汽车皮卡白车身
白车身名词解释

白车身名词解释一、什么是白车身?白车身是指经过车身打、焊、修砂处理后的未进行涂装和喷漆的汽车车身,也可以简称为“白车身”或者“空壳车身”。
在汽车制造过程中,白车身是一个重要的中间产品,它作为完成整车制造的前序工作,为最终涂装和装配提供了基础。
在汽车生产过程中,白车身通常由车身构架、隔音材料、车身板件等组成。
车身构架是汽车的骨架,承载着整车的结构和稳定性。
隔音材料用于减少车内外环境噪音的传递,提升乘坐舒适度。
而车身板件则是车身的外部结构,由钢板或铝板等材料制成,经过各种加工工艺后焊接在一起,形成最终的白车身。
白车身的制造需要经历多个工序,包括车身打孔、车身焊接、车身修砂等环节。
这些工序的完成需要高度精确的操作和完善的设备,确保白车身的质量和准确度。
二、白车身的重要性白车身作为整车制造的前序工作,对汽车的品质、安全性以及使用寿命有着重要影响。
1.提升整车质量:白车身的制造直接决定了汽车整体的质量水平。
精确的车身结构和焊接工艺,能够保证汽车的稳定性和刚性,提升整车的品质和耐久性。
2.保证车身安全:白车身的焊接质量和结构布局直接关系到汽车的安全性能。
合理的车身结构和坚固的焊接点,能够有效吸收和分散碰撞时的冲击力,保护车内乘员的安全。
3.降低噪音和振动:白车身作为汽车的底盘,通过合适的隔音材料和结构优化,能够降低车内外环境噪音的传递,提升驾乘舒适度,减轻疲劳感。
4.为涂装和装配提供基础:白车身是整车涂装和装配的基础,它的制造质量和加工精度直接影响涂装和装配工序的顺利进行。
优质的白车身能够保证最终整车的外观质量和装配精度。
三、白车身的制造过程白车身的制造过程可以分为多个阶段,每个阶段都需要经过精密的操作和严格的质量控制。
1. 车身设计与构架制造•车身设计:根据汽车的功能和外观要求,制定车身结构的设计方案。
设计师通过计算机辅助设计软件进行三维建模和仿真分析,确定车身结构的关键参数和设计要求。
•车身构架制造:根据设计方案,进行车身构架的制造和装配工作。
某皮卡车身防腐分析及结构设计
36ANHUI METALLURGY2019年第2期某皮卡车身防腐分析及结构设计朱纪成(安徽江淮汽车集团股份有限公司)随着消费水平的提升,消费者对汽车要求越来越高。
汽车不仅仅是一种交通工具,除了外观要美观,还需要向消费者提供生命保障,即安全性能要求高。
腐蚀由于与安全、耐久密切相关,处理不好可能会直接影响原车的寿命、使用性能、外观装饰性。
本文以某皮卡车为基础介绍了车身锈蚀的原因,提出了车身结构防腐基本设计方法,有效降低了车身腐蚀的结构设计风险,为白车身防腐结构设计提供指导与参考。
近些年来,国内外汽车行业出现了因为腐蚀问题而引起的汽车召回和投诉事件,给汽车厂商造成较大损失,汽车的防腐蚀受到了业内更多的关注。
车身作为载体为其他专业零件提供安装点,结构复杂,几百个零件焊接成一个整体,出现腐蚀问题后,特别是严重的腐蚀后,难于维修,更换成本较高,若锈蚀区域在安装点附近,将导致安装点失效。
车身不像其他的专业零件只需换装零件即可,所以车身的防腐设计及防锈处理就显得尤为重要,车身防腐性能成为决定车身使用寿命的重要指标。
车身的耐腐蚀涉及产品的定位、钢板选材、涂装工艺技术及发展、涂料的质量性能与研发,同时也与车身的结构设计密切相关。
设计合理的车身结构,将有益于制造过程中防腐措施的实施,从而获得较好的防腐性能。
本文讲述了车身锈蚀机理,并对车身容易引起腐蚀的原因进行分析,提出了车身结构防腐的基本设计思想和具体方法,有效地降低了车身腐蚀的设计风险。
1车身锈蚀原因分析车身以金属材料为主,金属的主要成分是铁,铁的化学性质比较活泼,在潮湿的空气中易锈蚀。
空气中含有水分和氧气使铁与之发生氧化反应,生成氧化铁,即铁锈。
铁生锈的化学式为:铁被氧化成氢氧化亚铁:2Fe+2H2O=2Fe (OH)2(1)氢氧化亚铁继续被氧化成氢氧化铁:4Fe (OH)2+2H2O+O2=4Fe(OH)3(2)氢氧化铁在空气中脱水,生成氧化铁,即铁锈:2Fe(OH)3=Fe2O3+3H2O (3)铁锈是一种疏松的棕红色物质,它不像铁那么坚硬,很容易脱落。
2015款福特锐界Edge白车身设计
Global Footprint
Background | Material Usage | Design Approach | Performance
Engineering: Manufacturing:
Dearborn Oakville, Ontario – with export to Europe and Asia
Offset Impact (Bottom view)
Background | Material Usage | Design Approach | Performance
Dash and Floor intrusions are limited due to the performance off the front rail and sub-frame
Integrated into the rail section for optimal load transfer to improve joint stiffness – elimination of flange flex Improved joint contributed to a 7.5% improvement in BIW torsional stiffness. Local and equivalent stiffness for Subframe and Shock attachments were increased.
Joining - Welding
• 3.6 meters of laser braze to join the Roof to the Body Side • A combination of 66 stitch and C-Shaped welds used in the Body Side build • In addition, the following conventional joints are use: • 4800 resistance spot welds • 55 gas metal arc welds • 192 projection weld nuts • 131 weld studs
某皮卡白车身模态实验设计

某皮卡白车身模态实验设计白车身作为车辆的关键总成,其模态参数是影响驾驶舒适性的重要指标。
以某款皮卡车为对象,进行试验设计,以期获得白车身的200HZ以下模态的模态参数,皮卡白车身的动态振动特性,为白车身有限元计算模型的可靠性提供依据。
标签:白车身;模态实验;动态特性TB白车身作为车辆的关键总成,其模态参数是影响驾驶舒适性的重要指标。
汽车车型的发展和更新在很大程度上取决于车身结构设计,而车身的结构性能对整车环保、节能及舒适及安全性起着重要作用。
车身受激励后的动态特性是汽车车身结构设计过程中需要考虑的首要问题。
白车身模态试验可以直接对白车身进行全面测试与分析,获得结构的动态特性,并根据得出的车身模态参数,进行结构改进从而解决产品在使用过程中的振动、噪声、疲劳等实际问题。
目前,反映汽车车身动态特性的设计分析,仍然以实车身试验为主、计算机模拟分析为辅。
本文以某款皮卡车为对象,进行试验设计,以期获得白车身的200Hz以下模态的模态参数皮卡白车身的动态振动特性为白车身有限元计算模型的可靠性提供依据。
1实验测量和分析系统建立实验采用单点激振法进行白车身模态实验。
实验对象为某型型皮卡白车身,白车身包括了翼子板、保险杠和顶盖等关键部件。
实验测量分析系统由车身激振系统、振动响应采集系统、车身模态分析及数据处理系统三大部分组成。
其中:(1)激振系统产生与随机信号相符的振动,使车身获得一定的振动量。
它由振动信号发生器、功率放大器和激振器构成;(2)响应采集系统主要采集车身在激振系统作用下产生的响应。
包括力传感器、加速度传感器和信号采集系统;(3)车身模态分析及处理系统主要是模态分析软件由采集系统信号计算车身振动特性。
实验设备选择如表1所示,实验原理如图1所示。
2实验方案设计2.1实验方法以车辆前进方向的反方向为X轴的正方向,前进方向的右方位为Y轴正向,垂直向上为Z轴正向,建立车辆坐标系。
要求X﹑Y﹑Z坐标定义符合右手定则。
白车身名词解释
白车身名词解释1. 什么是白车身?白车身是指汽车制造过程中的一个关键组件,也是汽车的基本结构。
它是指在汽车生产线上,经过焊接、冲压、涂装等工艺处理后的未经涂装的汽车主体部分。
白车身通常由钢板制成,具有承载车辆负荷、保护乘员安全以及提供外观美观等功能。
2. 白车身的组成部分白车身通常由以下几个主要部分组成:(1) 车顶和侧围车顶是白车身的最上部分,位于整个结构的顶端。
它通常由一块承载力强且较轻的材料制成,如钢板或铝合金板。
侧围则是连接前后轮拱的部分,起到加强整个结构刚性和保护乘员安全的作用。
(2) 主梁和副梁主梁是连接前后两端的主要承重构件,负责传递碰撞力和保护乘员安全。
它通常由高强度钢板制成,以确保在碰撞时能够有效吸收和分散能量。
副梁则位于主梁的两侧,起到加强整个结构刚性和增加承载能力的作用。
(3) 车门和车窗框车门是乘员进出汽车的通道,它通常由钢板制成,并安装在白车身侧围上。
车窗框则是固定在车门上的部件,用于安装车窗玻璃和密封胶条。
这些部件不仅提供了乘员进出汽车的便利,还起到了保护乘员安全和防止噪音、水分等外界物质进入车内的作用。
(4) 车身地板和底盘车身地板是白车身底部的平台,它连接了前后轮拱,并提供了乘员座椅、脚踏板等组件的安装位置。
底盘则是白车身底部的承重结构,负责支撑整个汽车,并传递发动机、悬挂系统等力量。
3. 白车身制造工艺制造白车身需要经过多个工艺步骤,包括焊接、冲压、涂装等:(1) 焊接焊接是将不同构件进行连接的过程,通常使用电弧焊接、激光焊接等技术。
焊接可以将车身各个部件牢固地连接在一起,确保整体结构的稳定性和完整性。
(2) 冲压冲压是将扁平的金属板材通过冲压机具有一定形状的模具进行成型的工艺。
通过冲压可以制造出车门、车顶、侧围等白车身部件的形状。
(3) 涂装涂装是对白车身进行表面处理和保护的工艺。
它包括除锈、喷涂底漆、喷涂面漆等步骤。
涂装不仅可以提供白车身表面的美观效果,还能增加其耐腐蚀性和抗划伤性。
白车身结构及开发流程

F:复杂拉深级,适用于结构复杂且拉延深度较深的零件
HF:很复杂拉深级,适用于结构较复杂且拉延深度较深的 零件 ZF:最复杂拉深级,适用于结构非常复杂且拉延深度较深 的零件
白车身钣金的材料选取原则
目前国内的汽车厂大部分都是按宝钢标准选取钣金材料
序号 1 2
3
名称 普通冷轧板( 低碳)
逆向设计
逆向标杆车关键件及大 件,同时与已冻结的车 身外观覆盖件数模相结 合完成整车数模
完成第一 版工艺数 模
白车身设计一般流程
车身结构件———同步工程设计阶段
第一版工 艺数模
工艺分析
对第一版工艺数模进行 冲压、焊接、涂装、装 配等工艺分析,提出问 题
CAE分析
对整车的刚度、强度、 模态进行有限元分析, 并提出改进措施
B代表baosteel,340代表 该材料的屈服强度最低值为
340mpa,590是该材料的 抗拉强度最低值,DP是双相 钢dual phase的英文缩写
冷成型用的 热轧连轧钢 板
SPHC、SPHD、 SPHE
热轧钢板主要应用于减震器支座、 对强度要求不高的纵梁本、门铰链 页板支架、发动机悬置支架和承载 件安装板等部件
白车身设计一般流程效果图确定效果图根据效果图作出油泥模型根据油泥模型扫描出点云根据点云经过几轮反复的光顺性校核及工艺审核最终确定型面数据最终数据车身外观覆盖件车身外观覆盖件车身结构件车身结构件工艺数据设计阶段工艺数据设计阶段白车身设计一般流程车身内板及加强板设计正向设计逆向设计参考标杆车结构与已冻结的车身外观覆盖件数模相结合完成整车数模逆向标杆车关键件及大件同时与已冻结的车身外观覆盖件数模相结合完成整车数模完成第一版工艺数车身结构件车身结构件同步工程设计阶段同步工程设计阶段白车身设计一般流程第一版工艺数模工艺分析cae分析对第一版工艺数模进行冲压焊接涂装装配等工艺分析提出问对整车的刚度强度模态进行有限元分析并提出改进措施完成第一版冻结数模分析修改此流程要反复多次白车身设计一般流程冲压工艺问题反馈工艺审核反馈示例工艺审核反馈示例工艺审核反馈示例工艺审核反馈示例白车身设计一般流程cae分析问题反馈单焊接工艺问题反馈车身结构件车身结构件模具开发阶段模具开发阶段白车身设计一般流程第一版冻结数模发放制造部门发放附件供应商根据第一版冻结数模对冲压模具焊接工装及检具进行制作根据第一版冻结数模对升降器仪表板等车身附件和内饰件进行设计完成第二版冻结数模根据制造过程中出现的问题对数据进行优化车身结构件车身结构件试装验证阶段试装验证阶段白车身设计一般流程钣金序件制造完成简易焊接夹具制作完成车身附件及内外饰快速成型件或软模件制造完进行车身焊接及附件内外饰装配整车装配完成根据路试及装配情况对数据进行修整下发更改通知进行白车身路试验证包括车身的强度刚度共振等车身结构件车身结构件otsots件装配阶段件装配阶段白车身设计一般流程钣金全序件制造完成焊接工装及检具制造完车身附件及内外饰ots件制作完成进行小批量装配理顺采购及制造流程完成ots装配对车身数据进行微小修整并作为生产采购数据冻结
车身系统结构概述-WCY

白车身系统概述吴春宇 BE/TDC/SGMW 2011年5月7日 wuchunyu编写本文的目的: 给大家对车身的结构有一个整体了解,对车身在整车上要实现的性能、功能 进行一个全面而简要的介绍,以便为大家将来在自己的工作岗位上工作时能有所 借鉴,不论你是否从事车身的设计,希望能对提升大家日常设计时的工作方式和 与相关区域及部门沟通效率有所帮助。
wuchunyu目 录1,整车的角度看车身 2,白车身的功能及结构介绍 3,白车身的材料 4,白车身的制造过程 5,白车身的明天—更快、更轻、更强wuchunyu1.整车的角度看车身首先来看看,一辆完整的汽车要实现什么功能?wuchunyu1.1整车性能集成概述Vehicle Structure 结构 Safety 安全 Energy 能量顾客 Thermal 温度 Vehicle Dynamics动力性法规+ 法规+人机工程+ 人机工程+美学Aerodynamics 空气动力性Durability 耐久性Noise & Vibration 震动和噪声wuchunyu整车按功能系统分解10. 动力总 成 15. 动力集成系统70. 电子60. 外饰Vehicle Technical Specification20. 底盘 30. 空调& 动力冷 却系统55. 车门盖 50. 白车身40. 内饰wuchunyu1.2车身系统占整车质量的比重GP50—宝骏630车身件质量 30% 整车其他部 件质量 70%整车其他部件质量 车身质量一般情况,车身占整车质 量的比重为30%左右。
wuchunyu2.0白车身的功能及结构介绍车身是整车的重要组成部分,开发整车是一项很复杂的工程,车身也一样,它 主要包括车身本体、车门及附件,由于它是汽车上载人的容器,因此要求车身应具 有良好的舒适性和安全性。
此外,乘用车身又是包容整车的壳体,能够最直观地反 映乘用车外观形象等特点,所以,乘用车身设计应非常注重外形造型,以满足人们 对轿车外形地审美要求,取得较好的市场。
白车身结构介绍

05 白车身性能测试与评价
刚度与强度测试
刚度测试
刚度是衡量白车身抵抗变形能力的指 标,通过在车身不同部位施加压力或 扭力,测量车身的形变量,以评估其 刚度性能。
详细描述
涂装工艺是白车身制造过程中最为重要的环节之一,它涉及到电泳、喷漆等多个步骤。通过涂装工艺,可以在车 身表面形成一层保护膜,提高车身的防腐、防锈性能,同时还可以美化外观,提高车辆的整体质量。
总装工艺
总结词
总装工艺是将白车身与底盘、动力系统 等其他零部件进行组装,形成完整的汽 车。
VS
详细描述
焊接工艺
总结词
焊接工艺是将冲压好的零件通过焊接技术连接成一个整体, 形成白车身的结构框架。
详细描述
焊接工艺是白车身制造过程中必不可少的环节,它涉及到点 焊、激光焊接等多种焊接技术。通过焊接工艺,将冲压好的 零件按照一定的顺序和方式连接起来,形成一个稳定、牢固 的结构框架。
涂装工艺
总结词
涂装工艺是对白车身进行表面处理和涂装,以提高车身的防腐、防锈性能和外观质量。
白车身的制造精度和效率,降低生产成本和能耗。
智能化与绿色制造
智能化制造
智能化制造能够实现白车身制造过程的自动化、信息化和智能化,提高制造过程的效率和精度。通过 智能化制造技术的应用,可以实现白车身制造过程的可视化和可追溯性,提高产品质量和安全性。
绿色制造
绿色制造强调白车身制造过程的环保和可持续发展,通过采用环保材料、节能技术和清洁生产方式等 手段,降低生产过程中的能耗和排放。同时,绿色制造还能够降低白车身制造成本,提高企业的竞争 力。
汽车白车身结构介绍
汽车白车身结构介绍汽车白车身概述汽车白车身,即不带上车身颜色的车身,是指车身骨架及外壳的基础结构。
白车身的制造流程决定了车身结构的稳定性和安全性,同时也对车身的外观和驾驶体验有着重要影响。
本文将对汽车白车身的主要结构、制造材料和优缺点进行介绍。
汽车白车身结构汽车白车身的结构包括底盘、悬挂系统、车轮、车体集成、车门、车窗、车顶和尾灯等部分。
其中,底盘和悬挂系统是车身结构的主要组成部分。
底盘是车身的支撑结构,通过底盘上的框架和横梁确保车身的结构强度和稳定性。
悬挂系统则起到缓解道路震动和保障车辆平稳行驶的作用。
车体集成是指车身的整体结构,包括车顶、车门、车窗和尾灯等部分。
集成结构设计主要考虑的是车身结构的稳定性和安全性,同时也考虑到车身外观和车内空间的平衡。
汽车白车身制造材料汽车白车身的制造材料主要包括钢铁、铝合金和碳纤维等。
钢铁是传统汽车白车身的主要制造材料,其优点是价格便宜、机械强度高、易于加工和焊接。
然而,钢铁的缺点也很明显,主要包括重量大、抗腐蚀性能差和车身刚性难以优化等。
因此,钢铁逐渐被更轻量化的铝合金和碳纤维等材料所取代。
铝合金具有重量轻、强度高、安全性好的优点,同时也具有优良的抗腐蚀性能。
铝合金可以通过冲压和铸造等工艺制造,因此在车身结构设计方面有更多的自由度。
然而,铝合金的缺点是材料成本较高,同时也需要更高的制造难度和技术要求。
碳纤维具有重量轻、强度高、韧性好的特点,是目前最先进的汽车白车身制造材料之一。
碳纤维的制造需要涉及高技术和高成本,因此应用范围相对较窄。
同时,碳纤维在易碎性和耐热性等方面也存在着一定的问题。
除此之外,还有一些新型制造材料正在研发中,如复合材料和金属泡沫等。
这些材料可以通过不同的生产工艺和组合形式实现更轻量化、更高强度和更优化的车身结构设计。
汽车白车身制造技术汽车白车身制造技术的发展水平决定了汽车结构设计的实用性和可靠性。
目前,主流的汽车白车身制造技术主要包括以下几种:•冲压:将钢板或铝板放入模具中进行冲压,将板材成型。
非承载式车身静刚度分析

非承载式车身静刚度分析祝慧;葛广凯;朱纪成;李晓明;陆晨光【摘要】以某皮卡白车身为研究对象,建立非承载式车身有限元模型,计算其在弯曲和扭转工况下的变形量,并进行刚度试验分析,得到非承载式车身在不同工况下与车架的作用关系,评价该车身的门窗变形,并通过弯曲刚度和扭转刚度值,指导车身的结构设计,同时验证了白车身有限元模型的有效性.【期刊名称】《农业装备与车辆工程》【年(卷),期】2014(052)005【总页数】3页(P50-52)【关键词】非承载式车身;弯曲刚度;扭转刚度【作者】祝慧;葛广凯;朱纪成;李晓明;陆晨光【作者单位】230601安徽省合肥市江淮汽车股份公司技术中心车身电子研究院;230601安徽省合肥市江淮汽车股份公司技术中心车身电子研究院;230601安徽省合肥市江淮汽车股份公司技术中心车身电子研究院;230601安徽省合肥市江淮汽车股份公司技术中心车身电子研究院;230601安徽省合肥市江淮汽车股份公司技术中心车身电子研究院【正文语种】中文【中图分类】U463.810 引言白车身刚度反映的是整车抗扭转和抗弯曲载荷的能力,车身刚度不足,会导致车身变形量大,NVH性能受影响,而如果车身刚度过大,则会使车辆的质量增加,油耗增加,动力性降低[1]。
非承载式车身由于有独立车架存在,车身与车架之间通过弹性元件连接,分析验证已知,非承载式车身承担了相当一部分载荷,因此,在设计初期,需要对车体的刚度进行分析验证,设定合理的刚度指标值,并通过车体结构设计满足刚度目标,避免车架设计强度过剩,有效地保证轻量化的同时满足NVH性能。
白车身静刚度主要包含弯曲刚度和扭转刚度,本文对某皮卡驾驶室白车身分别进行刚度有限元分析和试验分析,了解设计车白车身弯曲、扭转变形情况。
将有限元分析结果同试验结果相对比分析,验证有限元模型的合理性,并结合评价结果,为非承载式车身结构设计开发提供参考。
1 白车身刚度模型建立皮卡驾驶室为非承载式车身,驾驶室通过车身悬置胶垫与车架相连接,白车身结构由冲压件钢板通过点焊的方式联接。
《白车身结构》课件

多学科优化
综合考虑多个学科的因 素,如结构、流体、热
等,实现全面优化。
03
白车身材料与工艺
材料类型与选择
钢材
高强度钢、低碳钢、合金钢等,具有较好的 强度和塑性,广泛应用于白车身结构。
碳纤维复合材料
高强度、高刚性、轻量化,适用于高性能汽 车和豪华车。
铝合金
质量轻、耐腐蚀,可塑性强,是现代汽车轻 量化材料的首选。
《白车身结构》ppt课件
目录
• 白车身概述 • 白车身结构设计 • 白车身材料与工艺 • 白车身性能分析 • 白车身轻量化设计 • 白车身发展趋势与展望
01
白车身概述
白车身的定义
总结词
白车身是汽车的基础结构,由多个金属部件焊接而成,不包括发动机、底盘和 电气设备等部分。
详细描述
白车身是汽车的基础结构,主要由金属部件焊接而成,包括车身骨架和内外覆 盖件等部分。它不包括发动机、底盘和电气设备等汽车核心部件,这些部件通 常在白车身的基础上进行安装。
白车身的组成
总结词
白车身主要由车身骨架、内外覆盖件、车门、车窗等部分组成。
详细描述
白车身由多个部件组成,其中最重要的是车身骨架,它承载着汽车的主要重量和受力。此外,白车身还包括内外 覆盖件、车门、车窗等部分,这些部件通常由金属薄板经过冲压、焊接等工艺制成。白车身的组成部件需要经过 精心的设计和加工,以确保其质量和性能符合要求。
质量控制与检测
严格把控材料质量
确保所采购的材料符合质量要求和规格标准 。
过程控制
在生产过程中进行实时监控,确保工艺参数 和操作符合要求。
质量检测
对白车身进行多项检测,如尺寸检测、强度 检测、外观检测等,确保产品质量。
汽车白车身结构介绍(一)
汽车白车身结构介绍(一)汽车白车身是汽车整车生产的重要环节之一,根据汽车白车身的结构可以进一步优化汽车的安全性、舒适性和性能等方面。
本文将对汽车白车身结构进行介绍,包括白车身的主要零部件、材料种类、制造工艺等方面的内容。
一、白车身的主要零部件汽车白车身的主要零部件包括车门、车厢、引擎罩、车身框架等。
其中车门就是车门板、车门骨架、门窗玻璃、门把手等零部件的总称。
车厢包括车顶、车顶骨架、尾门、后保险杠、车门内饰等。
引擎罩是指车辆前部的盖板,一般包括前盖板和机盖板。
车身框架是车身的骨架,也是车身的重要结构,它可以承受汽车的载荷和防止车身弯曲变形。
二、材料种类汽车白车身的材料种类主要包括钢材、铝合金、碳纤维和塑料等。
钢材是传统的白车身材料,它具有良好的强度和可塑性,但是重量较大,不利于汽车的燃油经济性。
铝合金比较轻巧,强度比普通钢高,但是成本较高。
碳纤维是一种轻质高强度的新材料,具有良好的抗腐蚀性和耐热性,但是成本过高。
塑料轻便且成本较低,但是不够坚固,不适合用于汽车白车身的高负荷承载部分。
三、制造工艺汽车白车身制造工艺主要包括焊接、铆接、胶接、粘接等。
焊接是最常用的汽车白车身制造工艺,但是它易产生热裂纹、变形等质量问题。
铆接比焊接更加精密、美观,并且不易引起变形。
胶接是利用特殊胶水将两个材料粘接起来的方法,这种方法不会产生金属腐蚀和热影响。
粘接则是利用特殊胶水或者泡沫材料将各个部位粘合在一起,这种方法可以提高汽车白车身的实际强度。
综上所述,汽车白车身是汽车制造过程中的一个重要部分,通过材料选择和制造工艺的优化,可以提高汽车的安全性、舒适性和性能表现。
未来的汽车白车身将会更加注重材料的轻量化,提高汽车的节能性,同时各种新型的制造工艺也将逐渐应用到汽车白车身制造过程中。
皮卡车身结构类型
皮卡车身结构类型皮卡车作为一种多功能的车辆,具有较大的载货空间和良好的越野能力,因此在市场上受到了广泛的欢迎。
而皮卡车的车身结构类型也因应不同的用途和需求而有所区别。
下面将介绍几种常见的皮卡车身结构类型。
1. 标准皮卡车身结构标准皮卡车是指传统的皮卡车型,它具有双排座位和一个较大的货箱后部。
这种车身结构适合于日常生活中的家庭用途和轻型载货需求。
标准皮卡车一般采用后驱或四驱方式,具备一定的越野能力,适合在城市和郊区道路上行驶。
2. 扩展皮卡车身结构扩展皮卡车是在标准皮卡车的基础上进行改良,增加了后排座椅和车身长度,以提供更多的座位和载货空间。
扩展皮卡车适用于需要更多座位或更大载货空间的情况,比如家庭出游或商务用途。
车身结构的扩展使得整车更加宽敞舒适,但也增加了重量和车身长度,对于驾驶和停车都需要一定的考虑。
3. 双舱皮卡车身结构双舱皮卡车是指在驾驶室后面设置一个小型的货箱,以增加载货空间。
这种车身结构适用于需要同时满足乘坐人员和载货需求的情况,比如商业用途或户外运动。
双舱皮卡车的驾驶室和货箱可以分隔开,从而兼顾了乘坐舒适性和货物的安全性。
4. 领航皮卡车身结构领航皮卡车是一种定位于豪华和性能的高端皮卡车型。
它不仅具备传统皮卡车的功能和实用性,还加入了豪华配置和强大的动力系统。
领航皮卡车的车身结构和内饰设计更加精致,驾乘体验更加舒适。
它通常配备了高性能发动机和四驱系统,以满足高速行驶和越野驾驶的需求。
皮卡车身结构类型多样,适应了不同用户的需求和偏好。
无论是日常家庭用途还是商业运输,都可以根据具体需求选择合适的皮卡车型。
当然,在购买皮卡车前,还需要考虑其他因素,如价格、燃油经济性、维护成本等,以做出更加明智的选择。
上海通用汽车GVDP整车开发流程讲解
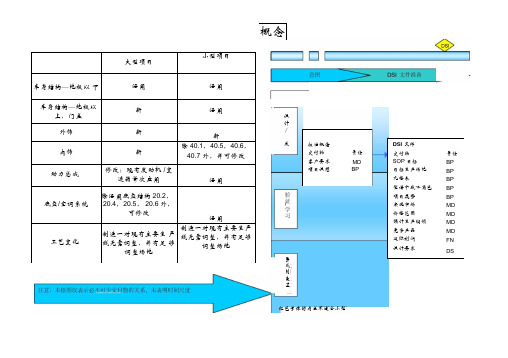
概念大型项目小型项目车身结构—地板以下沿用沿用车身结构—地板以上,门盖新沿用外饰新新内饰新除40.1,40.5,40.6,40.7 外,并可修改动力总成修改:现有发动机/变速箱首次应用沿用底盘/空调系统除沿用底盘结构20.2,20.4,20.5,20.6外,可修改沿用工艺变化制造一对现有主要生产线无需调整,并有足够调整场地制造一对现有主要生产线无需调整,并有足够调整场地红色字体的内容不适合小型集成制造过设计/发布提出概念交付物责任客户要求MD项目设想BPDSI 文件交付物责任SOP 目标BP目标生产场地BP九格表BP型谱中战略角色BP项目赢势BP宏观市场MD价格范围MD预计生产纲领MD竞争产品MD边际利润FN设计要求DS设计主题方案方向设想交付物责任MSS MD 产品交付物责任产品项目规划书(PPC)BP 关键产品特性PK 质量目标确认QA计划交付物责任整车进度计划BP 财务评估FN 经济分析FN 项目分析BP提案方案分析研究设计方案交付物责任效果图/渲染图DS油泥模型/USB DS竞争车对比表DS造型主题数模DS工程研究交付物责任BOM/ 爆炸图PKVAS 结构ES性能分析评估PKZ&L 模型PK制造策略ME动力总成方案PT初始装配模型VS工程交付物责任BOM/ 爆炸图PK油泥模型/USB DS初始装配数模PK项目文件交付物责任制造策略MEMSS MD产品项目规划书(PPC)BP项目章程BP整车进度表BP项目计划BP市场调研报告MD项目强制性指标BP细化设计建模交付物 责任 SV 表面发布 DS 选择颜色 /面料 DS 流体分析模型( CFD ) DS 制作交付物 责任 USB —║DS 外观实体模型 DS整车集成交付物责任 VDS ES MPL ES VTS/SOR EN Z&L 模型 PK 初始装配数模 EN DFMEAEN L/A/D/V 计划 T/V制造交付物 责任 骡子车制造T/V工程交付物 责任 BOMEN 关键产品特性 ENICD EN认证交付物 责任 骡子车试验 T/V 虚拟 CV 评估 VS 动力总成摸底试验PS项目管理ACTTA开发MSVExpPTDSOVCCPSVSR骡子车:采购,制造,试验CVERCSSVSRTA骡子车 /概念车 CV PQRR CSOCSO项目交付物 责任 项目合同 VL 采购计划 PU 质量目标确认 QA经济分析 FN 供应商定点 PU制造工程 交付物 责任 制造计划ME 产品和工装设计评估 ME 项目质量计划QA工程交付物责任BOM EN DTS EN ICD EN 认证交付物责任虚拟SV 评估VS 内外饰实体模型DS 工程交付物责任BOM ENDTS ENKPC ENICD ENSSTS/CTS ENSOR ENGD&T 图EN制造交付物责任零件采购PU模具/工装采购PU白车身制造T/VIV 制造T/VPMR ME认证交付物责任虚拟IV 评估VS关键试验T/VPT 初始标定PT产品发布交付物责任实体模型数模DSIDR 板金件DSIDR 外饰DSIDR 内饰DS颜色/面料DSGD&T 图ME项目交付物责任工装设备SOR ME DFM 计划EN 产品启动计划MF 质量着落道计划QA 模具产能计划BP ME 开发交付物责任PFMEA ME总装工艺文件ME工艺控制文件MEC/S/I VER 模具和零件制造ME设施交付物责任模具/工装开发制造ME尺寸检测系统ME总装培训计划ME厂房设计ME整车系统代码VPPS缩写/定义其它信息GPDS 零件状态制造CV-地板下结构SV-结构(底盘,转向,动力总成等)IV-造型相关零件(白车身,内外饰)骡子车U1U0U0 CVER T2U1U1 SVER T3T2T1 IVER T3T3T2用途设计级别尺寸制造U制定VDS/BOM开发有“几何尺寸& 间隙表”简易模具,机械加工制造,座椅和仿真件模型T“T”发布制造完成“几何尺寸& 间隙表”生产模具,机械加工制造P“P”发布按照生产节拍制造-MVB项目状态谱G完成W+已开始,并按计划进行中W-进度调整Y可能或将要延期GR延期B需要状态O将来任务GRAY待定R0初始数模(粗糙实体和/或曲面)1中间数模(细化实体和/或曲面)2最终数模(有效实体)3完成文档(几何尺寸& 间隙点,公差,设计要求,图纸)iMAN 数据库代码和UG 数据集成10专业人员无法察觉9仅专业人员可察觉8少数用户可察觉7所有用户可察觉6部分用户感觉不适5所有用户感觉不适4所有用户认为失效3所有用户强烈抱怨2操作受阻1无法操作试验主观评价指标。
白车身弯曲刚度分析

白车身弯曲刚度分析规范前言本标准是为指导白车身的弯曲刚度分析而建立的,目的是通过其规范白车身弯曲刚度分析流程,并提高分析的一致性。
本规范是在过往分析应用的基础上总结形成。
本标准在内容和格式的编排上,符合产品开发体系版式标准的要求。
白车身弯曲刚度分析规范1 范围本标准规定了白车身加载边界条件和、结果的处理和评价方法。
本标准适用于乘用车、部分商用车白车身弯曲分析。
本标准不适用于重型卡车、皮卡类车型。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
无3 术语和定义3.1.本规范中的BIW是指焊接车身的本体部分,不包含通过螺栓装配在车身本体上的部分(车门、发动机罩、行李箱盖以及需要螺栓连接的翼子板、仪表板支持横梁以及焊接在车身上的固定铰链),如图1所示。
图1 BIW示意图3.2.BIP带前挡风玻璃的白车身(在白车身弯曲刚度分析中需要考虑前挡风框变形率时使用不带玻璃的白车身模型,其余窗框变形率使用带玻璃的白车身模型)。
4 白车身弯曲刚度分析4.1加载如图2所示,找出纵梁上位于前后约束在X向的中点位置,用rbe2抓取此位置对应地板上面100*100mm的区域,左右分别加载-Z 向1000N 。
图2 白车身弯曲刚度分析边界示意4.2 约束如图2所示,采用对称约束方式,左后悬反冲块123,约束右后悬反冲块13,左前悬反冲块23,右前悬反冲块3,其中反冲块区域应变rbe2抓取100*100mm 范围内的节点。
4.3 结果后处理4.3.1 刚度值由载荷作用线作一竖直方向的平面与左、右中纵梁底面相交,其与左、右中纵梁底面中线的交点为测量点,测量左侧交点沿Z 向的位移量ΔZ1 和右侧交点沿Z 向的位移量ΔZ2,计算出平均值Δ和刚度值K ,记录于表1 所示的表格中。
白车身内部培训第三讲-焊接)
➢ 焊缝基本符号是表示焊缝横截面形状的符号,共有13个。 ➢ 焊缝基本符号相对基准线的方位是固定的,它不随焊缝图形方位的变化而
改变其方位。
3.2焊缝符号标注法
(1)焊缝基本符号
3.2焊缝符号标注法
• 将符号和数值相对基准线的标注位置划分为A~G七个区域。各区相对 基准线位置固定,不论标注的箭头线方向如何变化,它们相对基准线 的位置不改变。
• 焊缝符号及尺寸标注分区示意图见图7。标注内容相对基准线的上下方 呈对称分布 。
3.2焊缝符号标注法
A区:属主要功能区:标注13个基本符号,四个特殊符号,补充符号 中的垫板符号,辅助符号中的平面、凸面和凹面符号。
对焊 缝焊 点焊
3.1焊接方法介绍
3.1焊接方法介绍
3.1焊接方法介绍
3.1焊接方法介绍
3.1焊接方法介绍
3.1焊接方法介绍
3.1焊接方法介绍
3.1焊接方法介绍
3.2焊缝符号标注法
➢ 焊缝符号:在图纸上标注出焊缝形式、焊缝尺寸和焊接方法的技术内容的符号 。
➢ 焊缝符号主要由基本符号、辅助符号、补充符号、焊缝尺寸符号和指引线等 组成。
线基准线上说明焊缝在非箭头侧。 a.如果焊缝在接头的箭头侧,则将基 本符号标在基准线的实线侧; b.如果焊缝在接头的非箭头侧,则将基本符号标在基准线的虚线侧; c.标对称焊缝及双面焊缝时,可不加虚线。
3.2焊缝符号标注法
• 标准中对焊缝符号、尺寸符号和尺寸数值在指引线上的标注位置有明 确规定,绘制焊接图时必须严格遵守。
3.3基本符号应用举例
山东建筑大学 机电工程学院
双响炮—— 长城炮越野皮卡

车侧原厂配备涉水 喉,免 除 后 续 改 装 麻 烦,对 越 野人 来 说是个极大利好。
1 958 mm、1 893 mm,轴 距 为 3 230 mm;接 近 角 为 30 °、离 去 角 为 26 °,最 小 离 地 间 隙 为 228 mm;货 舱 的 长、宽、高 尺寸 为 1 520 mm、 1 520 mm、538 mm。从 数 据 上 看,新 车 的 尺 寸 非常庞 大,5.4 m 的车长已 经 超 越了绝 大 多 数 的 SUV,但 对于皮卡 来说 这 是很平常的事了,毕 竟 乘 客舱的空间有限,货舱也需要一部分的储物空间。 虽然越来越多的城市已经放开了对皮卡的限制,但 长城炮不太适合在城市中行驶,停车、挪车都不太 方便,因此如果进行长途穿越活动,那长城炮越野 版 是 非常 轻 松、惬 意 的 事 了。此 外,全车还 有多 处 预留改装位置和用电接口,包括 4 个 USB 充电口、 2 个 12 V 电 源(其中一 个为外 接 12 V 电 源)、1 个 220 V 电源,方便车主加装车顶射灯、机舱维修 灯,拓展露营用电等。
5 437、1 958、1 893 1 520、1 520、538 3 230 228 700 6.85 80
动力系统及车辆性能 发动机型式 发动机排量 L 最大功率 kW(r/min) 最大扭矩 N·m(r/min) 变速器型式 燃油标号 环保标准
L4,直喷,涡轮增压 1.967
140(4 000 ~ 5 500) 360(1 800 ~ 3 600)
86 TEST REPORT 试车报告
元勇
长城炮越野皮卡
长城炮皮卡的面市和销量表现 让中国消费者更深入地了解到 了皮卡的文化,慢慢认为其实 皮卡也可以时尚起来。自乘用 版和商用版过后,越野版的到 来为更多越野爱好者提供了新 的选择,并且终结了进口皮卡 独霸越野圈的时代,随着国内 皮卡解禁大潮的来临,长城炮 正让皮卡在国内流行起来。
CAE白车身扭转刚度分析报告

3.1、 模型说明(带玻璃)
单元类型 焊点类型 螺栓连接 单元个数 节点个数 CAE模型质量 CAD模型时间
SHELL
HEX+RBE3
RBE2
373578
386173
227Kg
2012-10-30
实施日
定制
更 改1 改2
改 改3 改4 改5
2012. 11 .30
秘密级别 绝密
秘密
5.3、扭转刚度位移曲线
扭转刚度值取点分布示意图
页
4/6
Angle(rad)
0.3 0.2 0.2 0.1 0.1 0.0 -0.1 0 -0.1 -0.2 -0.2 -0.3
车身底部扭转变形曲线
500
1000
1500
2000
2500
3000
左侧门槛
右侧门槛
X-Position(mm)
5.4、扭转刚度窗框变形量
文件编号 CAE-F128-NVH-301-01
页
5/6
B1 A1
A2
B2
G1
G2
G3
G4
扭转刚度窗框变形量(mm)
TORSION 前挡风窗 后围玻璃 侧前门(左侧) 侧前门(右侧) 侧后门(左侧) 侧后门(右侧)
序号
G1 G2 G3 G4 A1 A2 A1' A2' B1 B2 B1' B2'
原始尺寸
页
3/6
5.2、扭转刚度值
白车身扭转刚度值
GJ=T/φ=5948Nm/deg T=600Nm φ=0.10087deg
GJ=F*Tr*L/θ=1.04114MNm2/rad F=300N Tr=2000mm L=3054mm θ=0.00176rad
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 1.车身覆盖件
• 车身覆盖件是指车身中包覆梁、支柱等的构件,具有教大空间曲面 形状的表面和车内板件。
• 2.梁、支柱
• 车身结构中的梁、支柱,又称车身结构件,是指支撑车身覆盖件的 全部车身结构零件。
• 3.结构加强件 • 结构加强件主要用于加强板件的刚度,提高各构件的连接强度。
一、车身结构介绍
侧围
一、车身结构介绍
发仓
由发动机罩、前翼子板及安装支架、前轮罩、悬架支座、前纵梁、前保横梁及其安装托架 等构成。
主要功能是形成发动机舱(发动机前置),为发动机及附 件提供一个护罩;防止前轮甩泥;外观上体现车身造型设 计要求。
结构设计中应注意的问题:
1、合理设置悬置支架的固定位置,要保证其座基具有足够的强度和刚度。
4)构成发动机舱和座舱之间的隔壁,应具有良好的密封、隔振 和隔音效果;
5)设置外部空气吸入口和通风道;
6)安装空调装置及通风风道;
7)安装踏板组;
8)安装雨刮器等附件。
前挡板
前围上盖板(流水槽)
一、车身结构介绍
车身
一、车身结构介绍 发动机盖
发动机盖
发动机盖(又称发动机罩)是最醒目的车身构件,是买车者经常要察看的部件
一、车身结构介绍
非承载式车身
一、车身结构介绍
承载式车身 没有分离的车架,车身承受整车的载荷
一、车身结构介绍
皮卡白车身总成的构成
车身本体总成
货厢本体总成
机舱焊接总成
前门焊接总成
后门焊接总成
机盖焊接总成
后围焊接总成
侧围焊接总成
地板焊接总成
顶盖焊接总成
一、车身结构介绍
前结构
一、车身结构介绍
后结构(地板)
汽车(皮卡)白车身培训
轻型车事业部产品部
第一部分:车身结构介绍
返回
一、车身结构介绍
汽车车身的组成如下:
• 1、车身本体(白车身)
• 车身本体是指车身结构及覆盖件的焊接总成,并包括前翼子板、车门、发动 机罩和行李舱盖在内的未涂漆的车身,形成车身的封闭刚性结构。
• 2、外装件
• 外装件是指车身外部具有对车身起保护或装饰作用的部件,以及具有独立功 能的车外附件:主要有:前后保险杠、车门防撞装饰条、散热器面罩、外饰 件、玻璃、车门机构及附件、密封条和车外后视镜等。
• 承载式车身的汽车没有刚性车架,只是加强了车头,侧围,车尾,底板等部位 ,发动机、前后悬架、传动系的一部分等总成部件装配在车身上设计要求的位 置,车身负载通过悬架装置传给车轮。这种承载式车身除了其固有的乘载功能 外,还要直接承受各种负荷力的作用。承载式车身不论在安全性还是在稳定性 方面都有很大的提高,具有质量小,高度低,没有悬置装置,装配容易等优点 ,因此大部分的汽车采用了这种车身结构。
一、车身结构介绍
早期的汽车车身沿用了马车车身结构,整个车身以木材料为主。 1912年由爱德华.巴特首次制成了全金属的车身,1925年文森卓.兰 西亚发明了承载式车身,车身由钢板冲压成型的金属结构件和大型 复盖件组成,这种金属结构的车身一直沿用至今,得到不断的完善 和发展。由各种各样的骨架件和板件通过焊接拼装而成的汽车车身 ,也就是行业俗称的“白车身”,BIW:Body In White.
5、各构件地连接结构要符合防腐要求。
6、外覆盖件应符合车身造型的要求。
7、为保证撞车时对乘员的保护,车身前部结构的纵向刚性要合理设计。强度设计为有 目的的分级状态,以使车身撞击时,前部结构本身被压缩、变形,吸收撞击能量。从而 防止发动机被撞入座舱内;防止转向机构被撞后移;保证座舱变形最小;减小撞车时座 舱部分的加速度。
一、车身结构介绍
汽车车门
对于汽车而言,车门的质量直接关系到整车的舒适性和安全性。如果车门的质量差,制造粗糙,材料单薄,
就会增加车内噪声和振动,让乘坐者感到不舒适和不安全。因此,购车者在挑选汽车的过程中,要十分注意车门 的制造质量。
车门是车身中工艺最复杂的部件,它涉及到零件冲压、零件焊接、零部件装配、总成组装等工序,尺寸配合和 工艺技术都要求严格。车门是一个活动物体,其灵活性、坚固性、密封性等一些缺点很容易被人发现,难以“蒙 ”过去。
• 3、内装件 • 内装件是指车身室内对人体起保护作用或起装饰作用的部件,以及具有独
立功能的车内附件。主要有:仪表板、座椅、安全带、车门、车顶、地板及 侧壁的内饰、遮阳板、扶手、车内后视镜等。
• 4、电器附件
• 主要包括:刮雨器、洗涤器、空调装置、收放机、仪表、开关、前灯、尾灯 和各种指示照明灯等。
一、车身结构介绍
防火墙
车身前围是分隔车身前部和座舱的结构总成。一般由前围上盖板 和前围板等组成。对保证车身的扭转刚度、改善座舱舒适环境和 提高撞车时的安全性等起着重要的作用。
功能要求:
1)支承并安装前风窗玻璃;
2)确保车身扭转刚度;
3)提高撞车安全性,并控制座舱前壁和转向柱在撞车后的向后 位移量;
一、车身结构介绍
汽车车身从整体上分为非承载式车身和承载式车身两种。
• 非承载式车身的汽车有一刚性车架,又称底盘大梁架。发动机、传动系的一部 分,车身等总成部件用悬架装置固定在车架上,车架通过前后悬架装置与车轮 联接。这种非承载式车身比较笨重,质量大,高度高,一般用在货车、客车和 越野吉普车上,也有少部分的高级汽车使用,因为它具有较好的平稳性和安全 性。
2、动力总成和行走机构需要通过弹性垫或者能降低振动的副车架与车身连接。
3、合理设置加强板,避免各构件连接处因强度不足长生裂纹。
4、从前碰安全性着眼,车身前部结构,特别是承载的梁结构,应在无大的力流集中的 情况下与车身主体连接。常采用两种形式来实现,一种是前纵梁大面积地过渡到前围板 和地板梁上;另一种是通过挡泥板来连接。
之一。对发动机盖的主要要求是隔热隔音、自身质量轻、刚性强。发动机盖的 在结构上一般由外板和内板组成,中间夹以隔热材料,内板起到增强刚性的作 用,其几何形状由厂家选取,基本上是骨架形式。发动机盖开启时一般是向后 翻转,也有小部分是向前翻转。向后翻转的发动机盖打开至预定角度,不应与 前档风玻璃接触,应有一个约为10毫米的最小间距。为防止在行驶由于振动自 行开启,发动机盖前端要有保险锁钩锁止装置,锁止装置开关设置在车厢仪表 板下面,当车门锁住时发动机盖也应同时锁住。