控制图判断准则
控制图的判断

x
R
状态 μ变
x图
告 警
R 图 不告警
σ 未变
σ变
μ变
μ 未变
σ 增大
不告警
告 警 不告警 不告警
告 警
告 警 告 警 不告警
σ 变化
μ 变化,σ 变化 σ 变化,μ 不变 μ ,σ 均未变
μ 不变 σ 减小 μ 不变 σ 不变
a
样本容量 均值偏移系数σ 标准偏差变动系数 K n f 变小 变大 变小 变大 变小 变大 变小 变大 变小 变大 变大 变小 变大 无影响 变小 变大 变大 变小 无影响 无变化 无影响 变大 变小 变小 变大 无影响 变小 变大 变大 变小 异常判断 μ 变化 无影响 变小 变大 变大 变小 无影响 变小 变大 变大 变小 图 b c d 形
连续8点在中心线两侧 C 区以外的概率为: (0.9973-0.6826)8=0.31478=0.0001
出现准则8的现象可能是分布参数σ的显著增大,也有可能 是数据分层不够,应认真分析。
因素
图 α β 1-β α β 1-β
控制界面系数
变大 变小 变大 变小 变小 变大 变小 判断 3 0.0027 依其他量 取一定值 0.0046 依其他量 取一定值
根据被判断事物的重要度, α可取0.01、
0.05、0.10等。与风险度α相对应的是置
信度(1- α),又称为置信概率、置信水
平。
由于风险度α不可能为“0”,所以置信度 (1- α)不可能为100%。
2、判异准则的制订步骤 (1)设定小概率α 休哈特早期设定的小概率α ① 点子超界 α =0.0027 ② 点子在界内排列不随机 α=0.01 英国以没有作到等概率为由,一律 α=0.01 休哈特后期设定的小概率,一律 α=0.0027
常规统计控制图8项判异准则

常规控制图8项判异准则(参考GB/T 4091 -2001) 注:此8项原则适用于均值图和单值图,前提为计量值满足正态分布
准则1:一个点子落在A 区之外
准则2:连续9点在中心线同一侧
准则3:连续6点增加或减少
准则4:连续14点相邻点交替上下
准则5:连续3点中有2落在中心线同一侧的B 区之外
UCL
LCL X 一个点落在A 区以外
UCL
LCL X 连续9点落在中心线同一侧
UCL
LCL X 连续6点递增或递减
UCL
LCL X
连续14点中相邻点交替上下UCL
LCL
X
连续3点中有2点落在中心线同一侧的B 区以外
准则6:连续5点中有4落在中心线同一侧的C 区之外
准则7:连续15点在C 区中心线内
准则8:连续8点在中心线两侧,却无一点在C 区
UCL
LCL X
连续5点中有4点落在中心线同一侧的C 区以外
UCL
LCL X
连续15点落在中心线两侧的C 区内UCL
LCL X
连续8点落在中心线两侧且无一点在C 区内。
控制图判异8原则

对于变异的增加也较灵 敏,第3点甚至可以不 存在
过程的平均值发 生变化
与准则5类似
同准则5
不要被良好“外貌”迷 惑
标准差变小。可 能有数据虚假或 数据分层不够等
数据分层不够
准则5
连续3点中有2点落在中心 线同一侧的B区以外
准则6
连续5点中有4点落在中心 线同一侧的C区以外
准则7 连续15点在C区中心线上下
准则8
连续8点在中心线两侧,但 无一在C区中
针对过程平均值的趋势 工具逐渐磨损、 设计,比准则2更灵敏 维修逐渐变坏
由于轮流使用两台设备 或由两位操作人员轮流 进行操作而引起的系统 数据分层不够 效应(通过统计模拟试 验得出)
名称 准则1 一点 落在A区以外
图示
特点
发生原因
可对均值或标准差的变 计算误差、测量
化给出信号;也可对过 误差、原材料不
程中的单个失控做出反 合格9点落在中心线同一侧
补充准则1而设计,以 过程平均值变大 改进控制图的灵敏度 或减小
y
准则3 连续6点递增或递减
准则4 连续14点相邻点上下交替
控制图异常判定准则
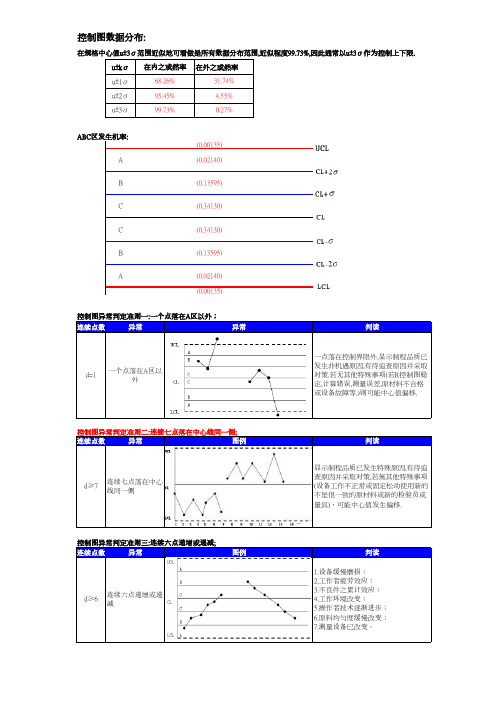
在规格中心值u±3σ范围近似地可看做是所有数据分布范围,近似程度99.73%,因此通常以u±3σ作为控制上下限.u±kσ在外之或然率u±1σu±2σu±3σABC 区发生机率:(0.00135)A (0.02140)B (0.13595)C (0.34130)C (0.34130)B (0.13595)A(0.02140)(0.00135)控制图异常判定准则一:一个点落在A 区以外;连续点数d=1控制图异常判定准则二:连续七点落在中心线同一侧;连续点数控制图异常判定准则三:连续六点递增或递减;连续点数控制图数据分布:一点落在控制界限外,显示制程品质已发生非机遇原因,有待追查原因并采取对策.若无其他特殊事项(若R控制图稳定,计算错误,测量误差,原材料不合格或设备故障等.)则可能中心值偏移.判读异常一个点落在A 区以外在内之或然率68.26%95.45%99.73%异常判读1.设备缓慢磨损;2.工作者疲劳效应;3.不良件之累计效应;4.工作环境改变;5.操作者技术逐渐进步;6.原料均勻度缓慢改变;7.测量设备已改变。
d ≥7异常显示制程品质已发生特殊原因,有待追查原因并采取对策,若無其他特殊事项(设备工作不正常或固定松动使用新的不是很一致的原材料或新的检验员或量具),可能中心值发生偏移.判读连续七点落在中心线同一侧d ≥6连续六点递增或递减31.74%4.55%图例0.27%异常图例控制图异常判定准则四:连续十四点中相邻点交替上下;连续点数控制图异常判定准则五:连续三点中有两点落在中心线同一侧的B 区以外;连续点数控制图异常判定准则六:连续五点有四点落在中心线同一侧的C 区以外;连续点数控制图异常判定准则七:连续十五点落在中心线两侧的C 区内;连续点数控制图异常判定准则八:连续八点落在中心线两侧,且无一在C 区内。
连续点数d=31.控制过严;2.材料品质有差异;3.检验设备或方法之大不相同;4.不同制程之资料绘于同一控制图上 ;5.不同品質材料混合使用。
QC知识__控制图

不合格品数控制图(pn图)
缺陷数控制图( c图) 单位缺陷数控制图(u图)
计量控制图参数表:
样本量 n X 2 1.880 1.023 0.729 0.577 0.483 0.419 R 4 3.267 2.574 2.282 2.114 2.004 1.924 Me
五、控制图的计算:
1、计量值控制图包括:用于产品特性可测量:如重量、长度、面 积、温度、时间和压力等。 均值—极差控制图(X-R图)
X图的上中下控制限计算公式为:
UCL=X+A2R CL=X LCL =X-A2R
R图的上中下下控制限计算公式为:
UCL=D4R CL=R LCL =D3R
步骤4 从数据中判断有没有异常。 (判断方法事例下页所示)
七、控制图的判断准则: 1、原理: “小概率事件原理”即少数次试验当中小概率事件不应该 发生。 2、判断准则: 1)第一类小概率事件: 点子出界 2)第二类小概率事件: 点子排列不随机
3、控制图的具体判断准则:
1)判稳准则:控制中的描点在随机排列情况下,符合下列条件之
A
D
D 0
0 0 0 0
3
2
3 4 5 6
4 1.880 1.187 0.796 0.691 0.549 0.509
A
7
0.076
六、作图步骤:
步骤1 控制值(中央值、上方控制界限值、下方控制界限值从至 今为止的数据(1个月、1周等)中求出。
步骤2 为了采集数据在专用记录用纸上记录(或是计算机)。 步骤3 数据在图表用纸上每天更新记入。
八、控制图使用中要注意的事项
1、过程不稳定,或过程能力不足时不要使用 控制图; 2、公差线不能代替控制界限; 3、过程要素变化时要及时调整控制界限; 4、分析用控制图,分析时要剔出异常点; 5、要及时进行分析,发现异常。
QC工具之管理图(控制图)

➢ LCL =D3R
● 单值—移动极差控制图(X-Rs图)
X图的上中下控制限计算公式为:
➢ UCL=X+2.66R ➢ CL=X ➢ LCL =X-2.66R Rs图的上中下下控制限计算公式为: ➢ UCL=3.267Rs
➢ CL=Rs ➢ LCL =-3.267Rs
➢ UCL=X+A3S ➢ CL=X ➢ LCL =X-A3S
S图的上中下下控制限计算公式为:
➢ UCL=B4S ➢ CL=S ➢ LCL =B3S
●中位数—极差控制图(~X-R图)
X图的上中下控制限计算公式为:
➢ UC~L=X+m3A2R ➢ C~L=X ➢ LC~L =X-m3A2R
R图的上中下下控制限计算公式为:
四、控制图的分类:
序号 管理图的种类
活用
是平均值和不均衡的管理图最众所周知。但是不能够与规格值 1 XーR 管理图 进行比较。
2 ~X-R 管理图 ①中的平均式作为中央值管理图(不经常使用)。
X 管理图 单纯的数据和移动范围的管理图比较简单。
3
XーRS 管理图
管理幅度和其它的规格线加入后,可以检测出不合格(规格偏 差)。近期经常被使用。
点子出界 点子排列不随机
3、控制图的具体判断准则:
1)判稳准则:控制中的描点在随机排列情况下,符合下列条件之 一的即可判稳 连续25个点,落在控制界外的点为0。 连续35个点,落在控制界外的点数小于或等于1。 连续100个点,落在控制界外的点数小于或等于2。
2)判异准则:GB/T4091—2001《常规控制图》标准规定有8种判异 准则模式 ①一个点落在A区以外:
R图的上中下下控制限计算公式为:
SPC判稳、判异准则

准则依据图示特点发生原因
准则11点再A区外可对均值或标准差的变化给
出信号;也可对过程中的单
个失控做出反应
计算错误;
测量误差;
原料不合格;
设备故障
准则2连续9点分布于中
心线同侧
补充准则1而设计,以改进
控制图的灵敏度
过程平均值变大或是变小(人员或
是工具变化)
准则3连续6点递增或递
减
针对过程平均值的趋势设
计,比准则2更灵敏
工具磨损、维修逐渐变坏;
作业者技能提高
判异准则(GB/T4091-2001《常规控制图》)SPC控制图判稳、判异准则
判稳准则(满足一条即可)
①连续25个点,界外点数d=0 ②连续35个点,界外点数d≤1 ③连续100个点,界外点数d≤2
准则4连续14个相邻点上
下交替
由于两台设备轮流使用或是
两个作业人员轮流操作而引
起的系统效应
两个设备轮流使用或是两个作业人
员轮流作业
准则5连续3点中有2个点
落在中心线同一侧
的B区以外
对于变异的增加也比较灵
敏,第三点甚至可以不存在
平均值发生变化
准则6连续5点中有4点落
在中心线同一侧的
C区以外
与准则5相似平均值发生变化
准则7连续15点在C区中
心线上下
不要被美好的“外貌”所迷
惑
数据虚假;
分层不够;
准则8连续8点在中心线
两侧,当无一在C
区中
分层不够。
几种常用统计技术的判定准则及注意事项

几种常用统计技术的判定准则及注意事项控 制 图常规控制图的判断准则以均值控制图为例,判断异常的8条检验准则如下图所示。
UCLUCLLCL(a )检验1:1个点落在A 区以外(b )检验2:连续9点落在中心线同一侧UCL UCLLCL (c )检验3:连续6点递增或递减 (d )检验4:连续14点中相邻点交替上下(e )检验5:连续3点中有2点落在 (f )检验6:连续5点中有4点落在中心线同一侧的B 区以外 中心线同一侧的C 区以外UCL UCLLCL LCL(g )检验7:连续15点落在中心线 (h )检验8:连续8点中落在中心线两两侧的C 区以外 侧无一在C 区内图1判断异常的检验准则直方图直方图的分析与判断1、对分布中心的考察要求图2直方图分布中心与要求的关系2、对数据波动的考察图3直方图反映波动与规范允许范围的关系3、用直方图判断过程能力过程能力不足(但潜在能力较高)图4过程能力的判断4、常见的直方图正常型偏锋型:通常是操作时有偏向倾向或测量存在选择性双峰型:通常是数据来自两个总体孤岛型:通常是数据来自两个总体平顶型:有可能是数据来自多个总体或在某以一区间符合均匀分布锯齿型:数据不恰当、测量误差大、分组不合适均可形成锯齿状图5常见的直方图形状5、运用直方图的注意事项:(1)直方图未反映时间的变化,除非过程稳定,否则不能用于预测未来情况。
(2)数据少于50时,解释直方图须特别谨慎。
(3)对直方图的解释应经过直接观察来确认。
散步图:1、散步图的应用步骤:(1)选择可能相关的变量,成对收集测量数据。
一般要求数据量不少于30对。
(2)绘制坐标轴。
通常用横坐标表示自变量,纵坐标表示因变量。
(3)在图上标出点子。
如有重复的点子,在相应的坐标点上画一个小圆圈。
(4)对完成的散布图进行解释。
常见的点子散布模式见下图:强正相关:变量之间的正相关性,可能存在显著弱正相关:变量之间的正相关性,可的因果关系,可能建立有效的回归方程。
控制图分类和判异规则

控制图分类和判异规则控制图(ControlChart)⼜叫管制图,是对过程质量特性进⾏测定、记录、评估,从⽽监察过程是否处于控制状态的⼀种⽤统计⽅法设计的图。
图上有三条平⾏于横轴的直线:?中⼼线(CL,CentralLine)、上控制线(UCL,UpperControlLine)?和?下控制线(LCL,LowerControlLine)?,并有按时间顺序抽取的样本统计量数值的描点序列。
UCL、CL、LCL统称为控制线(ControlLine),通常控制界限设定在±3标准差的位置。
根据?控制图使⽤⽬的不同,控制图可分为:分析⽤控制图和控制⽤控制图?。
根据统计数据的类型不同,控制图可分为:计量控制图和计数控制图(包括计件控制图和计点控制图)。
计量型控制图平均数与极差控制图(-X-RChart)平均数与标准差控制图(-X-SChart)中位数与极差控制图(~X-RChart)个別值与移动极差控制图(X-Rm?Chart)计数值控制图不良率控制图(Pchart)不良数控制图(nPchart,⼜称npchart或dchart)缺点数控制图(Cchart)单位缺点数控制图(Uchart)控制图种类及应⽤场合控制图的分析与判定应⽤控制图的⽬的,就是要及时发现过程中出现的异常,判断异常的原则就是出现了“⼩概率事件”,为此,判断的准则有两类。
?第⼀类:点⼦越出界限的概率为0.27%。
准则1属于第⼀类。
第⼆类:点⼦虽在控制界限内,但是排列的形状有缺陷。
准则2-8属于第⼆类。
控制图⼋⼤判异准则(⼝诀)?2/3A?(连续3点中有2点在中⼼线同⼀侧的B区外<即a区内>)4/5C?(连续5点中有4点在中⼼线同⼀侧的C区以外)6连串?(连续6点递增或递减,即连成⼀串)8缺C?(连续8点在中⼼线两侧,但没有⼀点在C区中)9单侧?(连续9点落在中⼼线同⼀侧)14交替?(连续14点相邻点上下交替)15全C?(连续15点在C区中⼼线上下,即全部在C区内1界外?(1点落在A区以外)?2/3A(连续3点中有2点在中⼼线同⼀侧的B区外<即a区内>)判读:1、控制过严;2、材料品质有差异;3、检验设备或⽅法之⼤不相同;4、不同制程之资料绘于同⼀控制图上;5、不同品质材料混合使⽤。
控制图判稳记忆口决

控制图八大判异准则-精简顺口溜版口决:(就三句,很简单吧!只要记住以下兰色部分的三句话就行 23456,AC连串串(连增或连减); 81 514,缺C全C交替转; 9单侧,一点在外。
控制图八大判异准则提练(口决、图片对应项目): 1、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>) 2、4/5C(连续5点中有4点在中心线同一侧的C区以外) 3、6连串(连续6点递增或递减,即连成一串) 4、8缺C(连续8点在中心线两侧,但没有一点在C区中) 5、9单侧(连续9点落在中心线同一侧) 6、14交替(连续14点相邻点上下交替) 7、15全C(连续15点在C区中心线上下,即全部在C区内) 8、1界外(1点落在A区以外) 解说: 23456,AC连串串(连增或连减); 2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转 8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。
9单侧,一点在外 9点在同一侧;一点出A区外。
转自学易网 转自学易网 控制图八大判异学,易网准则-精简顺口溜版口决:(就三句,很简单吧!只要记住以下兰色部23456,AC连串串(连增或连减);81 514,缺C全C交替转;9单侧,一点在外。
控制图八大判异准则提练(口决、图片对应项目):1、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>)2、4/5C(连续5点中学,易网有4点在中心线同一侧的C区以外)3、6连串(连续6点递增或递减,即连成一串)4、8缺C(连续8点在中心线两侧,但没有一点在C区中)5、9单侧(连续9点落在中心线同一侧)6、14交替(连续14点相邻点上下交替)7、15全C(连续15点在C区中心线上下,即全部在C区内)8、1界外(1点落在A区以外)解说:23456,AC连串串(连增或连减);2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
控制图判定原则

控制图八大判异准则
1、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>)
2、4/5C(连续5点中有4点在中心线同一侧的C区以外)
3、6连串(连续6点递增或递减,即连成一串)
4、8缺C(连续8点在中心线两侧,但没有一点在C区中)
5、9单侧(连续9点落在中心线同一侧)
6、14交替(连续14点相邻点上下交替)
7、15全C(连续15点在C区中心线上下,即全部在C区内)
8、1界外(1点落在A区以外)
判稳原则(3选1即可):
1. 控制图上连续25个点,界外点数为0,在这种情况下,过程稳定但被判为不稳定的可能性只有0.0654;
2. 控制图上连续35个点,界外点数不多于1,在这种情况下,过程稳定但被判为不稳定的可能性只有0.0041;
3. 控制图上连续100个点,界外点数不多于2,在这种情况下,过程稳定但被判为不稳定的可能性只有0.0026。
控制图的判异准则

个或更多的相互重迭的分布产生的,它
们共同构成过程的输出。有时,这种混 合图形是由“过度调整”造成的——操 作工,不是着眼于消除引起变差的原因,
而是跟着过程的随机变化对过程进行过 度频繁的调整,这样做有害无益。
2020/5/9
2
• C. 过程水平的偏移:这种偏移可能是由 于引入新的工人、新的
UCL A区 B区
C区
X C区
x
B区 LCL A区
因:主要是数据分层不够。
• 当过程处于统计控制状态时,连续8点 在中心线两侧且无一在C区内的概率:
P (0.1587 2)8 0.0103 %
2020/5/9
21
2020/5/9
15
准则6:连续5点中有4点落在中心线同一侧的C区以外(即A 区或B区)
UCL A区
B区
C区
x
X C区
x
B区
LCL A区
说明:第五点可以在任何处。 因:过程平均值u发生变化。
• P(点子落在中心线一侧B区以外的概率)
P1( X 0.8413)0.1158P70(X00000000)0 P( X ) 0.1587
• A. 周期性图形: 如果这种图形出现在x 上, 其引起原因可能是操作工疲劳、操作轮 转或系统的环境变化,例如温度、生产 设备中电压、压力等的波动。如果这种 图形出现在 R 图上,其引起原因常是维 修保养周期、操作工疲劳或工具磨损, 造成过程分布的宽度变大。
2020/5/9
1
• B. 混合图形:表现形式是大部分点趋于 控制限或稍微在控制限以外,而在中心
• 方法、新的原材料、新的机器、检测方 法或标准的改变或者是操作者技能、注
控制图异常判定准则

在规格中心值u±3σ范围近似地可看做是所有数据分布范围,近似程度99.73%,因此通常以u±3σ作为控制上下限.
u±kσ
在内之或然率
在外之 或然率
u±1σ
68.26%
31.74%
u±2σ
95.45%
4.55%
u±3σ
99.73%
0.27%
ABC区 A
(0.00135) (0.02140)
控制图 异常判 定准则 二:连续 七点落 在中心 线同一 侧; 连续点
数
异常
d≥7
连续七点落在 中心线同一侧
控制图 异连常续判点
数
异常
图例
判读
显示制程品质已发生特殊原因, 有待追查原因并采取对策,若无 其他特殊事项(设备工作不正常 或固定松动使用新的不是很一致 的原材料或新的检验员或量 具),可能中心值发生偏移.
外
控制图 异连常续判点
数
异常
图例
连续十五点落 d=15 在中心线两侧
的C区
控制图 异连常续判点
数
异常
图例Leabharlann 1.设备缓慢磨损; 2.工作者疲劳效应; 3.不良件之累计效应; 4.工作环境改变; 5.操作者技术逐渐进步; 6.原料均匀度缓慢改变; 7.测量设备已改变。
判读
数据分层不够: a)轮流使用两台设备; b)由两位操作员轮流进行操作 而引起的系统效应。
判读
1.控制过严; 2.材料品质有差异; 3.检验设备或方法之大不相同; 4.不同制程之资料绘于同一控制 图上 ; 5.不同品质材料混合使用。
判读
1.控制过严; 2.材料品质差异; 3.检验设备或方法改变; 4.不同制程之数据绘于同一管制 图; 5.不同品质材料混合使用。
weco rule判异准则

WECO Rule 判异准则
WECO Rule判异准则是用于控制图判断的一套规则,包括点出界和界内点排列不随机两类判异准则。
这些准则主要适用于均值图和单值X图。
并假定质显特性X服从正态分布。
在实际应用中,经常使用的判异准则具有明显物理意义。
当过程处于统计受控状态时,所有的判异准则都是针对变异的。
具体来说,在常规控制图中规定了8种判异准则,并将控制图等分为6个区域,每个区宽1σ,这些区域的标号分别为A、B. C. C、B. A,其中两个A区、B区及C区都关于中心线CL对称。
在使用这些判异准则时,需要注意对点子的数目未加限制,故原则上可以有很多种模式,但实际应用中仅采用具有明显物理意义的若干种。
制定:审核:批准:。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用控制图的目的是为了判定制造过程是否 处于“控制状态”,控制状态(稳定状态)是指 状态” 控制状态 状态( 状态) “控制状态 制造过程的波动仅受普通原因的影 的影响 制造过程的波动仅受普通原因的影响,产品质量 特性或工艺参数的分布基本上不随时间而变化的 状态;反之则为失控状态或异常状态。
控制图的判异原则
–当控制图中的点出现下列情况之一,说明制造过程存 制造过程存 在特殊原因,需立即采取措施予以消除以确保过程处 在特殊原因 于控制状态: • 超出控制线的点; 超出控制线的点; • 连续七点上升或下降; 连续七点上升或下降; • 连续七点全在中心点之上或之下; 连续七点全在中心点之上或之下; • 点出现在中心线单侧较多时,如: 点出现在中心线单侧较多时, –连续11点中有10点以上; 连续11点中有10点以上; 连续11点中有10点以上 –连续14点中有12点以上; 连续14点中有12点以上; 连续14点中有12点以上 –连续17点中有14点以上; 连续17点中有14点以上; 连续17点中有14点以上 –连续20点中有16点以上。 连续20点中有16点以上。 连续20点中有16点以上
• 超出控制界限的点: 超出控制界限的点 • 出现一个或多个点超出任何一个控制界限是 制造过程处于失控状态的主要证据。
异常 异常 UCL CL LCL
链: 有下列现象之一即表明制造过程已改变或出现 这种趋势:
连续7点位于平均值的一侧; 连续7点上升或下降。
UCL CL LCL
明显的非随机图形: 的非随机图形 随机图
B C
X
UCL A
C C B
C B
LCL A
LCL A
判定准则3:(7连串) 准则3:(7连 3:(7 连续7点持续地上升或下降
判定准则4: (8缺C) 准则4: (8缺 有8点在中心线的两侧,但C区并无点 子
UCL A B C X C B LCL A
UCL
A B C X C B LCL A
单侧) 判定准则5: (7单侧) 准则5: (7单侧 连续7点在C区或C区以外 UCL A B C X C B LCL A
根据正态分布,正常情况应有2/3的点落在控制限中 间1/3德区域,如出现下列情况: 1、超过90%的点落在控制限中间1/3区域,或 2、少于40%的点落在控制限中间1/3区域; 应调查过程是否存在特殊原因或数据是否经过编辑? UCL CL LCL
• 控制图的判定准则: 控制图的判定准则: • (1)、基本判定准则: )、基本判定准则: 基本判定准则
升降) 判定准则6: (14升降) 准则6: (14升降 连续14点交互着一升一降 UCL A B C X C B LCL A
判定准则7: (15C) 准则7: (15C) 连续15点在中心线上下两侧的C 区
界外) 判定准则8: (1界外) 准则8: (1界外 有1点在A区以外
UCL
A B X C C B LCL A
• (2)、图示判定准则: 图示判定准则:
•
ቤተ መጻሕፍቲ ባይዱ
判定准则1:(2/3A) 准则1:(2/3A) 1:(2/3 3点中有2点在A区或A区以外 UCL A
B
X
当控制图中的点出现下列情况之一,说明制造 过程存在特殊原因,需立即采取措施予以消除以 确保制造过程处于受控状态。
判定准则2: (4/5B) 准则2: (4/5B) 5点中有4点在B区或B区以外
UCL A B C X C B LCL A