汽柴油加氢技术
几种催化柴油加氢改质技术
试析几种催化柴油加氢改质技术关键词:催化柴油加氢清洁燃料近些年来,随着国内所加工原油越来越重视质量,催化裂化的原料也逐渐向重质化和劣质化发展,随着环保法规的日益完善,企业所面对的产品质量升级压力也在逐渐增加。
在我国,由于石油资源的严重紧缺,催化柴油还主要是加氧精制或加氢改质后用于调和柴油产品,催化裂化(fcc)技术是重油轻质化的主要工艺手段之一,在世界各国的炼油企业中都占有重要的地位。
一、催化柴油加工难点按照环保法规要求,2011年7月1日起全国将实施新的车用柴油国际标准,即要求柴油产品的硫含量≯350ug/g,十六烷值≮49,多环芳烃含量不高于11%。
因此,如何全面提高柴油产品质量以达到质量标准,成为各炼油企业所必须要解决的问题。
与其它类型柴油相比,催化柴油的密度大,硫、氮含量和芳烃含量高,十六烷值较低,柴油改质难度较大。
如何将催化柴油中富含的芳烃加氢转化,以大幅提高其燃烧性能则是催柴改质的最大难点所在,也是实现全面提升柴油质量的关键。
二、催化柴油加氢改质系列技术目前,一方面由于石油资源的紧缺,催化柴油在中国不得不作为成品柴油的一个重要组成部分;另一方面,由于催化柴油富含芳烃,大幅改善其质量尤其是燃烧性能的难度较大。
在如何经济有效的改善催化柴油质量,从而全面的推动柴油产品质量升级方面开展了大量的研究工作。
开发了系列催化柴油加工技术,以适应用户的不同需求。
一下就介绍几种加氢技术的主要生产技术与特点。
1.加氢精制技术对于某些直馏柴油、焦化柴油在整体柴油中所占比例较大,而催化柴油占比例较小的企业来说,采用加氢精制方法加工混合柴油是一条全面提升柴油质量的最简单、可行的方法。
采用加氢精制技术加工催化柴油,生产符合环保法规清洁柴油的技术,适用于直馏柴油、焦化柴油所占比例大,催化柴油所占比例小,柴油十六烷值矛盾不突出的企业选用,其技术特点总结如下:1.1所开发的深度脱硫系列催化剂有较强的加氢脱硫性能,基本可以满足用户生产低硫清洁柴油的需求。
汽柴油加制氢介绍.ppt
2) 产品氢气压力
≥2.4 MPa.G
3) 产品氢温度
≤40 ℃
4) PSA部分解吸气排气压力
≥0.03 MPa
5) PSA部分氢气回收率(设计值) ≥83 %
3、30万吨/年催化汽油加氢装置 该装置设计点为28.80万吨/年催化汽油,最大加工量为36万吨/年,最小加工量为20
万吨/年。装置主要原料为催化汽油,其主要性质为 :
产品设计目标为: 1) 加氢后汽油产品硫含量<150PPm(主要由专利商保证)。 2) 加氢处理RON损失≯1.5个单位(主要由专利商保证)。 3) 重汽油加氢单元C5+以上液体收率>99.6 m %。 三套装置与一期项目装置共用一套公用工程,并在此基础上新增2台1000m3原料调合罐, 以保证装置进料的平稳性;新上10000m3气柜一台,以缓解火炬系统的压力,并能达到合 理利用装置废气的目的。
该装置设计点为38.56万吨/年,其中直馏柴油、催化柴油、直馏汽油的比例分别为 57.05%、35.17%、7.78%,最大加工量为46万吨/年,最小加工量为26万吨/年。装置原 料主要性质为:
装置产品设计目标为:
1) 精制柴油硫含量: 2) 精制汽油(石脑油)干点: 3) 精制柴油闪点:
≤350ppm ≤200℃ ≥55℃
2 、生产流程简述 1) 生产流程简述 ①反应部分
自罐区来的原料油,按预期的原料比例,首先进入原料调合罐进行调和,然
后在原料油缓冲罐(V3001)液面和流量控制下混合,经原料油脱水器 (SW3001)脱水(保证原料水含量低于350ppm),再通过原料油过滤器(FI3001) 滤去原料中大于25微米的颗粒,然后进入原料油缓冲罐(V3001)。原料油缓冲 罐采用燃料气进行保护。来自原料油缓冲罐(V3001)的原料油经加氢进料泵 (P3001A,B)增压至9.2MPa(G),在流量控制下,经反应流出物/原料油换热器 (E3003A,B)换热后,与混合氢混合进入反应流出物/反应进料换热器(E3001A、B、 C),然后经反应进料加热炉(F3001)加热至反应所需温度,进入加氢精制反应 器(R3001)。该反应器设置三个催化剂床层,床层间设有注急冷氢设施。来自 加氢精制反应器(R3001)的反应流出物,经反应流出物/反应进料换热器 (E3001A、B)、反应流出物/低分油换热器(E3002)、反应流出物/反应进料 换热器(E3001C)、反应流出物/原料油换热器(E3003A、B)依次与反应进料、 低分油、原料油换热,然后经反应流出物空冷器(A3001)冷却至50℃,最后经 反应流出物水冷器(E3011)冷却至45℃进入高压分离器(V3002)。为了防止 反应流出物中的铵盐在低温部位析出,通过注水泵(P3002A、B)将除盐水注至 反应流出物空冷器(A3001)上游侧的管道中。
加氢工艺技术

1.3 247 3.1 33 原料 0.013 936 154 28.5 11.2 +23
产品 0.001 473 4 29.5 11.0 +30
3#喷气燃料标准 不大于0.015 不大于2000 不大于20 不小于25 不大于20 不小于27
22
柴油馏分加氢
柴油馏分加氢精制 主要目的:脱硫、脱氮、芳烃饱和(提高十六 烷值)、烯烃饱和
17
FCC汽油加氢脱硫、异构降烯烃原则流程
轻馏分
碱抽提脱硫醇
F C C 汽油 分
馏
重馏分
加氢脱硫降烯烃
低 硫低烯烃 汽油
18
FCC汽油加氢脱硫、异构降烯烃反应结果
FCC汽油 产品
硫含量,ppm 1400
158
烯 烃,v%
38.6
16.7
ΔRON
-0.8
Δ(R+M)/2
-0.5
汽油收率,%
91.2
加氢脱硫(HDS)
加氢脱氮(HDN)
加氢脱氧(HDO)
加氢脱金属(HDM) 烯烃加氢饱和
RM+H2-RH2+M
芳烃加氢饱和(HDA)
2H2
加氢裂化(HC)
C16H34-C8H18+C8H16
5
汽油馏分加氢
直馏石脑油加氢精制作重整原料 焦化汽油加氢 FCC汽油的加氢 (1)FCC汽油选择性加氢脱硫 (2)FCC汽油加氢异构脱硫、降烯烃
1200 42.0
6.4 2.0 370 加氢蜡油1 0.8866 13.12 1600 315
6.4 2.0 380 加氢蜡油2 0.8850 13.18 1000 208 28.3
36
蜡油加氢对催化裂化产品分布影响
汽柴油加氢技术总结汇报
汽柴油加氢技术总结汇报汽柴油加氢技术是指通过催化剂在一定条件下将汽油、柴油等石油产品与氢气进行化学反应,使其得到加氢处理,从而改善燃油质量和性能。
加氢技术在石油炼制行业被广泛应用,成为提高燃料质量和降低汽车尾气排放的关键技术之一。
以下是关于汽柴油加氢技术的总结汇报。
一、加氢技术的原理及优势:汽柴油加氢技术是通过加氢反应,将含硫、含氧、含氮和含杂质的汽柴油转化为低硫、低氮和低杂质的高质量燃料。
加氢技术通过催化剂催化作用,使石油产品中的硫、氮、杂质等有害物质与氢气发生化学反应,产生无害的化合物。
这种技术能够有效减少车辆尾气中的有害物质排放,改善空气质量,保护环境。
二、加氢技术的应用范围:加氢技术主要应用于炼油企业,用于石油产品的提质改良。
其中,汽柴油加氢技术是一项重要的应用。
通过加氢技术,可以将重油、残油等石油废料转化为高质量的汽柴油,提高资源利用率。
同时,汽柴油加氢技术也广泛应用于燃料油的精制过程中,可以降低燃料油的粘度,提高燃烧性能。
三、加氢技术的操作步骤:汽柴油加氢技术的操作步骤主要包括预加氢、主加氢、分离、除尘等环节。
首先将汽柴油与高纯度的氢气混合,通过加热加压进入反应器,催化剂在一定温度下催化汽柴油与氢气发生反应。
加氢反应后,通过分离器分离出汽柴油和氢气,并通过一系列的脱硫、脱氮、脱杂等工艺处理,最终得到高质量的汽柴油产品。
四、加氢技术的优势与不足:加氢技术具有以下优势:1. 改善燃料质量:通过加氢处理,汽柴油的硫含量、氮含量和杂质含量得到有效降低,提高了燃料的质量。
2. 降低尾气排放:加氢技术能够减少燃料中的有害物质含量,从而降低了汽车尾气中的污染物排放,改善环境质量。
3. 提高能源利用率:通过将废料油转化为汽柴油,提高了资源利用效率,减少了能源浪费。
不足之处:1. 技术要求高:加氢技术对催化剂稳定性、反应条件、操作参数等要求较高,需要专业技术人员掌握和操作。
2. 设备投资大:加氢技术需要投入大量设备和催化剂,投资成本较高。
柴油加氢装置(汽柴油生产技术课件)
高分罐
LIC 排污
循环氢
LI 低分罐
图5—9 高分罐液位控制示意图
高分罐液位是油相液面高度。偏
高油相和气相分离效果将下降,偏低易形 成高压串低压导致分馏塔操作紊乱。
高分罐界位是水相与油相的界面
高度。偏高油带水,偏低水带油。
高分罐液位的影响因素:
1、高分罐与低分罐压差变化; 2、原料泵出口流量变化; 3、高分罐温度变化。
精制柴油十六烷值偏低,说明反应没有达到部分达到了第2步反应, 也即反应深度不够工艺要求。
1、反应温度偏低; 2、反应压力偏低;
3、催化剂活性偏低; 4、空速偏大。
1、塔顶压力偏 低; 2、塔顶温度偏 高;
精制油从低分罐来 原料泵
回流罐 粗汽油
分 馏 塔
粗汽油干点偏高?
柴油出装置
塔底的轻组分没有气化 上升到塔顶:
低分气
高
分
罐
低
分
分
馏
罐
塔
图5—10 低分罐压力控制示意图
低分罐的作用,一是分担些分馏塔
顶负荷,再是环节高压直接到低压而导致 分离塔的操作紊乱。
低分罐压力的影响因素:
1、高分罐压力变化; 2、分馏塔压力变化; 3、低分罐顶气体出口流量变化; 4、低分罐出口换热器的压降变化。
低分气
从高分罐来 低分罐
石脑油去催化重整装置
分
馏
塔
精制柴油溴价不合格的原
因?
柴油出装置
精制油从低分罐来 原料泵
回流罐
石脑油去催化重整装置
分馏Βιβλιοθήκη 塔精制柴油硫含量超标?
柴油出装置
循环氢压缩机
2、高分罐排污力度 不够工艺要求
新氢
柴油加氢技术总结
柴油加氢技术总结2#柴油加氢装置开工总结宋火军1.开工前的准备1.1 学习装置理论知识生产低硫、低芳烃、低密度、高十六烷值得清洁柴油是今后世界范围内的柴油生产总趋势。
如何满足符合日趋苛刻的车用柴油标准,生产出符合环保要求的清洁柴油将成为炼油技术进步的一个重要课题。
柴油燃料质量升级的趋势与汽油类似,最主要的是对于硫含量的控制,同时对于柴油产品指标中的十六烷值、芳烃含量、冷流动性、密度等也提出了更为严格的要求。
二次加工的柴油含有相当多的硫、氮及烯烃类物质,油品质量差,安定性不好,储存过程容易变质,对直馏柴油而言,由于原油中硫含量升高,环保法规日趋严格,已经不能直接作为产品出厂,也需要经过加氢精制处理。
柴油加氢精制的生产原理就是在一定温度、压力、氢油比、空速条件下,借助加氢精制催化剂的作用,有效的使油品中的硫、氮、氧、非烃类化合物转化为响应的烃类和H2S、NH3和H2O。
另外,少量的重金属则截留在催化剂中,同时使烯烃和部分芳烃饱和,从而得到安定性、燃烧性、情节性都较好的优质柴油产品和粗汽油(裂解料)。
本装置中大量循环氢的存在能保证气相为连续相,液相为分散相,被气相打散的液相在固定床催化剂上从上至下以液滴的形态流过催化剂床层,从而发生一系列的加氢反应。
循环氢在其中的关键作用是:(1)维持反应所需的氢分压,用来维系气相中的氢气向油相溶解的推动力。
(2)控制催化剂床层的温升。
(3)稀释反应物流杂质的浓度,促进深度脱杂质的反应。
1.2 学习开工方案在开工前两个月,车间开始组织操作人员学习开工方案,让每个人对开工都心里有数,了解每一个步骤,提高了操作人员的操作水平,为这次成功的开工打下了基础。
1.3 联系调度,提供合格氮气,在系统催化剂干燥时能满足供应。
1.4 硫化剂与试车用直馏柴油准备充足。
2.催化剂干燥催化剂在包装、储运和装填中,都难免吸附一定水分,吸附水会降低催化剂的活性和强度。
因此催化剂要在预硫化前进行脱水。
先进炼油化工技术柴油超深度加氢脱硫(RTS)技术

柴油超深度加氢脱硫(RTS)技术
技术已经在中国石化北京燕山分公司、上海高桥分公司、沧州分公司、九江分公司等8家企业进行了工业应用,RTS 技术在中国石化北京燕山分公司两年多的长周期运转和标定结果表明,该技术加工掺炼约40%二次加工柴油的直馏柴油混
配套催化剂
[中国石化石油化工科学研究院技术支持与服务中心供稿]
先进炼油化工技术
氢气
第一反应器
第二反应器
加热炉
低压分离器
柴油
分馏塔
石脑油
高压分离器
原料油
循环
压缩机
所有柴油加氢精制催化剂均可用于本技术。
▲ 柴油超深度加氢脱硫(RTS)装置
▲ 柴油超深度加氢脱硫(RTS)工艺流程
合原料,能够稳定生产硫质量分数不大于9 μg/g、多环芳烃质量分数不大于4.7%、色度(ASTM D1500)小于0.5的超低硫柴油产品,装置平均能耗是364 MJ/t。
中国石化上海高桥分公司RTS 装置以直馏柴油掺炼约30%二次加工柴油的混合油为原料,生产硫质量分数不大于10 µg/g 的清洁柴油,单周期累计运转时间超过年,全周期内柴油产品色度(ASTM D1500)小于0.5。
柴油加氢—典型柴油加氢生产工艺(石油加工课件)

典型柴油加氢生产工艺
二段加氢裂化工艺
在这种工艺流程中有两个反应器,分别装有不同性能的催化剂。第一个反应 器中主要进行原料油的精制;第二个反应器中主要进行加氢裂化反应,形成独立 的两段流程体系。
典型柴油加氢生产工艺
二段加氢裂化工艺
在这种工艺流程中有两个反应器,分别装有不同性能的催化剂。
第一个反应器中主要进行原料油的精制;第二个反 应器中主要进行加氢裂化反应,形成独立的两段流程体 系。二段加氢裂化工艺适合处理高硫、高氮减压渣油, 催化裂化循环油,焦化蜡油或这些油的混合油。
典型柴油加氢生产工艺
单段一次通过流程的加氢裂化装置主要是以直馏减压馏分油为原料生产喷 气燃料、低凝柴油,裂化尾油作高黏度指数、低凝点润滑油料。
工艺流程简单,体积空速相对较高。
所采用的催化剂应具有较强的耐S、N、O等化合物的性能。 原料油的氮含量不宜过高,馏分不能太重,以加工常压瓦斯 油(AGO)/轻减压瓦斯油(LVGO)为宜。 反应温度相对较高,运转周期相对较短。
典型柴油加氢生产工艺
二段加氢裂化工艺特点
二段加氢裂化工艺适合处 理高硫、高氮减压渣油,催化 裂化循环油,焦化蜡油或这些 油的混合油。
第一、二段的反应器、高压分离器和 循环氢(含循环压缩机)自成体系。
补充氢增压机、产品分馏塔两段公用。
工艺流程复杂、投资及能耗相对较高。
对原料油的适应性强,生产灵活性大, 操作运转周期长。 与一段工艺相比,气体产率低、干气少、 目的产品收率高、液体总收率高;产品 质量好,特别是产品中芳烃含量非常低; 氢耗较低。
思政小课堂
随着我国工业化进程的加 快和人们环保意识的不断增长, 对柴油产品的质量提出了更高 的要求,柴油加氢技术不断进 步,不断丰富生产工艺。
加氢技术培训资料汽柴油加氢技术

加氢精制工艺技术 地位作用
美国于1993年10月开始使用清洁柴油,欧盟1996 年开始使用清洁柴油,1997年开始使用清洁汽油,日 本1996开始使用清洁汽油,1997年开始使用清洁柴油 ,2005年全球硫含量小于50ug/g的清洁汽油占汽油总 用量的65%,硫含量小于50ug/g的清洁柴油占柴油总 用量的59%,可是长期以来催化裂化一直是生产汽柴 油的支柱技术,但即使加工低硫原油,催化汽油硫含 量也不能符合生产清洁汽油的需求(例如我国加工大 庆原油的炼厂,催化汽油硫含量都在150ug.g-1左右, 催化柴油硫含量高、芳烃含量、十六烷值、安定性都 与清洁柴油的要求相去甚远,为此,多种石油产品加 氢技术应运而生,并在炼厂迅速得到应用。
31
惠炼HTU
概述
汽柴油加氢精制装置
英文Hydrogen Treating Unit 或Gasoline and Diesel Hydrogen Unit
缩写为HTU;
32
惠炼HTU
概述
装置规模: 装置设计规模200万吨/年。年开工时 间为8400小时,操作弹性为设计原料进料量的60~ 110%。
19
世界燃料油规格及欧盟柴油标准
世界燃料规范
欧盟
类别
Ⅰ类
Ⅱ类
Ⅲ类
Ⅳ类
欧Ⅰ EN228-93
欧 EN228-
98
欧Ⅲ EN228-
99
欧Ⅳ 2005
密度(15℃) kg/m-3
860
850
840
840
硫含量≯ ug.g-1
5000 300 30
10
2000
500
350
50
十六烷值≮ 48 53 55 55 49
柴油加氢技术简述

第52卷第12期 辽 宁 化 工 Vol.52,No.12 2023年12月 Liaoning Chemical Industry December,2023收稿日期: 2022-11-24柴油加氢技术简述王健,卢学斌,储宇,孟庆巍 (中国昆仑工程有限公司沈阳分公司,辽宁 沈阳 110167)摘 要:介绍了国内外柴油加氢技术的现状。
国外技术包括UOP公司的MQD联合精制技术、Axens 的Prime-D柴油加氢脱硫技术、Lummus Global公司的SynSat/SynShift技术和Topsoe公司的HDS/HAD 柴油加氢技术。
国内技术包括石科院的RTS柴油深度加氢脱硫技术、抚研院的FHUDS系列柴油深度加氢脱硫技术和中石油石化院的PHF系列及PHU系列技术。
介绍了中国石油柴油加氢精制及改质技术催化剂,并举例说明工业应用情况。
关 键 词:柴油加氢精制;柴油加氢改质;柴油加氢进展中图分类号:TE624.4+31 文献标识码: A 文章编号: 1004-0935(2023)12-1839-05柴油是需求最大的炼厂产品。
从20世纪90年代开始,各国出于环保需要,不断执行更严格的清洁柴油标准,柴油质量不断升级,清洁柴油生产技术不断更新换代,成为世界各国21世纪生产清洁柴油的方向。
可以说,环保要求的不断提高,造成了柴油标准的不断提升,推动了柴油质量升级的前进步伐[1-2]。
1 国内外柴油加氢技术现状国外柴油加氢典型技术主要有:UOP公司的MQD联合精制技术、Axens的Prime-D柴油加氢脱硫技术、Lummus Global公司的SynSat/SynShift工艺技术、Topsoe公司的HDS/HAD柴油加氢技术[3]。
国内中国石化石油化工科学研究院(RIPP)、中国石化大连(抚顺)石油化工研究院(FRIPP)、中国石油石油化工研究院开发了多项柴油加氢技术,这些技术都很好地实现了柴油质量升级的目标。
柴油加氢工艺流程课件(共 55张PPT)

加氢反应系统
反应系统操作原则
加氢反应原料为催化、焦化柴油和焦化汽油
a 原料要求: 装置加工的焦化柴油和焦化汽油杂质和烯烃含量较高,原料先经过滤 质颗粒,为保证脱除效果降低过滤器的过滤负荷,要求罐区控制较高的柴 时间,汽油罐维持较低的汽油罐存,缩短停留时间,减加氢后的汽柴油,反应生成硫化氢以及加氢干气。 的硫、氮等杂质含量升高,则加氢反应条件应适当的提高,以确保精制产
原料油过滤装置内设置原料自动反冲洗过滤器,脱除大于25微米的固体颗粒。 原料油惰性气体保护原料油缓冲罐采用燃料气覆盖措施,以防止原料被氧化生成胶质。 高压空冷前注水在反应流出物进入空冷前注水,来溶解铵盐,避免铵盐结晶析出堵塞管路。 采用双壳程、螺纹锁紧环换热器,提高换热效率,减少换热面积,节省投资。 采用炉前混氢方案 ,提高换热效率和减缓结焦程度。 采用板焊结构热壁反应器,内设两个催化剂床层,中间设置了冷氢箱。 采用冷高分流程 分馏部分采用双塔蒸汽汽提流程。
1
仪表第四维护班
装置简介
设计能力
装置公称规模为120×104t/a,实际处理量为113.43×104t/a,投产于2003年7月,原设计能力 品有粗汽油、精制柴油,副产品为加氢干气。2004年6月进行掺炼焦化汽油改造,装置实际加工能 主要由反应和分馏两部分组成。
装置特点
a b c d e f g h
10
仪表第四维护班
加氢反应系统
加氢反应温度TRCA-8133A
控制范围:反应器入口温度TRCA-8133A:210-280℃ 控制目标:指令反应温度±2℃ 相关参数:加热炉出口温度点TRCA-8133B高高联锁温度为328℃。
控制方式:PIC-8102与TRCA-8133A串级控制,TRCA-8133A为主调,PIC-8102 压力来控制反应器入口温度TRCA-8133A。提高反应温度可促进加氢反应,有利于 高,会促进裂化反应,而使液收降低,而且催化剂积碳速度加快,缩短催化剂的 须足够高,使得进入反应器的物料100%的汽化,以保证物料在催化剂床层的均匀 效果的情况下,为得到最长的催化剂寿命,反应器入口温度应尽量的低。反应器 断下降而逐渐提高。
柴油加氢工艺流程课件
▪ a 脱硫反应:
在加氢条件下,石油馏份中的各种含硫化合物转化为相当的烃和H2S,从而脱除了硫。 硫醇加氢:R-SH+H2→RH+H2S 硫醚加氢:R-S-R`+2H2→RH+R`H+H2S 二硫化物加氢:R-S-S-R`+3H2→RH+R`H+2H2S
3 仪表第四维护班
b 反应成份: 反应流出物主要是加氢后的汽柴油,反应生成硫化氢以及加氢干气。当原料改变而引起
的硫、氮等杂质含量升高,则加氢反应条件应适当的提高,以确保精制产品符合要求。
10 仪表第四维护班
加氢反应系统
▪ 加氢反应温度TRCA-8133A
控制范围:反应器入口温度TRCA-8133A:210-280℃ 控制目标:指令反应温度±2℃ 相关参数:加热炉出口温度点TRCA-8133B高高联锁温度为328℃。
7 仪表第四维护班
工艺流程
▪ 含氢尾气膜分离提氢部分
由芳烃装置、加氢裂化装置和柴油加氢装置提供异构化富氢、100#酸性气、加氢裂化、柴油加氢干气等四股富 含氢原料气汇集混合后输送到氢气压缩机入口缓冲罐(V102)。混合原料气通过氢气压缩机升压至6.8MPa(G),经氢气 压缩机冷却器(E102)冷却后进入氢气压缩机出口分液罐(V103),先脱除所含液态烃,然后进入膜分离系统。膜分离 氢提纯工艺流程主要由两部分组成,即预处理和膜分离。预处理的目的是除去原料气中的固体微粒和重烃,并将气 体加热到比露点温度高10~20℃,从而得到既干净又温热的气体。该气体可直接进行膜分离。膜分离的目的是提纯 氢气。含氢尾气经稳流后, 以6.8MPa 、40 ℃进入膜分离装置界区, 此气体先经一除雾器(X-101),除去较大水滴和 油滴。再由高效联合过滤器(X-102 )除去大于0.01μm 的粒子, 可冷凝的液沫及雾滴被捕集形成液体后, 通过过 滤器底部的阀门排出界区。联合过滤器分两组,一组在线,一组备用。分别为两级串联。然后原料气经过一套管式 加热器(E-101 )加热至83 ℃, 使原料气远离露点, 不至于因为氢气渗透后滞留气烃类含量升高,冷凝形成液膜而 影响分离性能。 用一蒸汽流量调节阀TV-101 和温度变送器TT-101 实现原料气温度控制,指示报警和联锁。原料气 经过加热器(E-101 )加热至83 ℃后,经一管道过滤器(SP-101 ), 再进入PRISM®膜分离器(M101A/B/C )进行 分离。膜分离器M-101A 与M-101B 并联,然后与M-101C 串联运行。 每个PRISM®膜分离器外型类似一管壳式热交换 器,膜分离器壳内由成千上万根中空纤维束填充,类似于管束。原料气从下端侧面进入PRISM®膜分离器。由于各种 气体组分在透过中空纤维膜时的溶解度和扩散系数不同,导致不同气体在膜中的相对渗透速率不同,在加氢尾气的 各组分中氢气的相对渗透速率最快,从而可将氢气分离提纯。在原料气沿PRISM®膜分离器长度方向流动时,更多的 氢气扩散进入中空纤维。在中空纤维芯侧得到92%的富氢产品,称为渗透气,压力为2.3MPa; 在壳程得到富含惰性气 体的物流,称为非渗透气。 其压力由HV-101 控制, 并减压至1.0 Mpa ,进入燃料气管网。PRISM®膜分离器可以根
石油炼制技术之催化加氢介绍课件

01
02
03
04
催化加氢技术的发展趋势
4
催化加氢技术的优化与改进
2019
提高催化剂活性和选择性
01
2020
优化反应条件,降低能耗和成本
02
2021
开发新型催化剂,提高催化效率
03
2022
研究催化加氢技术的新应用领域,拓展应用范围
04
催化加氢技术的环保与节能
03
减少废水排放:催化加氢技术可以减少废水排放,降低对环境的影响。
02
提高能源利用率:催化加氢技术可以提高能源利用率,降低能耗。
01
减少废气排放:催化加氢技术可以降低废气排放,减少环境污染。
04
降低生产成本:催化加氢技术可以提高生产效率,降低生产成本。
催化加氢技术的未来前景
催化加氢技术具有反应条件温和、选择性高、能耗低等优点,是一种绿色环保的工艺技术。
催化加氢技术在石油炼制中主要用于生产高质量的汽油、柴油、航空煤油等燃料,以及润滑油、石蜡等化工产品。
催化加氢技术的应用领域
石油炼制:提高油品质量,降低硫含量
化学工业:合成有机化合物,提高产品纯度
环境保护:处理工业废水,降低污染物排放
降低环境污染:催化加氢技术可以降低油品中的硫、氮、氧等杂质,减少环境污染。
提高炼油厂的竞争力:催化加氢技术可以提高炼油厂的技术水平和产品质量,提高炼油厂的竞争力。
催化加氢技术在化工生产中的应用
01
石油炼制:提高油品质量,降低硫含量
02
化学合成:生产精细化学品,如医药、农药、染料等
03
环境保护:减少污染物排放,提高废气、废水处理效果
加氢技术培训资料汽油加氢技术

2023加氢技术培训资料ppt汽油加氢技术ppt•加氢技术简介•汽油加氢技术•汽油加氢技术的影响因素•汽油加氢技术的实际应用目•汽油加氢技术的安全措施录01加氢技术简介加氢技术是一种将氢气加入到油品中,通过化学反应将油品中的杂质和有害物质进行脱硫、脱氮、脱氧等反应,提高油品质量和安定性的技术。
加氢技术定义加氢技术主要基于氢气在高温高压下与油品中的硫、氮、氧等杂质发生化学反应,生成水、氨、醇等物质,从而达到净化油品的目的。
加氢技术原理加氢技术的定义和原理1加氢技术在石油工业的应用23加氢技术在石油炼制领域广泛应用于常减压、催化裂化、重整等装置中,用于提高油品质量和生产效率。
石油炼制领域加氢技术在燃料油领域主要应用于汽油、柴油、煤油等产品的精制和调和,提高油品质量和安定性。
燃料油领域加氢技术在润滑油领域用于生产高粘度指数润滑油基础油,提高润滑油的性能和品质。
润滑油领域03工业应用规模的扩大随着加氢技术的不断发展和完善,其工业应用规模将不断扩大,成为石油工业中不可或缺的技术之一。
加氢技术的发展趋势01高效催化剂和反应器的研究与开发加氢技术的发展趋势是研究和开发高效催化剂和反应器,提高加氢效率和降低能源消耗。
02清洁燃料的生产加氢技术的研究和开发重点是生产清洁燃料,如氢燃料电池、生物燃料等,以满足环保和可持续发展的需求。
02汽油加氢技术定义汽油加氢技术是指在炼油过程中,将汽油通过加氢反应器,使用氢气作为催化剂,使汽油中的杂质和有害物质与氢气反应,进而转化为对人体和环境无害的物质。
原理汽油加氢技术的原理是利用氢气的还原性,将其通过催化剂在高温高压下与汽油中的杂质和有害物质反应,转化为对人体和环境无害的物质。
汽油加氢技术的定义和原理汽油加氢技术的工艺流程加氢反应将预处理后的汽油加入加氢反应器中,通入氢气,并加入催化剂,使汽油中的杂质和有害物质与氢气反应。
产品分馏反应后的汽油通过分馏塔分离成不同沸点的组分,得到清洁的汽油产品。
汽柴油加氢装置技术问答讲解
目录第一部分基本概念 (1)第二部分反应部分基础知识及操作法 (28)第三部分分馏部分基础知识及操作法 ................错误!未定义书签。
第四部分设备基础知识 ........................................错误!未定义书签。
第五部分仪表及安全与防护知识 ........................错误!未定义书签。
第六部分安全与防护知识 ....................................错误!未定义书签。
第一部分基本概念1.天然石油是什么?天然石油又称原油,从外观看,它是从淡黄色、暗褐到黑色的流动或半流动的粘稠液体;从元素组成上看,它是由极其众多的化合物组成的一种复杂混合物,其中碳元素和氢元素的总数占95~99%以上。
2.从化学组成上看,原油由哪些元素组成?原油主要由碳氢两大元素组成,是一种以烃类化合物为主的复杂混合物,其中碳占83~87%,氢占11~14%,其次是由含硫、氮、氧等元素所组成的含硫、含氮、含氧化合物和胶状沥青状物质构成的非烃类化合物,硫、氮、氧合计占1~5%;另外,微量的重金属元素,如钒、镍、钠、铜、铁、铅以及微量的非金属元素,如砷、磷、氯等,其含量都是ppm级的。
3.石油中非烃类指什么?系指石油中的有机化合物中除了含碳和氢两种元素外,还含有少量非金属元素,如硫、氧、氮、氯等及微量的金属元素如钠、镁、钾、钙、铁等组成的有机化合物,但一般指含碳化合物,含氧、氮化合物以及胶质、沥青等。
4.什么是不饱和烃?不饱和烃就是分子结构中碳原子间有双键或三键的开链烃和脂环烃。
与相同碳原子数的饱和烃相比,分子中氢原子要少。
烯烃(如烯烃、丙烯)、炔烃(如乙炔)、环烯烃(如环戊烯)都属于不饱和烃。
不饱和烃几乎不存在于原油和天然气中,而存在于石油二次加工产品中。
5.石油馏份中烃类分布有何规律?汽油馏份(低于180℃)中含有C5~C11的正构烷烃和异构烷烃,单环环烃及单环芳香烃。
柴油加氢技术

柴油加氢技术2.柴油加氢精制工艺原理质量低劣的柴油原料,在一定的温度、(一般在290℃--350℃)压力、(3.0MPa--16 MPa)和氢气,在加氢精制催化剂作用下,将油品中的含S、含N、含O等非烃化合物转化为易除去的H2S、NH3、H2O,将安定性很差的烯烃和某些芳烃饱和,金属有机物氢解,金属杂质截留,从而改善油品的安定性质、腐蚀性能和燃烧性能,得到品质优良的柴油产品,此工艺过程称为柴油加氢精制。
在工艺过程中主要有以下化学反应:脱硫反应:在加氢条件下,石油馏分中的含硫化合物转化为相应的烃和硫化氢,从而脱除了硫。
脱氮反应:在加氢过程中,各种氮化物与氢气反应转化为NH3和相应的烃,从而被除掉。
脱氧反应:含氧化合物通常很容易进行加氢反应生成水和相应的烃。
脱金属:金属有机化合物不论是否分解均吸附在催化剂表面上而被除去。
一般柴油加氢精制装置采用固定床单段一次通过式加氢工艺。
设计操作压力3.0--8.0MPa,空速1.0--2.5h-1,氢油体积比为300--600,以焦柴、催柴、直柴等混合柴油为原料,生产优质柴油,同时切割出少量的石脑油和副产部分瓦斯、酸性气。
3.柴油加氢装置原则工艺流典型流程图见图二流程说明:进装置原料(混合柴油)先至原料缓冲罐,被升压泵抽送经过原料过滤器把会导致反应器上部催化剂床层堵塞的固体杂质过滤掉,进入滤后原料缓冲罐。
滤后柴油原料经反应进料泵抽出与氢气(循环氢+新氢)混合后经与反应产物换热器换热,加热炉加热后进入反应器。
在反应器中混合原料在加氢精制催化剂作用下进行加氢脱硫、脱氮、烯烃及芳烃饱和等反应。
在催化剂床层之间设有控制反应温度的冷氢。
反应产物出反应器后与混合原料换热至约140℃进入高压空冷器,在高压空冷器入口注入脱氧水以溶解掉反应过程中产生的铵盐,防止堵塞高压空冷器。
反应产物经高压空冷、水冷冷却至40℃进入高压分离器进行汽液水分离,其顶部出来的气体作为循环氢去循环氢压缩机循环进反应系统,底部的酸性水去双塔汽提单元,中部出来的生成油去低压分离器进行闪蒸汽、液分离。
汽柴油加氢停工热氢带油和热氮解氢

汽柴油加氢停工热氢带油和热氮解氢1、坚持先降压后降温的原则。
降压措施是通过新氢机二回一调节。
降温通过降炉负荷和调节循环氢量调节,炉负荷降幅相同的情况下,循环氢量越大,降温速度越快,循环氢量越小,降温速度越慢。
2、临氢系统在生产过程中,钢材存在氢渗透的现象,即系统温度高于135℃时,金属晶格已足够大,使氢分子可在晶格内自由出入,因此,在停工过程中,降温速度不能过快,以保证氢分子从晶格内逐步慢慢逸出,否则氢分子不能完全逸出,就会导致氢鼓泡。
因此,降温速度以30℃/h执行,但临氢系统不能低于135℃。
开工时可以先升压后升温。
3、氢脆指的是氢渗进钢材之后,与钢材中的碳发生反应生成甲烷,导致氢鼓泡或氢脆。
4、停车步骤:1)停工退油,秉持压力不变,先降温后降量的原则。
2)热氢循环带油,由高分向外压出。
一般维持压力不低于20公斤,温度不低于150℃,当高分罐没油时,带油结束。
3)抽真空氮气置换,升温升压,热氮析氢,直至循环热氮中氢+烃含量不大于0.5%且不再增加为止,由于氢气分子具有很强的渗透性,为了防止生产期间渗入铬钼钢的氢分子引起氢脆和氢鼓泡,必须在停工时进行反应器脱氢。
a)以20度/小时的速度降低反应温度CAT至275度恒温12小时,将反应压力降至4.0MPa,降压的原因是氢分子比氮分子的分子量小很多,氮是氢的14倍,否则循环氢压缩机出口会超温,降压过程中维持循环机转速8000rpm,通过新氢机补入氮气维持压力,若压力不能维持则适当降低循环机转速;b)分析氮气中氧气含量<0.1%,通过新氢机或设在循环机出口的氮气管线向系统补入氮气对系统进行氮气置换;c)以20度/小时的速度将CAT降至250度恒温24小时;d)以20度/小时的速度将CAT降至225度恒温12小时;e)在反应器脱氢期间,继续用氮气置换反应系统并采样分析循环气,当循环气中烃+氢<0.5%为合格。
柴油质量升级的加氢技术

19
劣质柴油加氢改质异构降凝FHI工艺技术
●FHI技术特点 FHI技术选用具有强异构功能的催化剂,采用单剂或两剂串联一次通过
工艺流程,在中压或高压条件下,对直馏柴油和/或二次加工柴油进行加氢 处理,在实现深度脱硫、脱氮、脱芳和选择性开环的同时,可以使进料中 的正构烷烃等高凝点组分进行异构化反应,并使进料中的重馏分发生适度 的加氢裂化反应,从而在显著降低柴油产品硫、氮和芳烃(尤其是稠环芳烃) 含量的同时,能够大幅度降低凝固点,并使密度、T95和十六烷值等指标 得到明显改善。
2020/8/13
9
劣质柴油中压加氢改质(MHUG)技术
●技术特点
MHUG技术在中压6.0MPa~10 Mpa条件下,主要加工重 油催化柴油或重油催化柴油与直馏轻蜡油的混合油,不仅 可以改善柴油的颜色和安定性,而且可以可使柴油的十六 烷值提高12~20个单位,同时还可以兼产部分低硫、低氮、 高芳潜的优质化工石脑油。
364
359
10160
300
4.4
2.0
206
320
348
高干点直柴::MIP催柴:焦汽 =62.2:24.3:13.5
原料油
精制柴油
0.8579
0.8569
369
364
9100
296
5
生产低硫柴油的柴油深度加氢脱硫技术
FH-UDS催化剂工业应用结果 (硫含量<350μg/g)
应用厂家
茂名分公司
上海石化公司
2020/8/13
12
最大限度提高劣质柴油十六烷值的MCI工艺
●技术特点
最大限度提高劣质柴油十六烷值MCI(Maximally Index Improvement) 技术采用专用催化剂,对劣质柴油(特别是重油催化柴油)进行深度加氢脱 硫、脱氮、稀烃饱和、芳烃部分饱和、开环,且开环后很少裂解,从而在改 善油品安定性的同时,使柴油的十六烷值提高8~15个单位以上,并保持柴 油产品收率在95%以上。MCI技术另一个特点是操作条件和运行方式与传 统的催化柴油加氢精制工艺技术相近,用户只需对现有的催化柴油加氢精制 略作改造甚至无需改造,便可以满足MCI技术的操作要求。
汽柴油加氢精制生产工艺
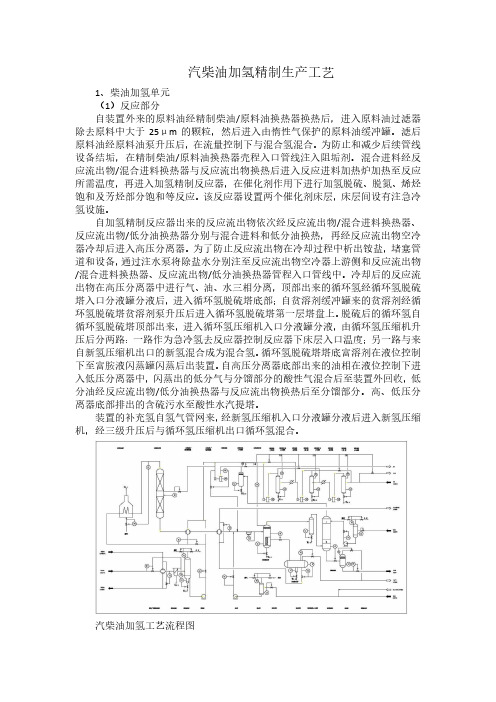
汽柴油加氢精制生产工艺1、柴油加氢单元(1)反应部分自装置外来的原料油经精制柴油/原料油换热器换热后,进入原料油过滤器除去原料中大于25μm的颗粒,然后进入由惰性气保护的原料油缓冲罐。
滤后原料油经原料油泵升压后,在流量控制下与混合氢混合。
为防止和减少后续管线设备结垢,在精制柴油/原料油换热器壳程入口管线注入阻垢剂。
混合进料经反应流出物/混合进料换热器与反应流出物换热后进入反应进料加热炉加热至反应所需温度,再进入加氢精制反应器,在催化剂作用下进行加氢脱硫、脱氮、烯烃饱和及芳烃部分饱和等反应。
该反应器设置两个催化剂床层,床层间设有注急冷氢设施。
自加氢精制反应器出来的反应流出物依次经反应流出物/混合进料换热器、反应流出物/低分油换热器分别与混合进料和低分油换热,再经反应流出物空冷器冷却后进入高压分离器。
为了防止反应流出物在冷却过程中析出铵盐,堵塞管道和设备,通过注水泵将除盐水分别注至反应流出物空冷器上游侧和反应流出物/混合进料换热器、反应流出物/低分油换热器管程入口管线中。
冷却后的反应流出物在高压分离器中进行气、油、水三相分离,顶部出来的循环氢经循环氢脱硫塔入口分液罐分液后,进入循环氢脱硫塔底部;自贫溶剂缓冲罐来的贫溶剂经循环氢脱硫塔贫溶剂泵升压后进入循环氢脱硫塔第一层塔盘上。
脱硫后的循环氢自循环氢脱硫塔顶部出来,进入循环氢压缩机入口分液罐分液,由循环氢压缩机升压后分两路:一路作为急冷氢去反应器控制反应器下床层入口温度;另一路与来自新氢压缩机出口的新氢混合成为混合氢。
循环氢脱硫塔塔底富溶剂在液位控制下至富胺液闪蒸罐闪蒸后出装置。
自高压分离器底部出来的油相在液位控制下进入低压分离器中,闪蒸出的低分气与分馏部分的酸性气混合后至装置外回收,低分油经反应流出物/低分油换热器与反应流出物换热后至分馏部分。
高、低压分离器底部排出的含硫污水至酸性水汽提塔。
装置的补充氢自氢气管网来,经新氢压缩机入口分液罐分液后进入新氢压缩机,经三级升压后与循环氢压缩机出口循环氢混合。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
29.71
37.26 90.43 42.08 60.04 77.27 49.91
95.175
87.425
46.135
55.331
48.47
61.87
8
加氢精制工艺技术
发展历程
从表中可以看出发达国家的加氢装置(包括加氢 裂化、加氢精制和加氢处理)的能力相当大,一般都 在原油加工能力的50%以上,尤其是日本,高达 90.43%,由此可见,发达国家对加氢技术的发展和应 用是非常重视的。我们国家的加氢能力相对较低,只 有29.71%。
发达国家对包括加氢精制和加氢裂化在内的临氢 催化技术寄予了极大的关注,各技术开发商经常不断 的推出新的加氢工艺技术和性能优异的催化剂,下表 列出了主要国家加氢装置加氢加工能力及占原油总加 工能力的比例。
7
加氢精制工艺技术
发展历程
各主要国家原油加工能力及加氢能力统计
国家 原油加工能力∑A/Mt/a 加氢能力∑B/Mt/a (∑B/∑A)/%
6
加氢精制工艺技术
发展历程
加氢技术在石油炼制过程中的工业应用最早始于 美国,1949年美国开发出“催化重整”技术,由于该 技术可提供廉价的副产品氢气,从而极大地刺激并加 快了石油加氢技术的发展,以后陆续实现了汽油、柴 油、煤油等轻质馏分油的加氢精制工业应用。加氢精 制工艺及催化剂日趋成熟并得到迅速发展。
地位作用
近几年,我的汽油和柴油质量标准也在不断升级 ,并逐步向国际标准靠拢,国家从2003年开始已将车用 轻柴油的硫含量限定为不大于500 ug/g,从2005年7月1 日执行车用无铅汽油硫含量不大于500 ug/g的标准,对 照国外清洁燃料质量标准不难看出,我国的石油产品质 量标准差距还很大,未来的发展空间还很广阔,尤其是 我国环保法规的普及实施,无疑将大大加快石油产品质 量升级的步伐,清洁燃料的推广和普及已提上日程,加 氢技术已成为生产清洁燃料的重要手段。
17
加氢精制工艺技术
地位作用
美国于1993年10月开始使用清洁柴油,欧盟1996 年开始使用清洁柴油,1997年开始使用清洁汽油,日 本1996开始使用清洁汽油,1997年开始使用清洁柴油 ,2005年全球硫含量小于50ug/g的清洁汽油占汽油总 用量的65%,硫含量小于50ug/g的清洁柴油占柴油总 用量的59%,可是长期以来催化裂化一直是生产汽柴 油的支柱技术,但即使加工低硫原油,催化汽油硫含 量也不能符合生产清洁汽油的需求(例如我国加工大 庆原油的炼厂,催化汽油硫含量都在150ug.g-1左右, 催化柴油硫含量高、芳烃含量、十六烷值、安定性都 与清洁柴油的要求相去甚远,为此,多种石油产品加 氢技术应运而生,并在炼厂迅速得到应用。
500
5
150
1
50 2000 800
1 2.5 2.5
500
2.5
35
无规定 无规定
42
35
40
40
40
20
10
无规定 无规定
18
18
35
35
35
19
世界燃料油规格及欧盟柴油标准
世界燃料规范
类别
欧盟
欧Ⅳ 2005
欧 欧Ⅲ 欧Ⅰ Ⅰ类 Ⅱ类 Ⅲ类 Ⅳ类 EN228- EN228EN228-93 98 99
18
世界燃料规范/欧盟及我国的汽油标准主要指标
世界燃料规范
项目
欧盟
中国车用无铅汽油 (GB17930-1999)
欧Ⅰ 欧II 欧Ⅲ 欧Ⅳ 2003. 2005.0 Ⅰ类 Ⅱ类 Ⅲ类 Ⅳ类 EN228- EN228- EN2282000 2005 01.01 7.01 93 98 99
硫含量≯ 1000 200 30 5~10 1000 ug.g-1 苯含量≯ 5.0 2.5 1.0 %(v/v) 芳烃含量 ≯ 50 %(v/v) 烯烃≯ %(v/v) 40 35 1 5
22
加氢精制工艺技术
3、加氢精制技术的化学原理
化学原理
石油各种烃类物质和含有杂质原子的非烃类杂质 组成的极其复杂的混合物,而这些非烃化合物通常有 以下危害,必须加以脱除。
1)对炼油设备和管线有腐蚀作用; 2)导致催化剂失活;
3)降低油品质量;
4)作为燃料时排放出SOx和NOx,造成环境污染, 危害人类健康。
1、美国 2、中国 3、俄罗斯 4、日本 5、韩国 6、意大利 7、德国 8、加拿大 9、法国 10、英国
831.165
602.380
72.47
289.510
271.174 238.347 128.005 115.040 113.355 99.173
86.027
101.274 215.531 53.861 69.073 87.590 49.403
23加氢精制工艺技术化学原理石油中的非烃化合物主要指含硫、氮、氧化合物 以及有机金属化合物(钒、镍、铁、铜和砷)等。 加氢精制的目的是在临氢状态下,在催化剂的作 用下将非烃化合物中的杂原子硫、氮、氧分别转化为 H2S、NH3、H2O,而有机金属化合物转化为金属硫化物 加以脱出,其主体部分生成相应的烃类。
16
加氢精制工艺技术
地位作用
石油产品质量升级的保证
随着知识经济时代的到来,环境保护已越来越受 到全球人类的关注,发展环境友好技术和向全社会提 供环境友好产品,已是石化行业责无旁贷的义务。 加氢精制技术可以有效地提高各种石油产品的质 量,因为它是在分子水平上通过临氢催化反应对石油 馏分进行精制,故加氢后的石油产品质量好,也是目 前其他方法(如酸碱精制、白土吸附等)所无法比拟 的。
12
加氢精制工艺技术
地位作用
2、加氢精制技术的的地位和作用
加氢精制是现代石油炼制工业的重要加工过程 之一,是提升石油产品质量和生产优质石油产品及 化工原料的主要手段。随着我国炼油和石油化工事 业的迅速发展和加氢装置加工能力的迅速增加,意 味着我国炼油技术的整体素质和水平在不断的提高 。下图列出了我国近几年的主要炼油装置结构的变 化。
R
30
二、惠炼汽柴油加氢装置(HTU) 技术简介
31
惠炼HTU
概述
汽柴油加氢精制装置 英文Hydrogen Treating Unit 或Gasoline and Diesel Hydrogen Unit
缩写为HTU;
32
惠炼HTU
概述
装置规模: 装置设计规模200万吨/年。年开工时 间为8400小时,操作弹性为设计原料进料量的60~ 110%。 b) 装置组成:装置由反应、分馏和公用工程三部 分组成。
5
加氢精制工艺技术
一、加氢精制工艺技术
1、加氢精制技术的发展历程
发展历程
国外加氢精制技术的发展概述 加氢技术最 早起源于德国,20世纪的30~40年代,德国首次成 功地实现了“煤的三段加氢”工业化,目的是将固 体燃料转化为液体马达燃料,由于该项技术复杂, 投资大,生产成本高,故发展缓慢,没有竞争力。 “煤加氢制取液体燃料”的成功意义,在于它证明 了“将低氢碳比的固体燃料在高压下添加氢,使其 转化为高氢碳比的液体燃料是可行的”。
燃料气
LPG 轻石脑油
重石脑油
烷 基 化
16
烷基化油 LPG
干气 丙稀 丙烷 C4 C5 甲醇
气分(28)
压 装
航煤 柴油
燃料气
70.96
15
2
15
2
无规定
无规定
无规定
无规定
无规定 无规定
11 11
20
我国车用柴油标准
类别 -10 10号 5号 0号 -20号 -35号 -50号 号 820~860 800~840
密度(15℃) kg/m-3 硫含量≯ ug.g-1
500
十六烷值≮
95%馏出温 度 ≯℃
49
46
365
45
21
加氢精制工艺技术
13
加氢精制工艺技术
地位作用
我国主要炼油装置结构变化
占 原 油 加 工 能 力 ,
40 35 30 25 20 15 10 5 0 1998 1999 2000 2001 2002 催化裂化 延迟焦化 催化重整 加氢
%
14
加氢精制工艺技术
地位作用
由图可见,我国加氢技术快速发展的态势以 及在石油加工过程中的地位和作用,数据表明, 我国加氢精制技术已越来越受到关注和青睐,目 前我国加氢能力的绝对量,列在美、俄、日和德 国等发达国家之后,居世界排名第五位。
汽柴油加氢装置 技术简介
2007年3月
M炼油厂200万吨/年柴油加氢装置
2
M炼油厂200万吨/年柴油加氢装置
3
M炼油厂200万吨/年渣油加氢装置
4
目
一、加氢精制工艺技术
录
1、加氢精制技术的发展历程 2、加氢精制技术的地位和作用 3、加氢精制技术的化学原理
二、惠炼汽柴油加氢装置(HTU)技术简介
H2
(H2S)
MxSy H-Porphyrin +
28
加氢精制工艺技术
烯烃加氢饱和:
化学原理
直馏馏分油中烯烃含量较少,二次加工油中 一般含有较多烯烃和二烯烃,如催化汽油、焦化 汽油中。
H3C CH3 CH3 H3C
+ H2
CH3
CH3
29
加氢精制工艺技术
芳烃加氢饱和
化学原理
R
+ 2H2
R
+ 3H2
33
惠炼HTU
燃料气 65165℃(54.46) 154.61 H2 LPG 重整生成油 乙烯料
在全厂流程中的位置
苯 LNG 干气 PX OX 汽油
制 氢