哈斯加工中心面板操作教案
哈斯(haas)加工中心实际操作介绍资料
立式加工中心培训资料2007 年5 月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤..................................... . (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝............................ . (83)铣刀补偿 (86)高级编辑 (98)G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)在工作中不要发生这种情况所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
HASS加工中心简单操作指引

1龙工(江西)齿轮有限公司机床培训大纲内容HASS 加工中心一、电源打开:1. 打开机床后侧的电源开关;2. 按面板上的POWER ON (绿色按钮)3.将设置51设定为ON ,忽略防护门(可以在不关防护门的情况下运行程度和旋转主轴)二、回零:1. 方法一:请最好在很熟悉机床功能的情况下使用此方法否则容易出现撞机故障。
按键→按POWER UP 键,刀库回零会自动换到1号刀; RESET2. 方法二:按 ZERO 键→按 ALL 键RET AXES3. 方法三:单轴回零:按 ZERO 键→按键,按→ SINGL 键,实现Z 轴回零。
X ,Y 同 RET AXIS三、主轴转、停1. 按MDI ;2. 输入M03 S800后,按回车 WRITE 键ENTER3.在手动模式下 按键→主轴停转;24. 加速按+ 减速按 -SPINDE SPINDE四、手动进给:1. 手轮进给:(1)按HAND 键JOG(2)选 键(3)选(4)手轮逆转:工件接近铣刀;手轮顺转:工件离开铣刀。
2. 点动(快动)(1)选进给倍率键;(2)直接按或离铣刀五、装刀、选刀:1. 在刀库上装好铣刀,例1#位置上装φ6铣刀;2. 按3. 输入M06 T1后,按回车键 WRITEENTER六、对刀:1.手动装好夹具工件;2.校调:刀具至工件的相对位置,如铣刀中心与工件原点重合;3.按G54界面;4.光标←↑→↓,分别选中G54中的X,Y,Z;5.按PART 键(选X或Y按一次)ZEROSET七、输入程序:1.按键→输入程序号(例O2220)→按回车2.按3.输入程序:N10 G54→按N10,在需要的程序段前加N10八、输入刀补:1.按2.输入刀补值(例4.0)3.按若输入刀补为负值(例-4.0)→按九、测轨迹:1.按选程序号→回车32.按键→按SETNG 键→按执行按钮“CYCLE ”GRAPH轨迹放大,按光标把图形置于方框中,再按回车键后,按“CYCLE ”十、自动加工1.选中程序→回车2.按CYCLE ”→自动加工按SINGLE 键→按“CYCLE ”→单段加工BLOCK十一、拷贝按LISTPROG按十二、从A盘→HASS按LIST4按选中A盘中的程序→按十三:如何打开第四轴或者关闭第四轴(A轴)1,先将设置30设定为OFF将第四轴关闭,位置页面下看不到第四轴座标,(打开的话按左右光标选择转台型号HRT160H)。
哈斯加工中心面板操作教案
泰州技师学院教案用纸
2页
2、哈斯立式数控加工中心操作
(1) 哈斯数控系统的操作面板如图 1-1 所示。
(2) HAAS 加工中心操作步骤
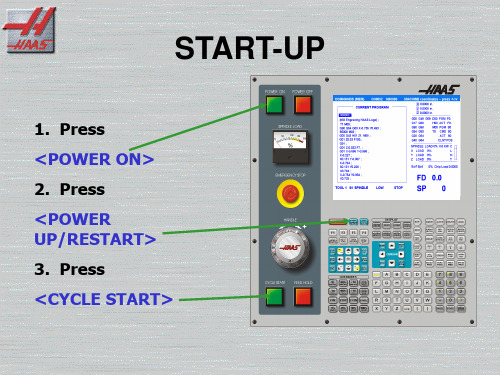
(一):开机
1)打开机床后侧的电源开关
2)按操作面板上的 POWER ON 绿色按钮
尽管数控机床的种类是多种多样的,其所使用的数控系统种类繁多, 其操作面板的形状、操作键的位置也不一样,操作方法也各不相同,但是 其功能大都相差无几。在学习数控机床操作时,应认真了解厂家提供的操 作手册,了解有关操作规定,以便熟练掌握相应的数控机床操作。
1、数控机床的组成 数控机床主要由计算机数控系统和机床本体两部分组成。而数控系统主要 包括:
泰州技师学院教案用纸
7页
G01X-8.0; G03X-13.0Y-8.0R5.0; G01Y8.0; G03X-1.0R6.0; G01Y5.0; X1.0; Y8.0; G03X13.0R6.0; G01Y-8.0; G03X8.0Y-12.0R5.0; G01X0; G03X-6.0Y-6.0R6.0; G01G40X0Y0; G00Z100.0; M05; M30; 五、实训总结
2)按 MEN F2 →
→按
SETNG GRAPH
CYCLE 键两次 → 按 START
HOME 显示原始图形尺寸
F3
→显示坐标
F4
→显示程序
轨迹定位放大:
F2
UP
按
→按 DOWN 及
键
CYCLE 把图形置于方框中,再按回车键后→按 START
十.加工(自动)
CNC哈斯机器操作指南

Haas CNC Mill Instruction Manual
操作之前 Before The Operation
注意:此操作指南是针对一般哈斯设备,但是不同的机器其 控制区域/屏幕显示可能会不一样。 Note: These procedures are meant for a general introduction to Haas equipment. There may be slight variations in the controller / screen displays from one machine to another.
26
重启机器和继续按照程序工作
Restart the Machine and Continue with Program
3. 按“CYCLE START(循环启动)”键使机器恢复工作。 Press green “CYCLE START” button to resume.
27
使用对刀仪设定刀具长度
24
重启机器和继续运行程序
Restart the Machine and Continue with Program
1. 检查待机状态下主轴的方向,然后关门,根据需要按“CW/FWD(正 转)”或者“CCW/REV(反转)”使主轴正转或反转。 Close door, and press “FWD” key for spindle forward or “REV” for spindle reverse depending on the direction when you stopped the spindle.
6
各轴归零 Zero Return All Axes
2. 按下“ALL(所有)”按钮。 Press “ALL” key.
哈斯VF-2D立式加工中心操作规程

哈斯VF-2D立式加工中心安全操作规程一.使用本设备前,需熟知安全操作注意事项.穿着适合的工作服,操作时严禁带手套。
二.配电盘位于电控柜内,电控箱由三个销锁锁紧,当主电路开启时,电气柜(包括电路板和逻辑电路)会带有高压电,并有部分会处在高温状态下,电控箱必须锁闭,仅由专业人员可以打开。
三.操作机床时一定确保其门关闭,门已正确互锁,当程序在运行中时,机床工作台及主轴头、旋转的刀具能在任一时间向任一方向做快速移动,可能造成严重伤害。
四.在紧急情况下防止机床撞车时使用紧急停止按钮,急停按钮在控制面板上的一个红色按钮,可控制急停机床伺服电机、换刀、冷却泵的所有运动。
五.避免换刀装置损坏,刀具在被调用时,刀柄上的两个凹槽与主轴上的两个凸型块必须对齐。
六.严禁当手放在主轴上的刀具时,按下按钮或启动换刀循环动作,以免发生危险。
七.必须正确夹装工件,否则会导致工件在高速、高进时飞出并击穿安全门。
八.运转前先空运转各个轴,确认电机等部位有无异常噪声。
不得手动安装刀具, 刀具必须安装在刀库中, 安装刀具时必须停止轴移动,刀具锥柄及锥孔必须擦净, 确认松刀机构与拉刀之间间隙, 确认松刀机构行程,并确认各安全装置的功能是否可靠。
九.用新编程序或修改后的程序来加工时,先确认刀具及材料是否准确接触,确认程序是否正常。
十.确认润滑装置系统油箱储油量及各管接件处的密封状态(连接处漏油滲油现象)。
十一.暂时结束作业离开机器时必须关闭操作面板上的开关及电气箱的开关十二.结束一天的工作先关操作面板上的开关,然后切断主电源,并切断车间的总电源。
及时清理铁屑。
十三.在设备上及工作部位不得放置工具、加工件。
设备周围保持干燥、整洁。
及时清理铁屑,非本设备操作人员严禁操作本设备。
哈斯面板说明
2
June 2001
CONTROL PANEL
CONTROL TIPS
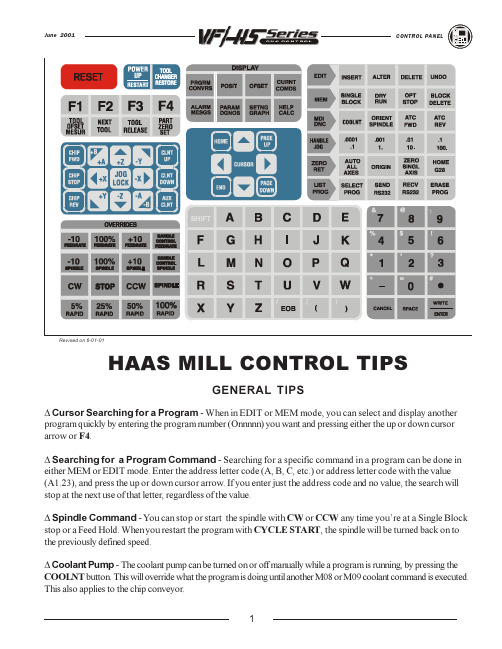
PRGRM /CONVRS D Program Review - In the PRGRM display, Program Review allows you to cursor through and review the active program on the right side of the display screen, while also viewing the same program as its running on the left side of the screen. To bring up Program Review, press F4 while running a program in MEM mode and PRGRM display. D Background Edit - This feature allows you to edit a program in MEM mode and PRGRM display while a program is running. Type in the program number you want to edit (Onnnnn) and press F4. You can then do simple edits (INSERT, ALTER, DELETE and UNDO) either to an existing program, a new program or even the program that is presently running. However, edits to the program that is running will not take effect until that program cycle ends with an M30 or RESET. POSIT D Quick Zero on DIST-TO-GO Display - To clear out and get a quick zero position display, for a distance reference move, use the DIST-TO-GO position display. When youre in the POSIT display and in HANDLE JOG mode, press any other operation mode (EDIT, MEM, MDI, etc.) and then go back to HANDLE JOG. This will zero out all axes on the DIST-TO-GO display and begin showing the distance moved. D To Origin the POS-OPER Display - This display is used for reference only. Each axis can be zeroed out independently, to then show its position relative to where you selected to zero that axis. To zero out a specific axis, PAGE UP or PAGE DOWN in the POSIT display to the POS-OPER large-digit display page. When you Handle Jog the X, Y or Z axis and then press ORIGIN, the axis that is selected will be zeroed. Or, you can press an X, Y or Z letter key and then ORIGIN to zero that axis display. You can also press the X, Y or Z key and enter a number (X2.125), then press ORIGIN to enter the number in that axis display. D Jog Keys - The JOG keys (+X, -X, +Y, -Y, +Z, -Z, +A, -A, +B, -B) use the jog speeds of 100., 10., 1. and .1 inches per minute listed next to the HANDLE JOG key (jogging with the handwheel uses the .1, .01, .001 and .0001 inch increments). You can also adjust feed rate using the FEED RATE OVERRIDE buttons, which allow you to increase or decrease feed rate in 10% increments, up to 200% or using the HANDLE CONTROL FEED RATE or HANDLE CONTROL SPINDLE keys to adjust the programmed feed or speed 1% up or down with every increment of the Handle. D Jog Keys - You can also select an axis for jogging by entering the axis letter on the input line and then pressing the HANDLE JOG button. This works for the X, Y, Z, and A axes as well as the B, C, U, and V auxiliary axes. OFSET D Entering Offsets - Pressing WRITE/ENTER will add the number in the input buffer to the cursor-selected offset value. Pressing F1 will replace the selected offset with the number in the input buffer. D Entering Offsets - Pressing OFSET again will toggle back and forth between the Tool Length Offsets and Work Zero Offsets pages. D Entering Offsets - In the OFSET display, F1 will set the entered value into the offsets. F2 will set the negative of the entered value into the offsets. 3
六、HAAS加工中心基本操作

一、开机前检查
1、检查润滑油,不能超过下限线。 、检查润滑油,不能超过下限线。 2、检查工作气压,读数在 、检查工作气压,读数在85~100PSI。 。 3、检查储液池的切削油是否到规定位置。 、检查储液池的切削油是否到规定位置。 注意:如有任何一个项目不合要求, [注意:如有任何一个项目不合要求,须调 整合格后方可开机。] 整合格后方可开机。]
装夹工件
安全地装夹工作台上的工件是非常必要的。做这个有许多方法, 安全地装夹工作台上的工件是非常必要的。做这个有许多方法, 用虎钳,卡盘, 形螺栓,压板夹具。 用虎钳,卡盘,T 形螺栓,压板夹具。
三、装刀
四、对刀
五、关机 1、用喷头清洗机器内腔,并把切屑 、用喷头清洗机器内腔, 清理干净。 清理干净。 2、用手轮把工作台摇到机床中心, 、用手轮把工作台摇到机床中心, 把所有刀具调回刀库。 把所有刀具调回刀库。 3、按下 emergency stop按键。 按键。 、 按键 4、按POWER OFF按钮关闭机器。 按钮关闭机器。 、 按钮关闭机器 5、关闭机器背后总电源开关及工作 、 气压。 气压。
HAAS加工中心基本操作 加工中心基本操作
要求: 要求: 1、掌握安全开机和关机操作; 1、掌握安全开机和关机操作; 2、掌握程序的输入及编辑方法; 、掌握程序的输入及编辑方法; 3、掌握装刀、对刀的基本操作及坐标系的设定; 、掌握装刀、对刀的基本操作及坐标系的设定; 4、了解简单的加工操作; 、了解简单的加工操作;
二、开机
1、打开总电源和稳压器电源。 、打开总电源和稳压器电源。 2、打开机器背后电源开关。 、打开机器背后电源开关。 3、按控制面板上的 按钮。 、按控制面板上的POWER ON按钮。 按钮 4、待机器找到操作系统后,按复位键 三次清除报警。 、待机器找到操作系统后,按复位键RESET三次清除报警。 三次清除报警 5、把门打开再关上一次(或者按 按钮, 、把门打开再关上一次(或者按SETTING按钮,把51号参 按钮 号参 数改为ON )。 数改为 6、按POWER UP RESTORE按钮使机器三轴归零,并调用 按钮使机器三轴归零, 、 按钮使机器三轴归零 第一把刀具。 第一把刀具。 7、检查切削液的供给是否正常,排削器是否可以正、反转动, 、检查切削液的供给是否正常,排削器是否可以正、反转动, 作业灯是否正常( 不亮), ),以及检查切削液喷嘴的灵 作业灯是否正常(亮、不亮),以及检查切削液喷嘴的灵 活性。 活性。 8、使用 的速度运行热机程序。 、使用25%的速度运行热机程序。 的速度运行热机程序 9、工作过程中要检查润滑表的读数应在 、工作过程中要检查润滑表的读数应在1~5BAR。 。 注意:每天第一次开机都必须热机方可正式加工。 [注意:每天第一次开机都必须热机方可正式加工。]
hass加工中心操作指导书
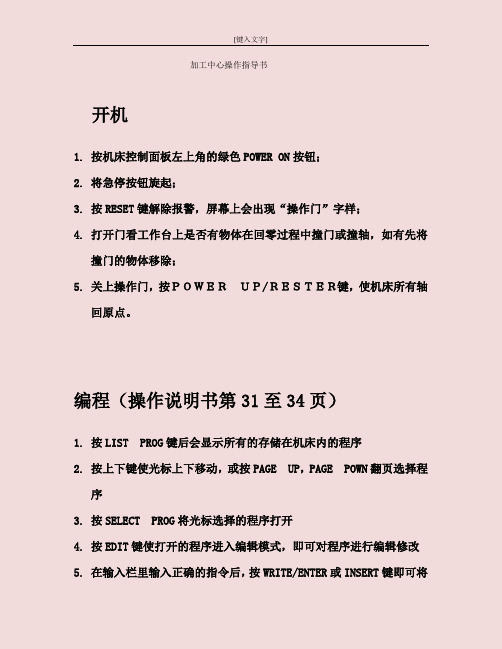
加工中心操作指导书开机1.按机床控制面板左上角的绿色POWER ON按钮;2.将急停按钮旋起;3.按RESET键解除报警,屏幕上会出现“操作门”字样;4.打开门看工作台上是否有物体在回零过程中撞门或撞轴,如有先将撞门的物体移除;5.关上操作门,按POWERUP/RESTER键,使机床所有轴回原点。
编程(操作说明书第31至34页)1.按LIST PROG键后会显示所有的存储在机床内的程序2.按上下键使光标上下移动,或按PAGE UP,PAGE POWN翻页选择程序3.按SELECT PROG将光标选择的程序打开4.按EDIT键使打开的程序进入编辑模式,即可对程序进行编辑修改5.在输入栏里输入正确的指令后,按WRITE/ENTER或INSERT键即可将指令输入进程序里,6.在输入栏里输入正确的指令后,按ALTER可使输入栏里的指令将程序中光标里的指令替换掉7.按DELETE键可将程序里光标里的指令删除,按UNDO键可将删除的指令恢复,最多恢复十次(十个代码,超过无法恢复)。
新建程序i.按LIST PROG键后会显示所有的存储在机床内的程序1.按O(字母)键,然后输入四位数字nnnn,按WRITE/ENTER键。
这时就会产生一个程序名为Onnnn的程序。
所有程序名必须按照这个规则。
将U盘里的程序拷入机床1.将U盘插入机床,按LIST PROG键,再按CANCEL机床上会出现“内存”和“U盘”按左右移动键,将光标移至“U盘”按WRITE/ENTER 键进入U盘,通过按上下移动键移动光标至将要调出的程序文件夹,按WRITE/ENTER键进入文件夹,再通过按上下移动键移动光标至将要调出的程序,按WRITE/ENTER键选中程序(选中的程序前会出现对勾,一次可选一个或多个程序),按F2键,再按WRITE/ENTER键,程序就导入到机床内存里了。
2.将内存里的程序导入到U盘里也是如此。
3.如果要拷贝的程序大于机床系统剩余内存空间(超过1M),这时可以考虑不将程序调入内存,直接从U盘调用加工,这种方法不能在机床模拟走刀路线,也不能在EDIT模式下进行修改,所以使用这种方法是一定要先在软件上模拟走刀路线。
CNC哈斯机器操作指南
预热主轴 Spindle Warm Up
5. 按绿色的“CYCLE START(循环启动)”键。 Press the green “CYCLE START” button to run.
13
从USB导入程序 Loading a Program into Memory From USB
1. HASS机器本身内存较小,程序可以通过远程连接或者从USB记忆卡传送 到机器上。按下“LIST PROG(程序清单)”按键。 Programs can be run remotely from a server or locally from a USB memory stick. The Haas machine does not contain internal memory for cutting programs. Press “LIST PROG” key.
26
重启机器和继续按照程序工作
Restart the Machine and Continue with Program
3. 按“CYCLE START(循环启动)”键使机器恢复工作。 Press green “CYCLE START” button to resume.
27
使用对刀仪设定刀具长度
Байду номын сангаас24
重启机器和继续运行程序
Restart the Machine and Continue with Program
1. 检查待机状态下主轴的方向,然后关门,根据需要按“CW/FWD(正 转)”或者“CCW/REV(反转)”使主轴正转或反转。 Close door, and press “FWD” key for spindle forward or “REV” for spindle reverse depending on the direction when you stopped the spindle.
HASS立式加工中心控制键功能说明
机床启动/关闭机床的启动:拉上电闸→按下紧急停止(EMERGENCY STOP)→按下通电按钮(POWER ON 绿色按键)→机床启动后后拉上紧急停止(EMERGENCY STOP)按钮→重复按“复位”键(RESET)消除警报→按“当前指令”键(CURNT COMDS)可显示当前程序细节机床轴回零:启动后必须先对机床的轴回零后才能进行其他机械操作。
按下“回零”键(ZERO RET)进入回零模式→按下“所有轴”按钮(ALL AXES)则X.Y.Z轴返回到机床原点。
按下“回零”键(ZERO RET)进入回零模式→输入需要回零的轴的名称(X.Y.Z)→按下“单轴”按钮(SINGL AXES)则该轴返回机床原点。
机床的关闭:按下紧急停止(EMERGENCY STOP)→按下断电按钮(POWER OFF 红色按钮)→拉下电闸主要键位的说明和功能CYCLE START (循环开始):运行一个程序,也可以在图形模式下开始程序。
FEED HOLD(进给暂停):停止所有轴的运动。
注意:主轴仍然继续传动。
RESET(复位):机床停止(轴,主轴,冷却泵和换刀装置停止运行)。
POWER UP/RESTART(加电/重新启动):按下此键,轴会恢复到机床零点位置,更换刀具。
RESTORE(恢复):此键是非正常停止时,帮助操作者恢复刀具交换。
MEMORY LOCK KEY SWITCH(存储器锁定器开关):在转到锁定位时可防止操作员对程序进行编辑和修改设置。
SECOND HOME BUTTON(第二原位按钮):加速所有轴到工作补偿G129指定的坐标。
步骤如下:首先Z轴回到机床零点;然后移动X和Y轴;之后,Z轴移动到它的第二原点。
除DNC模式,该功能在所有模式中都能进行。
WORK LIGHT SWITCH(工作灯开关):开启机床内的工作灯。
功能键(FUNCTION KEYS)F1-F4: 根据不同的操作模式,这些键有不同的功能。
加工中心操作面板教案
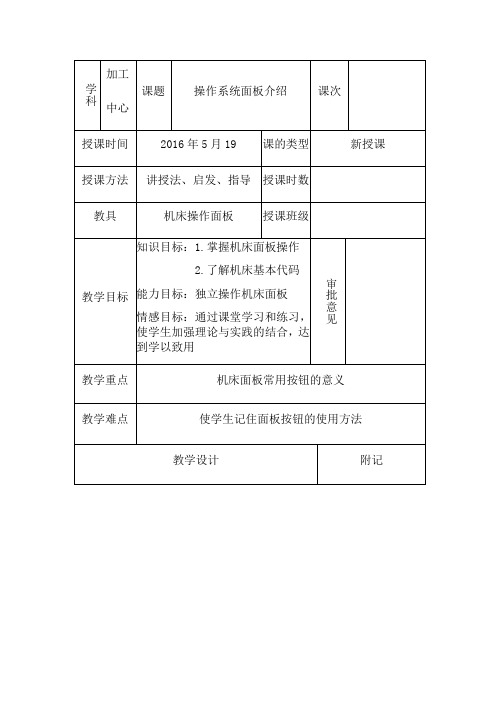
学科加工中心课题操作系统面板介绍课次授课时间2016年5月19课的类型新授课授课方法讲授法、启发、指导授课时数教具机床操作面板授课班级教学目标知识目标:1.掌握机床面板操作2.了解机床基本代码能力目标:独立操作机床面板情感目标:通过课堂学习和练习,使学生加强理论与实践的结合,达到学以致用审批意见教学重点机床面板常用按钮的意义教学难点使学生记住面板按钮的使用方法教学设计附记一、创设情境——导入任务二、指导教学——学习新知三、任务实施——激发记忆四、课堂练习——引导研究五、任务小结——拓展升华教学内容教师活动学生活动【组织教学】调节课堂气氛调动学生积极性【导入任务】如何正确使用机床操作面板?任务1:掌握机床面板操作复位键:按下这个键可以使复位或者取消报警等。
帮助键:当对键的操作不明白时,按下这个键可以获得帮助(帮助功能)。
软键:根据不同的画面,软键有不同的功能。
软键的功能显示在屏幕的底端。
地址和数字键:按下这些键可以输入字母,数字或者其它字符。
切换键:在该键盘上,有些键具有两个功能。
按下<>键可以在这两个功能之间进行切换。
当一个键右下脚的字母可被输入时,就会在屏幕上显示一个特殊的字符“∧”。
输入键:当按下一个字母或者数字键时,再按该键数据被输入到缓冲区,并且显示在屏幕上。
要将输入缓冲区的数据拷贝到偏置寄存器中,请按下该键,这个键与软键中的[]键是等效的取消键:按下这个键删除最后输入缓冲区的字符或符号。
当输入缓冲区后显示为:>N001X100,按下该键时,Z被取消并且显示如下:>N001X100_。
程序编辑键::替换:插入:删除功能键:、:按下这些键,切换不同功能的显示屏幕。
光标移动键:使光标以小的单位上下左右移动翻页键:用于将屏幕显示的页面向回翻页或往下翻页:按下该键以显示位置屏幕。
:按下该键显示程序屏幕。
:按下该键以显示偏置/设置()屏幕。
:按下该键以显示系统屏幕。
:按下该键以显示信息屏幕。
哈斯操控面板-加工中心

TOOL TYPE
CARBIDE
CUT WIDTH
.
REQUIRED POWER 0.0 HP
CUT DEPTH
.
THREAD RPM FEED
TAPPING . . .
15
帮助/计算 键——时间/日期
按下 <急停> 用 和
高选 时间/日期 用手轮或 和
更改 时间/日期.
你可输入例如: Z 3.5179 再 按
<ORIGIN> 显页则呈现其读数
POS-OPER (MEM)
O91002 N0000
X 0.0000 in
Y 0.0000 in
Z 3.5179 in
5
POS-TO-GO (剩余距离)
显页 POS-TO-GO
在运行模态: 各轴进给剩余距离动态
在手动模态: 各轴位移累计动态
This the Help Function. You are in the (EDIT) operating mode. You were viewing the COMMANDS display. A program is not running. The servo is opened. There are no operational alarms.
100 ON-TIME 250 ON-TIME 250 ON-TIME 1800 ON-TIME 10 ON-TIME 50 CS-TIME 250 ON-TIME
50 CS-TIME 10 ON-TIME 250 ON-TIME
再按
MONITORING STARTED WITH DEFAULT HOURS
14
帮助/计算 键—— 铣削和攻丝 (Milling/Tapping)
哈斯(haas)加工中心操作手册.do

2007 年 5 月
1
VF 系列
操作人员手册
内容目录
安全.................................................................................................................................................................. 1
铣刀补偿 ........................................................................................................................................ 86
高级编辑 ...................................................................................................................................... 98
编辑选择编辑模式插入在输入缓冲区当前光标位置的后面插入正文还可用于复制程序中的代码块修改将光标所在的条目修改为输入缓冲区中的正文将一个mdi程序放到程序列表中删除删除光标所在的条目撤销取消或撤销最后10次编辑修改mem选择mem模式开启单块这样当按下循环开始键时只执行程序的一个块试运行用于在不切削部件的情况下检查实际的机床运动
固定循环......................................................................................................................................... 7
HAAS操作面板操作步骤及自动对刀系统应用
F1-Help
For the Z Offset, select the first category and press<WRITE/ENTER>.
F1-Help
Arrow down and over to Probe Z Surface and press <WRITE/ENTER>
Enter “55” for WrkOfset and then put code in MDI as before. Jog the probe over the part as shown in the template and press <CYCLE START>.
F1-Help
Arrow (or Jog) down to the second Category and press <WRITE/ENTER>.
Arrow to the “Probe External Corner” template and press <WRITE/ENTER>.
Fill in the requested data
Press <PAGE UP> to the TOOL LIFE screen
COOLANT KEYS
CHIP AUGER KEYS
OVERRIDE KEYS
TOOL CHANGER RESTORE
MILL
LATHE
Enter the first and last tool numbers and then put the program in MDI as before. Press <CYCLE START>
Return to VQC
哈斯加工中心面板操作教案
多少?为什么? (4) 绘出运行程序的仿真轨迹。
精选范本
. 精选范本
2)点动(快动):I)选进给倍率键(同上)
Z 键 (选进给轴)
.01
.1 倍率键
X- Y-
II)直接按
X+ Y+
Z-
使工件接近或
Z+
远离铣刀
五.装刀,选刀。
按 JOG 或 MDI
再按主轴旁黑色按钮即可装卸刀具。
WRITE
CYCLE
按 MDI 输入 M06 T01 后按 ENTER 按 START 换刀
精选范本
WRITE ) ENTER
.
3)按 CW 键 → 正转 按 STOP 键 → 停转 按 CCW 键 → 反转
4)加速按
+10% SPINDL
E
四:手动进给
减速按
-10% SPINDL
E
1)手轮进给:I)按 HAND 键 JOG
II)选
XY
III)选
.0001 .0001
IV)转动手轮,移动工作台
5)按
PART ZERO
键
SET
七.输入程序:
1)按
LIST 键→按光标>键→输入程序号→按回车键
Hale Waihona Puke 2)按 EDIT 键 → PROG 键
3)输入程序 八.输入刀补
1)按 OFFSET 键,进入刀号 刀长 刀半径界面
2)输入刀补值 按 F1 键替换原有值,按回车键在原有值上累加
哈斯操控面板加工中心课件
定期检查润滑系统
定期检查润滑系统油位、油质,及时更换润滑油,保证设 备良好润滑,延长设备使用寿命。
关注设备运行状况
密切观察设备运行过程中的异常声响、振动、温升等情况, 及时发现并处理潜在故障,避免故障扩大。
定期维护与保养
按照设备厂家提供的维护与保养建议,定期进行设备预防 性维护,如更换易损件、紧固螺栓等,确保设备始终处于 良好工作状态。
3. 最后,按下电源按钮,关 闭控制系统。
界面功能介 绍
主界面
01
2. 提供各种操作按钮,如开始、暂停、停 止、急停等。
03
02
1. 显示当前加工状态,包括加工进度、速度、 温度等。
04
参数设置界面
1. 可设置加工参数,如切削深度、进给速 度、主轴转速等。
05
06
2. 可保存多组参数,方便不同加工需求的 快速切换。
刀具选择与磨损监控
根据材料特性和加工要求,选用合适的刀具类型和牌号,并定期监 控刀具磨损情况,及时更换刀具,以保证加工质量和效率。
夹具设计与定位精度
设计合理的夹具,确保工件在加工过程中的稳定性和定位精度,减少 装夹变形和加工误差。
常见故障及处理措施
电气故障
包括电源故障、控制线路故障等。 处理措施包括检查电源线路、更 换损坏的电器元件、检查控制线
特殊材料的加工策略
01 02
难加工材料
针对钛合金、高温合金等难加工材料,制定专门的加工策略,包括选用 合适的刀具材料、优化切削参数、采用高效冷却方式等,确保加工顺利 进行。
复合材料
了解复合材料的结构和性能特点,通过合理的刀具路径规划、切削参数 选择和装夹方式,实现复合材料的高效高精度加工。
03
哈斯中文按键面版

首 页 上光标 上翻页
左光标
右光标
尾 页 下光标 下翻页
手轮
回零
全 部 清 零 单轴回零 G28 零点
程序列表 程序选择 发 送 接 收 程序删除
-10%进给 100%进给 +10 进给 手轮进给 -10%主轴 100%主轴 +10 主轴 手轮倍率 主轴正转 主轴停止 主轴反转
快移 5% 快移 25% 快移 50% 快移 100%
取消
空格 确定/输入
复位 键
通电/再起动 刀库故障
(回零)
恢复
程序编辑 位 置 偏 置 当显示插入 修改删除 撤消
报警
刀具偏置测 下一把刀 刀具松开 工件坐标设定
参数
设置
帮助
自动
MDI / DNC
单步 空运行 选择停止 块删除 冷却液 主轴定位 刀塔正 刀塔反
排屑器正 排屑器停 排屑器反
冷却液向上 冷却液向下
辅助冷却液开
哈斯haas加工中心操作手册
立式加工中心培训资料2007年5月内容目录安全 (1)操作⋯⋯⋯ (4)基本介绍⋯⋯⋯⋯⋯⋯⋯ (4)坐标体系⋯ (4)绝对定位法和增量定位 (5)用代码编程 (5)机床缺省值 (5)程序格式 (6)固定循环 (7)刀具交换装置安装步骤 (8)操作员控制面板 (9)实时计时器 (12)键盘 (12)通电/断电⋯⋯⋯ (20)手动操作⋯⋯ (20)自动操作⋯⋯⋯ (21)创建、编辑和保存程序 (23)程序输入/输出⋯ (26)试运行操作 (30)显示 (30)行程限制⋯⋯⋯⋯⋯⋯ (44)运行-停止-轻推-继续 (45)编程⋯⋯ (46)工作坐标系统 (46)编程结构 (46)字母地址代码 (48)技巧与窍门 (51)高速机械加工(可选) (61)第4轴编程 (62)子程序 (65)刀具功能(Tnn) (73)侧挂式刀具交换装置 (74)用VF系统计算机数控铣床攻丝 (83)铣刀补偿 (86)高级编辑 (98)VF系列操作人员手册G代码(预备功能) (105)M代码(各种功能) (151)设置 (160)所有的铣削设备如旋转件、皮带、滑轮、高压电、噪音、压缩空气等均有危险存在,所以在使用CNC备及其组件时,为避免人身伤害及机械损坏,必严格遵守相应的安全守则。
操作安全必读‹ 只有经过授权的人员方可使用本机,未经培训人员在使用机床时可能对人身及机床造成伤害以及由于不正确的操作造成的问题不属保修范围内。
‹ 操作前请认真检查零配件及刀具,所有损坏的配件和刀具应当由专业人员修理或替换。
一旦有部件显示异常,不要操作,应及时联系您的车间质检人员。
‹ 操作机床时使用合适的眼、耳保护装置。
推荐使用ANSI认证的护目镜和OSHA认证的耳罩。
‹ 操作机床时一定确保其门关闭,门已正确互锁,旋转的刀具可能造成严重的人身伤害,当程序在运行中时,机床平台及主轴头能够在任一时间向任一方向做非常快的移动。
‹ 急停按钮(Emergency Stop)是在控制面板上的一个红色按钮,按下后即刻停止机床伺服电动机、换刀、冷却泵的所有运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
十一,拷贝(从机床中拷入 A 盘)
按 LIST 键→光标>键→光标∨ ∧键选中程序号→ 回车→按﹤光标 PROG
键
→ 光 标 ∨ ∧ 键 选 中 FLOPPY
键 → Байду номын сангаас4 键 →
F2 键→按 Y 键
十二 从 A 盘传送程序到 HAAS 机床电脑中
按
LIST PROG
键 →光标﹤键→光标∨ ∧键选中 FLOPPY →按光
数控机床主要由计算机数控系统和机床本体两部分组成。而数控系统主要
包括:
1) 输入/输出设备
2) CNC 数控装置
3) 伺服单元
4) 驱动装置
5) 可编程控制器(PLC)等
2、哈斯立式数控加工中心操作
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
(1) 哈斯数控系统的操作面板如图 1-1 所示。
配哈斯数控系统立式数控加工中心;
三、相关知识讲解
尽管数控机床的种类是多种多样的,其所使用的数控系统种类繁多,
其操作面板的形状、操作键的位置也不一样,操作方法也各不相同,但是
其功能大都相差无几。在学习数控机床操作时,应认真了解厂家提供的操
作手册,了解有关操作规定,以便熟练掌握相应的数控机床操作。
1、数控机床的组成
XY
III)选
.0001 .0001
IV)转动手轮,移动工作台
Z 键 (选进给轴)
.01
.1 倍率键
2)点动(快动):I)选进给倍率键(同上)
X- Y- Z-
II)直接按
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
X+ Y+
使工件接近或
Z+
远离铣刀
五.装刀,选刀。
按 JOG 或 MDI
三:主轴旋转,停止
MDI
1)按
键
2)输入 M03 S800 后按回车键(
3)按 CW 键 → 正转
WRITE ) ENTER
按 STOP 键 → 停转
按 CCW 键 → 反转
4)加速按
+10% SPINDL
E
四:手动进给
减速按
-10% SPINDL
E
1)手轮进给:I)按 HAND 键 JOG
II)选
再按主轴旁黑色按钮即可装卸刀具。
WRITE
CYCLE
按 MDI 输入 M06 T01 后按 ENTER 按 START 换刀
ATC
ATC
按 MDI 输入 T01 后直接按 FWD 或 REV 换刀
按 MDI 按 ATC FWD
六:对刀
或 ATC 按顺序换刀 REV
1) 手动装好夹具,工件
2) 校调刀具至工件相对位置 例如:铣刀中心与工件原点重合
六、实训报告
(1) 数控机床有哪几部分组成?
(2) 为什么每次启动系统后要进行“回零”操作?
(3) 执行程序段“G91G00X-10Y-10Z-20”过程中,机床进给速度是
3) 按 OFFSET 键两次进入 G54 界面
4) 光标
5)按
PART ZERO
SET 七.输入程序:
1)按
LIST
分别选中 G54 中的 X,Y,Z 键
键→按光标>键→输入程序号→按回车键
2)按 EDIT 键 → PROG 键
3)输入程序
八.输入刀补
1)按 OFFSET 键,进入刀号 刀长 刀半径界面
一、 组织教学
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
检查学生出勤情况
二、 复习提问
我们已经学习过加工中心安全操作规程,请说出主要几点。
三、新授课:
课题 数控加工中心操作面板介绍
一、实训目的与要求
(1) 了解数控加工中心的基本操作;
(2) 学习数控系统的基本操作方法;
二、实训设备及仪器
2)输入刀补值
按 F1 键替换原有值,按回车键在原有值上累加
九.图形模拟
1)按 LIST →按>光标键→按∨ ∧键选程序号—回车
CYCLE START
2)按 MEN F2 →
→按
HOME
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
SETNG GRAPH
键两次 → 按
显示原始图形尺寸
(2) HAAS 加工中心操作步骤
(一):开机
1)打开机床后侧的电源开关
2)按操作面板上的 POWER ON 绿色按钮
二:回零:
POWER
UP
1)第一种方法:按 RESET 键 → RESET
键
2)第二种方法:按
ZERO RET
键→按
ALL AXIS
键
ZERO
X/Y/Z/
SINGL
3)单轴回零:按 RET 键 → 按 A 字母 键 → AXIS
标∨ ∧键选中 A 盘中的程号→回车→按 F2 键→按 Y 键
四、实训内容
(1) 现场了解数控机床的组成及功能。
(2) 接通电源,启动系统,练习数控铣床“开机”、 “回零”、“点
动”、“手动”、“关机”等操作。
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
(3) 用 MDI 功能控制机床运行(程序指令:G91G00X-10Y-10Z-20), 观察程序轨迹及机床坐标系变化。
(4) 用“手动”模式,移动各运动轴,判别 X、Y、Z 轴的运动方向。 (5) 在数控系统中输入以下程序,进行程序校验和仿真加工,在实训
报告上画出轮廓图象。 O2; G90G54G00Z100.0S800M03; X0Y0; Z5.0; G01Z-5.0F100; G42X6.0Y-6.0F120D31; G03X0Y-12.0R6.0; G01X-8.0; G03X-13.0Y-8.0R5.0; G01Y8.0; G03X-1.0R6.0; G01Y5.0; X1.0; Y8.0; G03X13.0R6.0; G01Y-8.0; G03X8.0Y-12.0R5.0; G01X0; G03X-6.0Y-6.0R6.0; G01G40X0Y0;
G00Z100.0;
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持.
M05;
M30;
五、实训总结
数控机床具有加工精度高、能作直线和圆弧插补以及在加
工过程中能进行多轴联动等功能特点。数控铣床是数控加工中最
常用的数控机床。数控铣床主要用于各类较复杂的平面、曲面和
箱体类零件的加工,并具有铣槽及钻、扩、铰、镗孔的功能。
F3
→显示坐标
F4
→显示程序
轨迹定位放大:
F2
UP
按
→按 DOWN 及
键
CYCLE
把图形置于方框中,再按回车键后→按 START
十.加工(自动)
1) LIST →光标>键→光标∨ ∧键选中程序号 回车↙
CYCLE 2)按 MEN →按 START —→自动加工
SINGLE
CYCLE
↘按 BLOCK →按 START 键,单段加工