CQC标志认证工厂质量保证能力要求
2020年(产品管理)强制性产品认证(C)的有关知识

(产品管理)强制性产品认证(C)的有关知识强制性产品认证(3C)的有关内容1. 强制性产品认证从何时开始实施?答:强制性产品认证自2002年5月1日起施行。
中国质量认证中心(CQC)自2002年5月1日起开始受理强制性产品认证的申请。
2. 哪些产品需要申请强制性产品认证?答:《第一批实施强制性产品认证的产品目录》(以下简称《目录》)包括中华人民共和国国家质量监督检验检疫总局公告(2001年33号)中的附件和中国国家认证认可监督管理委员会联合发布的19类132种产品。
第二批发布《实施强制性产品认证的装饰装修产品目录》(国家认监委2004年第5号公告)3种产品。
第三批发布《实施强制性产品认证的安全技术防范产品目录》(国家质检总局和国家认监委联合公告2004年第62号)4种产品。
《实施强制性产品认证的产品目录》1)、电线电缆(共5种)2)、电路开关及保护或连接用电器装置(共6种)3)、低压电器(共9种)4)、小功率电动机(共1种)5)、电动工具(共16种)6)、电焊机(共15种)7)、家用和类似用途设备(共18种)8)、音视频设备类(不包括广播级音响设备和汽车音响设备)(共16种)9)、信息技术设备(共12种)10)、照明设备(共2种)(不包括电压低于36V的照明设备)11)、电信终端设备(共9种)12)、机动车辆及安全附件(共4种)13)、机动车辆轮胎(共3种)14)、安全玻璃(共3种)15)、农机产品(共1种)16)、乳胶制品(共1种)17)、医疗器械产品(共7种)18)、消防产品(共3种)19)、安全技术防范产品(共1种)《实施强制性产品认证的装饰装修产品目录》1)溶剂型木器涂料2)瓷质砖3)混凝土防冻剂《实施强制性产品认证的安全技术防范产品目录》1)入侵探测器1.磁开关入侵探测器2.振动入侵探测器3.室内用被动式玻璃破碎探测器2)防盗报警控制器3)汽车防盗报警系统4)防盗保险柜、防盗保险箱3. 出口的产品是否必须获得强制性认证?答:对于根据外贸合同的约定而特殊加工专供出口的产品,可以不申请强制性认证,但由于某种原因未出口的剩余产品将不允许进入市场销售,除非获得3C认证。
质量保证能力要求(可打印)

工厂质量保证能力要求CQC/F 001‐2009CQC标志认证工厂质量保证能力要求CQC Certification Requirements of Factory Quality Assurance Ability2009年9月1日发布 2009年9月15日实施中国质量认证中心前言本文件作为产品认证的工厂产品质量保证能力的检查依据文件之一,规定了申请产品认证的工厂的产品质量保证能力要求。
适用于安全、EMC、性能等产品认证。
为保证批量生产的认证产品与型式试验/产品检验合格的样品的一致性,工厂应满足本文件规定的产品质量保证能力要求。
如有特殊要求的,按具体产品认证规则中有关规定执行。
本文由中国质量认证中心发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
制定单位:中国质量认证中心主要起草人:袁泉孙芳刘厚利1.职责和资源1.1职责工厂应规定与质量活动有关的各类人员的职责及相互关系,且工厂应在组织内指定一名具有充分的能力胜任质量工作的质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限: a)负责建立满足本文件要求的质量体系,并确保其实施和保持;b)确保加贴该认证标志的产品符合认证标准要求;c)建立文件化的程序,确保认证标志妥善保管和使用;d)建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴标志。
1.2 资源工厂应配备必要的生产设备和检验设备以满足稳定生产符合自愿认证标准的产品要求;应配备相应的人力资源,确保从事对产品质量有影响的工作人员具备必要的能力;建立并保持适宜产品生产、检验、试验、储存等必要的环境。
2 文件和记录2.1 工厂应建立文件化的认证产品的质量计划或类似文件,以及为确保产品质量的相关过程有效运作和控制所需要的文件。
质量计划应包括产品设计目的、实现过程、检验及有关资源的规定,以及产品获证后对获证产品的变更(标准、工艺、关键材料等)、标志的使用管理等规定。
CQC 002-2009 节能工厂质量保证能力要求

工厂质量保证能力要求CQC/F 002‐2009资源节约产品认证工厂质量保证能力要求Resource‐Saving Product Certification Requirements ofFactory Quality Assurance Ability2009年9月1日发布 2009年9月15日实施中国质量认证中心前言本文件作为产品认证的工厂产品质量保证能力的检查依据文件之一,规定了申请产品认证的工厂的产品质量保证能力要求,适用于节能、节水及部分环保产品认证。
为保证批量生产的认证产品与型式试验/产品检验合格的样品的一致性,工厂应满足本文件规定的产品质量保证能力要求。
如有特殊要求的,按具体产品认证规则中有关规定执行。
本文件代替CQC/JY001-2008。
内容没有变化。
制定单位:中国质量认证中心主要起草人:闵静聂明利刘厚利工厂应规定与认证产品质量控制和管理活动有关部门和各类人员的职责及相互关系并形成文件。
工厂应指定一位认证/质量负责人,无论该成员在其他方面的职责如何,确保能够履行以下方面的职责: 1)确保执行认证用标准或技术要求;2)确保加贴认证标志的产品符合认证标准要求;3)确保不合格品和获证产品变更后未经认证机构确认,不加贴认证标志;4)与认证机构保持联络并协调有关认证事宜。
5)负责建立满足本文件要求的质量体系,并确保其实施和保持;认证/质量负责人应具有充分的能力胜任本职工作。
2 文件和记录2.1工厂应具备以下文件:1)与认证产品相关的法律、法规、认证依据标准或技术规范、规则;2)与认证产品有关的设计/开发文件、采购控制文件、生产过程控制文件和检验控制文件。
2.2工厂应对上述文件进行控制,确保:1)文件发布前和更改应由授权人批准,文件的规定应满足相关产品标准及认证依据标准或技术规范;2)认证依据标准或技术规范和文件应保持清晰、易于识别,并控制其分发;3)文件的更改和现行状态应得到识别,在使用处可获得适用文件的有效版本。
家电产品相关国家标准xkg

2009 年 9 月 1 日发布 2009 年 9 月 15 日实施
中国质量认证中心
前 言
本文件作为产品认证的工厂产品质量保证能力的检查依据文件之一,规定了申请产品认证的工厂的产 品质量保证能力要求。适用于安全、EMC、性能等产品认证。 为保证批量生产的认证产品与型式试验/产品检验合格的样品的一致性,工厂应满足本文件规定的产 品质量保证能力要求。如有特殊要求的,按具体产品认证规则中有关规定执行。 本文由中国质量认证中心发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中 心许可,不得以任何形式全部或部分使用。 制定单位:中国质量认证中心 主要起草人:袁泉 孙芳 刘厚利
CQC/F 001-2009 CQC 标志认证工厂质量保证能力要求
1. 职责和资源 1.1 职责 工厂应规定与质量活动有关的各类人员的职责及相互关系,且工厂应在组织内指定一名具有充分的能 力胜任质量工作的质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限: a)负责建立满足本文件要求的质量体系,并确保其实施和保持; b)确保加贴该认证标志的产品符合认证标准要求; c)建立文件化的程序,确保认证标志妥善保管和使用; d)建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴标志。 1.2 资源 工厂应配备必要的生产设备和检验设备以满足稳定生产符合自愿认证标准的产品要求;应配备相应的 人力资源,确保从事对产品质量有影响的工作人员具备必要的能力;建立并保持适宜产品生产、检验、试 验、储存等必要的环境。 2 文件和记录 2.1 工厂应建立文件化的认证产品的质量计划或类似文件,以及为确保产品质量的相关过程有效运作和控 制所需要的文件。质量计划应包括产品设计目的、实现过程、检验及有关资源的规定,以及产品获证后对 获证产品的变更(标准、工艺、关键材料等) 、标志的使用管理等规定。 产品设计标准或规范应是质量计划的一个内容,其要求应不低于有关该产品的认证标准要求 2.2 工厂应建立并保持文件化的程序以对本文件要求的文件和资料进行有效的控制。这些控制应确保: a) 发布前和更改应由授权人批准,以确保其适宜性; b) 文件的修改和修订状态得到识别,防止作废文件的非预期使用; c) 确保在使用处可获得相应文件的有效版本。 2.3 工厂应建立并保持质量记录的标识、储存、保管和处理的文件化程序,质量记录应清晰、完整以作为 产品符合规定要求的证据。质量记录应有适当的保存期限。 2.4 工厂应建立并保持获证产品的档案。档案内容至少应包含证书、试验报告、工厂检查报告、获证产品 变更的申请和批准资料等。 3. 采购和进货检验 3.1 供应商的控制 工厂应制定对关键原材料供应商的选择、评定和日常管理的程序,以确保供应商具有保证生产关键原 材料满足要求的能力。 工厂应保存对供应商的选择评价和日常管理的记录。 3.2 关键原材料的检验/验证 工厂应建立并保持对供应商提供的原材料的检验或验证的程序及定期确认检验程序,以确保满足认证 所规定的要求。 关键原材料的检验可由工厂进行,也可以由供应商完成。当由供应商检验时,工厂应对供应商提出明 确的检验要求。 工厂应保存关键原材料的检验验证记录、确认检验记录及供应商提供的合格证明及有关检验数据等。 4. 生产过程控制和过程检验 4.1 工厂应对关键生产工序进行识别,关键工序操作人员应具备相应的能力,如果该工序没有文件规定就
CQC-F001-2009 CQC标志认证工厂质量保证能力要求

工厂质量保证能力要求CQC/F 001‐2009CQC 标志认证工厂质量保证能力要求CQC Certification Requirements of Factory Quality Assurance Ability2009 年9 月1 日发布2009 年9 月15 日实施中国质量认证中心前言本文件作为产品认证的工厂产品质量保证能力的检查依据文件之一,规定了申请产品认证的工厂的产品质量保证能力要求。
适用于安全、EMC、性能等产品认证。
为保证批量生产的认证产品与型式试验/产品检验合格的样品的一致性,工厂应满足本文件规定的产品质量保证能力要求。
如有特殊要求的,按具体产品认证规则中有关规定执行。
本文由中国质量认证中心发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
制定单位:中国质量认证中心主要起草人:袁泉孙芳刘厚利1.职责和资源1.1职责工厂应规定与质量活动有关的各类人员的职责及相互关系,且工厂应在组织内指定一名具有充分的能力胜任质量工作的质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限:a)负责建立满足本文件要求的质量体系,并确保其实施和保持;b)确保加贴该认证标志的产品符合认证标准要求;c)建立文件化的程序,确保认证标志妥善保管和使用;d)建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴标志。
1.2资源工厂应配备必要的生产设备和检验设备以满足稳定生产符合自愿认证标准的产品要求;应配备相应的人力资源,确保从事对产品质量有影响的工作人员具备必要的能力;建立并保持适宜产品生产、检验、试验、储存等必要的环境。
2文件和记录2.1工厂应建立文件化的认证产品的质量计划或类似文件,以及为确保产品质量的相关过程有效运作和控制所需要的文件。
质量计划应包括产品设计目的、实现过程、检验及有关资源的规定,以及产品获证后对获证产品的变更(标准、工艺、关键材料等)、标志的使用管理等规定。
2024版CQC产品认证培训资料

绿色环保认证
随着全球对环保意识的提高,未 来CQC产品认证将更加注重产品 的环保性能,推动绿色环保认证
的发展。
国际化认证
随着全球化的深入发展,未来 CQC产品认证将更加注重国际化 认证,推动中国产品走向世界。
持续改进与创新的方向
简化认证流程
降低认证成本
通过优化认证流程,减少不必要的环节和等 待时间,提高认证效率。
培训方式
培训可以采取集中授课、在线学习、 实践操作等多种方式进行,确保认 证人员能够全面掌握所需的知识和 技能。
认证实施过程中的监督与管理
监督方式
认证机构可以采取定期监督、不定期抽查等方式对获证产品进行监督,确保获证产品持续符 合相关标准和要求。
监督内容
监督主要包括对获证产品的生产、销售、使用等环节的监督检查,以及对认证标志的使用情 况的监督。
现场核查
对于需要进行现场核查的申请,CQC将组织核查组对申请人的生产现场、设备、 工艺等进行核查。
产品抽样与检测
产品抽样
CQC根据产品认证实施规则和认证计划的要求,对申请人的产 品进行抽样。
产品检测
申请人将样品送交指定的检测机构进行检测,检测机构按照规 定的检测标准和方法进行检测,并出具检测报告。
感谢观看
处理措施
对于监督过程中发现的问题,认证机构将采取相应的处理措施,包括要求申请人限期整改、 暂停或撤销认证证书等。同时,认证机构还将对问题严重的申请人进行公开曝光,并依法追 究其法律责任。
05
CQC产品认证的风险 与应对
认证风险识别与评估
风险识别
通过对认证过程中可能出现的风险进 行识别,包括技术风险、管理风险、 市场风险等方面。
CQC产品认证培训 资料
CQC 标 志 产 品 认 证 实 施 规 则
编号: CQC/RY603-2006CQC 标志产品认证实施规则(建筑节能产品-建筑门窗)受控状态:受控受控编号:发布2006-9-10 实施2006-9-10 中国质量认证中心前言为了保证CQC自愿性产品认证工作顺利开展,确保认证各项工作符合ISO/IEC导则65、IAF对导则65的解释文件、CNAB认可准则相关文件要求,以及CQC产品认证质量手册、程序文件,使各项相关活动得以规范有序进行,制定本实施规则。
制定单位:中国质量认证中心中建建筑节能检测中心安徽省产品质量监督检验所佛山市产品质量监督检验所建设部机械总公司建筑门窗幕墙设计研究所主要起草人:刘厚利、赵改萍、王铭新、陈卫斌、段恺、李楠、穆伟、1.适用范围本规则适用的产品范围为:具有保温隔热功能的建筑外门、外窗(天窗),包括塑料门窗(PVC等)、金属门窗(钢、铝合金等)、木门窗(实木、人造板等)、玻璃钢门窗、复合门窗(金属-塑料、金属-木、塑料-木等复合)等产品。
2.认证模式产品型式试验+初始工厂检查+获证后监督3.认证申请3.1 申请单元划分建筑门窗产品按照型材材质及使用功能来划分认证单元:A. 塑料窗(PVC等)B. 金属窗(铝合金、钢等)C. 木窗(实木、人造板等)D. 玻璃钢窗E. 复合窗(钢木、铝木、塑木、钢塑、铝塑等)F. 塑料门(PVC等)G. 金属门(铝合金、钢等)H. 木门(实木、人造板等)I. 玻璃钢门J. 复合门(钢木、铝木、塑木、钢塑、铝塑等)当原材料(型材、板材、玻璃、密封材料等)以及设计参数(构造、开启面积及方式、用途以及玻/框比、缝/面比等)存在差异时,对因此导致节能指标存在差异的同一单元下规格型号进行分组(节能系列)。
3.2 申请文件认证委托人申请认证时,应提交以下文件:1)申请书;2)工厂审查调查表(首次申请时);3)一致性声明;4)申请人、制造商的注册证明等;5)代理人的授权委托书(如有);6)生产厂的注册证明、生产许可证等;7)关键原材料及零部件(包括:产品的型材、板材、玻璃、密封辅料、五金件等)清单、质检报告及其供应方目录,国家强制认证的(如安全玻璃)提供CCC证书复印件;8)产品质检报告复印件(申请认证的产品应首先满足相应的产品标准,复合型材类门窗如果没有相应标准,则以型材中主材质对应的产品标准为准;型材、玻璃、五金件及密封辅料应符合相应产品标准要求并提供质检报告复印件;质检报告必须由经CNAL认可的检测机构签发并在12个月以内。
CQC- 质量管理计划

CQC 质量管理计划
文件编号 改正日 Rev No 1
WSH - QM - 02 2014.07.22 Page 4/8
质量能力保证工作各部门业务职责
一.人力资源 1.职责和资源 A 质量负责人任命书,并赋与其相应的职责和权限 B 各类人员质量职责和权限 C 人员应经培训,建立员工档案(特别是培训档案) D 相关文件:岗位人员任职要求,职责和权限 E 记录:年度培训计划,培训记录表,培训申请单,培训签到表,员工能力档案,新进员工登记表,应聘录用表 招聘申请表,转正考核表,离职申请表,会议签到表,职工花名册,上岗证,培训档案 二.生产 1.职责和资源 A 生产,储存场所及环境应能满足要求 B 人员(特别是关键工序人员)应经过培训,持证上岗 C 生产用工装,调试用工装 2.文件和记录 A 保持生产现场使用的标准型文件,工艺,图纸,作业指导书,法律法规等技术文件的有效版本,其发布 应经过批准,变更及修订状态应得到识别,现场禁止使用作废的文件。 B 经营者检讨记录3年、内部审核记录3年、生产关联记录至少1年以上保存,必要时可以延期 3.生产过程控制和过程检验 A 识别关键工序,对关键工序的操作人员应进行相应的培训,做到关键工序人员持证上岗(培训记录, 培训签到,培训档案,上岗证)
质量体系的颁布及任命
颁布及任命
产品质量是企业的生命,是实现企业兴旺发达,通向成功之路的可靠保证。高质量来自严格的科学管理,为提 高企业质量管理的整体水平,提高CQC认证产品的质量,企业将全面推行CQC产品认证质量管理体系,公司 依据<工厂质量能力保证要求>、<认证标志管理办法>,并参照GB/T19001-2008<质量管理体系-要求>,及 公司已颁布的质量管理手册及程序文件。 质量管理手册及程序是企业质量管理体系的纲领性文件,是建立和实施质量管理体系运行的准则,适用于企 业电容生产和服务全过程所涉及的部门,全体员工应认真学习,贯彻执行并持续改进,确保质量管理体系的要 求及质量目标得以实现。 为确保质量管理体系的建立,实施,保持及产品认证工作的顺利开展,公司任命为电容事业部 产品认证质量负责人,主要工作职责如下: a) 负责建立满足CQC-工厂质量保证能力要求的质量体系,并确保其实施和保持; b) 确保加贴认证标志的产品符合认证标准的要求; c) 建立文件化的程序,确保认证标志的妥善保管和使用; d) 建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴认证标志。
CQC标志认证要求

CQC 标志认证要求CQC/PDC023-2005(2007-08-21)小学常用歇后语1.八仙过海--------各显神通2.不入虎穴--------焉得虎子3.蚕豆开花--------黑心4.车到山前--------必有路5.打破砂锅--------问到底6.和尚打伞--------无法无天7.虎落平阳--------被犬欺8.画蛇添足--------多此一举9.箭在弦上--------不得不发10.井底青蛙--------目光短浅11.大海捞针--------没处寻12.竹篮打水--------一场空13.打开天窗--------说亮话14.船到桥头--------自会直15.飞蛾扑火-----自取灭亡16.百米赛跑--------分秒必争17.拔苗助长-----急于求成18.仇人相见--------分外眼红19.芝麻开花----节节高20.新官上任--------三把火21.瞎子点灯--------白费蜡22.兔子尾巴--------长不了23.偷鸡不成----蚀把米24.王婆卖瓜--------自卖自夸25.老虎屁股---- 摸不得26.老虎拉车--------谁敢27.老鼠过街-----人人喊打28.麻雀虽小--------五脏俱全29.墙上茅草----随风两边倒30.三十六计--------走为上计31.塞翁失马----焉知祸福32.壶中无酒--------难留客33.丈二和尚----摸不着头脑34.有借有还--------再借不难35.猫哭耗子---假慈悲36.铰子破皮--------露了馅37.扁担挑水---一心挂了两头38.对牛弹琴--------白费劲39.八仙聚会--------神聊40.霸王敬酒--------不干也得干41.板上订钉--------跑不了42.背鼓上门--------讨打43.草把做灯-----粗心(芯)44.竹笋出土--------节节高45.菜刀切豆腐----两面光46.钉头碰钉子--------硬碰硬47.高山上敲鼓--四面闻名(鸣)48.铁打的公鸡-----一毛不拔49.关公走麦城----骄必败50.狗咬吕洞宾--------不识好人心51.鸡蛋碰石头----不自量力52.姜太公钓鱼--------愿者上钩53.脚踏西瓜皮--滑到哪里是哪里54.孔夫子搬家--------净是书55.老鼠钻风箱-----两头受气56.留得青山在--------不怕没柴烧57.门缝里看人---把人看扁了58.泥菩萨过河--------自身难保59.泼出去的水----收不回60.骑驴看唱本--------走着瞧61.千里送鹅毛--礼轻情意重62.肉包子打狗--------有去无回63.山中无老虎---猴子称大王64.司马昭之心--------路人皆知65.外甥打灯笼---照旧(舅)66.王八吃年糕--------铁了心67.王小二过年---一年不如一年68.小葱拌豆腐-----一清二白69.小和尚念经----有口无心70.周瑜打黄盖--------两厢情愿71.赶鸭子上架----吃力不讨好72.擀面杖吹火----- -一窍不通73.瞎子戴眼镜----装饰74.猴子捞月亮--------空忙一场75.秀才遇到兵----有理讲不清76.三个臭皮匠--------顶个诸葛亮77.黄牛追兔子---有劲使不上78.和尚训道士--------管得宽79.过年娶媳妇----双喜临门80.聋子见哑巴--------不闻不问六字短语81.铜钣上钉铆钉---一是一,二是二82.里弄里扛竹竿---直来直去83.苦水里泡黄连----苦上加苦84.驴唇不对马嘴----答非所问85.猪鼻子里插葱-----装象86.只许州官放火---不许百姓点灯87.猪八戒照镜子--里外不是人88.放风筝断了线-----没指望了89.池塘里的风波-----大不了90.关门掩着耗子-----急(挤)死91.顶风顶水划船----硬撑92.东北的二人转--------一唱一和93.东洋人戴高帽----假充大个94.到火神庙求雨--------找错了门95.鲁班门前耍斧----有眼无珠96.老太太吃汤圆--------囫囵吞97.出太阳下暴雨---假情(晴)98.挂羊头卖狗肉--------虚情假意99.担着胡子过河----谦虚过度100.唱歌不看曲本--------离谱。
CQC标志认证工厂质量保证能力要求(精)
CQC标志认证工厂质量保证能力要求(精)中国质量认证中心(CQC)是一家专业从事第三方认证的机构,其认证标志是国家质量认证标志CQC-mark(中国质量认证标志)。
CQC质量体系认证是一项围绕ISO9001质量管理体系标准进行的认证,对认证企业的全部生产和服务过程进行质量体系审核,并在取得质量认证的企业中建立了良好的市场形象。
但是想要得到CQC的认证并不是易如反掌的事情,首先企业必须满足CQC标志认证工厂质量保证能力的要求。
本文将详细介绍CQC标志认证的要求。
一、管理文件在申请质量认证之前,企业必须有健全完善的文件管理制度,确保相关文件齐全、完整、清晰。
文件管理制度应包括以下方面:1.文件编号库企业应该根据文件的种类分门别类地建立文件编号库,以方便文件的归档、查阅和管理。
2.文件编制规范企业应制定文件的编制规范,规范了员工编写文件的规范和要求,保证企业文件的编制规范、内容客观、全面、准确。
3.文件修订流程企业应该制定文件的修订流程,明确修订过程的具体步骤和需满足的条件,避免因为文件修订不规范导致企业运行中出现不必要的问题。
二、质量保证体系CQC质量体系认证要求企业建立完整的质量保证体系,确保企业在生产、管理、服务中的每一个环节都符合要求。
1. 质量方针和目标企业应该根据其自身特点,确定质量方针和目标,并对员工进行培训,以使员工认识到自身工作对于达成质量目标具有重要的作用。
2.流程管理企业应该建立完整的流程管理,特别是生产流程管理。
生产流程应该规范化,员工的工作须符合作业规范,在每一个作业环节都需要严格把控。
3.全员质量控制企业需要全员参与质量控制。
应该提供员工培训,以使员工认识到自身工作的重要性,并建立对自身工作质量的责任心。
4. 持续改进企业应该持续改进质量管理体系,监控和评估企业的运行情况,及时发现并纠正问题,确保运行过程中质量保持符合要求。
三、工厂设施CQC还要求企业有完善的工厂设施,以便企业能够按照规范管理质量,保证产品的质量符合要求。
CQC标志认证工厂质量保证能力要求(精)
工厂质量保证能力要求CQC/F 001‐2009CQC标志认证工厂质量保证能力要求CQC Certification Requirements of Factory Quality Assurance Ability2009年9月1日发布 2009年9月15日实施中国质量认证中心前言本文件作为产品认证的工厂产品质量保证能力的检查依据文件之一,规定了申请产品认证的工厂的产品质量保证能力要求。
适用于安全、EMC、性能等产品认证。
为保证批量生产的认证产品与型式试验/产品检验合格的样品的一致性,工厂应满足本文件规定的产品质量保证能力要求。
如有特殊要求的,按具体产品认证规则中有关规定执行。
本文由中国质量认证中心发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
制定单位:中国质量认证中心主要起草人:袁泉孙芳刘厚利CQC/F 001-2009CQC标志认证工厂质量保证能力要求1. 职责和资源1.1职责工厂应规定与质量活动有关的各类人员的职责及相互关系,且工厂应在组织内指定一名具有充分的能力胜任质量工作的质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限:a)负责建立满足本文件要求的质量体系,并确保其实施和保持;b)确保加贴该认证标志的产品符合认证标准要求;c)建立文件化的程序,确保认证标志妥善保管和使用;d)建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴标志。
1.2 资源工厂应配备必要的生产设备和检验设备以满足稳定生产符合自愿认证标准的产品要求;应配备相应的人力资源,确保从事对产品质量有影响的工作人员具备必要的能力;建立并保持适宜产品生产、检验、试验、储存等必要的环境。
2 文件和记录2.1 工厂应建立文件化的认证产品的质量计划或类似文件,以及为确保产品质量的相关过程有效运作和控制所需要的文件。
质量计划应包括产品设计目的、实现过程、检验及有关资源的规定,以及产品获证后对获证产品的变更(标准、工艺、关键材料等)、标志的使用管理等规定。
CQC工厂质量保证能力要求(2011版)
家用和类似用途设备、音视频设备、信息技术设备强制性认证工厂检查要求为保证批量生产的认证产品与已获型式试验合格样品的一致性,工厂应满足本文件规定的工厂检查要求。
本文中的工厂涵盖认证委托人(生产者或者销售者、进口商)、生产者、生产企业。
1 职责与责任工厂应规定与保证认证要求符合性和产品一致性等有关的各类人员的职责及相互关系。
1.1 工厂应在其管理层内指定质量负责人,无论该成员在其他方面的职责如何,应具有以下方面的职责和权限,并有充分能力胜任:a)确保本文件的要求在工厂得到有效的实施和保持;b)确保认证产品符合认证标准的要求并与已获型式试验合格样品一致;c)了解强制性产品认证证书和标志的使用要求,强制性产品认证证书注销、暂停、撤销的条件,确保强制性产品认证证书、标志的正确使用。
1.2 工厂应在组织内部指定认证联络员,负责在认证过程中与认证机构保持联系,其有责任及时跟踪、了解认证机构及相关政府部门有关强制性产品认证的要求或规定,并向组织内报告和传达。
认证联络员跟踪和了解的内容应至少包括:a)强制性认证实施规则换版、产品认证标准换版及其他相关认证文件的发布、修订的相关要求;b)证书有效性的跟踪结果;c)国家级和省级监督抽查结果。
1.3 需建立适用简化流程的关键件变更批准机制的工厂,应在其组织内任命认证技术负责人、并确保其有充分能力胜任,其主要职责是负责适用简化流程的关键件变更的批准,确保变更信息准确及变更符合规定要求,并对产品的一致性负责。
认证技术负责人应经认证机构考核认定。
关键件包括:关键元器件、重要部件和材料或关键元部件和材料。
2 文件和记录2.1 工厂应建立并保持文件化的程序,确保对本文件要求的文件和记录以及必要的外来文件和记录进行控制。
对可能影响认证产品与标准的符合性和型式试验合格样品一致性的主要内容,工厂应有必要的设计文件(如图纸、样板、关键件清单等)、工艺文件和作业指导书。
2.2 工厂应确保文件的正确性、适宜性及使用文件的有效版本。
CQC工厂检查明细
CQC检查10项要求1 职责与责任1.1 质量负责人1.1.1 质量负责人应是工厂的管理层人员, 该人至少能直接与最高管理层沟通。
质量负责人应被赋予《家用和类似用途设备、音视频设备、信息技术设备强制性认证工厂检查要求》(简称《工厂检查要求》)第1.1 a)~c)条的职责和权限, 质量负责人应能明确、清晰地阐述其职责和权限。
1.1.2 质量负责人应以书面方式指定, 指定的形式可以是任命书、授权书或质量文件描述等。
1.1.3 工厂内至少有一名质量负责人。
质量负责人可以是一个人, 也可以是一组人;如果是一组人, 其职责和权限的组合应覆盖《工厂检查要求》第1.1a)~c)条的内容。
1.1.4 质量负责人可以指定到某个人或某个岗位。
若指定到某个岗位, 原则上每次工厂检查时都要检查《工厂检查要求》第1.1条。
1.1.5 对于ODM/OEM认证模式, 若质量负责人是认证委托人或生产者的管理层人员, 则也应同样满足《工厂检查要求》第1.1条的要求。
如果生产企业质量负责人的职责和权限不能覆盖《工厂检查要求》第1.1a)~c)条的内容, 原则上认证委托人/生产者的质量负责人应到生产企业现场接受检查。
下列情况除外:1)认证委托人/生产者自身有同类认证产品生产, 并且获得了CQC颁发的CCC证书。
2)认证委托人/生产者的质量负责人将其职责和权限全权授予其内部人员, 由内部被授权人员到生产企业现场接受检查, 并有书面授权书。
3)认证委托人/生产者的质量负责人将其职责和权限全权授予生产企业的质量负责人, 并有书面授权书。
1.1.6 质量负责人应了解其工厂的CCC认证产品所适用的认证标准, 以及认证产品一致性要求的主要内容。
1.1.7 质量负责人应了解国家认监委2001年1号公告《强制性产品认证标志管理办法》的内容。
1.1.8 质量负责人应了解国家质检总局令第63号《认证证书和认证标志管理办法》的内容。
1.1.9 质量负责人应了解国家认监委2008年第19号公告《关于国家认监委发布<强制性产品认证证书注销、暂停、撤销实施规则>的公告》的内容。
CQC认证基础知识PPT课件

具备ISO9000族质量管理体系 的意识和知识。
熟悉CQC认证的基本要求和程 序。
掌握质量保证和能力验证的方法 和技巧。
了解相关行业标准和规范,并能 够根据实际情况灵活运用。
原材料和零部件控制要求
供应商选择标准
原材料和零部件 采购流程
质量标准及检验 方法
质量异常处理流 程
产品质量控制要求
建立并实施质量管理体系,确保产品质量符合相关标准和客户要求。
CQC认证发展历程
CQC认证目的和意义
CQC认证流程及标准
CQC认证目的和意义
促进贸易便利化,降低贸易成本
帮助企业提高产品质量和管理水 平
保护消费者权益,提高产品竞争 力
促进企业可持续发展,增强企业 社会责感
广泛的适用性:适用于任何规模和 类型的企业
CQC认证特点
灵活的认证方案:根据企业实际情 况制定个性化的认证方案
质量保证能力评 价:对企业进行 定期的质量保证 能力评价,以确 保其能够持续满 足相关标准和法 规要求。
不符合项处理要 求:对于不符合 相关标准和法规 要求的不符合项, 企业应采取相应 的纠正措施,并 进行跟踪验证。
与CQC认证相关的其他要求和规定
申请方应建立并实施符合CQC认证要求的质量管理体系,并持续有效运行。
审核人员要求:内部审 核人员需经过培训并具 备相应的资质和技能, 以确保审核的准确性和 有效性
审核计划要求:制定审 核计划,包括审核范围 、时间安排、审核方法 和程序等,以确保审核 的全面性和系统性
不合格品控制和纠正措施要求
不合格品控制:识别、评估、记录和报告不合格品,并采取措施防止其非预期使 用或交付。
纠正措施要求:针对不合格品采取的措施,包括纠正、纠正措施和预防措施,以 确保不会再次发生类似的问题。
12-448100-2009_家用和类似用途电器安全与电磁兼容认证通则

安全与电磁兼容认证规则CQC12-448100-2009家用和类似用途电器安全与电磁兼容认证通则General Rules for Safety and Electromagnetic Compatibility Certification ofHousehold and similar electrical appliances2009年10月28日发布 2009年10月30日实施中国质量认证中心前言本规则由中国质量认证中心发布(简称CQC),版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
本通则代替CQC/RY029-2002。
本通则需与具体家用电器的认证规则一起使用。
在具体家用电器产品认证规则中对通则中的相应条款进行了补充和修改,明确产品的具体要求。
2010年2月10日,第一次修订,删除附件3中“泄露电流”和附件5中“方法三:泄漏电流”。
2012年1月15日,第二次修订,修改了7.2获证后监督方式。
2013年5月15日,第三次修订,取消证书的有效期。
对2、8、9.1.1、9.1.2.2、9.2.1做相应的修订。
2013年6月24日,第四次修订,电磁兼容标准GB17625.1-2003 换版为 GB17625.1-2012.制定单位:中国质量认证中心参与起草单位:广州威凯检测技术研究所主要起草人:何东达刘国荣张丽1.适用范围本规则适用于家用和类似用途电器的安全与电磁兼容认证。
2. 认证模式家用和类似用途电器的认证模式为:产品型式试验+初始工厂检查+获证后监督。
认证的基本环节包括:a. 认证的申请b. 型式试验c. 初始工厂检查d. 认证结果评价与批准e. 获证后的监督3.认证申请申请人申请认证时可选择安全认证、电磁兼容认证或安全 + 电磁兼容认证。
3.1认证单元划分3.1.1 单元划分原则:按产品类别、种类、型式、规格、工作原理、安全结构(或电磁兼容结构)的不同划分认证单元。
CQC认证工厂审查准备要求

确认检验
① 目的:提供认证产品持续满足认证标准要求的证据; ② 检验者:工厂或具备能力的机构。 ③ 频次:不低于认证实施规则或其补充文件的规定; ④ 项目:不少于认证实施规则或其补充文件的规定; ⑤ 性质:质量保证措施的一部分; ⑥ 方法:按标准规定的试验条件和方法; ⑦ 实施:由工厂策划并组织实施(试验可委托具备能力的
• 《文件控制程序》建立或引用,注意文件编号与 程序文件的衔接——是否存在质量记录无编号现 象、受控状态和版本的有效性
• 《记录控制程序》建立或引用,注意质量记录保 存期限
文件:信息及其承载媒体
要求的文件:
技术性文件
1. 认证标志的保管使用控制程序 2. 产品变更控制程序
• 必要的工艺作业指导书 • 检验标准
供应商选择、评定记 录
① 合格供应商名录; ② 供应商质量保证能力评价
记录; ③ 样品测试报告等。
供应商日常管理记录
① 供货业绩记录; ② 重新评价记录; ③ 提供产品出现不合格时的
处理记录; ④ 采取的纠正措施或预防措
施等。
3.采购和进货检验
3.2关键元器件和材料的检验/验证 • 关键原材料检验文件→实施记录 • 关键原材料定期确认检验要求(程序、文件——
5.例行检验和确认检验
• 成品例行检验和确认检验→建立程序(明确规定 检验项目、方法、准则)→实施记录
• 例行检验定义:是在生产的最终阶段对生产线上 的产品进行的100%检验,通常检验后,除包装和 架贴标签外,不再进一步加工。
• 确认检验定义:是为验证产品持续符合标准要求 进行的抽样检验。
例行检验
机构实施); ⑧ 程序内容包括:检验项目、内容、方法、频次、检验点、
判定等。
CQC认证规则
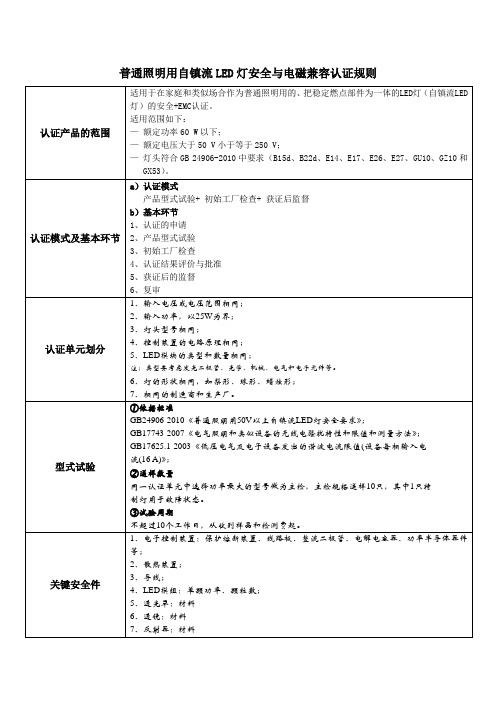
普通照明用自镇流LED灯安全与电磁兼容认证规则认证产品的范围适用于在家庭和类似场合作为普通照明用的、把稳定燃点部件为一体的LED灯(自镇流LED 灯)的安全+EMC认证。
适用范围如下:—额定功率60 W以下;—额定电压大于50 V小于等于250 V;—灯头符合GB 24906-2010中要求(B15d、B22d、E14、E17、E26、E27、GU10、GZ10和 GX53)。
认证模式及基本环节a)认证模式产品型式试验+ 初始工厂检查+ 获证后监督b)基本环节1、认证的申请2、产品型式试验3、初始工厂检查4、认证结果评价与批准5、获证后的监督6、复审认证单元划分1、输入电压或电压范围相同;2、输入功率,以25W为界;3、灯头型号相同;4、控制装臵的电路原理相同;5、LED模块的类型和数量相同;注:类型要考虑发光二极管、光学、机械、电气和电子元件等。
6、灯的形状相同,如梨形、球形、蜡烛形;7、相同的制造商和生产厂。
型式试验①依据标准GB24906-2010《普通照明用50V以上自镇流LED灯安全要求》;GB17743-2007《电气照明和类似设备的无线电骚扰特性和限值和测量方法》;GB17625.1-2003《低压电气及电子设备发出的谐波电流限值(设备每相输入电流(16 A)》;②送样数量同一认证单元中选择功率最大的型号做为主检,主检规格送样10只,其中1只特制灯用于故障状态。
③试验周期不超过10个工作日,从收到样品和检测费起。
关键安全件1、电子控制装臵:保护熔断装臵、线路板、整流二极管、电解电容器、功率半导体器件等;2、散热装臵;3、导线;4、LED模组:单颗功率、颗粒数;5、透光罩:材料6、透镜:材料7、反射器:材料初始工厂检查①工厂质量保证能力a)CQC/F001-2009《CQC标志认证工厂质量保证能力要求》;b)本规则表2《自镇流LED灯安全认证工厂质量控制检测要求》;②产品一致性检查原则:每个认证单元至少抽取一个规格型号做一致性检查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CQC标志认证工厂质量保证能力要求
1 引言
本文件是CQC产品认证工厂质量保证能力的要求,包括对认证产品的检验要求及制造厂质量体系的要求,以保证其生产的认证产品符合国家认证标准并与型式试验样机在规定程度内的一致性。
本文件是产品获得产品安全认证证书和允许使用认证标志应具备的条件,是可接受的最低标准。
若有特殊要求的,按《自愿性产品认证特殊要求》中有关规定执行。
2 定义
2.1 申请人
申请产品认证注册的组织。
2.2 持证人
持有产品认证证书的组织。
注:取证前称为申请人,取证后称为持证人。
2.3 生产者(制造商)
实施质量体系,控制认证产品生产的组织。
2.4 生产厂/制造厂/加工厂(场)所
指对认证产品进行最终装配和/或检验以及使用认证标志的地点。
3 总则
生产者应建立满足本文件第4章所要求的文件化质量体系并使之有效地运行,且具备批量生产符合认证标准要求的产品的能力。
对认证产品生产者的审核每年至少一次(根据认证产品类别和生产的稳定状态而定),以保证将必要的日常工作和程序保持在可接受的水平上。
对生产者进行监督复查期间,要抽取认证产品样机和/或零部件进行检验,以验证其与认证标准的符合性并与型式试验样
机一致。
当发现可能危及到产品与认证标准的符合性的情况时,可增加监督频次。
4 质量体系
4.1 职责和资源
4.1.1 职责
生产者应规定与质量活动有关的各类人员职责及相互关系,且在其组织的内部指定一名质量保证负责人和一名认证联络工程师(或联络员)。
质量保证负责人应是组织管理层中的一名成员,应具有充分的能力胜任本职工作。
不论其在其他方面职责如何,应具有以下方面的职责和权限:
a) 负责建立满足本文件要求的质量体系,并确保其实施和保持;
b) 确保加贴强制性认证标志/认证标志的产品符合认证标准的要求;
c) 及时向认证机构申报涉及获证产品安全性能的变更;
d) 负责与认证机构联络与协调认证方面的事情;
e) 建立文件化的程序,确保认证标志的妥善保管和使用;
f) 建立文件化的程序,确保不合格品和获证产品变更后未经认证机构确认,不加贴强制性认证标志/认证标志;
认证联络工程师(或联络员)应熟悉认证业务,其职责是协助质量保证负责人与认证机构联络认证事宜。
4.1.2 资源
生产者应配备必须的生产设备和检验设备以满足稳定生产符合认证标准的产品要求;应配备相应的人力资源,确保从事对产品质量有影响工作的人员具备必要的能力;建立并保持适宜产品生产、检验试验、储存等必备的环境。
4.2 文件和记录
4.2.1 生产者应建立、保持文件化的认证产品的质量计划或类似文件,以及为确保产品质量的相关过程有效运作和控制需要的文件。
质量计划应包括产品设计目标、实现过程、检测及有关资源的规定,以及产品获证后对获证产品的变更(标准、工艺、关键件等)、标志的使用管理等的规定。
产品设计标准或规范应是质量计划的其中一个内容,其要求应不低于有关该产品的国家标准要求.
4.2.2 生产者应建立并保持文件化的程序以对本文要求的文件和资料进行有效的控制。
这些控制应确保:
a) 文件发布前和更改应由授权人批准,以确保其适宜性;
b) 文件的更改和修订状态得到识别,防止作废文件的非预期使用;
c) 确保在使用处可获得相应文件的有效版本。
4.2.3 生产者应建立并保持文件化的质量记录的标识、储存、保管和处理的文件化程序,质量记录应清晰、完整以作为产品符合规定要求的证据。
生产者至少应保存下述记录:
●采购物资检验/验证记录
●例行检验记录
●选定型式试验记录
●检验和测试设备校准记录
●检验和测试设备功能检查记录
●顾客投诉及纠正措施记录
●对不合格品采取措施的记录
●内部质量审核记录
●标志使用情况的记录
质量记录应有适当的保存期限,上述记录的保存时间应不少于两年。
4.3 采购和进货检验
4.3.1 供应商的控制
生产者应制定对关键元器件和材料的供应商的选择、评定和日常管理的程序,以确保供应商具有保证生产关键元器件和材料满足要求的能力。
工厂应保存对供应商的选择评价和日常管理记录。
4.3.2 关键元器件和材料的检验/验证
生产者应建立并保持对供应商提供的关键元器件和材料的检验或验证的程序及定期确认检验的程序,以确保关键元器件和材料满足认证所规定的要求。
关键元器件和材料的检验可由生产者进行,也可以由供应商完成。
当由供应商检验时,生产者应对供应商提出明确的检验要求.
生产者应保存关键件检验或验证记录,确认检验记录及供应商提供的合格证明及有关检验数据等,供应商提供的合格证明应有其组织内部负有质量职责的检验人员的签名或盖章。
4.4 生产过程控制和过程检验
4.4.1 生产者应对关键生产工序进行识别,关键工序操作人员应具备相应的能力,如果该工序没有文件规定就不能保证产品质量时,则应制定相应的工艺作业指导书,使生产过程受控。
4.4.2 产品生产过程中如对环境条件有要求,生产者应保证工作环境满足规定的要求。
4.4.3 可行时,生产者应对适宜的过程参数和产品特性进行监控。
4.4.4 生产者应建立并保持对生产设备进行维护保养的制度。
4.4.5 生产者应在生产的适当阶段对产品进行检验,以确保产品及零部件与认
证样品一致。
4.5 例行检验和确认检验
生产者应制定并保持文件化的例行检验和确认检验程序,以验证产品满足规定的要求。
检验程序中应包括检验项目、内容、方法、判定等。
并应保存检验记录。
具体的例行检验和确认检验要求应满足《自愿性产品认证特殊要求》的规定。
例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,通常检验后,除包装和加贴标签外,不再进一步加工。
确认检验是为验证产品持续符合标准要求而进行的在经例行检验后的合格品中随机抽取样品依据检验文件进行的检验。
4.6 检验试验仪器设备
用于检验和试验的设备应定期校准和检查,并与所要求的检验、试验能力一致。
检验和试验的仪器设备应有操作规程。
4.6.1 校准和检定
用于确定所生产的产品符合规定要求的检验试验设备应按规定的周期(每年至少一次)进行校准或检定,校准或检定应溯源至国家或国际基准。
对自行校准的(例一些专用的测试设备),则应规定校准方法、验收准则和校准周期等。
设备的校准状态应能被使用及管理人员方便识别。
应建立检验设备的台帐并保存设备的校准记录。
4.6.2 运行检查
对用于例行检验和确认检验的设备应进行日常操作检查外,还应进行运行检查。
当发现运行检查结果不能满足规定要求时,应能追溯至已检测过的产品。
必要时,应对这些产品重新进行检测。
应规定操作人员在发现设备功能失效时需采取
的措施。
运行检查结果及采取的调整等措施应记录。
4.7 不合格品的控制
生产者应建立不合格品控制程序,内容应包括不合格品的标识方法、隔离和处置及采取的纠正、预防措施。
经返修、返工后的产品应重新检测。
对重要部件或组件的返修应作相应的记录,应保存对不合格品的处置记录。
4.8 内部质量审核
生产者应建立文件化的内部质量审核程序,确保质量体系的有效性和认证产品的一致性,并记录内部审核结果。
对生产者的投诉尤其是对产品不符合标准要求的投诉,应保存记录,并应作为内部质量审核的信息输入。
对审核中发现的问题,应采取纠正和预防措施,并进行记录。
4.9 认证产品的一致性
生产者应对批量生产产品与型式试验合格的产品的一致性进行控制,以使认证产品持续符合规定的要求。
生产者应制定关键元器件、零部件的清单,明确它们的供应商,材质
生产者应建立产品关键元器件和材料、结构等影响产品符合规定要求因素的变更控制程序,认证产品的变更(可能影响与相关标准的符合性或型式试验样机的一致性)在实施前向认证机构申报获得批准后方可执行。
4.10 包装、搬运和储存
工厂所进行的任何包装、搬运操作和储存环境应不影响产品符合规定标准要求。