外购件检验作业指导书
玻璃钢来料检验作业指导书

b.非装饰面不允许存在固化、浸渍不良、杂乱纤维、毛刺、气泡、缺损、裂纹、树脂堆积。凹凸不平误差在±1.0mm范围内,预埋件位置正确,粘接牢固,表面光滑平整,涂刷灰色漆或树脂;
c.切割表面(加工断面)不允许存在分层、开裂、气孔、夹杂及凹凸不平、固化不良、缺损、伤痕等缺陷;
h.锁孔位置偏差±1.0mm,不允许偏斜(用锁试装);
i.折角线清晰平直,线条明显,整车组装后均为一条直线,允许偏差在±0.5mm以内;
j.定期对模具进行校验;
游标卡尺
0-125mm
每季度
No.
修订日期
修订内容
修订单
核准
审查
制定
分发编号:
页次
3/3
文件编号
序号
检验项目
技术要求
验收器具
抽检比例
备注
名称
c.平面度极限偏差不允许大于1.0mm/㎡(指1.0m长水平尺在制品件装饰面任何部位上测量其范围内的凹陷值);
d.铰链处厚度极限偏差27.0mm(+0;-0.5),并确保平直,不允许凹凸不平;
e.加工端面垂直铰链底线误差为±0.5mm;
f.预埋仓门轮翼骨架对称制件中心极限偏差为±2.0mm;
g.格栅安装叶片不能露出表面,叶片方向正确,位置准确,不允许偏斜及脱落变形,格栅叶片与仓门板折点平面配合处不允许出现间隙,格栅紧固螺母不允许有松动和脱落;
2)连接预埋件表面应经机械处理,脱脂处理,埋件粘接应牢固;
3)树脂含量应控制在50-60%范围内(GB2577-81);
4)固化度要求不低于82%(G
检验作业指导书
检验作业指导书1.进货检验1.1目的进货检验就是为了有效控制供方不合格品进入仓库,确保供方所提供的产品能满足公司及客户的质量要求。
1.2适用范围适用于公司外购或委外加工的原材料、零部(配)件、半成品、成品的检验1.3职责负责供方物料的质量判定与质量状态的标识1.4作业程序1.4.1进货检验部分1、进货检验根据采购部下发的物资采购订单每周汇总表做好检验准备,准备好测量工具(游标卡尺,卷尺,角度尺等)、工艺、零件图纸、检具及检验标准等;2、仓管员收到送货单后进行检验,根据送货单上的订单号,规格,核对产品是否正确。
核对无误后根据 MIL-STD-105E抽样标准进行抽样检验。
检验合格后在送货单上签字,并做好《进货检验记录》,次日交质管部;3、产品经检验判定合格后须贴好合格标签,并做入库处理。
产品不合格须贴不合格标签,作退货或挑选处理,并立即开出《不合格品处理单》,经质管部长或以上领导审核签字后及时反馈供方、业务,检验员还须对退货的产品以及不良品挑选过程作好跟踪和验证;4、对于供方送检的新产品的首件,进货检验员要填写《首件检验表》交研发部门确认,最终由检验部门来判定该产品是否合格,确认后立即将确认结果传真供方。
5、各项记录要规范填写,数据要真实,特别是现象的描述要清晰、易懂,必要事可以用简图来描述。
1.5检验方法1.5.1外观检验:一般采取目测,手感,样板对照等;1.5.2尺寸规格检验:卡尺,卷尺,角度尺,千分尺,螺纹环规等;1.5.3承重测试:按指导书要求加载相应的重物作禁止和滚动测试;1.5.4组装测试:与配套的产品进行组装。
1.6检验项目1.6.1管材类1、依采购订单型号,规格与送货单核对,有无质保书;2、管材表面擦拭干净,检查表面有无焊道开裂、模具压痕及材质麻点、凹坑等,方管四处R角是否一致;3、检查尺寸是否正确,方管及圆管壁厚公差±0.05;4、管材直线度、平面度、扭曲度能否满足加工要求,公差范围参照《管材的质量要求》;5、表面要求无严重的划伤,无明显的麻点凹坑,无锈斑等;6、一般管材接头管≤2%, 如有特殊要求则不可有接头管;7、特殊管材类检查捆包是否符合要求,有无因保护不当导致运输过程中造成的划伤。
地拖桶检验作业指导书

xx塑料制品有限公司作业指导书生效日期:2017年07月01日文件编号:WI8.6-09版本号:B修订号:0
文件名称:地拖桶外购件检验作业指导书第1页共1页1.目的
制定公司生产的地拖桶外购件检验的作业标准。
2.适用范围
公司生产的地拖桶。
3.职责
3.1技术部负责工艺的制定管理工作。
3.2生产部门负责生产工艺的调整、零件的装配工作。
3.3质检部负责检验的工作。
4.内容
材料名称检验项目接收标准
缺点判定
检验工具及方法备注严重轻微
手柄外观跟样板V目测与样板对照
材料跟样板(订单)相符V对比样板
配合与压水杆及手柄套相配V配对试装全检拉簧外观跟样板V目测与样板对照
尺寸跟样板V相关工具
脚轮(万向轮)外观跟样板V目测
转动用手提起轻拔能转三圈
以上
V目测
配合与脚座相配V配对试装
螺丝规格跟样V与样板对照编写审核批准。
进货检验和试验作业指导书

文件制修订记录Aim / 目的:对进厂的原材料、外购件、外协件、配套件、配套产品以及半成品等入库前所进行的检验. 防止不合格品进厂入库及由于使用不合格品而影响产品质量.Applicable Area/ 适用范围:所有的采购材料(原材料、外购件、外协件、配套件、配套产品以及半成品)例外情况:那些材料编号不出现在最后成品零件单上的一些生产辅助性材料不按此程序去处理Definitions/ 定义:1. 批量:批中所包含的单位产品2. 样本大小:从批中抽取用于检查的单位产品3. 合格检查水平:在抽样检查中,认为可以接受的连续提交,检查批的过程平均上限值4. 检查水平:表示批量与样本大小间的分级关系5. 合格判断数:作出批合格判断样本中所允许的最大不合格品数或不合格数6. 不合格判断数:作出批不合格判断样本中不允许的最小不合格品数Content / 内容:1. 原材料的接收1.1仓库管理员的工作:根据供应商的送货单,核对货物的一致性,对原材料的外观情况作一般性检查,并安排卸货.1.2 仓库管理员及时填写入厂原材料送检单,连同入厂原材料所附的合格证(质量证明书)或质量检验报告等质量证明材料,一并交质量检验员作为原材料入厂检验的送检手续.1.3 详见原材料仓库管理规定.2. 原材料检验2.1检验员从原材料接收部门取得需检验零件的相关文件和送检单后,确认零件的编号是否与该文件一致.针对强制性认证产品要根据《电热水器关键零配件明细表》进行一致性的检验(样本量按2.4 抽样方案C 执行),如不符合产品一致性要求,按《不合格管理程序》处理,并把检验结果记录在《零配件来料检验记录表》上.2.2外购原材料分为两类:a. 须经检验的材料b. 不须经检验的材料所有发往生产线和仓库储存前需要进行检验的原材料属于a类原材料。
这类材料也包括大件材料(如:钢卷,纸箱,固体粉末等),这些材料通常先放置于待检区。
其它材料均为b类材料,这些材料基于供应商良好的质量控制或提供材料质保书等原因,被列入不须经进料检验的材料的范畴(如免检产品,发泡材料等)。
质检抽样检验作业指导书
5.1.5 IQC质检员对所以检验记录进行统计及存档保存,保存有1 IPQC质检员每日早上根据当日《ERP生产计划》,对照ERP上客户级别及订单金额进行抽样级别分类,并按照客户级别规划每日《抽样计划表》,每日巡检《抽样计划表》需上传OA。
5.2.3.2成品每日巡检抽样次数:A级客户每日巡检抽样不得少于2次、B级客户巡检抽样次数不得少于1次、 C级客户按照产品需求进行安排巡检抽样,但巡检时必须查看操作员自检记录及首件记录。
5.2.3.3有特殊要求的客户产品都需要按照《客户成品检验规范》,进行巡检抽样检验,巡检次数按照客户级别进行,C级产品巡检抽样不得少于一次。
5. 作业流程
5.1 来料抽样检验
5.1.1 IQC质检员每日根据物资部提供的《入库单》,对照《来料检验明细表》进行抽检筛选,确定是否抽样检验。
5.1.2 IQC质检员确认完成需要抽样检验来料产品后,按照《抽样数量对照表》进行取样,并按照《来料检验规范》进行检验。
5.1.3 IQC质检员检验时,根据产品要求规格型号,有环保要求的物料,检查SGS报告是否在有效期内(若报告过期,要求综合部采购员向供应商索取),供应商的检验报告或质量证明单是否提供。
质检抽样检验作业指导书
1.目的
为了确保公司所以产品能满足客户质量要求,特制定此办法。
2.适用范围
此管理办法适用外购来料、制成巡检和成品出货检验。
3.术语和定义
4. 职责
4.1 质量部部长:负责编制,并组织实施每日抽样检验计划,各项检验标准的制定,并对检验结果提出检验结论,负责不合格的处理方案和决策。
检验作业指导书【范本模板】
检验作业指导书1.目的:对进厂的原材料及过程、产品等进行规定的检验和试验,确保产品符合规定的要求。
2.范围:适用于直接用在本厂产品上的原材料、及产品、半成品进行检验。
3.。
职责:质量部负责对原材料及产品的验证及检验。
4.程序:4.1原材料的检验4.1.1.原材料采购进厂后,采购员按定货合同及相关采购文件,对实物规格、型号、等级、数量、重量等验证无误后,通知质检员进行检验。
4.1.2.质检员核实交检内容和质量证件齐全后方可进行检验。
4.1.3.检验和验证a)对客户有特殊要求的,按要求进行检验。
b)按国家标准进行抽样检验,具体见《原材料检验卡》。
c)质检员按照工艺文件进行检验,填写相关检验记录。
4.2.不合格品处置4.2.1.经检验和试验确定为不合格品的原辅料,按《不合格品控制程序》规定执行.4.3.过程产品检验4.3.1.操作工必须在自检合格的基础上,质检员及时进行首件检验;并将检验结果向操作者交待清楚。
4.3.2.首检合格,质检员通知操作工继续生产。
4.3.3.在首检合格的基础上,质检员和班组长人员应做好中间抽检,发现问题,采取措施及时处理,把发现的质量问题向工人交待清楚.质检员及时填写相关检验记录《不合格生产整改通知单》.4.3.4.经质检员检验出的不合格品应填写《不合格品评审单》,经主管人员签字后方可回用。
4.3.5.质检员按照产品加工工艺进行检验,填写相关检验记录。
4.4.最终产品出厂检验4.4.1.全性能检测委托检验;4.4.2.本公司能进行检验的项目及时检测,结果填写在检验报告单上。
5.相关文件5.1.《不合格品控制程序》6.记录。
外购外协件检验作业指导书

外购、外协件检验作业指导书
(ISO9001-2015)
1、适应范围
本规程外协件主要包括曲柄、连杆等毛坯件的铸造及压缩机曲轴等件的粗加工;外购件主要包括轴承、链轮、齿轮等。
2、理化检验
检验科理化室对锻造毛坯件进行随机抽样检验,依技术要求检验理化和机械性能质量指标。
检验合格后对其入库或转序,并做质量记录。
3、几何尺寸检验
检验科检验员按检验程序对外协件、外购件进行全检或抽检,依据技术要求进行几何尺寸检验。
检验合格后对其入库或转序,并做质量记录。
4、标识及批次确认
检验科检验员对外协件、外购件的标识、批次号应进行确认,确保外协件、外购件的标识、批次号正确,便于对其的追溯。
5、外协件辅助工序检验
主要包括曲柄、连杆等毛坯件锻造的抛丸防锈处理等。
6、办理入库、转序手续
检验合格后,由检验员(含经手人)签字,填写入库单(或工序流转单),办理入库(或转序)手续。
7、不良品处理
外购、外协件的不良品,执行《不良品管理规定》。
8、支持性文件
《产品标识和可追溯性管理规定》《产品批(炉)次管理规定》《不良品管理规定》。
采购件检验作业指导书
采购件检验作业指导书一、引言采购件检验是指在采购过程中对所购买的机械设备、零部件、原材料等进行检验的工作。
采购件的质量直接影响整个生产过程和产品的质量,因此采购件检验是非常重要的环节。
本作业指导书旨在帮助采购部门和质量控制人员有效进行采购件的检验工作,确保所购买的采购件符合质量要求。
二、检验准备工作1. 确定检验标准:根据所购买的采购件的技术要求和性能要求,确定相应的检验标准。
可以参考相关国家标准、行业标准或企业内部标准进行制定。
2. 确定检验方法:根据采购件的特点确定相应的检验方法,包括外观检查、尺寸测量、材料分析等。
确保所选的检验方法能够准确判断采购件的质量。
3. 准备检测设备:根据所选的检验方法准备相应的检测设备,包括测量工具、试验设备等。
确保这些设备能够准确进行检验工作。
4. 建立检验记录表:制定检验记录表,记录每个采购件的检验结果,并留存相关记录和数据。
三、检验过程1. 外观检查:首先进行外观检查,包括检查表面是否有明显的划痕、凹坑、油污等缺陷,确保外观符合要求。
可以使用目视检查或显微镜进行检查。
2. 尺寸测量:根据采购件的技术要求,使用相应的测量工具对尺寸进行测量,确保采购件的尺寸满足要求。
例如,可以使用卡尺、游标卡尺等工具进行尺寸测量。
3. 材料分析:对采购件的材料进行分析,确保采购件的材料符合要求。
可以使用化学分析、金相分析等方法进行材料分析。
4. 功能检查:对采购件的功能进行检查,确保采购件能够正常运行。
根据采购件的特点选择相应的功能检查方法。
四、检验结果处理1. 合格品处理:如果采购件的检验结果符合要求,则将其标记为合格品,并进行相应的记录。
2. 不合格品处理:如果采购件的检验结果不符合要求,则将其标记为不合格品,并进行相应的记录。
根据不合格品的性质,可以采取退货、修复、报废等措施。
3. 处理意见及反馈:针对不合格品,采购部门可以提出处理意见,并将其反馈给供应商。
与供应商进行沟通,解决不合格品的问题,确保类似问题不再发生。
减震器来料检验作业指导书
S50-260HH6
≤135
No.
修订日期
修订内容
修订单
核准
审查
制定
4000±600
1000±200
S65-240HH
5600-7100
1600-2400
S45-260HH
7000±1000
1450±270
S50-260HH6
6100±800
1580±300
3)清洁度
项目
型号
清洁度(mg)
2921RS50-255HH
≤133.75
S65-240HH≤152S45- Nhomakorabea60HH
2)销套橡胶垫装配良好,无扭曲、歪斜现象;
3)包装箱内不得有渗漏油现象。
1)伸缩尺寸:
目测
目测
目测
目测
首样查证
厂家定期提供试验报告
第三方报告
厂内试验报告
每年一次
项目
型号
最大拉伸长度
压缩到底尺寸
2921RS50-255HH
677-4+不限mm
422-不限+4mm
S65-240HH
690-4+不限mm
450-不限+4mm
分发编号:
零部件名称
减震器
DAB分类
A
外购外协件检验指导书
文件编号
WI-QC-037
版次
3.0
图号
通用
规格、型号
发行日期
页次
1/2
序号
检验项目
技术要求
验收器具
抽检比例
备注
名称
规格
1
2
3
包装及标志:
标准件来料检验作业指导书

2)零件任何部位不允许有淬火裂纹和影响使用的其它表面裂纹;
3)标准件不允许有妨碍装配的碰伤、毛刺;被加工表面不允许有影响使用的锋口、毛刺、圆钝、飞边、损伤等机加工缺陷;
4)标准件任何部位不允许有浮锈;
5)有特别要求的零件应在其外露表面制出醒目标志;
分发编号:
零部件名称
标准件
DAB分类
A
外购外协件检验指导书
文件编号
版次
3.0
图号
通用
规格、型号
通用
发行日期
页次
1/2
序号
检验项目
技术要求
验收器具
抽检比例
备注
名称
规格
1
2
3
4
标志:
外观:
尺寸:
性能:
包装箱应有如下标记
1)制造厂厂名及产品名称;
2)产品标准规定的标记;
3)产品数量及净重;
4)出厂日期;
5)产品质量合格标记;
6)交验产品分别按《“汽车设计标准”资料手册(标准件篇)》中相对应的该交验产品标准执行;
1)交验产品尺寸规格应符合装配要求,精度等级为6级;尺寸公差按GB/T3103.1 -82执行;
2)基本尺寸执行GB/T196 -81;公差与配合执行GB/T197-81;
1)依据标准件的名称、规格型号,执行《“汽车设计标准”资料
目测
目测
游标卡尺
0~125mm
No.
修订日期
修订内容
修订单
核准
审查
制定
分发编号:
页次
2/2
文件编号
序号
检验项目
铝型材来料检验作业指导书
目测
No.
修订日期
修订内容
修订单
核准
审查
制定
2)型材表面上允许有轻微的压痕、碰伤和划痕等缺陷存在。但对于型材的装饰表面,其缺陷的深度、宽度、长度应符合以下规定(mm),对型材的非装饰表面,允许有不大于缺陷所在壁厚8%的起皮、气泡和局部机械划伤,但深度不大于0.5mm
3)型材装饰表面在长度上压痕、碰伤、划痕等缺陷处,数量应符合以下规定:
型材长度m
分发编号:
零部件名称
铝型材
DAB分类
B
外购外协件检验指导书
文件编号
版次
3.0
图号
各车型
规格、型号
发行日期
页次
1/2
序号
检验项目
技术要求
验收器具
抽检比例
备注
名称
规格
1
2
3
表面质量:
材料:
型号规格尺寸:
化学成分(每年一次委托报告):
力学性能(每年一次委托报告):
1)型材表面不允许有裂纹、腐蚀斑点、硝盐痕迹和氧化脱落等缺陷存在
≤3≤6≤9≤13
≤2处≤3处≤5处≤7处
铝型材牌号、供应状态应符合如下规定:
牌号供应状态
6063T5
型材的规格尺寸应符-11的11规定
型材的力学性能应符合SE-C01-11的12规定
目测
目测
样板
卷尺
游标卡尺
首样报告
委托检验
10M
0-125MM
第三方报告
第三方
年度
No.
修订日期
修订内容
修订单
核准
审查
制定
分发编号:
页次
2/2
IQC来料品检流程与规范标准,外购件IQC来料检验作业指导书

IQC来料品质流程1)供应商:交送物料至仓库,并同时提供货单及其他资料:1.1加工件等公司有出图的物料供应商须同时提供图纸;1.2设备须提供《出货检验报告》、《合格证》、《保修卡》、《使用说明书》;冷却盘管/加热管需提供《出货检验报告》;马达/泵浦须提供《合格证》、《保修卡》、《使用说明书》,如无合格证/保修卡需提供《出货检验报告》。
1.3 《出货检验报告》之检验项目需包括规格型号、材质、外形尺寸、外观、功能(试水、测漏变形等)。
1.4金属原材料每批次均需提供《材质证明》或《质量保证书》;2)仓管人员:核对实物、订单、货单,确认规格,数量一致后予以暂收(无货单不予暂收),贴好物料标识并填写IQC来料检验报告之仓库填写项目,实物放置于待检验区,货单/订单/报检单放置于仓库文件夹“已收货,待品检”内,通知相关质检员检验。
3)质检员:由生产部相应使用人员按抽检计划完成;电料,电工工具,设备由设计部负责。
4)抽检计划:加工件/设备/表面处理需全检;螺丝/管件等标准件按GB2828正常单次抽样一般II级水准,AQL=0.4抽取(参考附件1:抽样标准)。
5)质检员:依抽样计划,予以检验判定,资料不齐按品质不合格处理,检验完成后将其检验记录填于《IQC来料检验报告》。
6)质检员:判定合格时,填写《IQC来料检验报告》,交部门主管审核后交归品质课;在物料标签上盖合格章并签字确认,并将相应货单/订单放置于仓库文件夹“品检OK,待入库”通知仓库入库处理。
7)质检员:判定不合格时,填写《IQC来料检验报告》并交部门主管审核,并在来料物料标签上盖不合格章,放置于不合格品区;将相应货单/订单放置于仓库文件夹(品检NG,待评审);判定不合格之《IQC来料检验报告》经部门主管审核完毕后及时交归品质课。
8)品质课:根据《IQC来料检验报告》之不合格项目,填写《品质异常报告》,统筹相关部门进行综合评审、确定处理方案并跟进处理结果。
外购件通用_IQC作业指导书

更改标志 数量 更改单号 签名
日期
拟制 审核 会签
签名
日期
批准 第2 页
共 2页
ZTE 中兴 IQC 作业指导书
检验名称 外购件通用作业指导书
编号 KXWIQC-001
版本 V1.1
更改标志 数量 更改单号 签名
资料等。且注明各项配置的品牌、型号、数量。
1. 产品的外观应清洁、干燥、美观,无划伤、尖角、变形、破裂、 锈蚀、霉变等缺陷。
2. 表面颜色应均匀一致。 3. 塑胶表面不允许存在缩水、夹水纹、裂纹、气孔、毛刺等缺陷。 4. 丝印字、印刷的图案等应清晰,无断线、掉墨、叠印等缺陷。 5. 电镀表面无黑点、划痕、锈斑等缺陷。
ZTE 中兴 IQC 作业指导书
检验名称 外购件通用作业指导书
编号 KXWIQC-001
版本 V1.1检验项目Fra bibliotek抽样标准
检验要求及方法
检验工具
包装 标识 外观
GB2828-87 IL=II AQL=1.0
1. 来料必须有完整的外包装。 2. 不同产品可以有不同的包装形式,包装应可以保证在正常储
存、运输、分发过程中,对该材料起到缓冲、减震、防潮等防
IL=II AQL=1.0
目测
版本 V1.1
备注
1、该作业指导书适用于没有进行性能测试的材料。 2、对于集装箱类材料、供方现场安装的材料,如:方舱、微波设备、柴油机、小型机等,IQC 原则上不开箱检查,
只检验包装质量及包装的标识、型号。 3、为原装带有彩盒包装的软件产品(软件产品直接来料或设备附带),IQC 原则上不开封进行检验。 4、对于以上 IQC 不开箱检验的材料,来料时确需进行检验,或上线需 IQC 配合进行检验的,请相关人员通知 IQC。
轴承抽检作业指导书
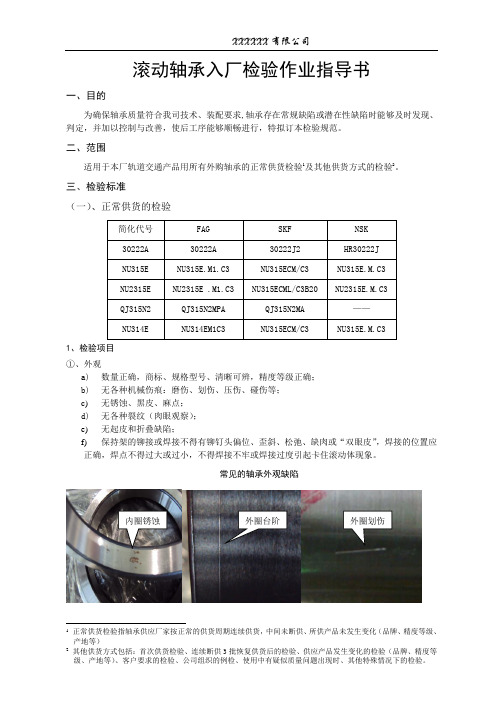
滚动轴承入厂检验作业指导书一、目的为确保轴承质量符合我司技术、装配要求,轴承存在常规缺陷或潜在性缺陷时能够及时发现、判定,并加以控制与改善,使后工序能够顺畅进行,特拟订本检验规范。
二、范围适用于本厂轨道交通产品用所有外购轴承的正常供货检验1及其他供货方式的检验2。
三、检验标准(一)、正常供货的检验简化代号FAG SKF NSK30222A 30222A 30222J2 HR30222JNU315E NU315E.M1.C3 NU315ECM/C3 NU315E.M.C3NU2315E NU2315E .M1.C3 NU315ECML/C3B20 NU2315E.M.C3QJ315N2 QJ315N2MPA QJ315N2MA ——NU314E NU314EM1C3 NU315ECM/C3 NU315E.M.C31、检验项目①、外观a)数量正确,商标、规格型号、清晰可辨,精度等级正确;b)无各种机械伤痕:磨伤、划伤、压伤、碰伤等;c)无锈蚀、黑皮、麻点;d)无各种裂纹(肉眼观察);e)无起皮和折叠缺陷;f)保持架的铆接或焊接不得有铆钉头偏位、歪斜、松弛、缺肉或“双眼皮”,焊接的位置应正确,焊点不得过大或过小,不得焊接不牢或焊接过度引起卡住滚动体现象。
常见的轴承外观缺陷内圈锈蚀外圈台阶外圈划伤1正常供货检验指轴承供应厂家按正常的供货周期连续供货,中间未断供、所供产品未发生变化(品牌、精度等级、产地等)2其他供货方式包括:首次供货检验、连续断供3批恢复供货后的检验、供应产品发生变化的检验(品牌、精度等级、产地等)、客户要求的检验、公司组织的例检、使用中有疑似质量问题出现时、其他特殊情况下的检验。
②、尺寸精度轴承名称 外径D内径d 宽度T (B ) 适用 备注 30222A Ø200 0-0.03Ø110 0-0.0241 0-0.20齿轮箱 NU315E Ø160 0-0.025Ø75 0-0.01537 0 -0.15NU2315E Ø160 0-0.025Ø75 0-0.01555 0 -0.15 QJ315N2 Ø160 0-0.025Ø75 0-0.01537 0 -0.15 NU314E Ø150 0-0.018Ø75 0-0.01535 0 -0.15 NJ313 Ø140 0-0.018Ø65 0-0.01533 0 -0.15 70%DDB QJ215 Ø130 0-0.015Ø75 0-0.01525 0 -0.04 NU215 Ø130 0-0.018Ø75 0-0.01525 0 -0.04NJ315 Ø160 0-0.025Ø75 0-0.01537 0 -0.15 NJ2314 Ø150 0-0.018 Ø70 0-0.015 51 0 -0.15576050 Ø285.75+0.025 0Ø215.9+0.025 046.038+0.35-0.25563839 Ø285 0-0.025 Ø220 0-0.03 41+0.35 -0.25 31314 Ø150-0.005 -0.015Ø70-0.010 -0.018 38+0.200 0 B 型车 NSK QT9A 32940 Ø280 0-0.025Ø200-0.010 -0.03251+0.200 0 NSK QT256023DU Ø40 0-0.011Ø17 0-0.00812 0 -0.120滑环 检验检具外径千分尺内径千分表游标卡尺————注:该表中P0级轴承公差为轴承手册规定公差,检验应以图纸为最终检验依据,该表只做参考。
元器件入库检验作业指导书
工作要求:
1.检验人员必须持上岗证;
2.检验员在接收料单后,(1)依据《合同供方清单》核实供方是否为本年度的合格供方,或是
已办理手续的临时供方(采购部门需出具经领导审核批准的《临时供方申请单》),(2)检查送检产品的标识是否齐全,清晰,有效,如有以上两条不符,检验员有权拒检;
3.在检验前,对使用的仪表、量具应确定其校准状态,并视需要适时地进行必要的自校或调整,
以确保其准确性和有效性;
4.依据检验项目和要求进行检验并做好检验记录;
5.检验合格后方可开具合格通知单。
对不合格应作好标识、隔离,并向检验部门出具“检验报
告单”。
说明:
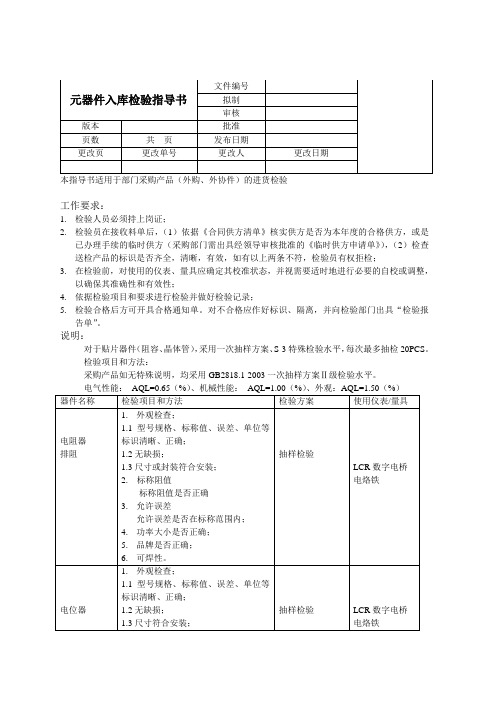
对于贴片器件(阻容、晶体管),采用一次抽样方案、S-3特殊检验水平,每次最多抽检20PCS。
检验项目和方法:
采购产品如无特殊说明,均采用GB2818.1-2003一次抽样方案Ⅱ级检验水平。
外购件分级、检验指导书

外购件分级、检验指导书外购件分级检验作业指导书编号:YK-ZY-19-2016版次:A/0编制/⽇期:审核/⽇期:批准/⽇期:重庆怡快电梯有限公司CHONGQING YIKUAI ELEVATOR COMPANY LED电梯产品零部件质量特性分级规定⼀、主题内容和适⽤范围本⽂规定了本公司电梯产品主要外购件的质量要求和检验规程。
本⽂适⽤于现有外购件的采购和验收。
⼆、分级标准定义A级:指对电梯安全运⾏有重⼤影响的零部件。
B级:指对电梯运⾏性能有重⼤影响的零部件。
C级:指除A、B级以外的其它零部件。
三、部件分类四、控制⽅法1、产品所⽤各种外购件均需检验才能使⽤。
2、检验项⽬(1)⽂件检查A、物证对照,即检查外协、外购件名称、数量、规格与订货合同是否⼀致。
B、对A级外购件,必须附有相应的国家检测中⼼、⾏业专职机构或受国家⾏业委托检验机构出具的型式试验报告结论副本(有效期内的)。
C、外购件的材料成分和机械性能应符合相关的材料标准的要求。
(2)表⾯质量和尺⼨允差检查A、对于A、B类外购件其外表⾯不得有超过3cm2脱漆和碰伤现象。
关键尺⼨不得有任何超差。
同时,各运动部件之间应运动⾃如。
B、对其余的外购件,其表⾯质量和尺⼨必须符合相关的国家⾏业标准规定,若有图纸,还必须符合图纸要求。
3、检验⽅法外购件检验⽅法按有关规定A、A类外购件必须进⾏全检。
B、其余外购件如订货数量为壹件时,采取全检⽅法,否则采取抽检法。
4、复验和判定原则(1)对A、B类外购件,如有⼀项不合格,则判为不合格。
(2)对C级外购件,如有⼀项或⼀项以上不合格时,则当总数⼩于200件时,在同⼀批内按50%取数复验;若全部合格,则判定该批外购件合格。
当总数超过200件时,按30%取数复验。
(3)复检结果,如仍有不合格,则判为不合格。
五、检验测量⽅法和材质复验⽅法1、2、材质复验⽅法(1)有下列情况之⼀的外购件必须进⾏材质复验a、对质量证明书有怀疑的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
体表面清洁,无严重磕碰现象;金属表面应进行喷漆处理,且漆面色泽均 匀,无严重磕碰、划伤;同一部件上的漆面不应有色差。
目视
零部件型号 Diagram model
XRVO1550 /XRVS1300CD
/ORV12及同类产品
版本 Version
WD88/9、TD226B-6D、 GM-16-4及同类产品
序号 检
xxxxxxx公司 验项目
Inspection Item
Key Kit Piece InspectionGuideBook
编号 Number
技术要求
KH-WG-GJ004
检 验方法 /检验工具
technology Standard
a、产品信息确认:①柴油发电机组:制造厂名称——潍柴重机股份有限 公司、产品名称—柴油发电机组、型号—WD88/9;②柴油机:制造厂名 称—潍柴道依茨柴油机有限公司、名称:柴油机、型号:WP4D88E10;③ 发电机:制造厂名称—SHANGHAI MARATHON—GEXIN ELECTRIC CO.,LTD、 名称:SYNCHRONOUS AC GENERATOR、型号:MP—64—4;产品信息与采购 计划一致,且重要零部件信息与要求一致。
游标卡尺 (0-300)mm
MA
b)其他资料:满足
依照技术协议核实资料 情况
MA
设备配置
a、满足技术协议的相应配置。 b、随机配件及工具不可缺少,与物料清单相一
致。
处 数 更改文件 签 字 日期
Sev.times 号Revision
Date
Signature
标记 处 数
Mark Sev.times
更改文件号
A/0
重要等级 抽样和允收准则 sample
and acceptance criteria
Rank
MA
MI
e 标识:产品外部适当位置应加必要的警示标识 产品标
a、各管道布局合理,各管路连接处固定牢靠;电气线路捆扎有序,连接处牢
2
装配质量
靠,接地线接地牢靠。
目视
b、防护措施:热力管道外部应加不锈钢网状防护装置。
序号
检验项目
1 2 3 4 5Fra bibliotek尺寸要求范围 1
测量结果
2
3
4
5
检 验方法/检 验工具
缺陷分类
判定
最终检验结果判定:□ 合格; □ 不合格
检验员:
日期:
编号:KH-WG-J001
关键配套件检验作业指导书
零部件名称 Diagram name
xxxxxxx 公司
序 号
检
验项目
技术要求
Inspection Item
现场验证
MA
设备配置
b)其他资料:提供电子版二维图纸和三位图纸、资料齐全。
a、满足技术协议的相应配置。 b、随机配件及工具不可缺少,如:钥匙、柴油
滤清器、50小时的保养包、提供各排污口快装接头的配对接头等。
处 数 更改文件 签 字 日期
Sev.times 号Revision
Date
Signature
a、产品信息确认:制造厂名称、商标、产品名称、型号等信息与采购计划 要求一致。
空压机
KH-WG-GJ002
检 验方法 /检验工具
Insp. Method /tool
b、在产品明显部位装有耐腐蚀材料制作的金属铭牌,铭牌 上的信息至少包括:产品名称、制造厂名称、产品型号、最高工作压力、生 产日期等信息。
f、标识:产品外部适当位置应加必要的警示标
识 产品标识
g 所配备压力表量
a、各管道布局合理,各管路连接处固定牢靠;电气线路捆扎有序,连接处牢
靠,接地线接地牢靠。
目视 目视
MA
MI 依据《编制说明》第五条 (抽样以及允收准则)要 求执行
MA
尺寸 资料
与联轴器连接用管路直径与联轴器相匹配 a)必备资料:零部件图册、电气原理图; 技术协议要求配备的其他资料。
Insp. Method /tool
零部件型号 Diagram model
CFA32、CFA34、 H302、
H304、
版本 Version
A/0
重要等级 抽样和允收准则 sample
and acceptance criteria Rank
1
2 3 4 5
标记
Mark
外观 装配质量
b、在产品明显部位装有耐腐蚀材料制作的金属铭牌,铭牌 上的信息至少包括:产品名称、制造厂名称、产品型号、出厂编号、冲程、 额定转速、最小转速、最大负载等产品信息。
Revision
签字
Signature
日期Date
依照技术协议核实配置 情况
MA
编制(日
期)Maker
校对(日期)
Corrector
审核(日 期)
Corrector
标准化(日 期)
批准(日 期)
Ratifier
关键配套件检验作业指导书
零部件名称 Diagram name
柴油发电机组
零部件型号 Diagram model
得有磕碰、损坏。
MI
d、整体表面清
洁,金属表面喷漆处理,且漆面整体色泽均匀,无严重磕碰、划伤现
象 同 部件上的漆面无色差
2
装配质量
各管道布局合理,各管路连接处固定牢靠;电气线路捆扎有序,连接处牢 靠。
目视
MA
依据《编制说明》第五条
(抽样以及允收准则)要求
a、设备的基础安装图;
执行
b、设备的总图、部件图、接口尺寸图;
c、各级增压系统应在明显部位装有耐腐蚀材料 制作的金属铭牌,标识相应的最大允许工作压力、冲程等信息。 d、外包装整体功能完好、对产品有良好的防护功能,产品不得有损坏。
e、整 体表面清洁,无严重磕碰现象;金属表面应进行喷漆处理,且漆面色泽均 匀,无严重磕碰、划伤、锈蚀现象;同一部件上的漆面不应有色差。
Key Kit Piece InspectionGuideBook
编号 Number
technology Standard
柴油发动机
零部件型号
C7/C9/C13/C27及同
Diagram model
类产品
KH-WG-GJ001
版本 Version
A/0
检 验方法 /检验工具
重要等级 抽样和允收准则 sample
3
资料
c、设备的安装调试、运行维护说明书;
现场验证
MA
d、零件手册和光盘;
e、提供中文资料电气接线图。
a、满足技术协议的相应配置。
4
设备配置
b、随机配件及工具不可缺少,如:钥匙开 依照技术协议核实配置
关,紧急停机开关,故障灯,报警灯和速度升降开关,表包括转速表,
情况
MA
机油压力表,水温表,燃油压力表和电流表等。
Insp. Method /tool 目视
版本 Version
A/0
重要等级 抽样和允收准则
sample and acceptance
Rank
criteria
MA
1
外观
b、在产品
明显部位装有耐腐蚀材料制作的金属铭牌,铭牌上的信息至少包括:产
品名称、制造厂名称、产品型号、额定电压、电流、额定功率、净质量
标准化(日 期)
批准(日 期)
Ratifier
xxxxxxx 公司 序号 检 验 项 目
Inspection Item
1
外观
关键配套件检验作业指导书
Key Kit Piece InspectionGuideBook
零部件名称 Diagram name
编号 Number
技术要求
technology
Standard
本作业指导书主要依据国际/国家相关标准、行业标准、公司企业标准、产品图样及相关技术文件要求(含技术协议)、检验规范要求、公司产 品使用要求、产品装配要求等。
四、缺陷等级: 4.1、缺陷定义:
根据产品特点,公司的产品缺陷分为三级:严重缺陷、重缺陷和轻缺陷。缺陷定义如下:
a) 严重缺陷(CR):有危害使用者或携带者之生命或财产安全的缺陷。 b) 重缺陷(MA):丧失产品主要功能,不能达成制品使用目的的缺陷。 c) 轻缺陷(MI):某一实体只存在外观上的缺陷,实际上不影响产品使用目的的缺陷。 4.2、关键零部件产品在验收检查中发现有严重缺陷、重缺陷的不得接收和使用;发现轻缺陷的原则上不得接收,特殊情况下,经相关部门和领导
Item
关键配套件检验作业指导书
Key Kit Piece InspectionGuideBook
零部件名称 Diagram name
编号 Number
技术要求
technology
Standard
a、产品信息确认:制造厂名称、商标、产品名称、型号等信息与采购计划
要求一致。
增压机
KH-WG-GJ003 检 验方法 /检验工具
Insp. Method /tool
and acceptance criteria
a、产品信息确认:制造厂名称、商标、产品名称、型号等信息与采购计
MA
划要求一致。
b、在产品明显部位粘有铭牌,铭牌上的信息至少包括:产品名称、制造
1
外观
厂名称、产品型号、最大功率、生产日期等信息。
目视
c、木箱包装,外包装整体功能完好、对产品有良好的防护功能,不
本指导书由xxxxxxx公司质量管理部负责解释和后续的修订。