气门6 intake manifold 进气歧管进气歧管7 two-barrel carburetor 双管化油器双管化油器序号序号 英 文中 文8 choke tube 喉管喉管9 plug 旋塞旋塞旋塞10 filter gauze 滤清器金属丝网滤清器金属丝网11 fFuel inlet port 进气门口进气门口12 valve seat 阀座阀座13 valve needle 针阀针阀14 float needle valve 浮子针阀浮子针阀15 float pivot pin 浮子销浮子销16 float 浮子浮子17 float chamber 浮子室浮子室18 accelerator pump 加速泵加速泵7.6 Carburetor elements化油器零件化油器零件 序号序号 英 文中 文1 throttle lever 节气门杆节气门杆2 pull lever 拉杆拉杆3 release lever 放松杆放松杆4 throttle valve spindle 节气门轴节气门轴5 throttle valve 节气门节气门6 main metering jet 主量孔主量孔7 idle metering jet 怠速量孔怠速量孔8 accelerator pump discharge nozzle 加速泵输出喷管输出喷管9 ball valve 球阀球阀10 emulsion pipe 泡沫管泡沫管11 air jet 空气喷孔空气喷孔12 starting device jet 起动喷孔起动喷孔13 accelerator pump piston 加速泵活塞加速泵活塞14 operating cam 操纵凸轮操纵凸轮15 accerlerator pump lever 加速泵杆加速泵杆16 adjustable stop 可调限位螺钉可调限位螺钉7.7 Carburetor control 化油器操纵件化油器操纵件序号序号 英 文中 文1 throttle control lever 节气门操纵杆节气门操纵杆2 connecting lever rod 连接拉杆连接拉杆3 cable wire 拉索拉索序号序号 英 文中 文4 connecting adaptor 连接杆连接杆5 cable hose 拉索软管拉索软管6 cable grommet 拉索橡胶圈拉索橡胶圈7 throttle control cablehandle 节气门操纵拉钮8 choke control cablehandle 阻风门操纵拉钮阻风门操纵拉钮 9 pedal lever bracket 踏板拉杆支架踏板拉杆支架10 accelerator pedal 加速踏板加速踏板11 accelerator pedal hinge 加速踏板铰链加速踏板铰链12 accelerator pedal mounting bracket 加速踏板安装支架板安装支架13 flexible boot cap 挠性防尘护套挠性防尘护套14 roller 滚子滚子滚子15 accelerator pedal lever 加速踏板杠杆加速踏板杠杆16 accelerator pedal return spring 加速踏板回位弹簧位弹簧7.8 Gasoline injection 汽油喷射汽油喷射序号序号 英 文中 文1 fuel tank 汽油箱汽油箱2 electric fuel pump 电动汽油泵电动汽油泵3 fuel filter 燃油滤清器燃油滤清器4 distributor pipe 分油管分油管5 pressure regulator 压力调节器压力调节器6 electronic control unit 电控单元电控单元7 injector 喷油器喷油器喷油器8 start valve 起动阀起动阀9 idle-speed adfusting screw 怠速调节螺钉怠速调节螺钉 10 throttle-valve switch 节气门开关节气门开关11 throttle valve 节气门节气门12 airflow sensor 空气流量计空气流量计 13 relay 继电器组继电器组继电器组14 oxygen sensor 氧传感器氧传感器15 coolant-temperature sensor 冷却液温度传感器感器16 thermo time switch 温度时间开端温度时间开端17 distributor 分电器分电器分电器。
英语词汇:机械类四配套

机械类四配套气门Valve顶置凸轮轴Over Head Camshaft (OHC)顶置双凸轮轴Double Over Head Camshaft(DOHC)或称Twin Camshaft直列四缸Inline4水平对置发动机(Boxer Engine)四冲程汽油机(Reciprocating 4Stroke Cycle Engine)柴油机(Diesel Engine)转子发动机(Rotary Engine)气缸体(Cylinder Block)气缸套(Cylinder Liner)连杆(Connecting Rod)曲轴(Crank Shaft)油底壳(Oil Pan)活塞(Piston)活塞销(Piston Pin)活塞环(Piston Ring平衡机构(Balancer)气缸盖(Cylinder Head)进气门和排气门(Intake Valve/Exhaust Valve)气门座(Valve Seat)气门弹簧(Valve Spring)气门锁块(Cotter)气门间隙调节垫片(Shim)凸轮轴(Camshaft)摇臂(Rocker Arm)摇杆(Swing Arm)正时皮带(Timing Belt)气门间隙调节器(又称液压挺杆)(Valve Lash Adjuster)配气相位(气门开闭角度)(Valve Timing)可变进气系统(variable Induction System)化油器(Carburetor)喉管(Venturi)可变喉管(variable Venturi)汽油泵(Fuel Pump)惯性增压(Inertia Change)进气管(Intake Manifold)节气门(Throttle Valve)空气滤清器(Air Cleaner)汽油喷射系统(Fuel Injection)空气流量计(Air Flow Meter)节气门体(Throttle Body)汽油喷嘴(Injector)单点喷射(Single Point Injection) 自然进气(Natural Aspiration)机械增压器(SuperCharger)涡轮增压器(TurboCharger)中冷器(InterCooler)爆振(Knocking)爆振传感器(Knock Sensor)first gear 一档。
汽车发动机外文翻译文献
汽车发动机外文翻译文献(文档含中英文对照即英文原文和中文翻译)AUTOMOTIVE ENGINE1 Engine Classification and Overall MechanicsThe automobile engines can be classified according to: (1) cycles, (2) cooling system, (3) fuel system, (4) ignition method, (5) valve arrangement, (6) cylinder arrangement, (7) engine speed.Engines used in automobiles are the internal combustion heat engines. The burning of gasoline inside the engine produces high pressure in the engine combustionchamber. This high pressure force piston to move, the movement is carried by connecting rods to the engine crankshaft. The crankshaft is thus made to rotate: the rotary motion is carried through the power train to the car wheels so that they rotate and the car moves.The engine requires four basic systems to run (Fig. 2-1). Diesel engines require three of these systems. They are fuel system, ignition system (except diesel), lubricating system and cooling system. However, three other related systems are also necessary. These are the exhaust system, the emission-control system, and the starting system. Each performs a basic job in making the engine run.Fig. 2-1 The engine construction2 Engine Operating PrinciplesFig. 2-2 Engine termsThe term “stroke” is used to describe the movement of the piston within the cylinder. The movement of the piston from its uppermost position (TDC, top dead center) to its lowest position (BDC, bottom dead center) is called a stroke. The operating cycle may require either two or four strokes to complete. Most automobile engines operate on the four stroke cycle (Fig. 2-2).In four-stroke engine, four strokes of the piston in the cylinder are required tocomplete one full operating cycle. Each stroke is named after the action. It performs intake, compression, power, and exhaust in that order (Fig. 2-3).Intake stroke Compression stroke Power stroke Exhaust strokeFig. 2-3 Four-stroke-cycle gasoline engine1. The intake strokeThe intake stroke begins with the piston near the top of its travel. As the piston begins its descent, the exhaust valve closes fully, the intake valve opens and the volume of the combustion chamber begins to increase, creating a vacuum. As the piston descends, an air/fuel mixture is drawn from the carburetor into the cylinder through the intake manifold. The intake stroke ends with the intake valve close just after the piston has begun its upstroke.2. Compression strokeAs the piston is moved up by the crankshaft from BDC, the intake valve closes. The air/fuel mixture is trapped in the cylinder above the piston. Future piston travel compresses the air/fuel mixture to approximately one-eighth of its original volume (approximately 8:1 compression ratio) when the piston has reached TDC. This completes the compression stroke.3. Power strokeAs the piston reaches TDC on the compression stroke, an electric spark is produced at the spark plug. The ignition system delivers a high-voltage surge of electricity to the spark plug to produce the spark. The spark ignites, or sets fire to, the air/fuel mixture. It now begins to burn very rapidly, and the cylinder pressure increases to as much as 3-5MPa or even more. This terrific push against the piston forces it downward, and a powerful impulse is transmitted through the connecting rod to the crankpin on the crankshaft. The crankshaft is rotated as the piston is pushed down by the pressure above it.4. Exhaust strokeAt the end of the power stroke the camshaft opens the exhaust valve, and the exhaust stroke begins. Remaining pressure in the cylinder, and upward movement of the piston, force the exhaust gases out of the cylinder. At the end of the exhaust stroke, the exhaust valve closes and the intake valve opens, repeating the entire cycle of events over and over again.3 Engine Block and Cylinder Head3.1 Engine BlockThe engine block is the basic frame of the engine. All other engine parts either fit inside it or fasten to it. It holds the cylinders, water jackets and oil galleries (Fig. 2-4). The engine block also holds the crankshaft, which fastens to the bottom of the block. The camshaft also fits in the block, except on overhead-cam engines. In most cars, this block is made of gray iron, or an alloy (mixture) of gray iron and other metals, such as nickel or chromium. Engine blocks are castings.Fig. 2-4 V6 engine blockSome engine blocks, especially those in smaller cars, are made of cast aluminum. This metal is much lighter than iron. However, iron wears better than aluminum. Therefore, the cylinders in most aluminum engines are lined with iron or steel sleeves. These sleeves are called cylinder sleeves. Some engine blocks are made entirely of aluminum.3.2 Cylinder SleevesCylinder sleeves are used in engine blocks to provide a hard wearing material for pistons and piston rings. The block can be made of one kind of iron that is light and easy to cast while the sleeves uses another that is better able to stand up wear and tear. There are two main types of sleeves: dry and wet (Fig. 2-5).Dry sleeve Wet sleeveFig. 2-5 Cylinder sleeve3.3 Cylinder HeadThe cylinder head fastens to the top of the block, just as a roof fits over a house. The underside forms the combustion chamber with the top of the piston. In-line engine of light vehicles have just one cylinder head for all cylinders; larger in-line engines can have two or more. Just as with engine blocks, cylinder heads can be made of cast iron or aluminum alloy. The cylinder head carries the valves, valve springs and the rockers on the rocker shaft, this part of valve gear being worked by the pushrods. Sometimes the camshaft is fitted directly into the cylinder head and operates on the valves without rockers. This is called an overhead camshaft arrangement.3.4 GasketThe cylinder head is attached to the block with high-tensile steel studs. The joint between the block and the head must be gas-tight so that none of the burning mixture can escape. This is achieved by using cylinder head gasket. Gaskets are also used to seal joins between the other parts, such as between the oil pan, manifolds, or water pump and the blocks.3.5 Oil PanThe oil pan is usually formed of pressed steel. The oil pan and the lower part of cylinder block together are called the crankcase; they enclose, or encase, thecrankshaft. The oil pump in the lubricating system draws oil from the oil pan and sends it to all working parts in the engine. The oil drains off and run down into the pan. Thus, there is a constant circulation of oil between the pan and the working parts of the engine.4 Piston Assembly, piston rings , The piston pin ,Connecting Rods, Crankshafts And Flywheel4.1 PistonPiston rings and the piston pin are together called the piston assembly (Fig. 2-6).Fig. 2-6 Piston, piston rings and connecting rodThe piston is an important part of a four-stroke cycle engine. Most pistons are made fr om cast aluminum. The piston, through the connecting rod, transfers to the crankshaft the force created by the burning fuel mixture. This force turns the crankshaft.To withstand the heat of the combustion chamber, the piston must be strong. It also must be light, since it travels at high speeds as it moves up and down inside the cylind er. The piston is hollow. It is thick at the top where it takes the brunt of the heat and th e expansion force. It is thin at the bottom, where there is less heat. The top part of the piston is the head, or crown. The thin part is the skirt. Most pistons have three ring gro oves at the top. The sections between the ring grooves are called ring lands.4.2 piston ringspiston rings fit into ring grooves near the top of the piston. In simplest terms, pisto n rings are thin, circular pieces of metal that fit into grooves in the tops of the pistons. In modern engines, each piston has three rings. (Piston in older engines sometimeshad four rings, or even five.) The inside surface of the ring fits in the groove on the pi ston. The ring's outside surface presses against the cylinder walls. Rings provide the n eeded seal between the piston and the cylinder walls. That is, only the rings contact th e cylinder walls. The top two rings are to keep the gases in the cylinder and are called compression rings. The lower one prevents the oil splashed onto the cylinder bore fro m entering the combustion chamber, and is called an oil ring.4.3 The piston pinThe piston pin holds together the piston and the connecting rod. This pin fits into th e piston pin holes and into a hole in the top end of the connecting rod. The top end of t he rod is much smaller than the end that fits on the crankshaft. This small end fits insi de the bottom of the piston. The piston pin fits through one side of the piston, through the small end of the rod, and then through the other side of the piston. It holds the rod firmly in place in the center of the piston. Pins are made of high-strength steel and hav e a hollow center. Many pins are chrome-plated to help them wear better.A piston pin fits into a round hole in the piston. The piston pin joins the piston to the connecting ro d. The thick part of the piston that holds the piston pin is the pin boss.4.4 Connecting RodsThe connecting rod little end is connected to the piston pin. A bush made from a soft metal, such as bronze, is used for this joint. The lower end of the connecting rod f its the crankshaft journal. This is called the big end. For this big-end bearing, steel-ba cked lead or tin shell bearings are used. These are the same as those used for the main bearings. The split of the big end is sometimes at an angle, so that it is small enough t o be withdrawn through the cylinder bore. The connecting rod is made from forged all oy steel.4.5 CrankshaftsThe crankshaft is regarded as the “backbone” of the engine (Fig. 2-7). The crankshaft, in conjunction with the connecting rod, converts the reciprocating mo tion of the piston to the rotary motion needed to drive the vehicle. It is usually made fr om car-bon steel which is alloyed with a small proportion of nickel. The main bearing journals fit into the cylinder block and the big end journals align with the connecting rods. At the rear end of the crankshaft is attached the flywheel, and at the front end ar e the driving wheels for the timing gears, fan, cooling water and alternator. The throw of the crankshaft, i.e. the distance between the main journal and the big end centers, controls the length of the stroke. The stroke is double the throw, and the strokelength is the distance that the piston travels from TDC to BDC and vice versa.Fig. 2-7 The crankshaft4.6 FlywheelThe flywheel is made from carbon steel. It fits onto the rear of the crankshaft. As well as keeping the engine rotating between power strokes it also carries the clutch, w hich transmits the drive to the gearbox, and has the starter ring gear around its circumf erence. There is only one working stroke in four so a flywheel is needed to drive the c rankshaft during the time that the engine is performing the non-power strokes.5 Valve SystemFig. 2-8 Parts of the valve trainThe valve operating assembly includes the lifters or cam followers, pushrods, rocker arms and shafts or pivot, valve and springs etc. The purpose of this to open and close the intake and exhaust ports that lead to the combustion chambers as required (Fig. 2-8). Valve mechanisms vary depending on the camshaft location. When the camshaft is positioned in the engine block, valve lifters are mounted in the openings above the camshaft. Pushrods are connected from each valve lifter to a pivoted rocker arm mounted above each valve. A lobe on the camshaft is positioned directly below each valve lifter. A typical camshaft drive has a sprocket bolted to the end of the camshaft, and a matching sprocket is attached to the end of the crankshaft. Those two sprockets may be meshed together or surrounded a steel chain to have the camshaft drive. When the lower part of the camshaft lobe is rotating under the valve lifter, the valve spring holds the valve closed.汽车发动机1发动机的分类和整体力学汽车发动机可根据如下因素进行分类:(1)循环系统,(2)冷却系统,(3)燃油系统,(4)点火方式,(5)气门布置,(6)气缸排列,(7)发动机转速。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
发动机缸体发动机缸体是发动机零件中结构较为复杂的箱体零件,其精度要求高,加工工艺复杂,且加工质量的好坏直接影响发动机整机性能,因此,它成为各发动机生产厂家所关注的重点零件之一。
1.发动机缸体的工艺特点发动机缸体是发动机的基础零件和骨架,同时又是发动机总装配时的基准零件。
缸体的作用是支承和保证活塞、连杆、曲轴等运动部件工作时的准确位置;保证发动机的换气、冷却和润滑;提供各种辅助系统、部件及发动机的安装。
1.1 工艺特点缸体为一整体铸造结构,其上部有4个缸套安装孔;缸体的水平隔板将缸体分成上下两部分;缸体的前端面从前到后排列有三个同轴线的凸轮轴安装孔和惰轮轴孔。
缸体的工艺特点是:结构、形状复杂;加工的平面、孔多;壁厚不均,刚度低;加工精度要求高,属于典型的箱体类加工零件。
缸体的主要加工表面有顶面、主轴承座侧面、缸孔、主轴承孔及凸轮轴孔等,它们的加工精度将直接影响发动机的装配精度和工作性能,主要依靠设备精度、工夹具的可靠性和加工工艺的合理性来保证。
2.发动机缸体工艺方案设计原则和依据工艺方案是工艺准备工作的总纲,是工艺规程设计和关键工艺装备设计的指导文件。
正确的工艺方案设计,有助于系统地运用新的科学技术成果和先进的生产经验,保证产品质量,改善劳动条件,提高工艺技术和工艺管理水平。
2.1 工艺方案设计的原则设计工艺方案应在保证产品质量的同时,充分考虑生产周期、成本和环境保护;根据本企业能力,积极采用国内外先进的工艺技术和装备,不断提高企业工艺水平。
发动机缸体机械加工工艺设计应遵循以下基本原则:(1) 加工设备选型原则加工设备选型采用刚柔结合的原则,加工设各以卧式加工中心为主,少量工序采用立式加工中心,关键工序一曲轴孔、缸孔、平衡轴孔加工采用高精度高速卧式加工中心,非关键工艺一上下前后四个平面的粗铣采用高效并有一定调整范围的专用机床加工;(2) 集中工序原则关键工序一机体缸孔、曲轴孔、平衡轴孔的精加工及缸盖结合面的精铣,采用集中在一道工序一次装夹完成全部加工内容的方案,以确保产品精1度满足缸体关键品质的工艺能力和有关技术要求;(3) 全部夹具均采用液压夹具,夹紧元件、液压泵及液压控制元件采用德国或美国产优质可靠元器件;(4) 整线全部采用湿式加工,采用单机独立排屑,高精度关键加工工序的卧式加工中心采用恒温冷却并加装高精度高压双回路带旁通精过滤系统,加工中心全部带有高压内冷。
根据汽车发动机缸体的工艺特点和生产任务要求,发动机缸体机械加工自动生产线由卧式加工中心CWK500和CWK500D加工中心、专用铣/镗床、立式加工中心matec-30L 等设备组成。
(1) 顶底面及瓦盖止口面粗铣组合机床本机床为双面卧式专用铣床,采用移动工作台带动工件,机床采用进口西门子S7-200PLC系统控制,机床设独立电控柜,切削过程自动化完成,有自动和调整两种状态;(2) 高速卧式加工中心CWK500该加工中心可实现最大流量的湿加工,但由于设备自动排屑处理系统是通过位于托盘下的内置宽式排屑器而完成,该加工中心可以进行干加工;机床主轴转速6000r/min,快速进给速度38m/min;(3) 前后端面粗铣组合机床机床采用液压传动;控制系统采用进口西门子S7-200PLC系统控制,机床具有一定的柔性;(4) 专用机床TXK1500 本机床由立式加工中心改造而成型,具备立式加工中心的特点及性能,该机床具有高强度、高耐磨度、高稳定性、高精度、高配置等优点;(5) 高速立式加工中心matec-30L该加工中心主轴最高转速9000r/min。
控制系统采用西门子公司SINUMERIK840D控制系统;(6) 高速卧式加工中心CWK500D主轴最高转速15000r/min。
2.2 工艺方案设计的依据影响发动机缸体零件的工艺方案设计因素是多方面的。
具体地说,可以从以下几个方面理解。
(1) 产品对象、产品图样和有关技术文件根据发动机缸体的复杂程度、精度要求等采取相应的工艺措施。
生产对象为四缸汽车发动机缸体;(2) 产品的生产纲领、生产性质和生产类型该发动机缸体年生产纲领为40000万件;(3) 工作制度设备年有效工作日为320天,平均设备负荷率为80%,两班制,16小时/天。
3.发动机缸体机械加工工艺设计的主要内容发动机缸体结构复杂,精度要求高,尺寸较大,是薄壁零件,有若干精度要求较高的平面和孔。
发动机缸体机械加工的工艺特点是:主要是平面和孔的加工,加工平面一般采用刨、铣削等方法加工,加工孔主要采用镗削,加工小孔多用钻削。
由于缸体结构复杂,因此如何保证各表面的相互位置精度是加工中的一个重要问题。
3.1 毛坯的选择发动机缸体采用的材料一般是灰铸铁HT150、HT200、HT250,也有采用铸铝或钢板的,此发动机缸体采用高强度合金铸铁。
缸体在加工前进行时效处理,以消除铸件内应力和改善毛坯的力学性能。
提高毛坯精度,减少加工余量,是提高自动生产线系统生产率及加工质量的重要措施。
由于国外箱体类零件毛坯质量和精度较高,其生产线系统己实现了毛坯直接上线,既省去了毛坯检查装置,也节省了由于毛坯质量问题而浪费的加工工时,提高了综合效益。
因此,精化毛坯是提高生产率最有潜力的出路。
对于发动机缸体生产线,可在零件上线前粗铣六个面,去除大部分余量,便于零件直接上线。
3.2 机械加工工艺基准的选择与加工选择合理的加工工艺基准,直接关系到能否保证零件的加工质量。
一般地说,工艺基准可分为粗基准和精基准。
(1) 粗基准对于上线的毛坯,其粗基准的选择尤为重要,如果粗基准选择不合理,会使加工余量分布不均匀,加工面偏移,造成废品。
在缸体生产线中,我们采用侧面为粗基准;(2) 精基准对于发动机缸体这种箱体零件来说,一般采用“一面两销”为全线的统一基准。
对于较长的自动生产线系统,由于定位销孔在使用过程中的磨损影响发动机缸体零件定位,因此,将定位销孔分为2-3段使用。
在缸体定位销孔的加工中,我们采用了以侧面、底面和主轴孔定位,在加工中心上加工。
3.3 机械加工加工阶段的划分和工序的安排一个零件往往有许多表面需要加工,当然表面的加工精度是不同的。
加工精度较高的表面,往往要经过多次加工;而对于加工精度低的表面,只需要经过一两次就行了。
因此,拟订工艺顺序时,要抓住“加工精度高的表面”这个矛盾,合理安排工序和合理划分加工阶段。
安排工艺顺序的原则是:先粗后精,先面后孔,先基准后其它。
在发动机缸体的机械加工中,同样应遵循这一原则。
(1) 粗加工阶段在发动机缸体的机械加工过程中,安排粗加工工序,对毛坯全面进行粗加工,切去大部分余量,以保证生产效率;(2) 半精加工阶段在发动机缸体的机械加工中,为了保证一些重要表面的加工精度,安排一些半精加工工序,将精度和表面粗糙度要求中等的一些表面加工完成,而对要求高的表面进行半精加工,为以后的精加工做准备;(3) 精加工阶段对精度和表面粗糙度要求高的表面进行加工;(4) 次要小表面的加工如螺纹孔,可以在精加工主要表面后进行,一方面加工时对工件变形影响不大,同时废品率也降低;另外,如果主要表面出废品后,这些小表面就不必再加工了,从而避免浪费工时。
但是,如果小表面的加工很容易碰伤主要表面时,就应该把小表面加工放在主要表面的精加工之前;(5) 辅助工序也要妥善安排如检验工序,在零件粗加工阶段之后,关键工序加工前后,零件全部加工完毕后,都要适当安排。
对加工阶段进行划分,具有以下好处:首先,可以在粗加工后采取措施消除工件内应力,保证精度;其次,精加工放在后面,不至于在运输过程中损坏工件己加工表面;再次,先粗加工各面,可以及早发现毛坯缺陷并及时处理,不会浪费工时。
不过对于一般小工件就不要分得很细。
3.4 缸体的主要加工表面和辅助工序缸体主要加工表面和辅助工序有:(1) 平面加工目前,铣削是发动机缸体平面加工的主要手段,国内铣削进给量一般为300-400mm/min,与国外铣削进给量2000-4000mm/min相比,相差甚远,有待于提高,因此,提高铣削进给量,缩短辅助时间,是提高生产效率的主要途径,发动机缸体精加工一些平面时的铣削进给量达到2399 mm /min,大大提高了效率顶面的铣削是缸体加工中的一个关键工序,其平面度要求为0.02/145mm,表面粗糙度为Ra1.6um。
在缸体的加工中,采用侧面和主轴轴承孔定位,顶面、底面和中间瓦盖止口面同时加工,在加工中采用线外对刀装置,能较好地满足发动机缸体加工精度要求;(2) 一般孔系的加工一般孔系的加工仍采用传统的钻、扩、镗、铰、攻丝等工艺方法。
课题在设计具体的工艺方案时,采用涂层刀具、内冷却刀具等先进刀具,并采用大流量冷却系统,大大提高了切削速度,提高了生产率;(3) 深油孔加工传统的加工方法是采用麻花钻进行分级进给,其生产效率低,加工质量差。
在发动机缸体深油孔的加工中,采用枪钻工艺;(4) 三轴孔的加工三轴孔的加工为缸体孔系加工中精度要求高,工时长的限制性工序。
因此,工序安排、加工方法、刀具等都应特别注意。
合盖前加工,即缸体半圆孔和主轴承盖的荒加工,其主要目的是去除毛坯余量、释放应力,为后序加工做准备;在加工中心上加工曲轴孔时,采用双面镗孔,先在曲轴孔一端镗孔到1/2长度时,然后工作台回转180度,从另外一端再镗另一1/2长。
(5) 缸孔的加工缸孔的加工是缸体机械加工中的关键工序之一,一般情况下,其加工工艺过程为粗镗、半精镗、精镗和珩磨。
为及早发现缸孔内壁的铸造缺陷,消除应力,应尽量提前粗镗缸孔;由于缸孔的结构特点不同,需采用珩磨工艺,以提高缸孔表面质量。
在大批量生产中,缸孔的珩磨一般采用多轴珩磨机或珩磨自动线。
在此我们采用珩磨自动线,由粗珩.精珩和检测三台设备组成;(6) 清洗清洗分为湿式清洗和干式清洗。
缸体机械加工自动生产线采用大流量湿式清洗;(7) 检测检测分在线检测和线外检测两种。
在发动机缸体的质量检测中,根据实际情况采用线外检测,主要采用三坐标测量机对缸体进行综合测量,每200件抽查1-5件,每班抽查一件。
3.5 缸体加工切削用量的选择发动机缸体切削用量的选择包括切削速度、进给量和进给速度的选择。
由于加工中所使用的设备都是具有较高精度和刚度的机床和高速加工中心,为保证切削加工的效率,可以适当选择较大的切削用量。
发动机缸体的主要加工表面为平面和轴承孔、缸孔等孔的加工,而平面和轴承孔、缸孔的加工方式主要是铣削和镗削,因此这里讨论的切削用量的选择主要是铣削和镗削切削用量的选择。
(1) 铣削量的选择铣削用量的选择直接关系到铣削效果的好坏。
一般地说,铣削用量的选择原则是:端面铣刀铣削时首先应尽可能取较大的铣削深度和铣削宽度,然后尽可能选取较大的铣削速度。
在具体选择铣削用量时所涉及的因素很多,但总的来说,粗铣时工件余量大,加工要求低,主要考虑铣刀的耐用度;精铣时余量小,加工精度要求高,主要考虑加工质量的提高;在发动机缸体的铣削加工中,选用的机床为具有高刚度的高速机床,功率大,刚性好,因而选择了比较大的切削用量。