常用工艺术语
机械制造工艺学-专业术语
机械制造工艺学-专业术语1. 弯曲弯曲是一种通过对金属或其他材料施加力的方法,使其沿着弧形路径弯曲的工艺。
弯曲工艺常用于制造管道、导管、桁架等需要弯曲部件的机械结构。
2. 挤压挤压是一种通过施加压力将材料推入模具中,以获得所需形状的工艺。
挤压常用于制造铝、铜等金属材料的型材,如铝合金门窗框架、铝合金管道等。
3. 铣削铣削是一种通过旋转刀具在工件表面切削材料的工艺。
铣削常用于制造平面、曲面和复杂形状的零件,如机床的床身、机械齿轮等。
钻削是一种通过旋转刀具在工件上进行切削的工艺。
钻削常用于制造孔径规格较小的零件,如螺纹孔、电气设备上的安装孔等。
5. 冲压冲压是一种将金属板材置于模具中,通过施加力使其在模具上发生塑性变形的工艺。
冲压常用于制造薄板零件、金属外壳等。
6. 焊接焊接是一种将两个或更多材料通过加热或施加压力连接在一起的工艺。
焊接常用于制造金属结构、焊接管道等。
7. 铸造铸造是一种将熔融金属倒入模具中,待其凝固后获得所需形状的工艺。
铸造常用于制造复杂形状的零件,如汽车引擎缸体、管道法兰盘等。
切割是一种通过施加力将工件分割成所需尺寸或形状的工艺。
切割常用于制造金属板材、塑料板材等。
9. 磨削磨削是一种将刀具与工件相对运动,通过摩擦切削工件表面的工艺。
磨削常用于制造高精度的零件,如机械加工的精密配合零件、模具等。
10. 喷涂喷涂是一种将涂料喷洒在工件表面形成涂层的工艺。
喷涂常用于防腐、装饰、标识等功能的制造过程中。
以上是机械制造工艺学中常用的一些专业术语。
了解这些术语有助于理解机械制造过程中的不同工艺和技术。
对于从事机械制造工艺的学习和实践者来说,熟悉这些术语是非常重要的。
希望这些术语能对您在机械制造领域中的学习和工作有所帮助。
常用机械加工工艺术语英汉对照
常用机械加工工艺术语英汉对照1. 弯曲(Bending)中文译名:弯曲定义:将工件或材料沿着一定弯曲半径的轴线弯成所需形状的工艺。
常见英文词汇: Bending、Bend常见应用场景:金属板件的弯曲加工、管道的折弯等。
2. 铣削(Milling)中文译名:铣削定义:利用铣刀在工件上旋转切削的方法,将工件表面的不规则部分切削成平整的形状。
常见英文词汇: Milling、Milling cutter常见应用场景:金属、塑料等工件的表面加工、平面铣削等。
3. 钻削(Drilling)中文译名:钻削定义:利用钻头在工件上旋转切削的方法,将工件表面钻出孔洞。
常见英文词汇: Drilling、Drill常见应用场景:金属、木材等工件的孔洞加工、螺纹加工等。
4. 拉伸(Stretching)中文译名:拉伸定义:利用外力施加在工件上,使工件拉长或变形的一种加工方法。
常见英文词汇: Stretching、Stretch常见应用场景:金属板材的拉伸成型、塑料薄膜的拉伸加工等。
5. 折弯(Folding)中文译名:折弯定义:将工件沿一定的折弯线折弯或折叠的一种工艺。
常见英文词汇: Folding、Fold常见应用场景:金属片的折叠加工、纸张等的折叠加工等。
6. 车削(Turning)中文译名:车削定义:利用车床上旋转的工件,通过刀具的切削将工件外形加工成所需形状的一种方法。
常见英文词汇: Turning、Turn常见应用场景:圆柱形工件的精密加工、内外圆柱的加工等。
7. 切削(Cutting)中文译名:切削定义:利用刀具沿工件表面进行切削的过程,将工件切割、修整或产生新的形状。
常见英文词汇: Cutting、Cut常见应用场景:金属、木材等工件的切割、修整等。
8. 研磨(Grinding)中文译名:研磨定义:利用磨料通过相对运动与工件表面进行切削、磨削的一种加工方法。
常见英文词汇: Grinding、Grind常见应用场景:金属、陶瓷等材料的表面处理、精加工等。
常用机械加工工艺术语

常用机械加工工艺术语(英汉对照)1 工艺基本概念一般概念1.1.1数控加工:numerical control machining? 根据被加工零件图样和工艺要求,编制成以数码表示的程序输入到机床的数控装置? 或控制计算机中,以控制工件和工具的相对运动,使之加工出合格零件的方法。
生产对象原材料:raw material? 投入生产过程以创新产品的物质。
主要材料:primary material; direct material? 构成产品实体的材料。
辅助材料:auxiliary material; indirect material? 在生产中起辅助作用而不构成产品实体的材料。
代用材料:substituent? 在使用功能上能够代替原设计要求的材料。
它具有被代替材料所具备的全部或主要性? 能。
易损材料:quick-wear material? 在正常使用条件下,容易损坏或失效的材料。
废料:waste material? 在制造某种产品过程中,剩下的而对本生产对象不再有用的材料。
型材:section? 金属或非金属材料通过拉制、轧制或压制等方法所获得的具有特定几何形状截面的材? 料。
板材:plate? 金属或非金属材料通过轧制或压制等方法而获得的各种不同厚度的板状材料。
棒材:bar stock? 金属或非金属材料通过拉延、轧制工艺获得的圆、方、六角形截面的材料。
铸件:casting? 将熔融金属浇入铸型,凝固后所得到的金属制件或毛坯。
锻件:forgings? 金属材料经过锻造变形而得到的工件或毛坯。
焊接件:weldment? ? 用焊接方法而得到的结合件。
模压件:molded parts? ? 利用模具压制的工件。
冲压件:stamping? ? 用冲压的方法制成的工件或毛坯。
合格品:accepted product;;conforming article? ? 通过检验质量特性符合标准要求的制品。
工艺操作的常用术语

一、工艺操作的常用术语1.缉止口缉指在衣片的正面做缉线缝合的意思。
缉止口就是在衣缝止口沿边缘平行地再加缉一道缝线,俗称“压止口”,是服装缝纫中最常用的工艺形式之一,如缉门襟止口,领止口等。
缉止口有缉单止口,即在正面缉一道缝线线迹;缉双止口,即在正面等距地缉两道缝线线迹;缉狭止口,即缉线距离止口在0.6厘米以下;缉宽止口,即缉线距离止口在0.6厘米以上,最宽约在1.2厘米左右。
2.包缝是将下层衣片包转上层衣片的一种衣片缝合形式,常用于衣缝需要拷光的单层服装上。
包缝有明包缝和暗包缝两种。
明包缝即衣片的正面与正面相对包缝,在正面能看到两道缝线线迹。
暗包缝即衣片的反面与反面相对包缝,如缉线,正面只能看到一道缝线线迹,如不缉线,正面就看不到缝线线迹。
3.缝折桐服装某一部位衣片经过折叠后缝制,一端缝合,一端散开称为折桐。
如裤前片的左右折桐、裙子的腰部折桐等。
折桐有顺风桐、和合桐、明桐、暗桐之分。
顺风桐是一个方向折叠,和合桐是对称型的。
4.收省缝把衣片的某一部位缉一道缝,为使成衣更符合人体体型,称省缝。
如衣片的胸省、腰省,裤片的后省等,收省一般均在衣片的反面缉缝,正面只有衣缝而无线迹。
省缝的形式较多,常用的有上下两端缝成尖形、中间宽形的橄榄省;有一端大一端尖的钉形省;以及上下两端等距平行的开花省等。
5.里外匀是服装缝纫工艺常用的技艺手法,指在缝合双层衣片的服装部件时,使外层衣料比里层均匀地长(宽)出一些,使两层衣料相贴成自然卷曲状态,卷曲程度越大,里外匀也就越大。
服装的翻领、衣袋的袋盖都应该适当地做些里外匀,使平面的衣片更加符合立体的人体体型。
缝纫工艺名词术语归类介绍
缝纫工艺名词术语归类介绍一、概念性术语1,查疵点:检查原、辅料疵点,以便排料时有计划的避让。
2,排料:在裁剪过程中,对面料如何使用及用料的多少所进行的有计划的工艺操作。
3,划样:按排料确定的格式,依样板划出衣片轮廓和记号。
4,复查划样:复查表划片的质量,以及数量和样板是否相符。
5,缝合,合,辑:指用缝纫机缝合两层或两层以上的裁片,俗称辑缝、辑线。
为了使用方便,一般将“缝合”、“合”称为暗缝,及产品正面无线迹,“合”则是缝合的简易词;“辑”称为明缝,即产品正面有整齐的线迹。
6,缝份:俗称“缝头”,指两层裁片缝合后被缝住的余份。
7,缝口:两层裁片缝合正面所呈现的痕迹。
8,绱:亦称装,一般指部件安装到主件上的缝合过程,如裳(装)领、绱袖、绱腰头;安装辅件也称为绱或装,如绱拉链、绱松紧带等。
9,打剪口:亦称打眼口、剪切口,“打”即剪的意思。
在裁片上剪出小缺口,做对位记号。
如在绱袖、绱领等工艺中,为了使袖、领与衣片吻合准确,而在规定的裁片边缘部位剪0.3cm深的小三角缺口作为定位的标记。
10,包缝:亦称锁边,拷边、码边、指用包缝线迹将裁片毛边包光,使织物纱线不脱散。
11,针迹:指缝针刺穿缝料时,在缝料上形成的针眼。
12,线迹:在缝制物上两个相邻针眼之间的缝线形式。
13,缝型:指缝纫机缝合衣片的不同方法。
14,缝线密度:指在单位长度内的针迹数,也可叫做针迹密度。
一般单位长度为2cm或3cm。
15,止口:衣服的沿边,如门襟与挂面的连接线,方襟、领子、腰头等结构的外边沿处。
16,挂面:也叫做前门贴边,是装在衣裳搭门反面的一层面料,一般比搭门宽。
17,搭门:门襟、里襟叠在一起,为了锁扣眼和纽扣所留放的部位。
18,眼档:纽扣位。
19,门襟、里襟:衣片锁扣眼处为门襟,钉纽扣处为里襟。
凡是有搭门的部位都有门襟和里襟的区别。
20,驳头:门里襟上部翻折部位。
21,褶裥、省:根据体型需要作出的折叠部分,不用缝合的称褶裥,折叠并缝合后的称省。
生产工艺规程术语
生产工艺规程术语生产工艺规程术语是在生产过程中使用的一系列术语或规则,以确保生产过程的顺利进行和产品的质量达到标准。
以下是一些常见的生产工艺规程术语:1. 设计规范(Design Specification):产品设计的要求和标准。
2. 原材料(Raw Material):生产过程中所使用的基本物质。
3. 工艺流程(Process Flow):生产过程中的一连串步骤和工序,从原材料到最终产品。
4. 工艺参数(Process Parameters):影响生产过程和产品质量的变量,如温度、压力等。
5. 检验标准(Inspection Standards):确定产品质量的指标和要求。
6. 工具设备(Tools and Equipment):用于生产过程中加工、装配和检验的工具和设备。
7. 检测方法(Testing Methods):用于检验产品质量的技术和方法,如物理测试、化学分析等。
8. 产品规格(Product Specifications):确定产品外观、尺寸、性能等方面的要求。
9. 工序控制(Process Control):根据工艺参数和检验标准,控制生产过程以确保产品质量。
10. 环境条件(Environmental Conditions):影响生产过程和产品质量的环境因素,如温度、湿度等。
11. 作业指导书(Work Instruction):详细描述每个工序的步骤和要求,以指导操作人员进行生产。
12. 质量控制(Quality Control):通过检验和测试,确保产品质量符合要求的一系列活动。
13. 严重缺陷(Critical Defect):会导致产品无法正常使用或存在安全隐患的缺陷。
14. 工艺改进(Process Improvement):通过技术革新、工艺优化等手段提高生产过程和产品质量的活动。
15. 不良品率(Defective Rate):生产过程中产生的不合格产品的比例。
常用机械加工工艺术语
常用机械加工工艺术语机械加工是一种通过切削、磨削、抛光等方法对金属材料进行加工的过程。
在机械加工过程中,有许多常用的工艺术语被广泛应用。
本文将介绍一些常见的机械加工工艺术语,并对其进行详细讲解。
1. 高速切削高速切削是指在高速旋转的刀具和工件之间进行切削过程。
高速切削通常采用轻负荷、高进给速度以及高切削速度的方法,以实现快速高效的切削加工。
在高速切削中,由于切削速度较高,切削时产生的热量也较多,因此需要采取一些措施来降低切削温度,避免刀具磨损和工件变形。
2. 数控加工数控加工是指利用计算机控制数控机床进行加工的一种加工方式。
数控加工具有高精度、高效率和高自动化程度等优点。
通过预先程序编制,数控机床可以实现复杂零件的高精度加工。
数控加工广泛应用于航空航天、汽车制造、模具制造等领域。
3. 车削车削是一种通过旋转刀具将工件上的材料切削掉的加工过程。
车削通常采用车床进行,通过不同形状的刀具进行切削,可以得到平面、曲线、螺纹等形状的工件。
车削广泛应用于轴类工件、盘类工件的加工。
4. 铣削铣削是一种通过切削刀具在工件上进行旋转和移动的加工过程。
铣削可以实现平面、曲线和棱角等不同形状的加工。
与车削不同的是,铣削的刀具通常是多齿刀具,可以实现高速、高效的切削加工。
铣削广泛应用于平面零件、曲线零件的加工。
钻削是一种通过旋转刀具在工件上进行切削的加工过程。
钻削通常采用钻床进行,通过切削刀具的旋转和轴向移动,可以实现孔的加工。
钻削广泛应用于金属材料的孔加工。
6. 磨削磨削是一种通过磨料颗粒在工件表面进行切削的加工过程。
磨削可以用来提高工件的表面精度和平面度,以及改善工件的表面质量。
磨削广泛应用于金属材料和非金属材料的加工。
7. 锻造锻造是一种通过在金属材料上施加压力,改变其形状和性能的加工过程。
锻造可以分为冷锻和热锻两种方式。
冷锻是在常温下进行的锻造过程,适用于硬度较高的材料。
热锻是在高温下进行的锻造过程,适用于具有较好塑性的材料。
工艺技术用词
工艺技术用词工艺技术用词工艺技术是一门关于制作产品和提供服务的技术,涵盖了各种制造过程和技术方法。
在工艺技术领域,有很多常用的专业术语和用词。
下面是一些常见的工艺技术用词。
1. 设计:设计是指根据产品的需求和要求,进行构思和规划的过程。
设计包括产品的外观设计、结构设计、功能设计等。
2. 制造:制造是指将设计过程中确定的产品图纸或规格文件转化为实际产品的过程。
制造可以通过机械加工、装配、焊接等方式进行。
3. 加工:加工是指在制造过程中对原材料进行切削、磨削、冲压等技术操作,以达到所需形状和尺寸的过程。
4. 成型:成型是指将原始材料通过热塑性或热固性的变形方式,制成具有一定形状和尺寸的产品的过程。
常见的成型方法有注塑、挤出、压铸等。
5. 焊接:焊接是指使用高温热源将两个或多个工件加热至熔化状态,并使其融合成为一个整体的连接方式。
6. 组装:组装是指将多个零件按照设计要求,通过拧紧、装配等方式连接在一起,形成成品的过程。
7. 上色:上色是指在产品制造过程中对产品进行上色涂装的过程。
上色可以通过喷涂、涂刷、电泳等方式进行。
8. 热处理:热处理是指在特定温度下对金属材料进行加热处理,以改变其组织结构和性能的过程。
9. 表面处理:表面处理是指对产品表面进行喷砂、镀铬、电镀等方式,以增加产品的耐磨性、耐腐蚀性和美观性。
10. 质量控制:质量控制是指通过一系列的检测、测试和评估,确保产品符合设计要求和标准的过程。
11. 自动化:自动化是指利用自动化设备和控制系统,实现生产过程中的自动化操作和控制的方式。
12. 数字化:数字化是指将生产过程中的数据、信息和操作转化为数字化的形式进行管理和控制的方式。
13. 物流:物流是指对产品的运输、仓储和配送等过程进行管理和控制的方式。
14. 环境保护:环境保护是指通过采取各种措施,减少生产过程对环境的影响,保护和改善环境的过程。
15. 节能减排:节能减排是指采取各种措施,减少能源消耗和减少废气废水排放,以实现减少能源消耗和降低环境污染的目标。
常用工艺术语
常用工艺术语1工艺基本概念1、1 一般概念1.1。
1数控加工:numerical control machining根据被加工零件图样与工艺要求,编制成以数码表示得程序输入到机床得数控装置或控制计算机中,以控制工件与工具得相对运动,使之加工出合格零件得方法。
1、2生产对象1.2.1原材料:raw material投入生产过程以创新产品得物质。
1。
2。
2主要材料:primarymaterial;direct material构成产品实体得材料。
1.2.3辅助材料:auxiliarymaterial;indirectmaterial在生产中起辅助作用而不构成产品实体得材料。
1.2.4代用材料:substituent在使用功能上能够代替原设计要求得材料。
它具有被代替材料所具备得全部或主要性能.1.2。
5易损材料:quick—wear material在正常使用条件下,容易损坏或失效得材料。
1。
2。
6废料:waste material在制造某种产品过程中,剩下得而对本生产对象不再有用得材料。
1.2.7型材:section金属或非金属材料通过拉制、轧制或压制等方法所获得得具有特定几何形状截面得材料。
1.2.8板材:plate金属或非金属材料通过轧制或压制等方法而获得得各种不同厚度得板状材料。
1.2.9棒材:bar stock金属或非金属材料通过拉延、轧制工艺获得得圆、方、六角形截面得材料。
1.2.10铸件:casting将熔融金属浇入铸型,凝固后所得到得金属制件或毛坯。
1.2.11锻件:forgings金属材料经过锻造变形而得到得工件或毛坯.1。
2。
12焊接件:weldment用焊接方法而得到得结合件。
1.2。
13模压件:molded parts利用模具压制得工件。
1。
2.14冲压件:stamping用冲压得方法制成得工件或毛坯。
1。
2.15合格品:accepted product;;conforming article通过检验质量特性符合标准要求得制品。
工艺术语
一、机械制造工艺基本术语1.工艺:使各种原材料、半成品成为成品的方法和过程。
2.机械制造工艺:各种机械的制造方法和过程的总成。
3.典型工艺:根据零件的结构和工艺特征进行分类、分组,对同组零件制订的统一的加工方法和过程。
4.产品结构工艺性:所设计的产品在能满足使用要求的前提下,制造、维修的可行性和经济性。
5.零件结构工艺性:所设计的零件在能满足使用要求的前提下,制造的可行性和经济性。
6.工艺性分析:在产品技术设计阶段,工艺人员对产品结构工艺性进行分析和评价的过程。
7.工艺性审查:在产品工作图设计阶段,工艺人员对产品和零件结构工艺性进行全面审查并提出意见或建议的过程。
8.可加工性:在一定生产条件下,材料加工的难易程度。
9.生产过程:将原材料转变为成品的过程。
10.工艺过程:改变生产对象的形状、尺寸,相对位置和性质等,使其成为成品或半成品的过程。
11.工艺文件:指导工人操作和用于生产、工艺管理等的各种技术文件。
12.工艺方案:根据产品设计要求、生产类型和企业的生产能力,提出工艺技术准备工作具体任务和措施的指导性文件。
13.工艺路线:产品或零部件在生产过程中,由毛坯准备到成品包装入库,经过企业各有关部门或工序的先后顺序。
14.工艺规程:规定产品或零部件制造工艺过程和操作方法等的工艺文件。
15.工艺设计:编制各种工艺文件和设计工艺装备等的过程。
16.工艺要素:与工艺过程有关的主要因素。
17.工艺规范:对工艺过程中有关技术要求所做的一系列统一规定。
18.工艺参数:为了达到预期的技术指标,工艺过程中所需选用或控制的有关量。
19.工艺准备:产品投产前所进行的一系列工艺工作的总称。
其主要内容包括:对产品图样进行工艺性分析和审查;拟定工艺方案;编制各种工艺文件;设计、制造和调整工艺装备;设计合理的生产组织形式等。
20.工艺试验:为考察工艺方法、工艺参数的可行性或材料的可加工性等而进行的试验。
21.工艺验证:通过试生产,检验工艺设计的合理性。
常用机械加工工艺术语英汉对照
常用机械加工工艺术语英汉对照机械加工是指通过机械制造及加工的方式来完成各种产品的加工。
在机械加工过程中,有很多工艺术语需要了解,这些术语不仅是机械加工人员的必备知识,也是制造企业和客户之间的交流桥梁。
下面就是一份常用机械加工工艺术语的英汉对照表,帮助大家更好地理解机械加工过程。
1. 粗加工Rough machining2. 熟料处理Annealing3. 毛坯Blank4. 精密加工Precision machining5. 转磨Grinding6. 铣削Milling7. 镗孔Boring8. 拉伸Stretching9. 挤压Extruding10. 喷砂Sandblasting11. 抛光Polishing12. 震动去毛刺Vibration deburring13. 静电喷涂Electrostatic spraying14. 焊接Welding15. 热处理Heat treatment16. 钻孔Drilling17. 电脱皮电镀Electroplating18. 火花电切EDM(Electric Discharge Machining)19. 搓丝Threading20. 机械拔丝Drawing21. 齿轮加工Gear processing22. 研磨Grinding23. 铸造Casting24. 制造Manufacturing25. 设计Design26. 模具加工Mold processing27. 机加工Machine processing28. 仪器检测Instrument testing29. 装配Assembly30. 模具制造Mold manufacturing31. 冷拉Cold drawing32. 热挤压Hot extrusion33. 机械刻字机机Mechanical engraving machine34. 粗磨Rough grinding35. 成品Finished product36. 玻璃加工Glass processing37. 塑料加工Plastic processing38. 粉末冶金Powder metallurgy39. 煅烧Calcination40. 成型Molding上文中这些艺术术语的英汉对照不仅可以帮助初学者更好地掌握机械加工技术,对于企业和客户之间的交流以及机械加工制品的质量检测也非常重要。
工艺流程中术语
工艺流程中术语工艺流程中的术语是指在制造、生产或加工过程中经常使用的特定术语。
这些术语起到了提高沟通效率和准确性的作用,并且在工艺流程中起到了重要的指导作用。
下面将介绍一些常见的工艺流程术语。
1. 原材料:指生产过程中所使用的最基本的原始物质,如金属、塑料、纺织品等。
2. 零件:指在产品组装过程中所需要的各个单独的部件,可以是外加工的或内部加工的。
3. 设备:指在生产过程中使用的各种机械、工具、设备等。
4. 工艺:指生产过程中的步骤和方法,包括原材料的加工、产品的制造、质量检验等。
5. 模具:指用来制造产品形状、结构的专用工具,可以分为塑料模具、金属模具等。
6. 生产线:指按照一定的工艺流程将原材料转化为成品的自动化连续生产系统。
7. 加工:指对原材料进行切割、打磨、钻孔、焊接等操作以制造零件或产品。
8. 组装:指将零件按照一定的工艺流程进行总装,形成最终的产品。
9. 调试:指在产品组装完成后进行各项工艺参数的测试和调整,确保产品符合预定的功能和质量要求。
10. 检验:指对产品进行质量检测和测试,包括外观检查、尺寸检测、性能测试等。
11. 故障排除:指在生产过程中出现故障时,进行问题分析和修复的过程。
12. 保养:指对设备和工具进行定期的检查、清洁和维护,以确保其正常运行。
13. 质量控制:指通过控制每一个工序的质量要求,保证产品的质量符合规定标准。
14. 工时:指完成一项工作所需要的时间,常用来对工艺流程进行时间安排和生产计划。
15. 效率:指完成一项工作所需要的时间和资源的多少,常用来评估工艺流程的优化程度。
以上只是工艺流程中一些常见的术语,实际上在不同的行业和领域中还会有更多特定的术语。
这些术语的准确理解和正确应用,对于保证工艺流程的顺利进行和产品质量的控制至关重要。
因此,在工艺流程中,我们要不断学习和熟悉这些术语,以便能够更好地与同事、供应商和客户进行沟通,提高工作效率和质量水平。
工艺术语
1、剪料:指材料经过剪板机得到矩形工件的工艺过程。
2、下料:指工件经过LASER切割或数控冲床冲裁的工艺过程。
3、落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。
4、冲孔:指工件由普通冲床和模具加工孔的工艺过程。
5、折弯:指工件由折弯机成型的工艺过程。
6、成形:指在普通冲床或其他设备上使用模具使工件变形的工艺过程。
7、抽孔:也叫“翻边”,指在普通冲床或其他设备上使用模具对工件形成圆孔边翻起的工艺过程。
8、攻牙:指在工件上加工出内螺纹的工艺过程。
9、扩孔:指用钻头或铣刀把工件上小孔加工为大孔的工艺过程。
10、沉孔:指为配合类似沉头螺钉一类的连接件,而在工件上加工出有锥度的孔的工艺过程。
11、压铆:指采用冲床或油压机把压铆螺母、压铆螺钉或压铆螺母柱等紧固件牢固地压接在工件上的工艺过程12、涨铆:指先将工件沉孔,再采用冲床或油压机把涨铆螺母牢固地压接在工件上的工艺过程。
13、拉母:指采用类似铆接的工艺。
用拉母枪把拉铆螺母(POP)等连接件牢固地连接在工件上的工艺过程。
14、拉铆:指以拉铆枪为工具用拉钉将两个或两个以上工件紧密地连接在一起的工艺过程。
15、铆接:用铆钉将两个或两个以上工件面对面连接在一起的工艺过程,若是沉头铆接,需将工件先进行沉孔。
16、冲凸包:指在冲床或油压机用模具使工件形成凸起形状的工艺过程。
17、冲撕裂:也叫“冲桥”,指在冲床或油压机用模具使工件形成像桥一样形状的工艺过程。
18、冲印:指使用模具在工件上冲出文字、符号或其他印迹的工艺过程。
19、切角:指在冲床或油压机上使用模具对工件角进行切除的工艺过程。
20、冲网孔:指在普通冲床或或数控冲床上用模具对工件冲出网状的孔。
21、拍平:指对有一定形状的工件过渡到平整的工艺过程。
22、钻孔:指在钻床或铣床上使用钻头对工件进行打孔的工艺过程。
23、倒角:指使用模具、锉刀、打磨机等对工件的尖角进行加工的工艺过程。
24、校平:指工件加工前、后不平整,使用其他的设备对工件进行平整的过程。
常用工艺术语(很全面,值得收藏)
常用工艺术语(很全面,值得收藏)1 工艺基本概念1.1 一般概念1.1.1数控加工:numerical control machining根据被加工零件图样和工艺要求,编制成以数码表示的程序输入到机床的数控装置或控制计算机中,以控制工件和工具的相对运动,使之加工出合格零件的方法。
1.2生产对象1.2.1 原材料:raw material投入生产过程以创新产品的物质。
1.2.2主要材料:primary material; direct material构成产品实体的材料。
1.2.3辅助材料:auxiliary material; indirect material在生产中起辅助作用而不构成产品实体的材料。
1.2.4代用材料:substituent在使用功能上能够代替原设计要求的材料。
它具有被代替材料所具备的全部或主要性能。
1.2.5易损材料:quick-wear material在正常使用条件下,容易损坏或失效的材料。
1.2.6废料:waste material在制造某种产品过程中,剩下的而对本生产对象不再有用的材料。
1.2.7型材:section金属或非金属材料通过拉制、轧制或压制等方法所获得的具有特定几何形状截面的材料。
1.2.8板材:plate金属或非金属材料通过轧制或压制等方法而获得的各种不同厚度的板状材料。
1.2.9棒材:bar stock金属或非金属材料通过拉延、轧制工艺获得的圆、方、六角形截面的材料。
1.2.10铸件:casting将熔融金属浇入铸型,凝固后所得到的金属制件或毛坯。
1.2.11锻件:forgings金属材料经过锻造变形而得到的工件或毛坯。
1.2.12焊接件:weldment用焊接方法而得到的结合件。
1.2.13模压件:molded parts利用模具压制的工件。
1.2.14冲压件:stamping用冲压的方法制成的工件或毛坯。
1.2.15合格品:accepted product;;conforming article通过检验质量特性符合标准要求的制品。
工艺技术术语

工艺技术术语工艺技术术语是指在各个工艺领域中所使用的术语和相关的技术概念。
这些术语和概念是工程师、技术人员和相关专业人士在进行生产和制造过程中必须了解和掌握的基本要素。
下面是一些典型的工艺技术术语的例子:1. CAD:计算机辅助设计(Computer-Aided Design)。
利用计算机软件来辅助进行设计和绘制。
2. CAM:计算机辅助制造(Computer-Aided Manufacturing)。
利用计算机技术来辅助进行制造和加工过程。
3. CNC:计算机数控(Computer Numerical Control)。
通过计算机控制数控机床进行加工和制造。
4. 3D打印:利用数字模型和逐层堆积的技术来制造物体。
5. 焊接:将两个或多个金属部件加热到其熔点,然后使它们相互结合,形成一个永久性连接。
6. 铸造:将液态或熔融金属倒入模具中,使其冷却和凝固,形成所需形状和尺寸的零件。
7. 高温处理:通过加热和冷却来改变材料的性质,例如强度、硬度和耐腐蚀性能的提高。
8. 喷涂:将液体、粉末或气体喷射到物体表面,形成一层覆盖物以保护和提高其性能。
9. 机械加工:通过削减、打磨或切割等方法,将原材料转化为所需的形状和尺寸。
10. 精密加工:通过高精度的加工设备和工艺,制造出非常精确和细微的零件。
11. 自动化:利用机器和计算机技术来替代人力,实现生产过程的自动化和智能化。
12. 流水线:将生产过程划分为一系列有序的工作站,通过物料和零件的连续传送,提高生产效率和质量。
13. 管道输送:利用管道系统将物料、液体或气体从一处输送到另一处,方便和提高运输效率。
14. 压缩机:将气体压缩和增压,以提供压缩空气和压缩气体的设备。
15. 锅炉:将液体加热为蒸汽或热水的设备,用于供热、发电或工业生产等领域。
这些技术术语和概念仅仅是工艺技术领域中的一小部分。
工艺技术的发展非常快速,每年都有新的技术和新的术语出现。
对于从事工艺技术和制造业的人员来说,掌握并理解这些术语是非常重要的,因为它们是沟通和理解整个生产过程中必不可少的工具。
工艺基本术语
6、工艺卡片:按产品或零、部件的某一工艺阶段编制的一种工艺文件。它以工序为单元,详细说明产品(或零ቤተ መጻሕፍቲ ባይዱ部件)在某一工艺阶段中的工序号、工序名称、工序内容、工序参数、操作要求以及采用的设备和工艺装备等。
工艺基本术语
一、工艺文件用基本术语
1、工艺文件:指导工人操作和用于生产、工艺管理等的各种技术文件的统称。
2、工艺设计:设计工艺方案、工艺规程等各种工艺文件和设计工艺装备等的过程。
3、工艺设备:简称工装。产品制造过程中所用的各种工具的总称,包括刀具、夹具、模具、量具、检具、钳工工具、和工位器具等。
4、工艺流程:劳动者使用设备和工具直接改变生产对象的形状、尺寸和性能,使之成为具有一定使用价值的产品的过程。
17、自检:生产工人在产品制造过程中,按照质量标准和有关技术文件的要求,对自己生产的产品或完成的工作任务按照规定的时间和数量进行自我检验,把不合格品主动‘挑’出来的检验。
18、互检:生产工人之间对生产的产品或完成的工作任务相互进行的质量检验。
7、工艺过程卡片:以工序为单位简要说明产品或零、部件的加工(或装配)过程的一种工艺文件。
8、工序卡片:在工艺过程卡片或工艺卡片的基础上,按每道工序所编制的一种工艺文件。一般具有工艺简图,并详细说明该工序的每个工步的加工(或装配)内容、工艺参数、操作要求以及所用设备和工艺装备等。
9、成形:在一定条件下,不改变材料的物理状态,采用或不采用模具,改变形状或体积制成所需形状和尺寸的制件的加工方法。
10、老化:产品在给定的环境下(温度、湿度、压力、电压等)其特性随时间变化的过程。
常用工艺名词术语

附:名词术语一、检验工艺名词1、验色差:检查原、辅料色泽级差,按色泽归类。
2、查疵点:检查原、辅料疵点。
3、查污渍:检查原、辅料污渍。
4、分幅宽:原辅料按门幅宽窄归类。
5、查纬斜:检查原料纬纱斜度。
6、复码:复查原辅料每匹的长度。
7、理化试验:原辅料伸缩率、耐热度、色牢度等试验。
二、裁剪工艺名词1、烫原料:熨烫原料折皱。
2、排料:制订出用料定额。
3、铺料:按划样要求铺料。
4、表层划样:用样板按不同规格在铺料的表层上合理套排划出衣片的外轮廓线条,以作开剪的标志。
5、复查划样:复查表层划片的数量和质量。
6、开剪:按划样线条用裁剪工具裁片。
7、钻眼:用裁剪工具在裁片上做出缝制标记,应作在可缝去的部位上。
8、编号:将裁好的各种衣片按顺序编上号码,同一件衣服上的号码应一样。
9、查裁片刀口:检查裁片刀口的质量。
10、配零料:配齐一件衣服的部件材料。
11、验片:检查裁片质量和数量。
12、换片:调换不符合质量的裁片。
13、分片:将裁片按序号配齐或按部件的种类配齐。
14、衣坯:末做任何加工的衣片。
15、段耗:指坯布经过铺料后断料后产生的损耗。
16、裁耗:铺料后坯布在划样开裁中后产生的损耗。
17、成衣坯布制成率:制成衣服的坯布重量与投料重量之比。
三、缝纫工艺名词1、打线钉:用白棉纱线,在裁片上做出缝制标记。
一般用于毛呢原料。
2、缉省缝:将省缝折合用机器缉缝。
3、剪省缝:将毛呢服装上因缝制后的厚度影响衣服外观的省缝剪开。
4、烫省缝:将省缝坐倒或分开熨烫。
5、敷****牵条:将牵条布敷于****部位。
6、缉袋嵌线:将嵌料缉在开袋口线两侧。
7、开袋口:将已缉嵌线的袋口中间部分剪开。
8、封袋口:袋口两头机缉倒回针封口。
9、合止口:将衣片和挂面在门襟止口处机缉缝合。
10、合背缝:将背缝机缉缝合。
11、扣烫底边:将底边折光或折转熨烫。
12、做垫肩:用布和棉花、中空纤维等做成衣服垫肩。
13、装垫肩:将垫肩安装在袖窿肩头部位。
14、覆领面:将领面覆上领里,使领面、领里复合一致,领角处的领面要宽松些。
工艺流程常见术语
用水洗除去表面可溶性杂质 ,金属晶体可用机械法 (打磨)或 化学法除去表面氧化物、提高光洁度等
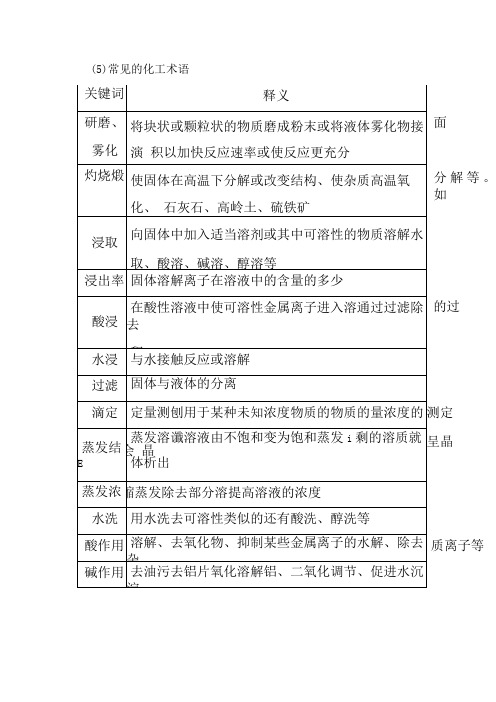
(5)常见的化工术语
面
分解等。如
的过
测定
呈晶
质离子等
常见的操作
答题要考虑的角度
加过量试剂
使反应完全进行或增大转化率、产瓣
加氧化剂
氧化某物质生成目标产物或除去某些离子
判断能否
加其他物质
要考虑是否引入杂(或影响产物的纯度等
分离、提纯
过滤、蒸发、萃取、分液、蒸馏等常规操作
从溶液中得到晶体的方法蒸发浓缩—冷却结晶—过滤一(洗
控制溶液的pH
1调节溶液的酸碱性,抑制水解(或使其中某些金属离子形成
氢氧化物沉淀)
2“酸作用”还可除去氧化物(膜)
3“碱作用”还可除去油污,除去铝片氧化膜,溶解铝、二氧化硅
等
4特定的氧化还原反应需要的酸性条件(或碱性条件)
控制温度
(常用水浴、 冰浴或油浴)
1防止副反应的发生
2使化学平衡移动;控制化学反应的方向
关键词
释义
研磨、
雾化
将块状或颗粒状的物质磨成粉末或将液体雾化物接演 积以加快反应速率或使反应更充分
灼烧煅
使固体在高温下分解或改变结构、使杂质高温氧化、 石灰石、高岭土、硫铁矿
浸取
向固体中加入适当溶剂或其中可溶性的物质溶解水 取、酸溶、碱溶、醇溶等
浸出率
固体溶解离子在溶液中的含量的多少
酸浸
在酸性溶液中使可溶性金属离子进入溶通过过滤除去
3控制固体的溶解与结晶(如趁热过滤能防止某物质降温时
析出)
4控制反应速率;使催化剂达到最大活性
5升温:促进溶液中的气体逸出,使某物质达到沸点挥发
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用工艺术语常用工艺术语1 工艺基本概念1.1 一般概念1.1.1数控加工:numerical control machining根据被加工零件图样和工艺要求,编制成以数码表示的程序输入到机床的数控装置或控制计算机中,以控制工件和工具的相对运动,使之加工出合格零件的方法。
1.2生产对象1.2.1 原材料:raw material投入生产过程以创新产品的物质。
1.2.2主要材料:primary material; direct material构成产品实体的材料。
1.2.3辅助材料:auxiliary material; indirect material在生产中起辅助作用而不构成产品实体的材料。
1.2.4代用材料:substituent在使用功能上能够代替原设计要求的材料。
它具有被代替材料所具备的全部或主要性能。
1.2.5易损材料:quick-wear material在正常使用条件下,容易损坏或失效的材料。
1.2.6废料:waste material在制造某种产品过程中,剩下的而对本生产对象不再有用的材料。
1.2.7型材:section金属或非金属材料通过拉制、轧制或压制等方法所获得的具有特定几何形状截面的材料。
1.2.8板材:plate金属或非金属材料通过轧制或压制等方法而获得的各种不同厚度的板状材料。
1.2.9棒材:bar stock金属或非金属材料通过拉延、轧制工艺获得的圆、方、六角形截面的材料。
1.2.10铸件:casting将熔融金属浇入铸型,凝固后所得到的金属制件或毛坯。
1.2.11锻件:forgings金属材料经过锻造变形而得到的工件或毛坯。
1.2.12焊接件:weldment用焊接方法而得到的结合件。
1.2.13模压件:molded parts利用模具压制的工件。
1.2.14冲压件:stamping用冲压的方法制成的工件或毛坯。
1.2.15合格品:accepted product;;conforming article通过检验质量特性符合标准要求的制品。
1.2.16不合格品:defective unit; non conforming article通过检验,质量特性不符合标准要求的制品。
1.2.17废品:discard不能修复又不能降级使用的制品。
1.2.18返修品:rewotking parts通过修复或重行加工,质量特性符合标准要求的制品。
1.2.19样品:specimen ; sample用于材料试验分析,产品质量对照及商品宣传的单个或多个物品。
1.2.20工件:workpiece加工过程中的生产对象。
1.2.21配套件(配件):fitting part组成产品的零件、部件、标准件及元器件等的总称。
1.2.22备品(备件):spare part储备待用的易损件。
1.2.23附件:accessory1) 供用户安装、调整和使用产品所需要的工具、检测仪表等,或为扩大产品使用功能所需的附属装置。
2) 随同主要文件一同制定或发出的有关文件。
1.2.24零件:part不采用装配工序而制成的产品。
1.2.25部件:subassembly由两个或两个以上的零件或由材料、零件等以可拆卸或不可拆卸的连接形式所组成的产品。
1.2.26标准件:standard part按国家标准、部标准(专业标准)或企业标准规定制造的零、部、组(整)件。
1.2.27外购件:purchased part不是本单位设计、制造的,而是从其他单位购买来的产品。
1.2.28外协件:teamwork part由本企业提供设计图样资料,委托其他企业完成部分或全部制造工序的零、部、组(整)件。
1.2.29易损件:quick-wear part产品在正常使用过程中,容易损坏的零件。
1.2.30试件:testing part为试验材料的机械、物理、化学性能、金相组织和可加工性等而专门做的样件。
1.2.31一般特性:general character除关键特性和重要特性以外的所有特性,一般情况下此类特性不会影响产品的使用性能。
1.2.32重要特性:important character此类特性如达不到设计要求或发生故障,可能导致产品不能完成所要求的使命,但不会引起产品或主要系统失效。
1.3工艺方法1.3. 1锻造:forging在加压设备及工(模)具的作用下,使金属坯料或铸锭产生局部或全部的塑性变化,以获得一定几何形状、尺寸和质量的锻件加工方法。
1.3.2铸造:casting将熔融金属浇注、压射或吸入铸型型腔中,待其凝固后而得到一定形状和性能铸件的方法。
1.3.3钳加工:bench work一般在钳台上以钳工工具为主,对工件进行的各种加工方法。
1.3.4焊接:welding通过加热和加压或两者并用,并且用或不用填充材料,使焊接达到原子结合的一种加工方法。
1.3.5铆接:riveting借助铆钉形成的不可拆连接。
1.3.6热处理:heat treatment将固态金属或合金在一定介质中加热、保温和冷却,以改变其整体或表面组织,从而获得所需要性能的加工方法。
1.3.7表面处理:surface treatment改善工件表面层机械、物理或化学性能的加工方法的总称。
通常的方法有氮化、磷化、喷砂、喷丸、表面涂覆等。
1.3.8表面涂覆:surface coating用规定的异己材料,在工件表面上形成涂层的方法。
1.3.9机械加工:machining利用机械力对各种工件进行加工的方法。
1.3.10冷作:cold work在基本不改变材料断面特征的条件下,将金属板材、型材等加工成各种制品的方法。
1.3.11冲压:stamping使板料分离或成形而得到制件的方法。
1.3.12压力加工:mechanical metal processing使毛坯材料产生塑性变形或分离而无切屑的加工方法。
1.3.13塑料成型加工:plastic processing将塑料转变为塑料制品的各种工艺的总称。
例如模塑、注塑、挤塑、压延、接触成型等。
1.3.14电加工:electric machining直接利用电能对工件进行加工的方法。
1.3.15电火花加工:electrical discharge machining(EDM)在一定的介质中,通过工具电极和工件电极之间的脉冲放电的电蚀作用,对工件进行加工的方法。
1.3.16装配:assembly按规定的技术要求,将零件或部件进行配合和连接,使之成为半成品或成品的工艺过程。
1.3.17包装:packaging1) 为在流通过程中保护产品,方便储运,促进销售,按一定技术方法而采用的容器、材料及辅助物等的总体名称。
2) 为达到上述目的而采用的容器、材料和辅助物的过程中施加一定技术方法等的操作活动。
2 机械加工工艺2.1 切削加工工艺2.1.1车削:turning工件旋转作主运动,车刀作进给运动的切削加工方法。
2.1.2铣削:milling的切削加工方法。
2.1.3刨削:planning shaping用刨刀对工件作水平相对直线往复运动的切削加工方法。
2.1.4钻削:drilling用钻头或扩孔钻在工件上加工孔的方法。
2.1.5铰削:reaming用铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和表面粗糙度要求的加工方法。
2.1.6锪削:spot facing; counterboring; countersinking用锪钻或锪刀刮平孔的端面或切出沉孔的方法。
2.1.7镗削:boring的切削加工方法。
2.1.8磨削:grinding用磨具以较高的线速度对工件表面进行加工的方法。
2.1.9研磨:lapping用研磨工具和研磨剂,从工件上研去一层极薄表面层的精加工方法。
2.1.10珩磨:honingl利用珩磨工具对工件表面施加一定压力,珩磨工具同时作相对旋转和直线往复运动,切除工件上极小余量的精加工方法。
2.1.11抛光:polishing buffing利用机械、化学或电化学的作用,使工件获得光亮平整表面的加工方法。
2.1.12深孔钻削:deep hole drilling孔深与孔径之比大于五倍的钻削加工方法。
2.1.13粗加工:roughing从坯料上切除较多余量,所得到的精度和表面粗糙度要求较低的加工过程。
2.1.14精加工:finishing从工件上切除较少余量,所得到的精度和表面粗糙度要求较高的加工过程。
2.1.15光整加工:finishing精加工后,从工件上不切除或切除极薄金属层,用以提高工件表面粗糙度要求或强化其表面的加工过程。
2.2 典型表面加工工艺2.2.1孔加工2.2.1.1盲孔:blind hole未穿透的孔。
2.2.1.2通孔:through hole已穿通的孔。
2.2.1.3深孔:deep hole孔深与孔径之比大于五倍的孔。
2.2.1.4内螺纹底孔:internal screw thread bottom hole内螺纹加工前所加工的孔。
2.2.1.5钻孔:drilling用钻头在实体材料上加工孔的方法。
2.2.1.6扩孔:hole expanding用扩孔工具扩大工件孔径的加工方法。
2.2.1.7绞孔:reaming用铰刀从工件孔壁上切除微量金属层的加工方法。
2.2.1.8锪孔:counterboring;countersinking用锪削工具加工平底或锥形沉孔的加工方法。
2.2.1.9镗孔:boring用镗削工具扩大工件孔的加工方法。
2.2.1.10车孔:hole turning ;internal turning用车削工具扩大工件的孔或加工空心工件的内表面的加工方法。
2.2.1.11磨孔:hole grinding用磨削工具加工工件孔的方法。
2.2.1.12冲孔:punching用冲模在工件或板料上冲切孔的方法。
2.2.1.13电火花打孔:spark erosion perforation用电火花加工原理加工工件孔的方法。
2.2.1.14钻中心孔:center drilling用中心钻在工件的端面加工定位孔的方法。
2.2.2外圆加工2.2.2.1车外圆:cylindrical turning用车削方法加工工件的外圆表面。
2.2.2.2磨外圆:cylindrical grinding用磨削方法加工工件的外圆表面。
2.2.3螺纹加工2.2.3.1车螺纹:threading; thread turning 用螺纹车刀切出工件的螺纹。
2.2.3.2磨螺纹:thread grinding用单线或多线砂轮磨削工件的螺纹。
2.2.3.3研螺纹:thread lapping用螺纹研磨工具研磨工件的螺纹。
2.2.3.4攻螺纹:tapping用丝锥加工工件的内螺纹。