钢轨及道岔供货技术条件
钢轨技术标准手册
第一节钢轨概述钢轨是铁路轨道的主要组成部件。
它的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上。
钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面。
在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用。
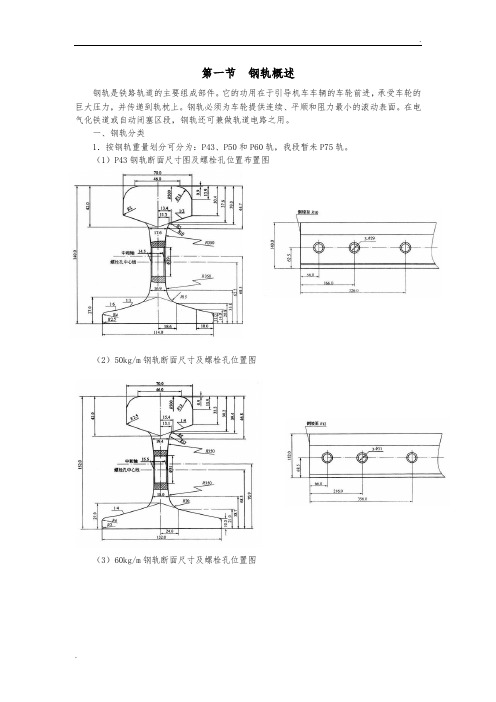
一、钢轨分类1.按钢轨重量划分可分为:P43、P50和P60轨,我段暂未P75轨。
(1)P43钢轨断面尺寸图及螺栓孔位置布置图(2)50kg/m钢轨断面尺寸及螺栓孔位置图(3)60kg/m钢轨断面尺寸及螺栓孔位置图(4)43kg/m 、50kg/m 和60 kg/m 各部主要尺寸对比P43、P50和P60主要尺寸对比 表1序号 项 目 钢轨规格43kg/m 50kg/m 60kg/m 1 每米钢轨重量(kg) 44.653 51.514 60.64 2 钢轨高度(mm) 140 152 176 3 轨头宽度(mm) 70 70 73 4 轨底宽度(mm) 114 132 150 5 轨腹宽度(mm) 14.5 15.5 16.5 6 螺栓孔直径(mm) 29 31 31 7 螺栓孔距轨底距离 62.5 68.5 69 8 轨端至第1孔中心距(mm) 56 66 76 9 1孔至2孔中心距(mm) 110 150 140 102孔至3孔中心距(mm)1601401402.按钢轨材质划分可分为U71Mn 、U75V 、U75VG 、U71MnG 、U78CrV 、U77MnCr 和U76CrRe 。
目前使用最多的为U71Mn 和U75V 材质的钢轨。
钢轨材质型号的含义:(举例U71Mn 和U75VG )(1)重载铁路:应选用强度等级不低于980MPa 的热扎钢轨(U75V 、U78CrV 、U77MnCr 和U76CrRe );在半径≤1500m 的曲线地段应选用强度等级不低于1180 MPa 的热处理钢轨(可优先选用U78CrV 、U77MnCr 和U76CrRe 等)或贝氏体钢轨。
道岔通用技术条件
道岔通用技术条件道岔通用技术条件是指用于铁路交通中的道岔设备所需要满足的一系列技术要求和规范。
道岔是铁路线路中的一个关键设备,用于实现列车的换轨、分线、合线等操作,确保列车在运行过程中能够按照预定的轨道走向进行安全、顺畅的运行。
道岔通用技术条件的制定旨在保障铁路交通的安全性和可靠性,下面我们来详细了解一下道岔通用技术条件的相关内容。
道岔通用技术条件对道岔的基本构造和尺寸进行了规定。
道岔由心轨、舌轨、扳轨、定位器等组成,其尺寸和构造必须满足列车行进时的力学要求和运行的几何要求。
比如,道岔的心轨长度、舌轨的长度、舌轨与心轨的夹角等均有具体要求,以保证道岔在列车经过时能够顺利切换轨道。
道岔通用技术条件对道岔的使用寿命和维护保养进行了规定。
道岔作为铁路线路中的重要设备,其使用寿命直接影响着铁路交通的安全和运行的可靠性。
因此,道岔通用技术条件要求道岔材料的选择和加工工艺必须符合相关标准,以确保道岔具有足够的强度和耐久性。
同时,道岔通用技术条件还规定了道岔的定期检查和维护保养的要求,包括清理、涂油、紧固螺栓等,以延长道岔的使用寿命。
道岔通用技术条件还对道岔的安装和调试进行了规定。
道岔的安装和调试是确保道岔能够正常工作的重要环节,需要按照相关要求进行操作。
道岔通用技术条件要求安装人员必须具备相关的专业知识和技能,确保道岔安装的质量和安全性。
同时,道岔的调试也需要按照相关要求进行,包括道岔的机械调试和电气调试等,以确保道岔能够在列车经过时正常切换。
道岔通用技术条件还对道岔的监测和故障处理进行了规定。
道岔的监测是为了及时发现道岔的异常情况,防止出现故障和事故。
道岔通用技术条件规定了监测设备的布置和使用方法,以及监测数据的采集和分析等。
同时,道岔出现故障时需要及时进行处理,道岔通用技术条件规定了故障处理的方法和步骤,以确保道岔能够尽快恢复正常运行。
道岔通用技术条件是保障铁路交通安全和可靠性的重要规范,对道岔的构造、尺寸、使用寿命、维护保养、安装调试、监测故障处理等方面进行了详细的规定。
铁路道岔技术标准

技术标准十
道岔各种零件应齐全,作用良好,缺少时应及时 补充。有下列伤损或病害,应有计划地进行修 理或更换: 1) 各种螺栓、连杆、顶铁和间隔铁损坏、变 形或作用不良。 2) 滑床板损坏、变形或滑床台磨耗大于 3mm。 3) 轨撑损坏、松动,轨撑与轨头下颚或轨撑 与垫板挡肩离缝大于2mm。 4) 护轨垫板折损。
技术标准十一
辙叉伤损分轻伤和重伤两类: 一、高锰钢整铸辙叉轻伤标准(含可动心轨辙
叉中高锰钢整铸翼轨、叉跟座): 1) 辙叉心宽40mm断面处,辙叉心垂直磨耗 (不含翼轨加高部分),50 kg/m及以下钢轨, 在正线上超过4mm,到发线上超过6mm,其 他站线上超过8mm; 60kg/m及以上钢轨, 在允许速度大于120 km/h的正线上超过4 mm, 其他正线上超过6 mm,到发线上超过8 mm, 其他站线上超过10mm;可动心轨宽40mm断 面及可动心轨宽20mm断面对应的翼轨垂直磨 耗(不含翼轨加高部分)超过4mm。
Company
LOGO
Add your company slogan
技术标准六
道岔后的连接: 站线道岔与曲线或道岔与其连接曲线 之间的直线段长度不应小于7.5m,困难 条件下不应小于6m。轨距加宽递减率不 应大于2‰,困难条件下不应大于3‰。 连接曲线半径不应小于该道岔导曲线 半径。连接曲线超高不应大于15 mm, 顺坡不应大于2‰。
技术标准七
尖轨、可动心轨有下列伤损或病害,应及时修理 或更换: 1) 尖轨尖端与基本轨或可动心轨尖端与翼轨 不靠贴大于1mm。 2) 尖轨、可动心轨侧弯造成轨距不符合规 定。 3) 尖轨、可动心轨顶面宽50mm及以上断面 处,尖轨顶面低于基本轨顶面、可动心轨顶面 低于翼轨顶面2 mm及以上。 4) 尖轨、可动心轨顶面宽50nm及以下断面 处,尖轨顶面高于基本轨顶面、可动心轨顶面 高于翼轨顶面2 mm及以上。
道岔技术规范
TECHNICAL SPECIFICATION FOR TURNOUT道岔技术规范0.0.0.0 CONTENT:内容:This specification sets out the quality and production conditions of the materials to be used for the production of the 60 E1 Rail R= 300 1/12 with manganese cast and concrete sleepers together with the acceptance conditions of the said turnouts. 这份规范规定了用于制造60 E1 铁轨R= 300 1/12的原料质量和生产条件和锰钢,混凝土枕木,以及上述道岔的接受条件。
1.0.0.0 TECHNICAL SPECIFICATIONS 技术规范1.1.0.0 Technical Specification of the Turnouts :道岔技术规范Rail profile钢轨断面 : 60 EI 60,210 kg/meter千克/米Blade rail尖轨 : 60 EI A1 72,97 kg/meter千克/米Counter-rail profile导轨 : U profile 900 A quality (C1 EN 13674-3)Track gauge 轨距 : 1435 mmSleepers枕木 : Concrete sleeper混凝土枕木Axle load轴重 : Maximum 22,5 ton最重2.5吨Manganese cast medium block: 12-14% Mn according to UIC 866中等锰钢铸块:按照UIC866标准,锰含量为12-14%。
Maximum speed on the straight line: 160 -200 km/h直线最大速度:160-200千米/小时Sleeper opening : 600 mm (+/- 25 mm)枕木开点 : 600 mm (+/- 25 mm)Sleeper opening at the place where the turnout motor is present: 650-700 mm道岔马达位置枕木开点:650-700 mm1.1.0.1 The sleeper layouts of the turnouts shall be "fan-shaped".岔道处的枕木布局应采用扇形布局。
轨道施工技术标准要求
轨道施工技术标准要求1.1.1.一般要求1)轨道系统施工应符合设计图纸及相关规范验收所规定的内容。
2)施工前,应取得按规定程序批准的轨道工程施工设计文件及相关技术文件(包括工程图纸及订货用设备图纸),并仔细阅读。
若发现问题,应及时与设计单位沟通,在施工前落实解决。
3)施工前,应与相关专业落实轨道专业与相关专业的接口准确性,避免相关专业修改接口资料未通知轨道专业,造成接口不匹配。
同时,向相关专业发出铺轨进度计划,接口实施时要求相关专业人员到位,双方签字确认接口。
4)与相关施工单位协调,落实铺轨基地、临时运输用轨道铺设、上下水、电源等问题。
5)铺轨施工前,应取得经业主批准站场、建筑等有关土建工程的验收资料。
6)各种主要轨道产品,均应在施工前配备齐全,经整修后仍不合格者应剔除。
搬运、装卸时严禁抛掷。
7)轨道扣件数量中含有用于调整轨道几何尺寸的调整件,和移交运营的备件数量,在施工后应按规定数量向运营单位移交。
1.1.2.材料技术要求1)钢轨出入场线:采用60kg/m钢轨无缝线路,长轨的焊接可采用基地焊和工地焊等施工方式,工地焊及联合接头焊接,可采用接触焊、移动式气压焊或铝热焊。
当采用铝热焊时,应注意焊剂与钢轨材质的匹配。
钢轨材质为U75V。
车场线(段内部分):采用50kg/m钢轨,标准长度25m,材质U71Mn。
停车列检库柱式检查坑等一般采用长轨条。
钢轨应符合TB/T2344《43kg/m~75kg/m热轧钢轨订货技术条件》的规定。
2)钢轨接头配件车场60kg/m钢轨与50kg/m钢轨相接点。
采用12.5m或6.25m异型轨过渡联结,其制造验收技术条件参照TB/T3066《异型钢轨技术条件》。
60kg/m钢轨接头夹板采用TB/T2342.3《60kg/m钢轨用接头夹板型式尺寸》规定的接头夹板;50kg/m钢轨接头夹板采用TB/T2342.2《50kg/m钢轨用接头夹板型式尺寸》;其制造验收技术条件应符合TB/T2345《43~75kg/m钢轨用接头夹板供货技术要求》。
60kgm钢轨18号可动心轨辙叉单开道岔3
技术引进60kg/m钢轨18号单开道岔简介
可动心轨整铸翼轨辙叉曲股工作边应圆顺, 5、 可动心轨整铸翼轨辙叉曲股工作边应圆顺,不 允许出现硬弯。 允许出现硬弯。 可动心轨整铸翼轨辙叉长度(沿工作边的长度) 6、 可动心轨整铸翼轨辙叉长度(沿工作边的长度) 偏差为±4mm。 偏差为±4mm。 人字尖应与台板表面接触,间隙≤0.5mm, 7、 人字尖应与台板表面接触,间隙≤0.5mm,并 不允许连续出现间隙。 不允许连续出现间隙。 8、 可动心轨辙叉心轨部分铁垫板间距偏差为 2.0mm,最远两块铁垫板间距偏差为±4.0mm。 ±2.0mm,最远两块铁垫板间距偏差为±4.0mm。
中国中铁宝桥股份有限公司
技术引进60kg/m钢轨18号单开道岔简介
中国中铁宝桥股份有限公司
技术引进60kg/m钢轨18号单开道岔简介
三 厂内组装 3.1 转辙器组装 3.1.1 基本轨组装 采用专用工装平台,将直基本轨放置在带有1 采用专用工装平台,将直基本轨放置在带有1: 40斜垫板上 使用专用检测工具检查基本轨直线度, 斜垫板上, 40斜垫板上,使用专用检测工具检查基本轨直线度, 若直线度符合要求,固定直基本轨。 若直线度符合要求,固定直基本轨。相同的方法铺 设曲基本轨,但是要保证两基本轨端头平齐。 设曲基本轨,但是要保证两基本轨端头平齐。
中国中铁宝桥股份有限公司
技术引进60kg/m钢轨18号单开道岔简介
4、摆放垫板件及垫层; 摆放垫板件及垫层;
中国中铁宝桥股份有限公司
技术引进60kg/m钢轨18号单开道岔简介
5、道岔铺设,其铺设次序为可动心轨辙叉,导曲线 道岔铺设,其铺设次序为可动心轨辙叉, 钢轨,尖轨及基本轨; 钢轨,尖轨及基本轨; 道岔调整: 6、道岔调整: 6.1 首先把可动心轨理论中心调整到事先标定的位 置; 调整基本轨及尖轨位置, 6.2 调整基本轨及尖轨位置,主要是确保尖轨尖端 和可动心轨理论中心之间的距离; 和可动心轨理论中心之间的距离; 调整、检查牵引点处框架尺寸; 6.3 调整、检查牵引点处框架尺寸; 调整道岔水平垂直等; 6.4 调整道岔水平垂直等; 导曲线和护轨的安装; 6.5 导曲线和护轨的安装; 用鱼尾板把接头处相连; 6.6 用鱼尾板把接头处相连;
解析铁道行业标准《钢轨》第1和第2部分

2021年5月(总第415期)·8·标准化工作STANDARDIZATION WORK第49卷Vol.49第5期No.5铁道技术监督RAILWAY QUALITY CONTROL收稿日期:2021-01-29作者简介:高俊莉,副研究员;吴伟,高级工程师;朱洁琳,助理研究员1概述TB/T 2344(所有部分)《钢轨》是保障钢轨性能和质量的通用技术要求,为钢轨设计、制造、采购、验收、检验提供技术依据。
标准分为3个部分,即TB/T 2344.1—2020《钢轨第1部分:43kg/m ~75kg/m 》,TB/T 2344.2—2020《钢轨第2部分:道岔用非对称断面钢轨》,TB/T 2344.3—2018《钢轨第3部分:异型钢轨》。
TB/T 2344.1—2020适用于铁路用热轧和在线热处理钢轨;TB/T 2344.2—2020适用于铁路道岔及伸缩调节器用热轧和热处理非对称断面钢轨;TB/T 2344.3—2018适用于对称断面钢轨跟部锻造成型的异型钢轨和由非对称断面钢轨跟部锻造成型部位的制造及检验。
2020年12月,国家铁路局发布TB/T 2344.1—2020和TB/T 2344.2—2020(以下统称“新标准”)。
介绍3个部分标准历次版本发布情况、新标准修订原则和修订过程、主要修订内容及关键技术的确定。
2标准历次版本发布情况TB/T 2344.1—2020及其所代替文件历次版本发布情况如下。
1993年,发布TB/T 2344—1993《43kg/m ~75kg/m 钢轨供货技术要求》、TB/T 2341.1—1993《43kg/m 钢轨型式尺寸》、TB/T 2341.2—1993《50kg/m 钢轨型式尺寸》、TB/T 2341.3—1993《60kg/m 钢轨型式尺寸》和TB/T 2341.4—1993《75kg/m 钢轨型式尺寸》。
2003年完成第1次修订,修订TB/T 2344—1993,并入了TB/T 2341.1—1993,TB/T 2341.2—1993,TB/T 2341.3—1993和TB/T 2341.4—1993的内容,形成TB/T 2344—2003《43kg/m ~75kg/m 钢轨订货技术条件》。
车集煤矿道岔及附属配件技术规格书
永煤集团股份有限公司新桥煤矿交叉渡线道岔技术规格书编制人:审核:机电副总:分管矿长:新桥煤矿交叉渡线道岔技术规格书1.项目简介及使用地点为便于斜巷上部车场和下部车场车辆的运输及倒车,提高斜巷提升效率,在斜巷上下部车场使用交叉渡线道岔。
2.货物名称及供货范围ZJD630/5/1516型交叉渡线道岔(含附属配件)。
3.主要部件配置要求1、根据中华人民共和国煤炭行业MT/T2-1995标准,《煤矿安全规程》要求,就道岔材料选择、制造工艺、道岔检验技术说明。
2、材料选择:使用钢轨应符合GB11264-89、GB2585-2007、GB185–63标准规定,或引进同规格的钢轨。
3、凡用于制造窄轨铁路道岔的钢轨,如有扭曲、裂纹等缺陷时,不得使用;钢轨表面有麻点、班鳞、薄层锈蚀和局部机械擦伤者,必须清除缺陷后方可使用。
4、钢轨必须校正后使用,校正平直度不得超过1/1000,校直部位不得有锤击痕迹。
5、道岔用滑床板、各种垫板及拼制辙叉底板的厚度按轨型分别规定为12~18mm,材质不低于Q235A。
6、滑床板和尖轨跟部垫板与尖轨轨底相接处的表面应平滑,不得有毛刺、斑疤等缺陷。
7、辙尖跟部间隔铁、轨撑、轨距拉杆铁卡及拼制辙叉受冲击载荷的间隔铁、螺栓垫铁等,应采用球墨铸铁QT450-15或可锻铸铁KTH-10制造,机械性能应符合GB1348–88或GB9440–88的规定,其他铸铁件,可采用不低于HT200的灰铸铁,其机械性能应符合GB9439-88的规定。
8、工艺要求:8.1窄轨铁路道岔制造应符合中华人民共和国煤炭工业部标准设计《窄轨铁路道岔图册》(北京煤炭设计研究院,一九九六年五月出版)的各项规定,并符合窄轨铁路道岔标准设计施工图的全部要求。
8.2道岔用钢轨各切削加工部位必须采用机械加工,表面要平整,严禁气割或其他热加工。
8.3各部件钢轨锯切长度允许偏差如下:尖轨:1.5mm;长短心轨:1.5mm;翼轨:3.0mm;护轨:3.0mm;直曲基本轨:5.0mm;直曲连接轨:2.0mm;钢轨锯切面垂直度不得大于1/100。
最新钢轨轮廓(磨耗)测量仪--技术参数
钢轨轮廓(磨耗)测量仪第一节供货范围、技术规格、参数与要求一、供货需求一览表序号名称规格型号单位数量交货时间1 钢轨轮廓(磨耗)测量仪台 1自接到中标通知书起1个月二、技术要求正常使用环境条件:周围环境温度:-30~40℃,海拔高度:0~1300m。
(一)钢轨轮廓(磨耗)测量仪1.1结构性能及技术要求1.1.1请卖方对钢轨轮廓(磨耗)测量仪的结构及性能按下列组成部分(但不限于此)进行详细描述。
(1)总体构造(2)外界条件1.1.2在上述结构性能描述中,要说明各组成部分的构成、规格、数量、功能、重量及工作原理。
在说明各组成部分的构造功能时,要说明与竞争对手的产品相比有何特点或优点,与卖方过去的旧型设备相比有何改进;说明在制造过程中应用了什么新技术;说明重要零部件的材质。
进行详细描述不限于此。
1.1.3技术要求(1)适用于铁路钢轨和道岔廓形的高精度检测。
(2)适用于钢轨及道岔磨耗分析。
(3)适用于钢轨连续监测后,对磨耗趋势进行分析。
(4)适用于列车运行线路轮轨关系分析。
(5)适用于打磨车对钢轨的打磨指导。
(6)原装进口主机,为方便使用携带,传感器线内置,整套重量不大于1.5kg,中文操作界面及软件。
(7)现场检测时由笔记本电脑即测即绘出所测钢轨外形及垂磨、侧磨、总磨耗值。
现场测量即实时出结果。
(8)仪器须自带陀螺仪,能在现场测量倾角,显示钢轨高低差,并能有效进行高低轨校核。
(9)检测精度不低于:±0.011mm,重复性不低于:0.005mm。
(10)仪器能测量轨距,并显示肥边面积、打磨面积及磨耗面积。
(11)仪器可采集分析到轨头宽度、轨顶半径、垂直剩余量、水平剩余量、最大剩余量等参数,提供最全面的科学分析数据。
(12)软件可在所有电脑及win XP、win7、win8操作系统均可安装使用,无需加密狗,软件永久免费升级。
(13)专用道岔分析软件,可对各类尖轨复杂情况进行准确分析。
(14)现场检测分析,即可得到与打磨车正交角度一致的公差带,配合A TWY打磨板,用于指导打磨车打磨和校核打磨车打磨。
城市轨道交通道岔通用技术条件-最新国标
城市轨道交通道岔通用技术条件1范围本文件规定了城市轨道交通道岔的术语和定义、分类、总则、设计输入、技术要求、制造要求、验收要求、标志、包装、储存和运输。
本文件适用于设计速度200km/h及以下的地铁系统、轻轨系统与市域快速轨道交通系统道岔的设计、制造、验收和运输。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB146.2 标准轨距铁路限界第2部分:建筑限界GB/T 1184 形状和位置公差未注公差值GB/T 1222 弹簧钢GB/T 1231 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件GB/T 1804 一般公差未注公差的线性和角度尺寸的公差GB/T 2585 铁路用热轧钢轨GB/T 4549.1 铁道车辆词汇第1部分基本词汇GB/T 6414 铸件尺寸公差与机械加工余量GB/T 7244 重型弹簧垫圈GB/T 25338.1 铁路道岔转辙机第1部分:通用技术条件GB/T 37330 有砟轨道轨枕混凝土枕CJJ/T 96 地铁限界标准JB/T 5059 特殊工序质量控制导则TB/T 412 标准轨距铁路道岔TB/T 447 高锰钢辙叉TB/T 1353 铁路道岔和交叉名词术语TB/T 1495 弹条Ⅰ型扣件TB/T 2344.1 钢轨第1部分:43kg/m~75kg/m钢轨TB/T 2344.2 钢轨第2部分:铁路道岔用对称断面钢轨TB/T 2344.3 钢轨第3部分:异型钢轨TB/T 2345 43kg/m~75kg/m钢轨接头夹板订货技术条件TB/T 2347 钢轨用高强度接头螺栓与螺母TB/T 2927 高分子材料钢轨绝缘件TB/T 2975 铁路钢轨胶接绝缘钢轨技术条件TB/T 3065 弹条II型扣件TB/T 3080 有砟轨道混凝土岔枕TB/T 3110 33kg/m护轨用槽型钢TB/T 3297 高速铁路岔区轨枕埋入式无砟轨道混凝土岔枕TB/T 3307.2 高速铁路道岔制造技术条件第2部分:T型螺栓TB/T 3307.3 高速铁路道岔制造技术条件第3部分:螺旋道钉TB/T 3307.4 高速铁路道岔制造技术条件第4部分:铁垫板TB/T 3307.5 高速铁路道岔制造技术条件第5部分:弹条扣件TB/T 3307.6 高速铁路道岔制造技术条件第6部分:缓冲调距块TB/T 3307.7 高速铁路道岔制造技术条件第7部分:塑料套管TB/T 3307.8 高速铁路道岔制造技术条件第8部分:弹性铁垫板TB/T 3307.9 高速铁路道岔制造技术条件第9部分:调高垫板TB/T 3395.1 高速铁路扣件第1部分:通用技术条件TB/T 3467 合金钢组合辙叉TB/T 3508 铁路道岔转换设备安装技术条件TB/T 3570 弹条III型扣件TB/T 3539 电加热道岔融雪系统设备TB 10071 铁路信号站内联锁设计规范3术语和定义GB4549.1、GB/T25338.1和TB/T 1353界定的以及下列术语和定义适用于本文件。
轨道工程无砟道岔作业材料要求及设备机具配置
轨道工程无砟道岔作业材料要求及设备机具配置
1、原材料应符合《客运专线无砟轨道铁路工程施工质量验收暂行标准》铁建设[2007]85号、铁科技[2005]135号《客运专线道岔暂行技术条件》、铁建设[2005]160号《客运专线铁路轨道工程施工质量验收暂行标准》、铁建设[2006]189号《客运专线无砟轨道铁路工程测量暂行规定》、工管技[2008]8号《客运专线无砟轨道道岔铺设暂行技术条件》、TZ210-2005《铁路混凝土工程施工技术指南》、TZ211-2005《客运专线铁路轨道工程施工技术指南》、TB/T1632-2005《钢轨焊接通用技术条件》、TB/T2614《转辙机通用技术条件》及其他相关规范标准要求。
2、混凝土、钢筋原材料、加工、连接、安装检验必须符合现行《铁路混凝土工程施工质量验收补充标准》铁建设[2005]160号)的规定要求。
设备机具配置。
道岔、轨枕扣配件技术规格书

道岔、轨枕及扣配件技术规格书一、总则1. 投标人应仔细阅读技术文件中规定的所有条款。
如有偏差,必须按照要求填写技术规格偏离表。
2. 投标人的责任包括扣件系统及其他配件的制造、运输及安装、调试等售后服务。
3.投标人必须具有集成能力,允许对扣配件部件外购。
4.投标人应对所提供的全套产品质量及成套产品的匹配性能负责。
二、名词术语名词术语采用中华人民共和国国家标准《道路工程术语标准》(GBJ124-88)和中华人民共和国铁道部《铁路工程术语标准》(GB/T50262-97)。
1.“一套扣件”指一个扣件节点所有的零部件(含预埋件),每根轨枕两个节点。
2.“备品”指在钢轨位置调整时所需附加或更换的不同规格的扣件系统零部件。
3.“备件”指在一定时间内用于更换损坏部件,且与损坏部件规格一致的零部件。
三、技术标准运输局2003年8月《螺栓道钉、轨距挡板防腐处理技术条件》(暂行)执行。
四、检验和验收1.产品质量检验体系完善,有严格的管理和检验制度,产品质量必须符合国家或铁道部相关标准的要求。
2.产品出厂前应按相应检验内容、标准及检验方法进行检验,检验合格后方可发货。
在检验过程中招标人有权派人驻厂监督检验情况。
3.在产品进入施工现场后施工单位、监理单位将按规定的试验内容、标准及检验方法对进场的合同货物进行进场检验。
4.招标人将根据施工进度要求提供详细供货计划,投标人应承诺在交货期内集成供货到达指定地点。
五、质量保证1.投标人应具备经独立机构认证和审核并符合ISO 9000系列规定的质量保证体系,招标人认为有必要时可以对质量保证体系作进一步审核。
2.扣件系统及其零部件的质量保证期为自每批货物收货证明签发之日起至国家验收合格后12个月届满之日止。
投标人应保证在质量保证期内扣件系统及其零部件没有制造上的任何有害缺陷。
六、运输和存储1.投标人应提供产品的组织供应、运输和存储方案。
2.投标人应负责将所提供的产品包装牢固可靠,运输到施工现场时包装物不得破损,产品不得出现锈蚀、损坏、变形等情况。
铁路道岔技术标准
技术标准二
各部分轨距加宽递减: 5)对口道岔尖轨尖端轨距递减:两尖轨尖端距离小于 6m,两尖端处轨距相等时不作递减,不相等时应从较大 轨距向较小轨距均匀递减;两尖轨尖端距离大于6 m,允 许速度不大于120 km/h的道岔应按不大于6‰的递减率 递减,但中间应有不短于6m的相等轨距段。 6)道岔前端与另—道岔后端相连时,允许速度不大于 120km/h的线路,尖轨尖端轨距递减率不应大于6‰。 如不能按6‰递减时,可将前面道岔的辙叉轨距加大为 l 441 mm;仍不能解决时,旧有道岔可保留大于6‰的 递减率。
18
75/ 80
30
38
普通钢轨尖轨
25
30
35
40
45
AT弹性可弯尖 轨
50
75/ 80
140
140
注:具体根据道岔标准图 或设计图规定。
技术标准十四
无缝道岔应满足以下技术要求: 一、可动心轨无缝道岔的钢轨接头除绝缘接头采用胶 接绝缘接头外,其余接头应全部焊接;固定型道岔除 绝缘接头采用胶接绝缘接头,辙叉前后4个接头及曲股 接头可采用冻结接头外,其余接头应全部焊接。 固定型辙叉接头冻结应采用高强螺栓,扭矩应保持 1100~1400N· m。 二、导轨、辙叉、心轨、翼轨的扣件扭矩应保持120~ 150N· m;尖轨及其前后各25m范围内的基本轨扣件扭 矩应保持在60~80N· m。
尖轨尖端轨距 (一)
尖轨种类 尖轨长度 (mm) 轨距(mm) 附 注
6250以下
直线型尖轨 6250~7700 以下 7.700
53
1450 1445
12号道岔AT弹性 可弯尖轨
1437
道岔允许速度大 于120 km/h时 为1435mm
铁路道岔技术标准资料

技术标准九
螺栓要求: 道岔护轨螺栓、可动心轨咽喉和叉后间隔铁螺 栓、长心轨与短心轨联结螺栓、钢枕立柱螺栓、 可动心轨凸缘与接头铁联结螺栓必须齐全,作 用良好,折断时必须立即更换。 同一部位同时有两条螺栓或可动心轨凸缘与接 头铁螺栓有一条缺少或折损时,道岔应停止使 用。
技术标准十
道岔各种零件应齐全,作用良好,缺少时应及时 补充。有下列伤损或病害,应有计划地进行修 理或更换: 1) 各种螺栓、连杆、顶铁和间隔铁损坏、变 形或作用不良。 2) 滑床板损坏、变形或滑床台磨耗大于 3mm。 3) 轨撑损坏、松动,轨撑与轨头下颚或轨撑 与垫板挡肩离缝大于2mm。 4) 护轨垫板折损。
18
75/ 80
30
38
普通钢轨尖轨
25
30
35
40
45
AT弹性可弯尖 轨
50
75/ 80
140
140
注:具体根据道岔标准图 或设计图规定。
技术标准十四
无缝道岔应满足以下技术要求: 一、可动心轨无缝道岔的钢轨接头除绝缘接头采用胶 接绝缘接头外,其余接头应全部焊接;固定型道岔除 绝缘接头采用胶接绝缘接头,辙叉前后4个接头及曲股 接头可采用冻结接头外,其余接头应全部焊接。 固定型辙叉接头冻结应采用高强螺栓,扭矩应保持 1100~1400N· m。 二、导轨、辙叉、心轨、翼轨的扣件扭矩应保持120~ 150N· m;尖轨及其前后各25m范围内的基本轨扣件扭 矩应保持在60~80N· m。
技术标准三
导曲线支距与超高: 导曲线支距按道岔标准图或设计图设 置,在导曲轨与基本轨工作边之间测量。 导曲线可根据需要设置6mm的超高, 并在导曲线范围内按不大于2‰顺坡。
技术标准四
60n、75n钢轨暂行技术条件

60n、75n钢轨暂行技术条件一、钢轨类型及用途在我国铁路线路中,钢轨是承载列车重量、传递牵引力的重要部件。
根据钢轨的型号,我们可以将其分为60N和75N两种。
其中,60N和75N分别代表了钢轨的屈服强度为600MPa和750MPa。
这两种钢轨在铁路线路建设中有着广泛的应用,为我国铁路运输提供了稳定的基础。
二、60N钢轨技术条件60N钢轨采用热轧工艺制造,具有良好的延展性、韧性和耐磨性。
其技术条件主要包括以下几个方面:1.轨型:根据不同线路需求,可选用标准轨、窄轨、宽轨等不同类型的轨型。
2.轨面质量:轨面应光滑、整洁,无明显划痕、裂纹等缺陷。
3.轨腰厚度:60N钢轨的轨腰厚度应符合相关规定。
4.轨头形状:60N钢轨的轨头形状可根据线路条件选择。
三、75N钢轨技术条件75N钢轨同样采用热轧工艺制造,具备更高的强度和耐磨性。
其技术条件主要包括:1.轨型:根据线路需求,可选用不同类型的轨型。
2.轨面质量:轨面应平整、光滑,无明显划痕、裂纹等缺陷。
3.轨腰厚度:75N钢轨的轨腰厚度应符合相关规定。
4.轨头形状:75N钢轨的轨头形状可根据线路条件选择。
四、钢轨验收标准与要求1.钢轨表面应无裂纹、毛刺、折叠等缺陷,轨面应光滑、整洁。
2.钢轨尺寸应符合相关规定。
3.钢轨强度应达到规定要求。
4.钢轨表面硬度应符合规定。
五、钢轨使用与维护注意事项1.新钢轨安装前,应进行验收,确保钢轨质量符合要求。
2.钢轨使用过程中,应定期检查,发现缺陷及时处理。
3.钢轨的焊接、连接及养护工作应严格按照规定进行。
4.列车通过钢轨时,应遵守限速规定,防止钢轨磨损加剧。
六、总结60N和75N钢轨是我国铁路线路建设中常用的高强度钢轨。
掌握其技术条件、验收标准和使用维护注意事项,对确保铁路运输的安全稳定具有重要意义。
钢轨及道岔供货技术条件

钢轨及道岔供货技术条件1 钢轨及连接件1.1 60kg/m钢轨1.1.1采用标准采用标准:TB/T2344-2012《43~75kg/m钢轨订货技术条件》和GB 2585-2007《铁路用热轧钢轨》标准,应按业主的合同执行。
1.1.2主要技术参数及性能1)钢轨轨型:60kg/m钢轨。
2)钢轨材质:U75V普通热轧钢轨。
3)定尺长度:25m有孔新轨、25m无孔新轨。
4)机械性能符合本文“1.1.1采用标准”中对应材质钢轨。
5)轨头顶面的表面硬度280~320HBW,且钢轨全长的平均值应不小于300HBW、波动值不大于30HBW。
1.1.3质量保证1)生产厂应建立符合GB/T 19002-ISO9002-1994《质量体系—生产、安装和服务的质量保证模式》或GB/T 19001标准规定的质量保证体系。
对每一根钢轨,生产厂都应建立可追溯的质量档案。
2)生产许可证、合格证、质量证明书。
1.1.4其它其它应符合本文“1.1.1采用标准”的要求。
1.1.5制造及验收制造及验收标准按TB/T2344的有关规定。
1.2 接头夹板1.2.1采用标准弹条Ⅲ型分开式扣件接头夹板专门设计,用于钢轨内侧,其型式尺寸应满足图纸要求,其它执行TB/T 2345-2008《43~75kg/m钢轨用接头夹板订货技术条件》标准。
接头夹板复验和判定规则应执行GB/T2101-2008《型钢验收、包装、标志和质量证明书的一般规定》的有关规定。
1.2.2主要技术参数及性能60kg/m钢轨用接头夹板尺寸及机械性能符合本文“1.2.1采用标准”的要求。
1.2.3质量保证1)生产厂应建立符合GB/T 19002-ISO9002-1994《质量体系—生产、安装和服务的质量保证模式》或GB/T 19001标准规定的质量保证体系。
2)生产许可证、合格证、质量证明书。
1.2.4其它符合本文“1.2.1采用标准”的要求。
1.3 接头螺栓与螺母1.3.1采用标准执行TB/T 2347-1993《钢轨用高强度接头螺栓与螺母》标准。
轨道交通道岔制造要求
轨道交通道岔制造要求1通用要求1.1道岔应按经规定程序批准的设计图纸和本文件制造。
1.2新投产的道岔应试制,道岔钢轨件、联结零件、扣件、岔枕及转换设备宜进行厂内整组组装,经检验合格后方可批量生产。
1.3本文件未列且图纸中未注明的加工件尺寸极限偏差应符合GB/T1804中C级规定,形位公差应符合GB/T1184中L级规定,铸件应符合GB/T6414中DCTG9规定。
1.4设计图纸中明确注明的技术要求,应按设计图纸的规定执行。
2钢轨件2.1制造道岔所用钢轨应符合GB/T2585、TB/T2344.1、TB/T2344.2或TB/T2344.3的相关规定,禁止使用已用过的旧轨进行再加工。
2.2道岔钢轨件可采用锯切、铣削、锻压、弯曲、钻孔、矫直、打磨、焊接工艺进行加工成型,加工面应平滑并注意倒棱或倒圆,加工后轨件的尺寸偏差、形状偏差、位置偏差和表面粗糙度要求应符合TB/T412中的相关规定。
2.3制造轨件的锻压、焊接、淬火、正火工艺作为轨件制造的特殊过程,应根据JB/T 5059中相关要求进行工艺确认。
3紧固件3.1高强度螺栓、螺母、垫圈应符合GB/T1231的相关规定。
3.2重型弹簧垫圈应符合GB/T7244的规定。
4钢轨联结零件4.1接头夹板应符合TB/T2345的规定。
4.2钢轨用高强度接头螺栓与螺母应符合TB/T2347的规定。
4.3胶接绝缘接头应符合TB/T2975的规定。
4.4普通绝缘材料应符合TB/T2927的规定。
4.5冻结接头型式检验时,应进行冻结接头整体剪切试验和疲劳试验。
5岔枕5.1有砟轨道预应力混凝土岔枕应符合TB/T3080的规定。
5.2无砟轨道混凝土岔枕应符合TB/T3297的规定。
5.3预埋铁座及预埋套管各部尺寸允许偏差、外观质量、抗拔力等应符合GB/T37330的规定。
6扣件系统6.1焊接类铁垫板和铸造类铁垫板,均应符合TB/T412或TB/T3307.8中相关条款的规定。
解读铁道行业标准《43kg/m~75kg/m钢轨订货技术条件》

2 3 4 4 -1 9 9 3 ( 4 3 k g / m ~ 7 5 k g / m钢轨订货技术条件》 、
T B 厂 I 1 2 3 4 1 . 1 -1 9 9 3 ( 4 3 k r 4 m钢轨型式尺寸》 、T B / T 2 0 0 4 -2 0 0 8年 ,我 国钢 轨生 产厂 鞍 钢 、攀 钢 、 2 3 4 1 . 2 一l 9 9 3( 5 0 k g / m 钢 轨 型式 尺 寸 》 、T B / T 包 钢 和武 钢 相 继 完 成 了钢 轨 生 产 的现 代 化 技 术 改 2 3 4 1 . 3 一l 9 9 3《 6 0 k g / m钢轨型式尺寸》和 T B 厂 I ’ 造 ,钢轨生 产设 备达 到世 界先进 水平 ,钢 轨生产 实 2 3 4 1 . 4 一l 9 9 3( 7 5 k g / m钢轨型式尺寸》 。该系列标 现 “ 精炼” 、 “ 精轧” 、 “ 精整” 、 “ 在 线 自动检 测 ” 准 ,除 了断面 尺寸外 ,在冶金 系 统并未 采 用 。直到 和 “ 长尺 化 ” ,钢轨 的实 物质 量水 平 有 了大 幅度 提 2 0 0 3年 ,冶金 和 铁 路 系 统 均采 用 本 行 业 制 定 的标 高 ,已进人世界先进水平的行列… 1 。
准中各指标 的差异性 ,提出相关 建议 。
关键词 :钢轨 ;道岔 ;技术条件 ;行业标准 ;解 读
中 图 分 类号 : U 2 1 3 . 4 — 6 5
文献 标 识 码 :B
文 章 编 号 :1 0 0 6 — 9 1 7 8( 2 0 1 3 ) 0 8 — 0 0 0 1 — 0 5
t e s i t n g me ho t d,e t c . Af t e r c o mp a r i n g a n d na a l y z i n g t h e d i f e r e n c e a mo n g e a c h o f t h e i n d i c a t o r s i n he t s an t d a r d s o n a s y mme t r i c C oS r S — s e c t i o n r a i l s u s e d or f c o n v e n t i o n a l r a i l w a y s ,h i g h - s p e e d r a i l wa y s a n d t u no r u t s ,t h e a u t h o r s g i v e
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢轨及道岔供货技术条件
1钢轨及连接件
1.160kg/m钢轨
1.1.1采用标准
采用标准:TB/T2344-2012《43~75kg/m钢轨订货技术条件》和GB2585-2007《铁路用热轧钢轨》标准,应按业主的合同执行。
1.1.2主要技术参数及性能
1)钢轨轨型:60kg/m钢轨。
2)钢轨材质:U75V普通热轧钢轨。
3)定尺长度:25m有孔新轨、25m无孔新轨。
4)机械性能符合本文“1.1.1采用标准”中对应材质钢轨。
5)轨头顶面的表面硬度280~320HBW,且钢轨全长的平均值应不小于300HBW、波动值不大于30HBW。
1.1.3质量保证
1)生产厂应建立符合GB/T19002-ISO9002-1994《质量体系—生产、安装和服务的质量保证模式》或GB/T19001标准规定的质量保证体系。
对每一根钢轨,生产厂都应建立可追溯的质量档案。
2)生产许可证、合格证、质量证明书。
1.1.4其它
其它应符合本文“1.1.1采用标准”的要求。
1.1.5制造及验收
制造及验收标准按TB/T2344的有关规定。
1.2接头夹板
1.2.1采用标准
弹条Ⅲ型分开式扣件接头夹板专门设计,用于钢轨内侧,其型式尺寸应满足图纸要求,其它执行TB/T2345-2008《43~75kg/m钢轨用接头夹板订货技术条件》标准。
接头夹板复验和判定规则应执行GB/T2101-2008《型钢验收、包装、标志和质量证明书的一般规定》的有关规定。
1.2.2主要技术参数及性能
60kg/m钢轨用接头夹板尺寸及机械性能符合本文“1.2.1采用标准”的要求。
1.2.3质量保证
1)生产厂应建立符合GB/T19002-ISO9002-1994《质量体系—生产、安装和服务的质量保证模式》或GB/T19001标准规定的质量保证体系。
2)生产许可证、合格证、质量证明书。
1.2.4其它
符合本文“1.2.1采用标准”的要求。
1.3接头螺栓与螺母
1.3.1采用标准
执行TB/T2347-1993《钢轨用高强度接头螺栓与螺母》标准。
1.3.2主要技术参数及性能
60kg/m钢轨采用10.9级接头螺栓、10级螺母。
技术条件均应符合TB/T2347-1993《钢轨用高强度接头螺栓与螺母》的规定,并采用符合GB93《弹簧垫圈》。
1.3.3质量保证
1)生产厂应建立符合GB/T19002-ISO9002-1994《质量体系—生产、安装和服务的质量保证模式》或GB/T19001标准规定的质量保证体系。
2)生产许可证、合格证、质量证明书。
1.3.4其它
符合本文“1.3.1采用标准”的要求。
2道岔
本工程正线一般地段采用的道岔类型有60kg/m9号单开道岔,60kg/m9号4.6m间距、5.1m间距交叉渡线。
正线及辅助线道岔采用曲线尖轨、高锰钢整铸固定辙叉、合成树脂枕。
道岔选型方案在施工图阶段如有变化应以施工图为准。
2.1规范性引用文件
1)TB/T234443kg/m~75kg/m钢轨订货技术条件
2)TB/T3109AT钢轨
3)TB/T412标准轨距铁路道岔技术条件
4)TB/T447高锰钢辙叉技术条件
5)TB/T1632.1~4钢轨焊接(通用技术条件,闪光焊,铝热焊,气压焊)
6)TB/T1779道岔钢轨件淬火技术条件
7)TB/T2975胶结绝缘钢轨技术条件
8)TB10413铁路轨道工程施工质量验收标准
2.2总则
1)道岔是关系列车运营安全、可靠的特殊商品,应比照原铁道部相关要求:凡拟承接道岔生产的供货商,应具备原铁道部颁发的相应的生产许可证。
2)道岔的制造技术标准按照产品制造图、本技术条件、TB/T412《标准轨距铁路道岔技术条件》、TB/T447《高锰钢辙叉技术条件》等的规定执行。
3)产品制造图上明确注明的技术要求,按制造图的规定执行。
4)道岔的验收按照本技术条件、TB/T412《标准轨距铁路道岔技术条件》、TB/T447《高锰钢辙叉技术条件》等的规定执行验收。
5)道岔生产商应负责考虑正线与道岔的轨底坡过渡。
2.3钢轨件
1)钢轨应符合TB/T2344的规定,AT轨应符合TB/T3109的规定,钢牌号根据各工程的具体要求选用。
钢轨材质应符合本工程道岔制造图的规定。
2)高锰钢辙叉的尺寸、形位公差按TB/T447《高锰钢辙叉技术条件》规定的多部位机加工高锰钢辙叉执行。
3)钢轨淬火按TB1779的有关规定执行。
2.4扣件及零部件
1)除转辙器基本轨内侧采用弹片扣压外,道岔其余部分应采用弹条Ⅲ型分开式弹条系列扣件扣压。
2)铁垫板上的焊缝不允许有密集或连续的气孔、加渣、未溶合以及明显的咬边和弧坑,焊缝高度不得小于焊缝注明高度,遇有安装关系的焊缝不得高出安装作用面。
3)用于道岔尖轨转换的滑床台的作用表面,应采用铣削加工,其粗糙度Ra≤12.5μm。
焊接后的滑床台板表面至底板表面高度允许偏差为±0.5mm。
滑床台表面应防锈处理。
4)铸造、锻造件应符合TB/T412的规定。
5)弹条、轨距垫、道钉、弹性垫板、螺栓、螺母、垫圈、尼龙套管、轨枕等,应符合扣件及轨枕供货技术条件章节中的有关规定。
2.5厂内组装、试铺技术要求
1)在对所供道岔进行批量生产前,转辙机道岔应进行匹配试验,并由道岔生产厂家负责牵头组织,信号承包商配合完成转辙机道岔的匹配试验,如在道岔厂进行匹配试验,道岔厂需提供场地、电等外部条件,并配合调试,如在线路安装现场进行匹配试验,道岔厂家需配合做好调试工作,这些过程道岔厂家不得收取额外费用。
2)所有道岔转辙器、辙叉、护轨在出厂前应进行外观和组装检验。
3)道岔的厂内试制试铺包括轨下基础及电务转换设备。
4)各部尺寸及零部件的安装符合设计图纸及TB10413的有关规定。
5)基本轨、尖轨应与尖轨范围内的全部垫板装配成基本轨、尖轨组装件出厂。
6)安装电务转换设备前、后,应保证尖轨与基本轨的密贴。
2.6标志、包装运输、质量证明书
1)道岔的零部件均应按制造图的规定做出标志、标记。
2)道岔的零部件应分类包装,并在包装外标明构件名称、规格、数量、质量等。
3)尖轨与基本轨、长短心轨应绑扎在一起,同时应有防止碰尖的措施。
4)铁件制品应在清除油垢后涂以防锈剂或采用指定的防锈技术措施,在正常运输和保管条件下,应保证发到用户时不生锈。
5)橡胶、塑料及尼龙制品应放置在清洁、通风、不被日光直射、远离热源及化学试剂污染处贮存。
在储存和运输过程中,严禁与油类、燃料及化工原料等接触,并应防止日晒。
6)生产厂自主选择运输方式,但必须保证按期在合同约定地点交货,同时保证道岔
在运输装卸过程中不碰摔,并防止受潮锈蚀。
7)提供质量证明书以及按照本技术条件及相关的引用规范性文件规定的检验报告,份数要求视工程需要而定。