焊接工艺评定任务书
焊接工艺评定任务书--中英文

工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线( X射线100% )、超声( )、表面( )
力学及弯曲性能试验
项 目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
侧弯
焊缝
热影响区
2
/
4
3
3
宏观金相
/
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
工作介质
备
注
要求检验项目
外观检查
100%
无损探伤
射线( )、超声( )、
表面(着色100% )
力学及弯曲性能试验
项 目
拉伸
弯曲
冲击
试样数量
焊接接头
全焊缝
面弯
背弯
焊缝
热影响区
/
/
/
/
/
/
宏观金相
4
微观金相
/
接头硬度分布测定
/
熔敷金属化学成分
/
其他项目
/
编制
日期
审核
日期
焊接工艺评定任务书
任务书编号
R200006
Wang Ji Yun
日期
Date
批准
Approved by
Li Wen Liang
日期
Date
焊接工艺评定任务书
任务书编号
R010907
工艺评定编号
P010907
母 材
焊接工艺评定任务书

5、当无法制备5mmx10mmx55mm小尺寸冲击试样时,母材)
要求完成日期
制订
日期
审核
日期
(注4、5)
金相
接头拉伸(注1)
全焊缝
拉伸
面弯
背弯
侧弯
焊缝区
热影响区(注4)
宏观
显微
注:
1、一根管接头全截面试样可以代替两个带肩板形拉伸试样。
2、当试件焊缝两侧的母材之间、或焊缝金属和母材之间的弯曲性能有显著差别时,可改用纵向弯曲试验代替横向弯曲试验。纵向弯曲时,取面弯和背弯试样各2个。
3、当试件厚度T≥10mm时,可以用4个横向侧弯试样代替2个面弯和2个背弯试样。组合评定时,应进行侧弯试验。
焊接工艺评定任务书编号:GGC/QR23-8
任务来源
产品编号
产品名称
评定名称
pWPS编号
焊接方法
焊后热处理
母材钢号
母材类组别
规格
接
头
型
式
评定标准
试件无损检验项目:□外观□RT□UT□MT□PT□ET
力学性能试验、弯曲试验和金相试验项目及取样数量
试件母材的厚度T
mm
拉伸试验,个
弯曲试验(注2),个
冲击试验
焊接工艺评定任务书电力建设工程公司

评定结果
试验单位
报告 编号
微观
硬度检验结论: 试样编号
母材
焊缝
试验单位
报告编号
焊接工艺评定报告(续表 3)
其它检验项目名称及结论: 试样编号
缺陷情况
评定结果
试验单位
报告编号
其他检验项目名称及结论 试样编号
缺陷情况
评定结果
试验单位
报告编号
综合评定结论:
工艺评定报告编制人员及资质
责任 编制 审核 批准
良好
硬度 (HB)
其它 评定单位
责任 编制 审核 批准
电力建设第二工程公司焊接技术中心
评定任务书签发人员及资质
姓名
资质(职称)
日期
签发评定任务部门盖章
年月日
年月日
年月日
焊接工艺评定方案
编号: 任务书编号
产品名称
评定项目 评定钢材
钢材牌号
评定目的
与
类级别
类 级与 类 级
钢材厚度
直径
评定钢材成分、性能复核结论
检验报告编号
钢材焊接性 接头型式及焊道设计
接头种类
验证资料编号
对口简图:
焊道简图:
坡口型式
衬垫及其材料
焊道设计
焊缝金属厚度
焊接方法
种类
填充材料和保护气体
焊接 材料
焊丝型号 焊条(剂)型号
钨极型号
规格 规格 规格
自动化程度
气体种类 保
护 气
背面保护
体 拖后保护
流量 流量 流量
其他 试件检验项目
检验项目
设备情况
1
设备类别
设备品种(型式) 设备型号(参数)
不锈钢焊接工艺评定
受控状态文件编号:OF/GYHJ-01发放编号00 版本号: A版焊接工艺评定报告编制:桑叶日期:2012年02月 28 日审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01 焊接工艺评定书(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)母材 牌号 0Gr18Ni9 接 头 示 意 图规格 D60×4.0焊 接材 料焊条牌号 规格 焊丝 牌号 ER304 规格 D2.0 焊剂牌号 规格焊接方法 手工氩弧焊其他 技 术 要 求焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能拉伸(GB228)数 量 2 件 冲击 ∕弯曲 (GB232)项目数量 各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 5.2 焊缝区 ∕ 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀 ∕合 格 标 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤JB/T 4730.2-2005射线检测∕机 械 性 能 拉伸 GB228 金 相宏 观 ∕ 弯曲 GB232 冲击 ∕ 硬度 ∕ 微 观∕其他 ∕金 相 ∕∕ 晶间腐蚀 ∕编制桑叶日期2010.04.20二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:V型衬垫(材料及规格):无其他:采用机械加工坡口焊接工艺指导书(续表2)三、焊接工艺评定报告(表3)单位名称:中色十二冶金建设有限公司焊接作业指导书编号:WPS-01 焊接工艺评定报告编号:PQR-01焊接方法:手工氩弧焊机械化程度:手工接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号:0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:4 mm直径:60 mm其他:焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)保护气氩气99.95% 8-15尾部保护气背部保护气氩气99.95% 4-6填充金属:焊材标准:YB/T 5092-96焊材牌号:ER304焊材规格:Ф2.0焊材金属厚度:其他:电特性:电流种类:逆变式极性:正极钨极尺寸:Ф2.0焊接电流(A):90-120电弧电压(V):12-16其他:焊接位置:对接焊缝位置水平转动方向:(√向上、向下)角焊接位置方向:(向上、向下)技术措施:焊接速度(cm/min):7-14摆动或不摆动:略摆动摆动参数:小摆动多焊道或单焊道(每面):单道焊多丝焊或单丝焊:单丝其他:预热:预热温度(℃)层间温度(℃)其他:编制:桑叶日期:2010.04.28 审核:陈海强日期:2010.04.28 批准:陈明华日期:2010.04.28四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)。
焊接工艺评定书

受控状态文件编号: OF/GYHJ-01发放编号 00 版本号: A版]焊接工艺评定报告编制:桑叶日期:2012年02月 28 日)审核:陈海强日期:2011年02月 28 日批准:陈明华日期:2011年02月 28 日编号:PQR-01焊接工艺评定书·(不锈钢管-手工氩弧焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2)三、焊接工艺评定报告(表3)四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定焊缝外观检查表(表5)六、附件1.试样检测报告2.试样材料质量检验证明书/3.焊接材料质量质量证明书一、焊接工艺评定任务书(表1)。
母材牌号 0Gr18Ni9 接 头 示 意 图! 规格 D60× 焊接 材 料焊条 牌号 规格 焊丝 牌号 ' ER304规格 焊剂… 牌号 规格焊接方法 、 手工氩弧焊其他技 术 要 求、 焊缝外观质量√ 射线探伤 √ 其他∕机 械 性 能》拉伸(GB228)数 量 2 件冲击∕弯曲 (GB232)项目数量 》各 项 指 标面弯 2件 弯曲直径 12 热影响区 ∕ 背弯 2件 支座间距 焊缝区 ∕ % 侧弯 ∕弯曲角度180° 其他∕金相 宏观 ∕ 微观∕ 晶间腐蚀∕合 格 标 · 准外观质量 不允许存在未熔合、裂缝、气孔、夹渣、弧坑、未焊透X 射线探伤 JB/T 射线检测∕机 $拉伸 GB228 金 相宏 观∕弯曲GB232二、焊接工艺指导书(表2)焊接接头:简图:(接口形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式: V型衬垫(材料及规格):无其他:采用机械加工坡口'注:对每一种母材与焊材的组合均需分别填表焊接工艺指导书(续表2)..钨极类型及直径铈钨棒ФФ喷嘴直径(mm)Ф8-10熔滴过度形式焊丝送进速度(cm/min)技术措施:摆动焊或不摆动焊:略摆动摆动参数:小摆动焊前清理和层间清理:坡口两侧20mm清理背部清根方法:…单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝导电嘴至工件距离:锤击:其他:第三方检验编制:桑叶日期:审核:陈海强日期:批准:陈明华日期:三、焊接工艺评定报告(表3)单位名称:上海欧坊医疗机械设备有限公司焊接作业指导书编号: WPS-01 焊接工艺评定报告编号: PQR-01焊接方法:手工氩弧焊机械化程度:手工,接头简图:(坡口形式、尺寸、衬底、每种焊接方法或焊接工艺、焊接金属厚度)母材:材料标准:GB/T14976 -2002钢号: 0Gr18Ni9类、组别号:Ⅶ-1 类、组别号:Ⅶ-1 相焊厚度:3 mm焊后处理:热处理温度(℃)保温时间(h)气体:气体种类混合比流量(L/min)焊接工艺评定报告(续表3);焊接工艺评定报告(续表3)编制:桑叶日期:审核:陈海强日期:批准:陈明华日期:四、焊接工艺评定施焊记录表(表4)五、焊接工艺评定外观检查表(表5)—检查者:祁学成日期:施焊者:陈明美日期:编号:PQR-02焊接工艺评定书(紫铜管—氧乙炔焰银钎焊)目录一、焊接工艺评定任务书(表1)二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5)(六、附件1. 试样检测报告 2.试样材料质量证明书 3. 焊接材料质量证明书/一、焊接工艺评定任务书(表1)母材牌号 紫铜管TP2接 头 示 意 图规格 Ф22×焊 接 材料 焊条 牌号 (/ 规格/ 焊丝"牌号 L209 规格扁丝二、焊接工艺指导书(表2)焊接接头:管状承插式简图:(接口形式、接头间隙、搭接长度)、坡口形式:∕接头间隙:搭接长度: 15-20mm 接头及坡口形式接头焊缝示意母材:类别号紫铜管Ι与类别号紫铜管Ι相钎焊或标准号 GB/T 1527-2006 牌号 TP2 与标准号 GB/T 1527-2006 牌号 TP2 相钎焊厚度范围:母材:管径范围:不限搭接长度范围: 15-20mm 焊前清理方法: 用细纱布清理其他:—钎焊接材料:焊材类别低银钎料银钎焊溶剂焊材标准GB/T 6418-2008Q/JBAY13-2009焊材型号BCu91PAg QJ101焊材规格\扁丝≤80目焊材牌号L209飞机牌制造厂商上海斯米克焊材有限公司上海斯米克焊材有限公司漫流位置:水平漫流钎料垫加方式:随焊随加钎料技术措施:由合格焊工施焊钎焊后清理方法:焊件冷却至80以下时,用热水冲洗并用钢丝刷除去多余的焊剂、熔渣。
焊 接 工 艺 评 定 任 务 书 热力管道
焊缝金属化学成分分析:(结果)
其它:
结论: 本评定按 JB/T4730-2005 规定焊接试件检验式样,测定性能,确认式样记录正确。
评定结果
合格、
施焊
(签字)
焊接时间:
年月日
填表 (签字)
日期:
年月日
(签字)
审核
日期:
年月日
焊接工艺评定记录
焊工姓名
评定项目 焊接设备 试件编号 焊接方法 施焊日期 记录人
摆动参数
喷嘴尺寸
焊前清理或层间清理 焊前钢刷除锈,层间清理打底面
背面清根方法
不要求
导电嘴至工件距离(每面)
多道焊或单道焊(每面)
多道
多丝或单丝
单丝
焊接速度(范围)
其它
(环境温度、相对温度)
编制
日期
审核
日期
焊 接工 艺 评 定 报 告
单位名称:山东德建集团安装公司
批准人签字:
焊接工艺评定编号:HP-32 日期:10.522 焊接工艺指导书编号 GTAW(SMAW)-II-Fe-3/219Fe-02
正极
焊条标准:
GB/T8110-1995 电流种类;
直流
焊条牌号:
E4303
极性:
正极
焊丝钢号、尺寸: H08A
焊接电流(A):100~150 电压(V): 12
焊剂牌号:
其它:
焊接位置:
对接焊缝位置: 向上
上、向下)
角焊缝位置:
预热:
不要求
预热温度 不要求
层间温度 不要求
其它
不要求
技术措施:
方向(向 焊接速度
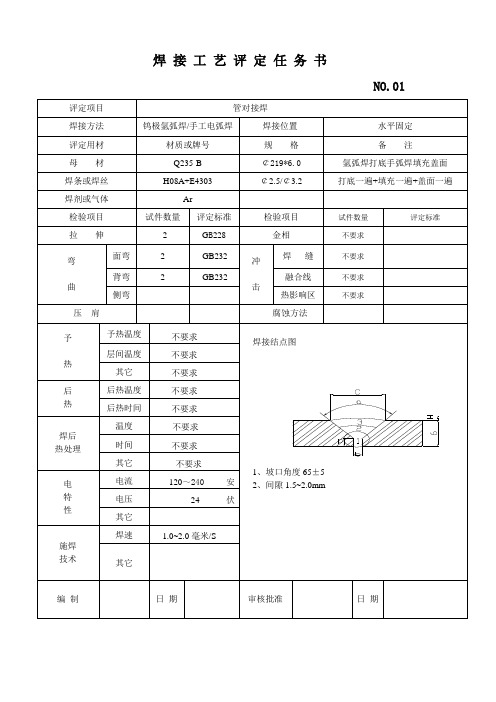
焊接工艺评定任务书
NO.01
不锈钢焊接工艺评定

/
2 Ws 316LSi φ2.0 直流正接 80-90 12-13
35-40
/
3 Ws 316LSi φ2.0 直流正接 80-90 12-13
45-55
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
/
焊接技术:
/
/
无摆动清理方法
手工
其
他
/
焊接工艺评定报告 1
XX公司焊培中心
油、汽管道 手动
1.5-9mm
δ≤16 α=30°~35° b =2~3 P =0.5~1.5
母材: 类号 Ⅷ 级号 1 钢号 1Cr18Ni9Ti 与类号Ⅷ 级号 1 钢号 1Cr18Ni9Ti
试件: 母材厚度 4.5mm
焊缝金属厚度 5-5.5mm 管材直径 φ60mm
电(火)特性:
保持方式
/ 年月日 年月日 年月日 年月日
(单位盖章)
焊接工艺评定报告
编号:B13-2001-01
任务书编号
13-2001-01
评定单位
评定项目
外观、拉伸、弯曲、断面、金相等
产品名称
评定方案
F13-2001-01
批准日期
焊接方法
Ws
手动/自动
应用标准
SD340-89 DL5007-92
覆盖厚度
接头:
简图:
接头形式: 焊接位置: 焊接方向:
管对管 水平固定
向上
XX公司焊培中心
油、汽管道
2019年焊接工艺评定任务书.doc

--------下面红色部分是赠送的工作总结,不需要的朋友可以编辑删除!谢谢行政管理干部个人总结20XX年上半年,在公司的正确领导下,在各科室部门的大力支持下,我按照公司的工作部署和工作要求,严格执行公司的工作方针,围绕中心,突出重点,狠抓落实,注重实效,在自身工作岗位上认真履行职责,做好各项行政管理工作,较好地完成了工作任务,取得了一定的成绩。
现将20XX年上半年个人工作情况总结如下:一、抓好自身建设,全面提高素质我作为一名负责公司行政管理的干部,肩负着公司赋予的重要工作职责,知道自己责任重大,努力按照政治强、业务精、善管理的复合型高素质的要求对待自己,加强政治理论与业务知识学习,把它学深学透,领会在心里,运用到具体实际工作中,以此全面提高自己的政治、业务和管理素质。
在实际工作中,我做到公平公正、清正廉洁,爱岗敬业、履行职责,吃苦在前,享乐在后,全力实践“团结、务实、严谨、拼搏、奉献”的时代精神,提高工作效率与工作质量,为职工群众做好表率作用,促进公司整体工作发展。
二、刻苦勤奋,全面做好行政管理工作行政管理工作范围广,日常事物多,涉及车辆、食堂、安全、卫生等方方面面工作,工作看起来虽然细小,但都与公司的整体工作紧密相关,丝毫不能马虎。
为此,我严格要求自己,精益求精、一丝不苟地认真做好各项工作,确保工作质量,让公司领导放心,让职工群众满意。
(一)加强车辆管理,保障公司用车需求我分管公司6辆汽车,按照公司车辆管理要求,认真做好各项工作,确保行车安全。
一是抓好驾驶员管理,要求驾驶员必须严格遵守国家法律、交通法规和公司的各项规章制度,认真学习业务知识,提高驾驶技术,按规定参加安全教育和学习,增强法律观念,确保行车安全。
二是抓好车辆管理,严格执行派车制度,规范使用车辆派车单,用车结束后,执行车辆归位制度,将车辆停放在规定范围内。
同时要求驾驶员做好日常保养维护、清洗工作,每月对车辆安全和技术状况进行一次检查,保持车辆性能良好、卫生整洁;做好出车前和收车后的检查工作,排查车辆存在的安全隐患,坚决不让车辆带病行使。
焊接工艺评定书

保护气体
氩气
流量
12L/min
背面保护气体
流量
电特性
焊层
道号
焊
接
方
法
焊接材料
电流范围
(A)
电压范围
(V)
焊接速度
(mm/min)
其它
牌号
直径
1-1
Ws
TIG-J50
Ф2﹒5
直流正接115-120
12-24
67.4-69
2-1
Ds
J507
Ф3﹒2
直流反接95-105
24-26
45.8-66.1
共5页,第2页
24-26
55-90.5
6-2
Ds
J507
Ф4
直流反接130-145
24-26
54-92
施
焊
技
术
无摆动焊或摆动焊
打底无摆动焊,其余摆动焊
焊嘴尺寸
Ф9
焊道清理方法
用扁铲、锯条、锉刀等
清根方法
导电嘴与工件距离
10mm
其它
钢材或焊材复验结果
编号
牌号
规格
C
Mn
Si
Cr
Mo
V
S
P
Ni
TIG-J50
Ф2.5
0.086
5–2
Ds
J507
Ф4
直流反接130–150
20–30
50–80
6–1
Ds
J507
Ф4
直流反接130–150
20–30
50–90
6–2
Ds
J507
Ф4
直流反接130–150
20–30
焊接工艺评定书

附件1青岛海湾大桥沧口航道桥钢箱梁及钢塔柱加工制造焊接工艺评定试验任务书(送审稿)编号编制复核批准公司为了确保青岛海湾大桥沧口航道桥钢箱梁及钢塔柱制造质量,按照设计图纸及招标技术文件要求,在全桥的焊接接头中选择具有代表性的焊接接头进行焊接工艺评定试验,以确保钢箱梁及钢塔柱焊接工艺合理可靠。
1.焊接工艺评定试验方案编制依据1.1青岛海湾大桥沧口航道桥钢箱梁及钢塔柱制造焊接工艺评定试验以设计图为依据,并遵循“招标文件”中的有关规定。
1.2公路桥涵施工技术规范(JTJ041-2000)1.3铁路钢桥制造验收规范(TB10212-98)2.评定用钢板2.1青岛海湾大桥沧口航道桥钢箱梁锚箱及锚固腹板、钢塔柱主体结构采用Q390D钢,钢箱梁其他主体结构均采用Q345D钢,其技术标准应符合《低合金高强度钢》(GB/T1591-94)的相关要求。
2.2受锚箱受力的要求,钢箱梁锚固腹板与斜拉索锚固腹板应为抗层状撕裂钢材。
2.3评定用钢板的选用原则为挑选碳、磷、硫等化学成分偏标准上限进行制备。
2.4试板采用大生产用钢板,评定用试板的轧制方向应与产品实际接头相同。
3.焊接材料3.1根据钢板选择与母材相匹配的焊接材料,焊接材料符合以下国家标准的规定:名称型号标准名称标准编号焊条E5015《碳钢焊条》GB/T5117-1995 CO2焊实芯焊丝ER50-6 《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T8110-1995 CO2焊药芯焊丝E501T-1 《碳钢药芯焊丝》GB/T10045-2001 埋弧焊丝H10Mn2 《埋弧焊用碳钢焊丝和焊剂》GB/T5293-1999 埋弧焊剂SJ101q 《埋弧焊用碳钢焊丝和焊剂》GB/T5293-1999 3.2用于试验的钢材和焊材质量证明书应齐全、数据合格,并按规定取样复验合格,方可用于焊接试验。
4.焊接设备4.1 埋弧自动焊:DC-1000直流电源配LT-7焊机;ZP5-1250直流电源配MZ1-1000焊机。
压力管道焊接工艺评定
委托编号: YHGPS-10
名称:焊接工艺评估试件
工艺评估编号: D-B1-6HP010
试件编号: 1、2
材料牌号: Q235-B
材料规格: T=6mm
焊接材料: J422
焊接措施:手工
焊接位置:平位
坡口型式: Y形
焊工编号: TS6JTYN120529
热处理状态: /
直径: /
直径:/
焊后热处理:
热处理温度: /℃
保温时间: / h
保温时间:/h
保护气体:
尾部保护气: /流量/ L/min
背面保护气: /流量/ L/min
背面保护气:/流量/L/min
焊接材料:
焊条原则: GB5117
焊条牌号、直径: J422、Ф3.2.Ф4.0
焊丝牌号、直径: /
焊剂牌号: /
结论:本评估按GB50236-98规定焊接试件、检查试样,测定性能,确认试验记录对旳,评估成果:合格
结论:本评估按GB50236-98规定焊接试件、检查试样,测定性能,确认试验记录对旳,评估成果:合格
施焊:施焊日期: 2023.09.10
填表:日期: 2023.09.10
日期: 2023.09.10
焊缝
常温
80.0
合格
4
475.9
断母材
焊缝
常温
78.0
合格
5
6
7
8
9
试验原则:GB/T228, GB/T232, GB/T229
结论:该试件,经检查合格
试验:
无损探伤报告
编号: 030701
产品名称:焊接工艺评估试件
产品编号: YHGPS-05
泰州长江公路大桥焊接工艺评定试验任务书

1. 评定用钢材2. 焊接材料3. 焊接工艺评定项目4. 评定试板焊缝质量要求5. 接头力学性能试样的制取及试验6. 焊缝类型7. 焊接设备8. 焊接工艺评定报告内容泰州大桥焊接工艺评定任务书以泰州长江公路大桥跨江大桥工程施工图设计第二册第一分册《钢箱梁》设计图纸、《铁路钢桥制造规范》(TB10212-98)、《公路桥涵施工技术规范》(JTJ041-2000)和《公路桥钢箱梁制造规范》(DB32/T947-2006)等为依据编制。
1. 评定用钢材1.1 焊接工艺评定试验所采用的试板材质与设计图的要求一致,为Q345D和Q370qD钢,其化学成分、力学性能等指标符合现行国家标准《低合金高强度结构钢》GB/T 1591-2008 和《桥梁用结构钢》GB/T 714-2000 的规定。
1.2 工艺评定试验试板的选取,在相同板厚的情况下选用碳、硫、磷成份偏标准上限、且冲击韧性偏标准下限的钢板。
2. 焊接材料2.1 根据本桥用钢板,选择与钢板相匹配的焊接材料:手工焊焊条为E5015;CO2 气体保护焊实芯焊丝为ER50-6(Φ1.2);CO2气体保护焊药芯焊丝为E501T-1(Φ1.2 );埋弧焊焊丝H10Mn2(Φ5.0 )、焊剂为SJ101q。
所有焊接材料的质量均符合表2.1 的规定:表 2.1 工艺评定用焊接材料2.2 焊接材料的应用范围:1)E5015手工焊条:主要用于定位焊和焊缝缺陷的修补等。
2)C O2气体保护焊ER50-6(Φ 1.2 )实芯焊丝:平对接单面焊双面成型的打底和填充;横隔板、直腹板劲板T 型接头角焊缝;T 型肋嵌补段焊缝等。
3)C O2 气体保护焊E501T-1(Φ 1.2 )药芯焊丝:横位的对接焊缝;立位对接焊缝;锚箱部位的有坡口角焊缝、支座部位的有坡口焊缝;闭口肋与顶板、底板部分熔透角焊缝等。
4) 埋弧自动焊焊丝和焊剂H10Mn(2 Φ5.0 )+SJ101q:单面焊双面成型焊缝的填充和盖面;接料焊缝等。
焊接工艺评定任务书HP-16

焊接工艺评定任务书任务书编号:HP-16任务来源焊接工艺申请单编号产品名称/ 产品令号/部(组)件名称/ 部(组)件图号/ 零件名称集箱焊接方法GTAW+SMAW被评接头母材钢号母材类组别规格接头型式12Cr1MoVG ⅢФ38*520 Ⅰδ=5母材机械性能钢号试件规格屈服强度(MPa)抗拉强度(MPa)冲击功(Akv J)延伸率(%)收缩率(%)冷弯角D=3S标准产品试件12Cr1MoVG Ф38*5 325 485-550 35 26-30 / /GB5310 20δ=5 245 410-550 35 24 / /GB5310评定标准:《蒸汽锅炉安全技术监察规程》附录I;JB1613-1993;JB1614-1993 试件无损检查项目:√外观□MT √PT □RT □UT试件理化性能试验项目项目拉伸弯曲冲击金相硬度化学分析接头全焊缝面弯背弯侧弯宏观微观试样数量/ / / / / / 2 / / / 补充试验项目(不作参考)性能试验合格标准(按试件母材):1VE:按JB1613-1993《锅炉受压元件焊接技术条件》第9.3,9.4条;2金相:按JB/T2636《锅炉受压元件焊接金相和断口检验方法》要求完成日期:制订日期校对日期修改:O工艺评定报告(PQR )第1页 共2页 工艺评定报告编号 PQR NO HP-16 日期 2007年7月1日 工艺指导书编号HZ-16 焊接方法:GTAW+SMAW 自动化程度 √手工 □机械 □半自动 □自动母材 试件接头简图钢号类组别 规格 标准 检验号20I δ=5GB5310-199512Cr1MoVGⅢФ38*5 GB308705-09-01焊接位置坡口焊缝位置 平焊 角焊缝位置 / 立焊方向 □向上 □向下 焊接材料 气体焊接 方法 GTAW SMAW 焊接方法气体 百分组成% 流 量 L/min型号或牌号 TIG-J50 E5015 电弧保护 GTAWAr 99.99 6-9规 格Φ2.5 Ф3.2 焊缝金属厚度气体垫焊剂 牌号 / 尾部保护焊剂 型号 / 施焊技术无摆动或摆动焊 摆动 摆 动 方 法 / 多丝焊或单丝焊 单丝 多道焊或单道焊 单道焊检 验 号 H07-06-01H06-13预热 焊接方法: 预热温度: 层间温度: 预热方法: 焊后热处理加热速度 / ℃/h 保温时间 / h 保温温度 / ℃ 热处理设备 / 冷却方法 / 环境温度:相对温度:焊层焊接 方法填充金属 电流电压 (V)焊接速度 (M/H) 氩气 流 量L/min其 他 过渡方式 型号直径mm类型极性 安培 (A) 1 GTAW TIG-J50 ф2.5 直流正接 95 15 /8 铈钨极Φ2.52 SMAW E5015 Ф3.2 直流反接120 26修改:OPQR NO. HP-16 第 2 页共 2 页焊缝无损检验检验项目外观VE 磁探MT 渗透检验PT 射线探伤RT 超探UT 检验结果合格/ / //检验报告编号不要求/ / //拉伸试验试样号试样尺寸试验温度(℃)屈服强度(MPa)抗拉强度(MPa)断后伸长率(%)端面收缩率(%)断裂位置备注/ // / / / / // / // / / / / //弯曲试样夏比V 型冲击试样试样号试样名称试样数试样尺寸结果D=3T a=50°试样号试验温度(℃)缺口位置冲击吸收功(Akv J)// / // / / / / // / // / / / /金相试验硬度试验型式试样号检验结果焊缝热影响区母材宏观HP-16合格/ / / 微观/ /熔敷金属化学成分(%)试验号 C Mn Si S P Cr Mo V Ni其它试验焊工姓名符强利钢印号119实验室报告编号HP16兹证明本报告所述均属正确,受检焊缝是根据下述指定的工艺评定标准之要求进行准备、焊接和试验的。
焊接工艺评定实训任务书

焊接工艺评定实训任务书一、实训班级09材型A方向(55人)二、时间安排学年第一学期6-9周三、实训目的加强理论与实践的结合,培养综合运用专业知识解决实际问题的能力,为今后从事焊接专业的工作打下良好的基础。
四、实训要求学生按照设计题目的技术要求和指标,查阅文献资料,对给定材料进行焊接性分析,选择焊接工艺(焊接方法、焊接电流,坡口形式、单道/多道焊,焊丝,焊接速度,焊前准备,焊缝保护、焊后处理等);拟定预焊接工艺规程,施焊试件;对试板进行机加工和力学性能试验,检测焊接结构是否符合规定的要求;编写焊接工艺评定报告。
对预焊接工艺规程进行评价。
五、实训各阶段内容第一周:拟定预焊接工艺规程,板材的下料、切取焊接试件,施焊试件;第二周:对焊接试件进行无损检测,如超声波探伤并编写检测报告(每组一份即可),射线探伤;第三周:对焊接试件进行力学性能检验,如拉伸、弯曲、冲击试验;第四周:编写焊接工艺评定报告(每组一份即可)和实训心得(每人一份,3000字)。
实训内容、时间具体安排如下:六、实训的任务分配此阶段实训过程以小组方式,每组7-8人,组长、副组长组织其成员按照任务表的时间,到指定地点完成实训任务,小组其他成员积极配合。
七、参考资料:NB/T 47014-2011 承压设备焊接工艺评定NB/T 47015-2011 压力容器焊接规程NB/T 47016-2011 承压设备产品焊接试件力学性能检验JB/T 4730-2005 承压设备无损检测GB713-2008锅炉和压力容器钢板GB/T 2650-2008焊接接头冲击试验方法GB/T 2651-2008焊接接头拉伸试验方法GB/T 2652-2008焊缝及熔敷金属拉伸试验方法GB/T 2653-2008焊接接头弯曲试验方法八、实验室现有原料、设备清单专科设计题目:1、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q245R焊接方法手工电弧焊2、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q245R焊接方法熔化极气体保护焊3、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R焊接方法手工电弧焊4、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q345R焊接方法熔化极气体保护焊5、低温压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R焊接方法熔化极气体保护焊6、低温压力容器小直径罐体异种材料筒体环缝对接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R和Q245R焊接方法熔化极气体保护焊7、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q245R焊接方法埋弧自动焊本科设计题目:1、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q245R焊接方法手工电弧焊2、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q245R焊接方法熔化极气体保护焊3、压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 18mm罐体材料 Q345R焊接方法熔化极气体保护焊4、低温压力容器小直径罐体筒体对接纵焊缝焊接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 8mm罐体材料 Q345R焊接方法熔化极气体保护焊5、压力容器小直径罐体异种材料筒体环缝对接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.0m罐体壁厚 8mm罐体材料 Q345R和Q245R焊接方法熔化极气体保护焊6设计参数:罐体直径 0.6m罐体长度 1.5m罐体壁厚 12mm罐体材料 Q345R焊接方法埋弧自动焊7、压力容器小直径罐体异种材料筒体环缝对接工艺评定设计设计参数:罐体直径 0.6m罐体长度 1.0m罐体壁厚 8mm罐体材料 Q345R和Q245R焊接方法手工电弧焊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺评定任务书焊接工艺评定任务书编号:HXZX=GP-RWSH-06产品名称水冷壁管应用范围锅炉压力容器评定项目手工电弧焊击穿水平垂直固定焊横位焊评定目的焊接接头质量钢材基本情况刚才牌号#20 类级号I-1规格Φ60×5 符合标准DL/T868-2004化学成分(%)C Mn Si Cr Mo V Ni W B S P上临界点(℃)下临界点(℃)焊接性能焊接接头的基本要求抗拉强屈服断后伸冷弯冲击硬度度Rm MPa 强度ReMPa长率A%180 功JHB其他评定单位评定任务书签发人员及资质责任姓名资质(职称)日期签发评定任务书单位盖章编制年月日审核年月日批准年月日焊接工艺评定方案编号: HXZX-GP-RWSH-06任务产品水冷壁管书编号HXZX-GP-RWSH-06 名称评定项目手工电弧焊击穿水平垂直固定焊横位焊评定目的焊接接头质量评定钢材钢材牌号#20与#20类级别I类级与1类别钢材厚度5mm 直径60mm评定钢材成分、性能复核结论检验报告编号钢材焊接性采用最高硬度法验证资料编号接头型式及焊道设计接头种类对接接头对口简图:焊道简图:坡口形式单V衬垫及其材料无焊道设计单道焊缝金属厚度5-9mm 焊接方法种类手工电弧焊自动化程度无填充材料和保护气体焊接材料焊丝型号规格保护气体气体种类流量焊条(剂)型号E4303规格Φ2.5背面保流量护钨极型号规格拖后保护流量其他试件检验项目检验项目外观无损探伤力学性能弯曲试验金相检验硬度其他抗拉强度冲击试验要求(有或无)焊接位置及试件数量焊接位置垂直固定横位焊试件数量3焊接工艺参数焊层道号单层、单道焊缝尺寸宽×高焊接方法焊条(丝)电流范围(气体压力)电压范围V(焊炬型号、焊嘴号)焊接速度范围mm\min其他型(牌)号规格mm极性(乙炔Mpa)电流A(氧气Mpa)其他2-1 DE4303Φ2.5反接法上80-8422 52频率50/分2 D E43Φ反下24 52 频-2 03 2.5接法78-80率50/分施焊技术无摆动焊或摆动焊无摆动连弧或断弧焊连弧运条方式直线根层或层间清理方法锯条、扁铲清根方法或单面焊双面成型单面焊双面成型焊嘴尺寸mm 导电嘴与工件距离mm其他预热预热温度℃宽度mm层间温度℃预热保持方式后热、焊后热处理热处理种类加热温度范围mm保持时间h加热宽度mm 保温宽度mm升温速度℃/h降温速度℃/h其他评定单位: 评定方案编制人员及资质:责任姓名资质(职称)日期评定单位及批准部门签章编制年月日审核年月日批准年月日焊接工艺评定报告编号:任务书编号相应工艺评定方案编号评定项目产品名称评定钢材钢材牌号与类级别与钢材厚度mm直径mm钢材焊接性焊接方法种类自动化程度接头型式及焊道设计接头种类对口简图:焊道简图:坡口型式衬垫及其材料焊道设计焊缝金属厚度填充材料和保护气体焊接材料焊丝型号规格保护气体气体种类流量焊条(剂)型号规格背面保护流量钨极型规拖后流号格保护量其他焊接位置评定单位、主持人及施焊焊工承担评定单位主持人焊工焊接工艺参数焊层、道焊接方法焊条(丝)电流范围(气体压力电压范围V(焊炬型号、焊嘴焊接速度范围mm/min其他层、道号单层、单道焊缝尺寸型(牌)号(火焰性质)规格mm极性(乙炔Mpa)电流A(氧气Mpa)号) 施焊技术无摆动或摆动焊连弧或断弧焊运条方式根层或层间清理方法清理方法或单面焊双面成型焊嘴尺寸mm 导电嘴与工件距离其他预热预热温度℃宽度mm层间温度℃预热保持方式环境温度℃后热、焊后热处理热处理种类加热温度范围mm保持时间h加热宽度mm 保温宽度mm升温速度℃/h降温速度℃/h其他试件外观检查结论:试件编号缺陷情况评定结果试验单位实验报告号无损探伤检验结论:试验编号检验方法灵敏度%黑度增感方式焊接缺陷评定等级试验单位报告编号拉伸实验结论:试样编号宽度mm厚度mm断面积mm负荷N抗拉强度MPa试验单位报告编号X-24015 5 270 485.1-13-1X-240-13-215 5 270 492.6 弯曲试验结论:试样编号厚度、宽度mm弯曲直径mm弯曲试验单位报告编号面弯背弯侧弯X-34-14-15 10 180X-34-14-25 10 180X-34-14-35 10 180X-34-14-45 10 180冲击试验结论:试样编号缺口形状缺口位置试样大小试验温度℃冲击功J冲击韧性J/c㎡断口情况试验单位报告编号金相检验结论:名称试样编号检查面缺陷情况评定结果试验单位报告编号宏观微观硬度检验结论:试样编号母材焊缝试验单位报告编号其他检验项目名称及结论:试样编号缺陷情况评定结果试验单位报告编号其他检验项目名称及结论:综合评定结论:工艺评定报告编制人员及资质责任姓名资质(职称)日期审批部门盖章编制审核批准注:各单位检验(试验)报告应作为本报告上的正式附件,合并归档。