飞机客舱货舱侧板、地板加工工艺分解
空客客舱地板胶介绍及其成品的数控加工应用

空客客舱地板胶介绍及其成品的数控加工应用作者:胡大伟来源:《科学与财富》2020年第26期摘要:本文就空客飞机客舱湿区(民航客机的登机区域及厨房、厕所区域)地板胶(Non-textile floor covering,简称NTF)的类别、标准及作用分别进行阐述。
针对不同类型地板胶而采用的不同拼接工艺进行介绍并简要分析其差异。
就目前地板胶的成品件加工方式进行介绍,并简要陈述数控加工技术的引入对地板胶成品件加工的影响。
关键词:民航客机;地板胶皮;拼接工艺;数控加工前言:在空客民航客机的客舱湿区会受到雨水、雪水、厨房垃圾及厕所污水等各种污染,不仅使旅客和机组人员在该区域内活动时可能因湿滑而摔倒,还会使该区域的机身结构遭到腐蚀。
为了避免在该区域活动的人员发生不安全事件和降低地板梁结构腐蚀发生的可能性,而地板胶之间的拼接缝平整度和胶接质量对湿区地板梁的防腐起着至关重要的作用。
同时,地板胶还需具备较高的强度、较长的使用寿命以及满足轻量化的要求来降低维护运营费用。
1.;;; 地板胶的构成形式和类别1.1; 地板胶的构成形式地板胶的主要构成形式为如图1 所示,由于地板胶的上层胶皮作为表面层其强度不够不能单独使用,必须与作为基底层的复合材料配合使用,因此根据表面层和基底层结合方式的不同地板胶有三种构成形式。
第一种是将地板胶皮作为表层和玻璃纤维板作为底层,分两次施工粘合使之形成最终的地板胶。
这是一种很常见的构成形式。
第二种是使用wulfmeyer公司处理的产品。
该公司并不直接生产地板胶,它采购空客批准的地板胶皮再加上纤维板,经过真空粘接处理形成新的产品,称为地板胶组件。
第三种是使用各个厂家通过不同的处理工艺后将表面层和基底层融合在一起的地板胶,称之为一体化(all-in-one)地板胶。
1.2; 地板胶的类别地板胶的厂家通常按照其背部材料来确定地板胶的系列,背部材料主要有闭孔发泡材料及玻璃纤维两种。
闭孔发泡材料型的地板胶,具备良好的降噪减震功能,但是长时间承受高压力会留下印记。
民用飞机客舱地板结构研究

总第285期电器与技术・47・民用飞机客舱地板结构研究林方彬【摘 要】民用飞机客舱地板结构位于机身客舱下部,纵贯全机所有气密增压客舱,是承受客座载荷(商载)的主要承力部件。
客舱地板结构设计方案的选择,需要综合考虑传力路径、工艺性、维修性、重量等多方面因素。
本文介绍了典型客舱地板结构方案以及飞机地板的载荷传递分析,能够为我国民用飞机客舱地板的设计提供参考和借鉴。
【关键词】民用飞机;机身;客舱地板;结构布置;载荷传递客舱地板是机身结构的重要组成部分,为客舱内主要设备(包括座椅、厨房、盥洗室等)提供支持,为旅客 及乘务员提供活动平台,主要承受载荷是客舱内设备及旅客的惯性载荷,同时地板横梁在增压载荷时为机身壁板提供支撑,地板横梁通过接头与框相连,使其上部和下部成 为一个整体,平衡机身增压时在横梁接头处产生的侧向应力,同时将机身分为上下两个舱【1】。
典型机身客舱地板截面如图1所示。
本文介绍了典型的客舱地板结构方案以及飞机地板的传力分析,并综合比较了国内外民机客舱地板的典型结构,能够对国内民用飞机客舱地板的研制提供支持和借鉴。
典型民机客碗碑构客舱地板一般由横梁、纵梁(含滑轨)、立柱和面板组成。
横梁两端_般固定于机身框,纵梁搭接在横梁上(根据 总体布置,部分纵梁为座椅滑轨),面板安装在纵、横梁组成的支撑结构上,立柱在竖直方向连接横梁和框,为横梁提供竖直方向的支持。
图2为地板典型结构示意图。
图2地板典型结构(-)地板横梁地板横梁主要承受剪力及其引起的弯矩,常用地板横截面有“工”、“J ”、“C ”形等,在参数一致的条件下,惯性矩依次递减,因此截面建议优先选“工”形;在相同截面积的条件下,横梁高度越高,抗弯能力越强,即承载能力一定条件下,横梁高度越大,面积越小,重量越轻,故在不超出总体要求的前提下,地板横梁应尽量高。
地板横梁立柱位置示意如图3。
图3地板横梁立柱位置示意(二)座椅滑轨座椅滑轨用于安装旅客座椅,一般两根滑轨为一组,同 组滑轨之间的距离需考虑旅客座椅的要求。
a320飞机货舱地板及装饰板损伤修理方案的选择依据
对整个修理过程进行详细记录,并形成报告 存档,为后续维护和检修提供参考。
05 修理方案效果评估
修复后的安全性评估
结构完整性
评估修复后地板及装饰板的强度和稳定性,确保符合飞机适航标 准。
防火性能
检查修复后的材料是否具备合格的阻燃性能,以保障飞机在紧急 情况下的安全。
防腐蚀保护
评估修复后地板及装饰板的防腐蚀性能,确保长期使用中不会发 生腐蚀问题。
修复后的使用寿命预测
材料兼容性
分析修复所采用的材料与原有材料的相容性,以预测修复部分的使 用寿命。
环境因素考虑
考虑飞机运行环境对修复部分的影响,如温度、湿度、紫外线等, 以更准确地预测使用寿命。
定期检查与维护
制定合理的定期检查和维护计划,及时发现潜在问题,延长修复部分 的使用寿命。
修复后的维护成本预测
损伤预测与预防研究
进一步研究货舱地板及装饰板的损伤预测模型,以便更准 确地预测其使用寿命,提前采取预防措施,降低维修成本。
修理技术的改进与标准化
针对现有修理技术进行持续改进,提高修理质量,并推动 相关技术的标准化,以便在不同型号和品牌的飞机上实现 通用性。
THANKS FOR WATCHING
感谢您的观看
结构完整性
评估损伤对飞机结构完整性的影 响,判断是否需要进行加强或采 取其他措施确保安全。
材料和工艺可行性分析
01
02
03
材料可用性
工艺可行性
修理周期
分析修理所需材料是否可用,包 括原材料、标准件和特殊工具等。
评估现有工艺技术是否适用于修 理,包括焊接、铆接、粘接等工 艺的适用性和可靠性。
根据工艺复杂性和所需材料,评 估预计的修理周期,确保修理工 作能在合理时间内完成。
A320飞机货舱地板及装饰板损伤修理方案的选择依据
修理类型的基本概念
临时性修理:是指在一个时限或飞行周 期内完成永久性修理之前完成的修理。 在完成永久性修理时通常将去除临时性 修理。 永久性修理:是指对影响飞机寿命的部 件进行结构完整性的恢复。在时限或飞 行周期到期之前永久性修理将替代时限 或飞行周期修理。
货舱地板的修理方案选择依据
根据地板表面材质的不同,将修理方案 的选择依据分为以下两类: 一、表面为玻璃纤维的地板损伤修理方 案的选择依据 二、表面包铝皮的地板损伤修理方案的 选择依据
(1)如果“非穿透性损伤”的尺寸为:D≤30mm 或L≤200mm 且W≤25mm 时,则应在100 飞行小 时内修理。 (2)板材发生穿透性损伤,边缘损伤和损伤尺寸 超过100 飞行小时内修理条件时,应立即修理。 (3)装饰板的损伤总面积应小于其表面积的25%。 (4)如果板材受损尺寸超出允许极限,应更换。 注:没有必要修理板材可见表面的凹痕(无裂纹), 除非有裂纹。若边缘填料受损,则应被定义为边缘 损伤。
方案六(SRM 53-02-00 8.I)
对于穿孔损伤的玻璃纤维表面和铝皮表面 的地板的临时性修理(地板表面单面或双 面穿透) 注:此临时性修理适用于以下地板的损伤: 表面为玻璃纤维的地板 表面为铝皮的地板
方案七(SRM 51-77-12 2.A)
使用快速胶带临时保护地板表面 注:这项指令是一种临时性的保护措施。
方案二(SRM 53-02-00 8.C)
修理穿孔损伤的玻璃纤维表面和铝皮表 面的地板 注:此修理方案仅适用于以下损伤范围: 玻璃纤维表面的损伤尺寸(直径) D≤70mm 铝皮表面的损伤尺寸(直径) D≤85mm
民用客机舱内地板的防腐蚀设计

民用客机舱内地板的防腐蚀设计现代民用客机要在各种环境条件下进行飞行,包括潮湿、海洋、工业大气等自然环境和机上人为环境。
在这些环境中,腐蚀是引起飞机结构损坏的一个重要原因,轻则会降低飞机的出勤率、缩短飞机使用寿命,重则会导致结构件断裂破坏,造成机毁人亡的空难事故。
对飞机的防腐蚀与表面保护设计是现代飞机设计的重要内容。
民用客机的客舱与货舱用来装载乘客、货物、设备及其它有效载荷。
客舱与货舱地板是主要支撑结构。
飞机舱内环境有以下特点。
(1)当地面温度高、湿度大时,飞机舱内会聚集大量水气。
飞机起飞后,舱内温度降低而形成大量冷凝水长时间聚集在客舱地板及其它结构件死角里,构成严重的腐蚀环境。
(2)客舱内厨房和盥洗室内的污水经常会溅泼到舱壁和地板上。
客舱内乘客饮用水、乘务员的服务用水也很容易溅漏到地板表面。
有时也会渗漏到地板结构以下,与内部机械系统挥发出的油气相结合,形成粘性腐蚀物。
货舱内空运的牲畜、海鲜食品或化学物品,也会产生大量的积液与污染物,有较强的腐蚀作用。
飞机的舱内地板是飞机机体内的严重腐蚀区域。
舱内地板结构零部件在其设计、制造和使用维护阶段需要进行合理的腐蚀防护与控制。
而设计阶段的腐蚀控制是重中之重,对于从源头上解决飞机舱内的腐蚀问题,意义十分重大。
1 客货舱地板结构形式的设计飞机舱内地板零件分为:地板面板和地板骨架。
地板面板材料一般采用玻璃纤维蜂窝夹芯板。
这种材料上下面层是玻璃纤维增强带环氧树脂面层;中央为芳纶蜂窝夹芯。
其具有较轻的重量、较高的比强度和防磨性能。
面板的四周需要通过低密度环氧密封胶封边,防止水、粉尘等杂质进入蜂窝夹芯。
目前也可以采用自身防水的聚四氟乙烯密封带进行包边。
面板安装在座椅滑轨梁上,并且通过可拆卸螺栓连接。
飞机服役过程中,若其中某块面板遭受腐蚀等破坏,可以随时跟换新的全尺寸面板。
面板一般以座椅滑轨作为界线进行分块,每块面板是长条状,尺寸大小适合一个人轻易搬动。
地板骨架包括座椅滑轨和地板横梁。
飞机客舱货舱侧板、地板加工工艺 2讲解
工艺规程编号:YD-JSGY-2012-0011产品名称:飞机客、货舱侧板、地板编制:审核:批准:凌海远达航空科技有限公司修订记录工序注:▲为检验员必检项目。
工序号 3 工序名称插件定位工具、设备工序图及工序内容1. 根据图纸尺寸对需要安装插件的地方标记钻孔位置。
工序号 4 工序名称钻孔工具、设备钻孔工具工序图及工序内容1.在标记钻孔位置处,用手钻或台钻进行钻孔。
2.钻孔钻头尺寸选用插件规格选用钻头规格TF-20 φ11.1mmT-303 φ11.1mm3.钻孔时,先小孔定位(用φ4.9-5.0mm钻头),再用φ11.1mm钻头钻孔。
注:必须保证所钻孔与地板表面保持垂直。
工序号 6 工序名称▲挖芯工具、设备挖芯工具工序图及工序内容1.使用挖芯工具进行挖芯;2.挖芯深度为3-5mm。
注:1.挖芯时必须十分小心,不得碰到地板表面。
2.检查挖芯尺寸是否达到工艺要求。
此图所展示的深度为4mm左右。
工序号7 工序名称打磨工具、设备1.用砂纸对钻孔周边进行打磨,增强粘接力。
工序图及工序内容工序号8 工序名称▲挖周边胶槽工具、设备挖槽工具工序图及工序内容1.用挖槽工具沿着地板的周边打磨6mm左右涂胶槽。
2.用气源将其吹扫干净。
注:挖涂胶槽时一定要小心,不要碰到地板的两个表面。
工序号9 工序名称清洗插件工具、设备工序图及工序内容1.对插件进行去污脱脂,方法是将其放入溶剂中清洗。
注:溶剂选用:插件规格溶剂名称TF20 丙酮/酒精T-303 丙酮/酒精工序号10 工序名称▲挖芯涂胶工具、设备工序图及工序内容1.在地板挖孔周边涂抹密封胶Epibond 420 A/B 或EA9309.3NA。
注:将挖孔周边填满为止。
工序号11 工序名称▲插件涂胶工具、设备工序图及工序内容1.在插件边缘涂抹密封胶Epibond 420 A/B或EA9309.3NA。
注:周边全部涂满。
工序号12 工序名称安装插件工具、设备工序图及工序内容1.胶涂满后,将插件从地板的下表面插入孔中。
A320地板梁型面加工工艺优化研究
A320地板梁型面加工工艺优化研究李先健;王浩;李维亮【摘要】针对A320前起落架舱地板梁批量大、型号多,两边侧壁较薄,工件结构刚性差等特性,型面加工的工艺方案存在表面质量差、加工效率低、工件装夹出错率高等问题,结合生产质量提升需求,提出使用分离式专用工装的工艺优化方案,达到提升型面表面质量,提高生产效率的目的.%For the A320 front landing gear compartment's floor beam's profile have large quantities and many models,both sides of the thin wall,poor structural rigidity and other features,surface treatment process has poor surface quality,low processing efficiency,the higher part of the error rate.With the improvement of production quality requirements,propose the use of separate special tooling process optimization program to improve the surface quality of the surface and improve production efficiency purposes.【期刊名称】《制造技术与机床》【年(卷),期】2018(000)004【总页数】4页(P122-125)【关键词】地板梁;型面;加工工艺;工艺优化【作者】李先健;王浩;李维亮【作者单位】成都飞机工业(集团)有限公司结构件厂,四川成都610091;成都飞机工业(集团)有限公司结构件厂,四川成都610091;成都飞机工业(集团)有限公司结构件厂,四川成都610091【正文语种】中文【中图分类】TH162随着飞机性能的不断提高,铝合金薄壁零件以其重量轻、强度高等结构特点,广泛应用于现代航空制造领域;飞机地板梁是飞机机身的主要组成部分,主要承受飞机飞行载荷、地面载荷以及压力载荷,属于飞机上的关键承力结构件。
A320地板修理

小时或 3 个月内更换地板
修理:图 3-1
损伤区域直径>250mm ★
★ 如果损伤区域的总面积超过地板面积的 10%,则更换地板。
图 1-3 A 区地板非穿孔损伤的修理极限
第 1-5 页 2003. 6
A320 地板修理工艺标准
1
在同一地板上,直径小于 85mm 的损伤区域与相邻损伤区域之间的最小距离
A320 地板修理工艺标准
2. 修理
A. A 区地板穿孔损伤的修理
注:该修理仅适用于损伤直径≤70 mm(2.76in.)的客舱地板。
(1)修理材料(详见表 2-1)
项目 名称
数量
材料
1 补片
参见图 2-2
胶粘剂(金属/金属)
材料号 NO. 08-017(EA9309.3NA)
清洁剂
材料号 NO. 11-003 或 11-004(MEK/ 三氯乙烷)
第 2-2 页 2003. 6
A320 地板修理工艺标准
(3)双面穿孔修理步骤(参见图 2-2) 警告:清洁剂(MEK/ 三氯乙烷)是危险品。 通用蜂窝填料(AW106+HV9530)是危险品。 胶粘剂(金属/金属)(EA9309.3NA)是危险品。
a. 用清洁剂(MEK/ 三氯乙烷)清洗修理区域。 b. 切掉损伤材料,切口成规则形状(参见图 2-2)。注:上表面切口大于下表面切口。 c. 用清洁剂(MEK/ 三氯乙烷)清洗修理区域。 d. 重新评估损伤尺寸,并由此确定损伤是否在该修理方案所允许的范围内。 e. 用层压树脂(LY560+HY560,质量配比 100:27)和 181#玻璃布制作下表面补片。 f. 加温加压,固化补片(50℃时,15 小时;80℃时,4 小时),并将其切割到所要求的
737NG货舱地板安装工艺提示
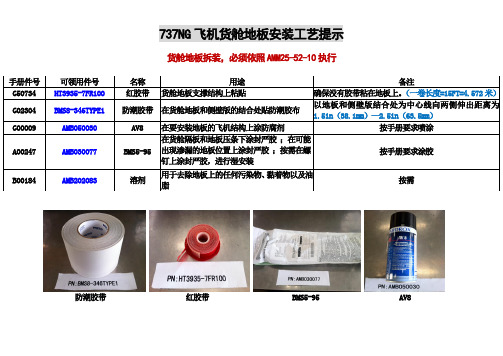
AMB050030
AV8
在要安装地板的飞机结构上涂防腐剂
按手册要求喷涂
A00247
AMB030077
BMS5-95
在货舱隔板和地板压条下涂封严胶;在可能出现渗漏的地板位置上涂封严胶;按需在螺钉上涂封严胶,进行湿安装
按手册要求涂胶
B00184
AMB202083
溶剂
用于去除地板上的任何污染物、黏着物以及油脂
按需
防潮胶带红胶带BMS5-95 AV8
737NG飞机货舱地板安装工艺提示
货舱地板拆装,必须依照AMM25-52-10执行
手册件号
可领用件号ຫໍສະໝຸດ 名称用途备注G50734
红胶带
货舱地板支撑结构上粘贴
确保没有胶带粘在地板上。(一卷长度=15FT=4.572米)
G02304
BMS8-346TYPE1
防潮胶带
在货舱地板和侧壁版的结合处贴防潮胶布
以地板和侧壁版结合处为中心线向两侧伸出距离为1.5in(38.1mm)—2.5in(63.5mm)
一种飞机货舱地板加工装置
专利名称:一种飞机货舱地板加工装置专利类型:实用新型专利
发明人:贺贝贝,刘开,张乾,常谦,陈鹏申请号:CN202121127229.3
申请日:20210525
公开号:CN215618336U
公开日:
20220125
专利内容由知识产权出版社提供
摘要:本实用新型涉及地板加工装置领域,更具体的说是一种飞机货舱地板加工装置,包括底座、滑槽、滑杆、滑道、滑块A和切刀,底座上固接有滑杆,底座的两端上均设置有滑槽,底座上固接有滑道,滑杆上摩擦滑动有滑块A,滑块A上转动连接有切刀。
还包括滑块B、伸缩杆A和鼓风器,滑块B滑动连接在滑道内,滑块B上固接有伸缩杆A,伸缩杆A上转动连接有鼓风器。
还包括支撑板、伸缩杆B、夹板、移动轮和支撑块,支撑板的两端上均固接有伸缩杆B,两个伸缩杆B上均固接有夹板,两个夹板与两个伸缩杆B之间均设置有拉簧,支撑板转动连接在支撑块上,支撑块的两端上均转动连接有移动轮,两个移动轮分别转动连接在两个滑槽内。
申请人:天津海特飞机工程有限公司
地址:300300 天津市滨海新区空港国际物流区第三大街28号
国籍:CN
代理机构:北京权智天下知识产权代理事务所(普通合伙)
代理人:蔡金花
更多信息请下载全文后查看。
民用飞机货舱地板设计研究
民用飞机货舱地板设计研究作者:印春伟来源:《科技视界》2019年第03期【摘要】货舱是飞机上装载货物的主要舱体。
货舱地板结构是构成货舱的主要部件,它和货舱门、货舱内饰共同构成了货舱包络面。
本文以某型飞机货舱地板为例,介绍民用飞机货舱地板设计过程中的关键因素。
【关键词】货舱;地板;防腐蚀;防火中图分类号: V223.2 文献标识码: A 文章编号: 2095-2457(2019)03-0207-001DOI:10.19694/ki.issn2095-2457.2019.03.086Structure Design of Cargo Floor in Commercial AircraftYIN Chun-wei(Shanghai Aircraft Design and Research Institute, Shanghai 201210, China)【Abstract】Cargo compartment is the space in aircraft that carries cargo. Cargo compartment floor is the main part of cargo compartment, which makes up the cargo envelope together with cargo door and cargo interior. This thesis introduces the key factors of cargo compartment floor design in commercial aircraft with a case study.【Key words】Cargo Compartment; Floor; Corrosion Protection; Fire Protection1 货舱地板的功用在现代民用机型中,货舱按货物装载形式可分为两种构型:集装箱货舱和散装货舱。
飞机结构及加工工艺全

A380、B7771机体结构机头系统组成包含零件图片备注鼻锥?Radome雷达罩雷击保护条(lightning strikeprotectionstrips黄色为雷击保护条,材料铜Cockpit驾驶员座舱驾驶员座舱结构图Noselandinggear bay前起落架舱下部有电子舱和前轮舱,包括电子舱的接近门等开口和对前轮舱的各种支撑./可以看到飞机的顶升点。
装在FR8上.FWDpressurebulkhead前压力隔框前压力隔框FR1,厚度为1.6mm,可以看到前部有水平的加强筋.在隔框有垂直的加强筋.为防鸟击在压力隔框前装有6mm厚的AFRP芳纶纤维蜂窝复合材料机身弯曲链接部位1.客舱压力;2.鸟击;3.着陆时的冲击;4.碰撞时的冲击和快速卸压;5.空气动力;6.飞机顶撑;7.机身的抗弯曲能力。
图片起落架机翼:2×4刹车装置、承力支柱、减震器(常用承力支柱作为减震器外筒)、收放机构、前轮减摆器和转弯操纵机构等。
sooopsl 的高压液压源机身:2×6机头:1×22动力系统发动机核心机左栏第一张图片是安装发动机的装置;第二张图片是发动机;涡轮组件附件及齿轮箱其它燃油系统(航空汽油用于活塞发动机;航空煤油用于燃气涡轮发动机.)飞机燃油系统飞机的燃油系统由油箱、供油系统、通气系统、加油放油系统和指示系统组成。
第一张为飞机结构燃油箱;第二张图片为飞机系统供油图.辅助动力装置(APU )其作用是向飞机独立地提供电力和压缩空气,也有少量的APU 可以向飞机提供附加推力。
(A320)动力部分:单级钛合金压缩比为6:l 的离心压气机,环形回流燃烧室,单级径向内流式涡轮。
下图所示为APU 动力装置在尾椎上的排气口,进气口则在垂直尾翼上。
(A380)(A320)附加齿轮箱:附件齿轮箱安装在离心压气机外包的末端并由动力部分驱动。
它由驱动垫来驱动:一个AC 发电机,二个起动机马达,一个发电机滑油回油泵,一个燃油控制和润滑泵,一个冷却风扇。
民用飞机货舱地板设计研究
民用飞机货舱地板设计研究印春伟【摘要】货舱是飞机上装载货物的主要舱体.货舱地板结构是构成货舱的主要部件,它和货舱门、货舱内饰共同构成了货舱包络面.本文以某型飞机货舱地板为例,介绍民用飞机货舱地板设计过程中的关键因素.【期刊名称】《科技视界》【年(卷),期】2019(000)003【总页数】2页(P207,232)【关键词】货舱;地板;防腐蚀;防火【作者】印春伟【作者单位】上海飞机设计研究院,中国上海 201210【正文语种】中文【中图分类】V223.21 货舱地板的功用在现代民用机型中,货舱按货物装载形式可分为两种构型:集装箱货舱和散装货舱。
相应的货舱地板就必须满足这两种货物装载要求。
对于集装箱货舱,货舱地板的主要功用是隔离货物与货舱底部结构、提供维护人员踩踏;对于散装货舱,除了上述两点之外,货舱地板还承受货物载荷,并将载荷传递至机身结构。
2 货舱地板设计目标货舱地板结构设计目标是:应能在保证装载货物功能前提下,满足强度、刚度等各项要求,满足防腐蚀要求,保持高寿命和高可靠性,易于拆装维护,力求使结构重量最轻。
3 货舱地板设计要求货舱地板在全寿命使用中必须满足以下要求:a)强度、刚度要求:货舱地板结构必须满足静强度、动强度、刚度等要求;b)维修性要求:货舱地板要易于拆装维护,应具备单面拆装功能,还需具备完全互换性;c)防腐蚀要求:货舱地板应具备防腐蚀能力,确保地板以下结构与设备免受舱内液体侵蚀。
d)防火设计要求:构成货舱地板的所有材料必须满足25.855(d)[1]条的阻燃要求。
4 某型飞机货舱地板设计4.1 货舱方案选择设计初期通过对国内多家航空公司的调研发现,客户对货舱构型的需求主要为散货舱构型。
而考虑到今后的发展趋势,有很大一部分客户希望货舱构型可以方便地在散货舱和集装箱式货舱之间切换。
因此某型飞机货舱基本构型设计为散货舱构型,按CCAR25部第25.857条规定为C级货舱,其截面可装载LD3-45型集装箱,方便后续按需改装。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工艺规程
编号:YD-JSGY-2012-001
产品名称:飞机客、货舱侧板、地板
编制:
审核:
批准:
凌海远达航空科技有限公司
修订记录
工序
注:▲为检验员必检项目。
工序号 3 工序名称插件定位工具、设备
工序图及工序内容1. 根据图纸尺寸对需要安装插件的地方标记钻
孔位置。
工序号 4 工序名称钻孔工具、设备钻孔工具
工序图及工序内容1.在标记钻孔位置处,用手钻或台钻进行钻孔。
2.钻孔钻头尺寸选用
插件规格选用钻头规格
TF-20 φ11.1mm
T-303 φ11.1mm
3.钻孔时,先小孔定位(用φ
4.9-
5.0mm钻头),再用φ11.1mm钻头钻孔。
注:必须保证所钻孔与地板表面保持垂直。
工序号 6 工序名称▲挖芯工具、设备挖芯工具
工序图及工序内容1.使用挖芯工具进行挖芯;
2.挖芯深度为3-5mm。
注:1.挖芯时必须十分小心,不得碰到地板表面。
2.检查挖芯尺寸是否达到工艺要求。
此图所
展示的深度为4mm左右。
工序号7 工序名称打磨工具、设备
1.用砂纸对钻孔周边进行打磨,增强粘接力。
工
序
图
及
工
序
内
容
工序号8 工序名称▲挖周边胶槽工具、设备挖槽工具
工序图及工序内容1.用挖槽工具沿着地板的周边打磨6mm左右涂胶槽。
2.用气源将其吹扫干净。
注:挖涂胶槽时一定要小心,不要碰到地板的两个表面。
工序号9 工序名称清洗插件工具、设备
工序图及工序内容1.对插件进行去污脱脂,方法是将其放入溶剂中清洗。
注:溶剂选用:
插件规格溶剂名称
TF20 丙酮/酒精
T-303 丙酮/酒精
工序号10 工序名称▲挖芯涂胶工具、设备
工序图及工序内容1.在地板挖孔周边涂抹密封胶Epibond 420 A/B 或EA9309.3NA。
注:将挖孔周边填满为止。
工序号11 工序名称▲插件涂胶工具、设备
工序图及工序内容1.在插件边缘涂抹密封胶Epibond 420 A/B或EA9309.3NA。
注:周边全部涂满。
工序号12 工序名称安装插件工具、设备
工序图及工序内容1.胶涂满后,将插件从地板的下表面插入孔中。
注:1.要注意在底部边缘不要压出过多密封胶。
2.必须保证插入件的上下两件位于同一圆
心上,以免在紧固时损坏插件。
3.带滑窝的为上插件,不带滑窝的为下插
件。
工序号13 工序名称固定插件工具、设备
工序图及工序内容1. 把放入插件的地板放在平稳、坚固的平台上。
2. 用手锤轻敲上插件,使其与地板表面齐平。
注:也可以用手板压力器紧固插件。
力量不要太大,只要保证插件与地板表面齐平即可。
工序号15 工序名称▲检验工具、设备
工序图及工序内容插件安装完成后,进行检验。
检验标准为插件边缘应与地板表面齐平或略低于地板表面,并且周边没有损坏。
工序号16 工序名称拌封边胶工具、设备
工序图及工序内容1.将胶FST 495-14或Epocast1638A/B按比例搅拌均匀。
注:混合后胶的颜色应均匀,且粘性一致。
工序号17 工序名称▲密封周边工具、设备
工序图及工序内容1.给地板周边槽填充边缘胶。
2. 在胶变硬之前,用压舌板或抹刀将其抹平。
注:边缘封胶时,必须保证胶不低于地板边缘。
3.定型后的胶必须平滑并与地板边缘齐平。
注:如胶高出地板边缘,用砂纸将其修平,使其与地板边缘齐平。