长安福特8D(范例)
福特Ford 8D表格模版
实施日期: Date implemented
D6 Implemented Permanent Corrective Action(s):
有效性: Validation D7预防措施: D7 Prevent Action(s) D7预防措施建议 D7 Prevent Action(s) Propose D8表彰小组和个人 D8 Team and Individual Recognitions 结束日期Date Closed 实施日期 Date implemented 职责 Responsibility 报告人Reported by
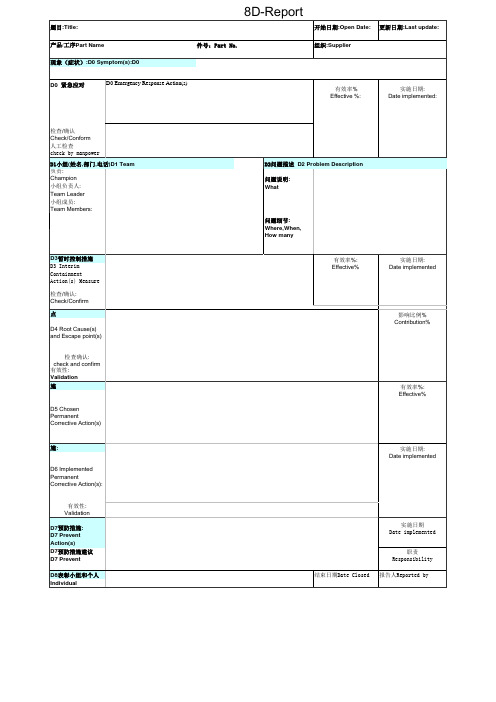
8D-Report
题目:Title: 产品/工序Part Name 现象(症状):D0 Symptom(s):D0 件号:Part No. 开始日期:Open Date: 组织:Supplier 更新日期:Last update:
D0 紧急应对
D0 Emergency Response Action(s)
有效率% Effective %:
实施日期: Date implemented:
检查/确认 Check/Conform 人工检查 check by manpower D1小组(姓名,部门,电话)D1 Team 负责: Champion 小组负责人: Team Leader 小组成员: Team Members: D2问题描述 D2 Problem Description 问题说明: What
问题细节: Where,When, How many
D3暂时控制措施 D3 Interim Containment Action(s) Measure 检查/确认: Check/Confirm D4根本原因和遗漏点 D4 Root Cause(s) and Escape point(s)
8D报告填写指南
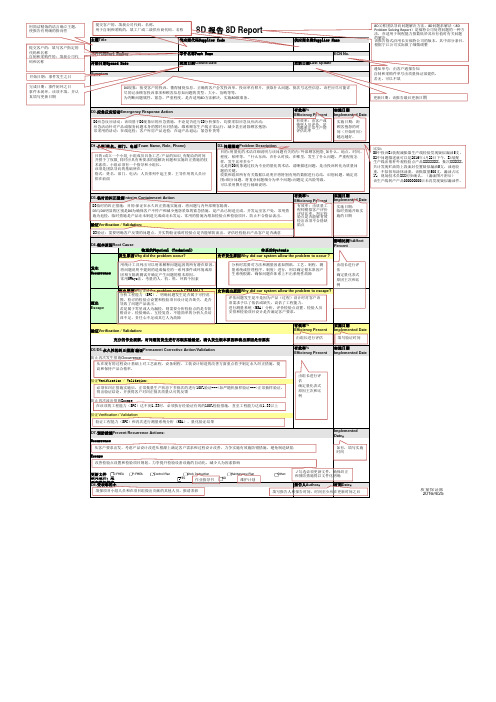
用简洁精炼的语言确立主题, 使报告有明确的指向性
提交客户的,填我公司代码、名称, 用于自制和采购的,填工厂或二级供应商代码、名称
主题Title
8D 报告 8D Report
供应商名称Supplier Name ECN No. 更新日期Last Update
供应商代码Supplier Code
提交客户的:填写客户指定的 代码和名称 自制和采购件的:填我公司代 码和名称
实施日期 Implemented Date: 如有,填写实施 时间
维护计划
√勾选必须更新文件,确保纠正 和预防措施得以文件化明确
报告人Author: 时间Date:
填报项目小组人员和在项目组做出贡献的其他人员,报请表彰
填写报告人和报告时间,时间至少应在更新时间之后
质量保证部 吴双 2016/4/25
分析时需要对方法和测量因素如图纸、工艺、制程、测 量系统或管理程序、制度)进行,用以确定根本原因产 生系统根源,确保问题在体系上不出系统性故障
由组长进行评 估 确定量化表式 原因主r system allow the problem to escape?
流出 Escape
必须在纠正措施实施后,正常批量生产状态下多批次的进行100%验证--->加严随机抽样验证--->正常抽样验证, 得出验证结论,并获得客户对纠正批次质量认可的反馈
防止再次流出措施Escape
在该项的工程能力( SPC)达不到1.33时,必须执行经验证有效的 100%检验措施,直至工程能力达成 1.33以上
由组长进行评估
有效率% Efficiency Percent
填写验证时间
实施日期 Implemented Date
8D方法(Ford版)

D5.选择和验证(yànzhèng)基本缘由和 遗漏点的PCA〔续〕
设计(shèjì)验证和报告〔DVP&R〕 FMEA 稳健设计(shèjì)
第十六页,共23页。
D6.实施(shíshī)和确认PCA
• 战略性效果
• 有列出纠正措施的有效性吗?
• 有效性经过验证(yànzhèng)了吗?
第三页,共23页。
8 D(8 Disciplines)(续)
需求时,辅导供方实施整个8D进程以识别系统的基本 缘由:
列出完成8D 进程的工具〔例如:DOE、SPC、 FMEA、散点图、反省单、控制图等等〕;
验证供方运用了适当的工具; 识别当评审8D报告时须讯问的8D进程; 验证供方能否准确执行和文件化8D进程; 确保供方经过启动和封锁效果曾阅历证了基本缘由, 验证供方已完整(wánzhěng)包括一切可疑资料,包括曾经 在装配工厂、运输中、仓库和进程中的零件。
8D方法(fāngfǎ)(Ford 版)
2021/11/9
第一页,共23页。
8 D(8 Disciplines)
福特汽车公司运用8D作为效果处置的方法〔见QS-9000要 求之4.14.1.1〕。当福特的供方具有零件或进程的效果时, 福特要求供方完成8D进程以确定缘由并实施纠正措施 (cuòshī)。 目的:
第十三页,共23页。
D4.定义和验证基本(jīběn)缘由和遗漏 点〔续〕
效果,或效果的征兆或结果被作为基本缘由给出。 质量工具
因果(yīnguǒ)图 FMEA 是/否剖析 实验验证〔DOE〕 稳健设计
第十四页,共23页。
D5.选择和验证基本(jīběn)缘由和遗漏 点的PCA
• 战略性效果 • 措施的日期(rìqī)能否指示? • 声明的措施能否掩盖一切进程的基本缘由? • 声明的措施能否掩盖一切系统的基本缘由? • 措施能否思索效果的时间? • 措施能否充沛思索条件? • 措施能否思索效果的大小? • 质量工具 • 因果图
福特8D分析-完美案例(pdf_37页)
8D分析Braves yang 杨春勇绪 论欢迎来到8D(8 Disciplines)课程,福特汽车公司使用8D作为问题解决的方法(见QS-9000要求之4.14.1.1)。
当福特的供方具有零件或过程的问题时,福特要求供方完成8D过程以确定根本原因并实施纠正措施。
背景:什么是8D?D0:为8D过程做准备D1:成立小组D2:问题的描述D3:确定临时纠正措施(ICA)的开发D4:确定和验证根本原因和遗漏点D5:确定和验证针对根本原因和遗漏点的永久性纠正措施(PCA) D6:实施和确认PCAD7:防止再发生D8:承认小组及个人的贡献8D报告示例 Supplier A8D Concern Analysis ReportCONCERN NO:0X0000 CONCERN TITLE:Mislabel 483 CA/AADATE OPENED:11/22/00ASSIGNED TO:QR TeamPRODUCT LINE:0X00PRODUCT NAME:Snap ring(2) Describe Concern:Parts are labeled as0X00-7D483-CA (Style C), parts are actually 0X00-7D483-AA (Style A).Return authorization 0X0011-00Need to certify next 4 shipments (1) Team MembersMike Paulson, Joan Huber, John DeCarlo, Denise Roxbury, Amy Bloom, Louis Keller, Michelle Fargo, Justine Williams(3) Define and Verify Containment Actions:Checked inventory 11/22/00 for mislabeled totes, 4 pallets found, all marked correctly.Quality Alert issued 11/22/00.Joan Huber in to Livonia to relabel parts 11/28/00 – no need to return parts. There were 39 totes to relabel.Completion Date:(4) Define Root Causes:Shipping department has put several new employees onall shifts, inexperienced packers used incorrectlabels.(If additional analysis is required indicate completion dates) (5) % Contribution(each cause)100%(6) Implement Corrective Actions:Conducted meeting with managers and supervisors 11/29/00 to inform them of the issues discussed during the Livonia visit. Materials Manager conducted a meeting 11/30/00 with each shift of packers to retrain them on correct labeling and packaging. They were informed that any further problems with incorrect packaging will result in disciplinary action.(7) Preventative Actions:Purchasing paperwork holders that will be hooked on the front of the pallets and tubs for easier identification. Holders to be delivered weeks of 12/12/00.REPORTED BY:Joan Huber DATE:12/12/00Concurrence:SupervisorDATE:(8) Congratulate your team q:\Customer Corrective Action Reports\8D Blank Form.xls供方的8D报告必须回答下列问题 问题是什么? (D2)问题如何解决? (D3至D6)将来该问题如何预防? (D7)顾客将通过确认8D报告来决定这些问题是否已经回答:对零件的知识进行了充分论证。
8D报告案例
4D (Seek The Root Cause)—— 根本原因关键要点
•评估可能原因列表中的每一个原因 •原因可否使问题排除 •验证 •控制计划 •连续运用 5WHY的方法
MATERIAL(因 1)
因3 MAN(因 1)
因2
因2
因2
ENVIRON-
MENT(因 1) 因2
因2 因3
METHOD(因 1)
因为没有镀银造成产品缺陷,整批拒收。
D1:组成了一个小组来解决问题
成员名单如下: 福源小山-----质量课主管(本次小组组长) 李俊明---电镀课主管 杨星----电镀课课长 刘炎---设备课课长 郑培凤霞--- QC课课长 胡明----QA课课长
D2、在接到顾客抱怨后,马上展开调查,确认问题如下:
阅附图.该图虽已列出解决问题的各个步骤,但各 个步骤的先后順序可视问题的困难度及复杂程度 而异,不必拘泥于图示順序.且问题解决经过应有书 面记录. • 如:某一问题发生及团队组成时,可能制造人员已 经先行采取临时对策,惟其永久解决方案,则可能尚 需小组人员的共同参与,经多方研讨后才能产生。
了解問題
MACHINE(因 1)
問題的 果
因2 因4
因3
5D (Permanent Corrective Actions )—— 永久改 善措施
针对已确认的根本原因制订永久性的纠正措施,要确认该措施 的执行不会造成其它任何不良影响。
5D (Permanent Corrective Actions )—— 永久改 善措施关键要点
生管课、销售课、库管课、品保课 • 责属人员:
贾正羽、庄卫年、赵晓明、许 丽
D2.问题描述
• 何时 : 1999年11月4日; • 何人 : 浙江精密机械厂; • 何地 : 浙江精密机械厂—包装车间; • 何事 : 包装ALT-5检测器时,使用20μMHT
质量8d报告范本

质量8d报告范本1. 关于质量的8D报告如何写8D运用全球8D程序(简称:全球8D)是一种汽车行业处理问题的标准化方法,通过全球8D可以客观地验证、确认,以及处理问题,并且防止类似的问题再次发生,在这套方法中除了要考虑一种产品或工艺为什么会偏离其性能标准之外,还要寻求对问题的定义和理解,并且供应一种识别问题根本缘由的思路。
全球8D包括8个步骤,再加上一个预备步骤。
这些步骤被用来客观地验证、确认,以及处理问题,并且防止类似的问题再次发生。
本文针对详细车型防水膜漏水的问题,具体讲解如何应用这些步骤去处理质量问题。
D0:程序的预备对症状做出反应,定义与量化问题,确定问题能否复制了当前存在的全球8D,或者问题能否是一个新的全球8D项目,假如需要的话,选择突发大事处理措施以及执行突发大事处理措施爱护消费者,并且启动8D程序。
此案例中,症状为:某车型在工厂内做完淋雨测试后有水穿过防水膜进入车内,同样,在来自售后的反馈中,消费者也对同样问题有很大的埋怨。
经过调查,确认此症状为一个全新的问题,于是启动一个全新全球8D项目。
D1:创建工作团队创建一个小型工作团队,关键是选择合适的成员构成。
不要从同一个部门里选择全部的成员,也不要选择有相同工作职责的成员,成员有着不同的阅历和才能,可以从不同角度来考虑状况。
这个团队要具有处理指定问题的学问、威信和娴熟的技术技能,要具有在指定时间内处理问题的力量以及执行正确措施的力量,一个具有适当技术技能的相互协作的团队能处理一些甚至大多数高水平的团队成员不能单独处理的问题,而团队的工作力量需要肯定的时间去增加,要随时补充新的成员,这个工作团队必需有一个指派的监督人以及团队的领导者。
在问题处理过程中,团队的成员包括质量分析工程师、工艺工程师、售后工程师、产品工程师以及供应商质量管理工程师。
质量分析工程师担当领导者,他可以给其他成员安排任务,并对成员监督。
D2:问题描述问题描述的目的是要保持团队的关注,缩小查找根本缘由的范围。
8D报告填写规范

附件 □有 ■无
填写人 余李斌 日期 20061108
暂未关闭,待下次验证
□关闭( □及时 日期:
)
D8长期对策
Discipline 8
CHECKLIST及相应培训
骑双人自行车在转弯时,要至少以1.5m的半径进行。
填写人 余李斌 日期 20061108
□ 部品质量 □ 总装工艺 □ 贴片工艺 □ 作业原因 □ 客服原因 □ 其它原因
Discipline 5 Discipline 6
短期对策 长期对策
附件 □有 □无
填写人
附件 □有 □无
填写人
日期 日期
Discipline 7
效果验证
附件 □有 □无
填写人
日期
□临时验证OK (□及时 日期:
)
Discipline 8
技术归零五项原则
1、问题清楚; 2、机理明确; 3、故障复现; 4、措施有效; 5、举一反三。
管理归零五项原则
1、过程清楚; 2、责任明确; 3、措施落实; 4、严肃处理; 5、完善规章。
谢 谢!
问题出处:□IQC □SMT □总装制程 □OQC □QA □市场 □ MRB □___
发至部门
问题描述
填写人
机型
发生时间
发生工序
检查数量
不良数量
不良率
故障描述
LOT NO.
☆ 受控编号:D14-011A
日期
Discipline 2 参与部门 团队成员
计划完成时间 Discipline 3
不良现象
不良严重程度
1、问题的解决不可能是一个人能解决:
8D方法-8D实例分析3 精品
何时使用8D
• 並不是要求每一件发生的问题都必须采取8D方 法
• 而是针对重复发生的,一直没有解决的比较重 大的问題
• 针对要求回复的客诉抱怨,必须采用“8D”
• 8D方法也可以应用于:如何从统计过程控制走 向品质实际能力提升
应用SPC
8D方法
提升制程能力
2021/3/26
24
8D的时效限制
8D的时效限制
2021/3/26
17
何为8D
• 8D方法是团队运作导向以事实为基础,避免 个人主观的介入,使问题的解决能更具有条 理性。
• 8D方法宜由公司各部门人员的共同投入,求 得创造性及永久性的解决方案。
• 8D方法可适用于任何问题,而且能促进相关 目标的各部门间有效的沟通。
2021/3/26
18
8D精神
• 有一辆汽车故障不能行走 – 为什么汽车不能行走 • 因为引擎故障 – 为什么引擎故障 • 因为火星塞不點火 – 为什么火星塞不點火 • 因为火星塞潮湿沾水 – 为什么火星塞潮湿沾水 • 因为引擎蓋的密封漏水,以致水进入
2021/3/26
11
5 Why’S Root Cause 例2
• 如果只是把火星塞換了,汽车是可以走了, 但是不用多久火星塞又要潮湿,汽车又要不 动了。
D2-问题描述Problem Description
一、问题是; 发生时间:03月19日; 发生地点:北美AAS;
产品型号:D471车顶饰条; 出现问题:银色产品做附着力测试清漆有脱 漆现象;
– 为什么会泄漏?
• 焊接密封不好。
– 为什么焊接的密封不好?
• 在毛細管內有沉积物。
– 为什么在毛細管內有沉积物?
福特(Ford)8D培训教材

也不要写工作报告
Page 10 of 47
成员包括:
❖ 指导员(CHAMPION) 一般为主管阶层,对小组的进度有 监督, 支持及决策决定 权力.
❖ 组长(LEADER)-负责协调,活动进行的引导,汇总小组的意 见及决策并呈报,尽量不要深入某部份细节,以免迷失方向.
❖ 问5次为什么的做法:
➢对于某个问题,为何会引起?其原因①先搞明白。 ➢为何会引起原因①的发生?将原因②也搞清楚。 ➢为何会引起原因②的发生?将原因③弄明白。 ➢为何会引起原因③的发生?将原因④弄明白。 ➢为何会引起原因④的发生?将原因⑤弄明白。
Page 20 of 47
❖ 用这种方式持续地去做,根本的原因就能显現出来。 ❖ 分析出来的根本的原因必须是能导出具有効果、
且有効率的再发防止对策才行。 ❖ 要注意的是问题发生的原因不一定只有一个。
❖ 通常第一个答案不会是真正的答案 ❖ 5 Why 可以找出真正的原因 ❖ 简单的案子可能4Why,3Why或2Why即找出根本原
因,但复杂的或许要5 Why, 6 Why, 7 Why…
Page 21 of 47
做5 Why 分析时应注意事项
因会影响结果时,不能说有因果关系)。
Page 23 of 47
5 Why 范例: 为何停机
❖ 问1:为什么机器停了? 答1:因为机器超载, 保险丝烧断了
❖ 问2:为什么机器会超载? 答2: 因为轴承的润滑不足
❖ 问3:为什么轴承会润滑不足? 答3: 因为润滑系统失灵了
❖ 问4: 为什么润滑系统会失灵? 答4: 因为润滑系统的轮轴耗损了
质量8d报告完整版范文(汇总14篇)

质量8d报告完整版范文(汇总14篇)通过对不同的纠正措施定量化的试验筛选出纠正措施,依据风险评估,确定必要时的应急措施。
而解决问题的方案应确保可以保持长期效果。
曾经看到供应商的8D报告中该D5里面一排七行整齐的出现7句“加强’,加强工人培训,加强巡检次数,加强督察力度,加强过程控制---空话一堆。
加强到什么程度没有量化。
具体方案都写具体,数据说话,比如原来检验频次10个检1个,现在加强到5个检1个;同样的加强培训,原来培训次数多少,现在培训计划附在这里,这样我们的对策才有支撑。
质量8d报告完整版范文最新第2篇D1:建立所需的团队应该是多功能覆盖所需的所有布门的参与。
我们的D1包括QC、工程、项目的代表,制造和采购。
D2:问题描述成型零件,显示不可接受的水平周围的顶布边缘周围的损坏,由于热暴露。
我们包括照片的问题,有效的说明维生素D3:临时措施1。
客户已经有布分100%的检验检疫发现有缺陷的布件。
2。
生产现场有100%检查所有布件库存,并隔离任何有缺陷的零件D4:根本原因分析在试图纠正一个不同的问题,成型参数进行了调整,导致收缩的增加。
略小的布分意味着随后的过程中损坏的布分。
加上一个无效的操作人员的培训和遏制站上的指令意味着该问题没有被拾起和不合格的布分已被允许进入客户。
D5:实现PCA(永久性纠正措施)调整模具参数以控制零件收缩。
实现增加零件整体尺寸检测和SPC。
监控记录。
在随后的操作中执行100%检查损坏发生的地方实施控制和遏制措施高兴提高操作人员的培训D6:实施并验证PCA状态的日期的主成分分析已经实施。
主成分分析的验证是对SPC数据分析的形式来检查布分的变化(收缩率)和检查的遏制记录检查,看看是否问题再次被注意到。
D7:防止再发生我们已经简单地保持控制实施的主成分分析,但降低检查频率的控制计划D8:最后的小组讨论/评论回顾主成分分析过程中收集的数据和调查的方式,这种错误可以避免在未来。
PFMEA更新符合本时使用的类似产品进行产品实现过程。
汽车行业8d报告格式
汽车行业8d报告格式范本:8D报告格式及填写说明篇二:福特8D报告1解决方法2方法简介3适用范围4实施步骤5优缺点6相关应用解决方法编辑凡是做 FORD 的零件,必需采用 8D 作为品质改善的工具,目前有些企业并非 FORD 的供应商或汽车业的合作伙伴,也很喜欢用这个方便而有效的方法解决品质问题,成为一个固定而有共识的标准化问题解决步骤。
Discipline 1. 成立改善小组(Form the Team):由议题之相关人员组成,通常是跨功能性的,说明团队成员间的彼此分工方式或担任的责任与角色。
Discipline 2. 描述问题(Describe theProblem):将问题尽可能量化而清楚地表达,并能解决中长期的问题而不是只有眼前的问题。
Discipline 3. 实施及确认暂时性的对策(Contain the Problem):对于解决 D2 之立即而短期行动,避免问题扩大或持续恶化,包含清库存、缩短PM时间、加派人力等。
Discipline 4. 原因分析及验证真因(Identify the Root Cause):发生 D2 问题的真正原因、说明分析方法、使用工具(品质工具)的应用。
Discipline 5. 选定及确认长期改善行动效果(Formulate and VerifyCorrective Actions):拟订改善计划、列出可能解决方案、选定与执行长期对策、验证改善措施,清除 D4 发生的真正原因,通常以一个步骤一个步骤的方式说明长期改善对策,可以应用专案计划甘特图(Gantt Chart),并说明品质手法的应用。
Discipline 6. 改善问题并确认最终效果(Correct the Problem and Confirm the Effects):执行 D5 后的结果与成效验证。
Discipline 7. 预防再发生及标准化(Prevent the Problem):确保 D4 问题不会再次发生的后续行动方案,如人员教育训练、改善案例分享(Fan out) 、作业标准化、产出BKM、执行ECN 、分享知识和经验等。
机加工8d报告案例
机加工8d报告案例提到8D,大家会说出哪8个步骤,但是需真正去理解其精D0现象及应急反应活动根据现象评估8D过程是否需要。
如果有必要,采取紧急反应行动(ERA)来保护顾客,并开始8D过程。
8D过程区别了症状和问题。
适用标准的大部分是症状。
没有症状,不会知道有问题。
当收到投诉信息时,质量部门应尽量在客户投诉报告上确认以下信息以便展开调查:·产品编号及品名·客户名称,联系人及地址·缺陷描述,不合格品数量·追溯信息,如LOT NO,发货单编号等·索赔应尽量取得车型等信息如有,应从客户处得到样品,照片,标签及不合格率等必要的信息。
如是芯体泄露或严重投诉,收到投诉的人应立即通知质量经理及总经理。
QE应在收到投诉一个工作日内与客户联系。
应就以下信息与客户沟通:·跨部门小组及联系方式·确认已得到的信息·调查问题所必需的其他信息·应急措施的进展·应急措施及纠正措施的预期完成时间·任何其它的客户要求,如,了解问题进展和期望的交货·所有与客户之间的回复均应记录。
QE根据得到信息,依据三现主义(现场,现物,现象)来确认不良状况;如果是可以目视的不良,尽量取得照片或样品(确认现物);对于不良发生场所状况尽量收集详细的情报(确认现场,现象)。
应急措施需要在24小时内展开。
D1建立8D小组没有团队的8D是失败的8D。
其实8D原名就是叫团队导向问题解决步骤。
8D小组需要由具备产品及制程知识,能支配时间,且拥有职权及技能的人士组成。
同时需指定一名8D团队组长。
因为我们要做的是:·建立一个由具备过程/成品知识的人员组成小组·确定时间,职责和所需学科的技术·确定小组负责人D2问题描述通过确定可定量化的项,谁,什么,何时,何地,为什么,如何,多少(5W2H),识别对象和缺陷(问“什么出现了什么问题”):·“什么问题”是缺陷·“什么出了问题”是对象问“什么出现了什么问题”能够帮助小组以问题陈述所需的两个基本要素为中心(对象和缺陷)。
福特经典8D报告模板
系统措施:
8D应用:
推荐:采取系统措施,减少或降低普通原因影响,提高过程能力;(提高效率、降低成本等)
实际:采取系统措施,杜绝或减少特殊原因的出现,防止或减少批量事故,以零缺陷为目标; (延误、不良、事故)
8D启动:
顾客要求:质量、交期、服务的投诉;
内部申请:问题人或部门不能独立解决的问题,有希望协作解决的;(不良、成本、供应、故 障)
推荐:主动发现问题的方法
三不法(3U)
1.不合理 Unreasonable
2.不均衡Uneven
3.浪费Uselessness )
Man
五
人
大 生
material 料
机 六大
machine
产
生产要素
要 素
method 法
environment 环
法
measurement 测量
七大任务法
1. Q — 品质 2. C — 成本 3. D — 交期 4. S — 服务 5. S — 安全 6. P — 效率 7. M — 士气
8D方法亦适用于过程能力不足时采 取系统措施,它提供了一套符合逻 辑的解决问题的组织方法,同时对 于统计制程控制与实际的质量提升 架起了一座桥梁。
8D方法简单易行,系统性强,效果 显著,在国际上被广为采用,并发
通用技术 + 系统方法
8D
QC7 QFD DOE FMEA SPC MSA APQP IE PokaYok
ERA可能很难用测量验证,因为它是以常识为基础。例如,如果将受到影响的产品 停止发运,那么顾客就不会再经历症状。
D0:准备8D_紧急反应行动ERA
ERA的执行和证实:
选择和验证并执行了ERA后,必须证实ERA能够起作用。证实就是提供正在进行中的证据证 明ERA达到了目的并且没有引起新的问题。
8D案例
侯老师 2015.5
1
8D 报告
议程
1 简介 2 8D的流程步骤
2
简介
8D 起源
起源:
汽车工业, 福特汽车公司 在使用统计方法分析数据的基础上,发展而成的,以 团队为导向的问题解决策略。
以团队为导向的问题解决方法 (TOPS)。 矫正管理,不符合事项,客户抱怨。
重复发生的问题。
3
D6. 实施和验证永久纠正措施 D7. 再发防止 D8. 团队祝贺
9
规划阶段 决定先决条件 不是每个问题都需要用8D解决 (方法非常耗 时) 为了使 8D能在公司有效的运作,需要一些培 训和教育
什么是问题?
实际发生的与所预期的、期待的或常规情况间的差距
表现 现实
10
预期
差距
时间
什么是问题?
11
六西格玛
D2. 问题描述
WHO谁
WHY为 什么
WHAT 做什么
WHEN 什么时
间
WHERE 在哪儿
HOW怎 么做
HOW
MANY 多少
问题仔细地描述.
14
8D 的处理步骤
D2. 问题描述
WHO谁
WHY为 什么
WHAT 做什么
WHEN 什么时
间
WHERE 在哪儿
HOW怎 么做
HOW
MANY 多少
谁发现的问题? 谁受到了影响? 谁生产的? 谁是决策人? 谁将获得收益?
WHAT 做什么
WHEN 什么时
间
WHERE 在哪儿
HOW怎 么做
HOW
MANY 多少
什么时间出现的问题? 什么时间曾经出现过这
什么时间之前必须要解 个问题?
汽车行业8d报告格式
汽车行业8d报告格式范本:8D报告格式及填写说明篇二:福特8D报告1解决方法2方法简介3适用范围4实施步骤5优缺点6相关应用解决方法编辑凡是做FORD的零件,必需采用8D作为品质改善的工具,目前有些企业并非FORD的供应商或汽车业的合作伙伴,也很喜欢用这个方便而有效的方法解决品质问题,成为一个固定而有共识的标准化问题解决步骤。
Discipline 1.成立改善小组(Form the Team):订1议题之相关人员组成,通常是跨功能性的,说明团队成员间的彼此分工方式或担任的责任与角色。
Discipline 2•描述问题(Describe theProblem):将问题尽可能量化而清楚地表达,并能解决中长期的问题而不是只有眼前的问题。
Discipline 3.实施及确认暂时性的对策(Contain the Problem):对于解决D2之立即而短期行动,避免问题扩大或持续恶化,包含清库存、缩短PM时间、加派人力等。
Discipline 4•原因分析及验证真因仃dent if y the Root Cause):发生D2问题的真正原因、说明分析方法、使用工具(品质工具)的应用。
Discipline 5•选定及确认长期改善行动效果(Formulate and VerifyCorrective Actions):拟订改善计划、列出可能解决方案、选定与执行长期对策、验证改善措施,清除D4发生的真正原因,通常以一个步骤一个步骤的方式说明长期改善对策,可以应用专案计划甘特图(Gantt Chart),并说明品质手法的应用。
Discipline 6•改善问题并确认最终效果(Correct the Problem and Confirm the Effects):执行Do后的结果与成效验证。
Discipline 7•预防再发生及标准化(Prevent the Problem):确保D4问题不会再次发生的后续行动方案,如人员教育训练、改善案例分亨(Fan out).作业标准化、产岀BKM、执行ECN、分享知识和经验等。
福特8D教材案例
D3: 开发临时纠正措施
战略性问题S 战略性问题S
所有可疑地点的库存是否清查? 供方现场,仓库,分供方现场 顾客现场,下一个顾客现场,其他 遏制的有效率是多少? 遏制的有效率是否满意? 遏制措施的日期列出了吗? 筛选结果列出已筛选数,发现数和缺陷数了吗? 筛选的方法提到了吗? 筛选的方法是否满意? 遏制措施是否单独包括审核? 短期纠正措施列出了吗?
N
问题点是供方的职责吗
QR的问题点ቤተ መጻሕፍቲ ባይዱ
到供方改进矩阵
例子:S公司为顾客制造零件,见图:
A
根据顾客的工程规范,在零件A上必须镀银,否则顾客的产品无 法完成规定功能.有一天,他们收到顾客工厂发来的问题点如 下: 因为没有镀银造成产品缺陷,整批拒收: H00651A501 零件号
批号 缺陷数 缺陷种类 要求问题关闭日期
注: 这些描述只代表理想的问题解决方式,实际上,真实情况并 非和在此描述的一样,努力获取供方和顾客之间的积极联系将有助 于发生问题得到快速和容易的改进.
完成8D过程 完成8D过程 8D
一般地,顾客会要求应在一定期限内完成8D过程. 例子:在福特,该期限是30天.对于某些问题,30 天可能不够.当存在要求超过30天的状况时,供方 应向福特提供最新书面文件指出: 为什么根本原因没有被确定和验证? 供方将如何计划继续该过程? 供方打算完成该过程的时间框架?
8D的好处 8D的好处
适当地完成8D过程,除了能确定根本原因和 纠正问题的好处外,还包括:
对于供方: 对于供方:
通过建立小组训练内部合作的技巧 (Discipline 1) 推进有效的问题解决和预防技术 改进整个质量和生产率 防止相同或类似问题的再发生 提高顾客满意度 对于顾客 : 增强对供方的产品和过程的信心
福特经典8D报告模板
关注微信公众号,智慧汽车供应链,免费获得各种资料
xXXX
8D 方法
Eight-Discipline
团队导向问题解决对策
TOPS (Team Oriented Problem Solving)
导入:构建学习心态
NGSCC
充分的投入 开放的心态
投入多少,收获多少!
没有人靠节约成功!
经验往往是进一步成功的障碍!
硬工具与软工具 “软”决定“硬”
5
我们的直接差距:方法
我们并不缺少创业和发展的态度,缺少的是创业和发展的方法; 态度可以在一夜间转变,方法却要靠长期的学习和探索; 管理哲学、思想、态度、理论、工具最终表现为:方法
学习的方法 思考的方法 行动的方法
NGSCC
西方对管理方法的研究已有100多年:
NGSCC
通用技术 + 系统方法
8D
QC7 QFD DOE FMEA SPC MSA APQP IE
PM
TQM ISO9001 5S TPM
JIT
ZD 6sigma
不同的8D
美:严谨,重视人的组织和激励 日:重视实效(重视协作,有横向展开) 德:重视技术性
6
常用的方法和工具
8D方法(Eight-Discipline)也可称为TOPS (Team Oriented Problem Solving)即团队导 向问题解决对策。是福特公司处理问题的标准 方法,由8个步骤和一个准备步骤组成,这些步 骤用来客观地确定、定义和解决问题并防止相 似问题的再次发生。 8D方法亦适用于过程能力不足时采取系统措施, 它提供了一套符合逻辑的解决问题的组织方法, 同时对于统计制程控制与实际的质量提升架起 了一座桥梁。 8D方法简单易行,系统性强,效果显著,在国 际上被广为采用,并发展为多种形式。
尺寸不良8d报告改善的案例

尺寸不良8d报告改善的案例8d报告模板在质量管理活动中,我们常用到各种各样的质量工具,而大多数情况下,都是多种质量工具的混合使用.不管使用工具的多或者少,每种工具所发挥的成效都是特定的.有些工具长用记录,有些长于分析,有些长于决策,有些长于思考,而问题的解决都是多种工具配合使用所得,而这种配合的模式就形成了解决问题的套路.在某些大企业中,为了管理的方便,格式的统一,往往会固化成特定的标准化的模板.今天我们一起学习的这个工具就是一种套路,它就是福特汽车公司惯用的g8d报告.8d又称团队导向问题解决方法、8d问题求解法.是福特公司处理问题的一种方法,它提供了一套符合逻辑的解决问题的方法,同时对于统计制程管控与实际的品质提升架起了一座桥梁.目前已广泛应用于汽车制造行业,取得了显著的经济效益和社会效益.8d主要用于汽车及类似加工行业的问题解决方法.原始是由ford公司,全球化品质管制及改善的特殊必备方法,之后已成为qs9000/iso ts16949、福特公司的特殊要求.凡是做ford的零件,需采用8d作为品质改善的工具.后来名气大了,其它车厂也移植了福特的做法、使之成为汽车行业的标准做法.目前国际汽车行业(特别是汽车零部件产家)广泛采用来解决产品质量问题最好的、有效的方法.8d方法是一种归纳与推测的问题解决方法.归纳法以基于观测数据为起点,建立与数据一致的推测.推测法以一种推测为起点,并通过收集数据并分析来确定数据是否同理论一致,从而企图证明一个推测是否能适用于某个特定的条件.在8d程序的初始阶段期,主要是归纳法.收集以及分析数据,从而描述问题.确定可选择性的根本原因推测,并且与问题描述比较,从而确定最佳的推测.然后,通过收集数据,采用演绎法来确定这个最佳推测是实际的根本原因.解决问题时,团队经常在归纳法与演绎法之间转换.这通常是完成工程任务的最有效的方法.8d方法有以下几方面的明显作用:通过建立小组训练内部合作的技巧;提供一种通用的流程有效确定并解决问题;防止相同或类似问题的再发生;增加管理层对问题本身及解决方法的理解;鼓励直接开放的问题解决方法;提高顾客满意度,增强其对供方的产品和过程的信心.8d方法适用于以下两方面的情形;1.用于解决各类可能遇到的简单或复杂的问题;8d方法就是要建立一个体系,让整个团队共享信息,努力达成目标.8d本身不提供成功解决问题的方法或途径,但它是解决问题的一个很有用的工具;2.亦适用于过程能力指数低于其应有值时有关问题的解决;面对顾客投诉及重大不良时,提供解决问题的方法.我们常见的质量问题主要有两种类型:变异引起的问题和从未满足要求的问题.8d这套方法特别适合于解决由某个变化导致的问题,或者说是特殊原因引起的问题;6-sigma这套方法特别适合于解决从未满足要求的问题,或者说是普通原因引起的问题.8d方法和6-sigma都是用于解决质量问题的有效工具,两者在解决问题中相辅相成.8d是解决问题的8条基本准则或称8个工作步骤,但在实际应用中却有9个步骤:d0:准备8d过程d1:组建团队d2:描述问题d3:制定临时处置措施(ica)d4:确定并验证根本起因和遗漏点d5:选择并验证针对根本原因和遗漏点的永久性纠正措施(pca) d6:执行并确认pcad7:预防问题重现d8:表彰小组和个人的贡献针对每一步,我们详细介绍其使用过程:d0:准备8d过程实施本阶段的原因:g8d过程是一个可能涉及大量人力、时间和资源的过程,如果使用不适当将会浪费很多时间、人力和相关的一些资源.d0帮助我们把焦点放在问题上,以便有效地使用资源.本阶段实施过程:了解症状并量化症状,决定是否需要era,选择并验证era,执行并确认era,查看是否适用g8d标准.紧急反应措施(era)是保护顾客及相关的各方不受症状的影响的任何措施,它在g8d把问题和症状区分开来确认g8d是否有必要启动时应用.症状是可测量的事件或效果(它们必须是顾客体验到的),它表示一个或多个问题存在.如果没有症状,你就无法得知有问题存在.当症状能被测量或量化时,它才被考虑在内.通常有许多工具可以用来测量并量化故障:paynter图,柏拉图,运行(趋势)图,风险图等.g8d的适用标准:1.症状被定义;2.确定了顾客;3.存在性能差距;4.原因未知;5.管理层致力于从根本起因的层面去解决问题,并采取预防措施防止问题再次发生;6.症状很复杂,不可能单凭一个人的能力完成.如果六个标准都满足,并且没有其他的g8d团队为同样的或类似的问题工作,那么就应该开始g8d过程.d1:组建团队原因:组建团队是g8d过程中的重要部分.团队的功能需要花时间去增强,但是非常重要的是,一个人很少能拥有解决复杂故障所有必要的资源、信息、和技能.另一方面,合适的人一起工作能包括所有必要的特性,这建立在每个有关人员的技能的基础之上.建立一个团队是g8d过程的真正开始;团队成员的指导方针:1.团队成员的人数控制在4到10个之间;2.选择具有所需技能、知识、资源、权力等,这样的人作为团队成员来解决现有的问题;3.各类成员之间合理搭配;4.按需要调整团队成员.g8d的过程依赖于所有团队成员的努力来达到团队的目标.为了达到团队目标,每个成员扮演一个角色.团队设置负责人,团队领导,成员及其它角色.实现团队角色的指导方针:1.角色不是特指某个人,而是指要行使的职责;2.成员通常要在会议持续期间或是更长的时间内充当某个固定的角色;3.会议中角色的互换会导致混乱;4.一些角色是可以共同承担的,比如记录员等;5.监督人是g8d生产过程中的一个角色,然而,监督人不是团队的成员.6.调解工作在整个讨论过程中是必不可少的,通常这个角色由某个领导承担.团队运作程序的三个要素:1.确定团队运作的基本规则;2.分配任务、维护和过程观察;3.使用有效沟通交流的技巧.d2:描述问题目的:将问题清楚并且客观的描述会使问题最终得到有效的解决.帮助团队将焦点放在实际的问题上,避免直接对问题下结论或者作没有根据的设想.对问题的描述要基于观测的内容而非结论.要描述好一个问题,我们需要:1.对问题进行陈述;问题陈述应该是简单,简洁明了的陈述,它确定了发生问题的对象及其这个问题的缺陷.一个问题陈述能让团队关注,也能让范围缩小到寻找问题的根本原因上,通常当作问题描述的开端.2.对问题进行描述;问题描述是指根据问题是什么和不是什么,但可能是某种状况来确定问题的范围.一个详细的问题描述包括四方面的信息,什么时候、什么地方、发生什么及其问题的严重程度如何.问题陈述告诉了你最基本的事实,但是详细的问题描述给了你找到根本原因的细节.d3:制定临时处置措施(ica)目的:为团队找到问题产生的根源争取时间;保护顾客不受问题影响;ica是针对故障而非根本起因,在知道根本起因之前保护顾客.如果根本起因被查明,或者era(应急处理措施)足够可靠来继续保护顾客,可以不需要ica.ica与era的差异:era以最小的支撑数据执行.ica为调查提供更多的机会.任何你执行的ica必须保护顾客使其免受故障而不导致新故障的出现.同样,单一ica可能不够.你可能需要执行多个ica以充分保护顾客.执行ica的步骤;1.选择ica;确定选择标准,分析执行ica的好处,分析ica的风险性,在好处和风险性的最好平衡点选择ica.2.验证ica;实施前证明能保护顾客不受问题影响,能提供前后的对比,证明ica不会产生新的问题.常见的验证方法有:实验,演示,类似措施对比等.3.执行ica;按照pdca的循环进行,并制定行动计划.4.确认ica.确认是在成功的验证后,确认ica执行没有产生新的问题,确认形式:售前验证和售后顾客的验证.d4:确定并验证根本起因和遗漏点目的:找出根本起因是任何故障解决成就的重要部分.当确定了根本起因,可以在最根本的程度上解决一个故障.任何不是从根本起因入手的故障解决方案都仅仅是一个权宜之计,当识别出根本起因,就可以完全的消除了整个故障并使它决不再发生.原因的几种分类:可能原因:任何原因,常在一个因果图表里识别,它描述一个结果可能怎样发生.最可能的原因:根据可用的数据得到的一个理论,它可能最能解释详细的问题描述。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
% Effective有效率: 100% 100%
100%
100% 100% 100%
D6 Implemented Permanent Corrective Action(s)执行永久纠正措施: 1、更新钢管工艺流程,增加铰孔工艺,培训操作者后执行(佳安公司,2007.06.10) 2、制作检测内孔的T、Z规,将成品抽检频次按一般抽样水平Ⅲ进行抽样(佳安公司, 2007.06.10); 3、选择尾座和主轴同心的机床进行引孔加工,同时制订设备维护保养规定(佳安公司, 2007.06.10); 4、重新制作检测内孔同心度的检测设备,采用百分表检测孔底段的同心度(检测芯杆比内 孔小1mm)(佳安公司,2007.06.15); 5、滨鑫公司制作同佳安一致的检测设备,在进料检验作业指导书中规定检测同心度和孔径的 要求,抽样频次按一般抽样水平Ⅱ进行(滨鑫公司,2007.06.15); 6、泰利福更新进料检验作业指导,增加每批剖切检测内孔偏心的检测手段;更新成品检验 作业指导,增加全数预拉的检测要求,预拉1200N(泰利福:王小松,2007.06.10)。
Date Implemented实施日 期:
2007.06.05
% Contribution影响比例:
40% 10%
30% 10% 5% 5%
D5 Chosen Permanent Corrective Action(s)采取永久纠正措施:
1、更新钢管加工的工艺流程,增加铰孔工艺(佳安公司,2007.06.10); 2、制作检测内孔的T、Z规,将成品抽检频次按一般抽样水平Ⅲ进行抽样(佳安公司, 2007.06.10); 3、选择尾座和主轴同心的机床进行引孔加工,同时制订设备维护保养规定(佳安公司, 2007.06.10); 4、重新制作检测内孔同心度的检测设备,采用百分表检测孔底段的同心度(检测芯杆比内孔 小1mm)(佳安公司,2007.06.15); 5、滨鑫公司制作同佳安一致的检测设备,在进料检验作业指导书中规定检测同心度和孔径的要 求,抽样频次按一般抽样水平Ⅱ进行(滨鑫公司,2007.06.10); 6、泰利福更新进料检验作业指导,增加每批剖切检测内孔偏心的检测手段;更新成品检验作 业指导,增加全数预拉的检测要求,预拉1200N(泰利福:王小松,2007.06.10)。
D3 Interim Containment Action(s)采取临时的控制行动:
立即制作3.5(-0.03,+0.07)检测所用的T、Z规,对重庆康斯博格 3000件可调接头的钢管、滨鑫公司2000件可调接头钢管、滨鑫公司 2200件钢管零件、滨鑫的二次供应商佳安1100件钢管零件进行挑选 (责任人:滨鑫公司 完成时间:2007.06.06
Date Implemented实施日 期:
% Effective有效率: 100%
D4 Root Cause(s) and Escape Point(s)根本原因:
内孔偏大和严重偏心的具体原因分析见鱼刺图。 经验证,产生内孔偏大的原因如下: 1、工艺流程不能满足精度要求,钻孔后没有通过铰孔的工艺来实现; 2、采用游标卡尺测量的方法,以及制订的抽检频次(目前只要求每批抽检5件)不能实现 对不合格品进行探测。 经验证,产生内孔严重偏心的原因如下: 1、钻引孔工序的机床的尾座与主轴偏心,导致二次钻孔后出现偏心; 2、采用游标卡尺不能测量孔的偏心情况,特别是孔低偏心无法探测; 从滨鑫公司流出的原因: 没有制订明确的进料检验作业指导书,对进料进行检验; 从泰利福流出的原因: 进料检验没有监控内孔偏心的情况,拉索总成装配后也没有有效的探测方法探测铆接拉脱 力不满足要求。
Date Implemented实施日 期20:07.06.08 2007.06.09
2007.06.06
2007.06.12
2007.06.12
2007.06.10
D7 Prevent Actions预防措施:
1、佳安公司更新PFMEA,对于精度较高的、涉及客户性能的孔均采取铰孔方式;同时对该 类深长孔采用T、Z规检测,选用高频次的抽样水平,且利用百分表检测同轴度; 2、滨鑫公司更新CP,对于进料检验的检测项目,应包括含盖所有顾客的关重性能; 3、重庆泰利福更新PFMEA,对所有类似铆接的拉索,均应采取预拉探测的方式;
100%
装配;(责任人:刘世琴 完成时间:2007.06.02) 3、对重庆康斯博格现场800件拉索总成,按1200N预拉合格后装配。 (责任人:刘世琴 完成时间:2007.06.02)
100%
Date Implemented实施日 期: 2007.06.01
2007.06.01
2007.06.02
D1 Team小组成员(Name/Dept/Phone):
组长:熊武军/品保部长
组员:李勇/质量工程师 李德东/STA 先均/产品经理
陈勇/换档器成品检验员
杨雪梅/拉索成品检验员
王小松/工艺工程师 刘世琴/拉索组长
D2 Problem Statement问题陈述:
拉索可调接头钢管内径要求3.5(-0.03,+0.07),实 测3.62、3.64、3.64、3.62,同时出现孔底严重偏 心现象,导致铆接后不能承受2000N的拉脱力要求。
G8D报告
Title标题:关于神龙汽车出现T53换档失效(拉索铆接处脱落)的8D
Product/Process Information产品/过程: T53/BE4换档器总成/神龙装车现场
Date Opened开始日期: Last Updated更新日期:
2007.05.29
2008.06.06
Organisation Information单位:
重庆泰利福汽车零部件有限公司
D¢ Sympom(s)Do:
D¢ Emergency Response Action(s) Do紧急反应措施:
% Effective有效率:
1、立即制作专用挑选工装,对武汉仓储4500件成品进行挑选;
100%
(责任人:陈勇 完成时间:2007.06.02) 2、对重庆康斯博格库存1200成品,拆除拉索后按1200N预拉合格后