涂层结合力检验作业指导书
Removed_涂层附着力检测作业指导书
涂层附着力检测作业指导书
WT00000000-54640
XX 公司 2010-09-01
:50 45. 44. 43. by 42.41.——40.——39.—3—8.by3@7.—— 36.35. —3—4. ——333. 12. 1.2.3.340.5.—.6.—29.by28.by@27.26.—— 25. 24. 23. 22. by 21.20. ——19.by:18.by1:7.——16.——15.——14.—— 13. 12. 1110.“. ”by:M9.O“OOKN”b8y.—: —7.——6.——5.——4.——3.——2.——1.——
共 4 页 第2页
编号 WT00000000-54640
Байду номын сангаас
WPT00-54020
会签 标准化 批准 年月 职 务 签 名 日
年月 日
涂层附着力检测作业指导书
编号
、
共 4 页第 2 页
WT00000000-54640
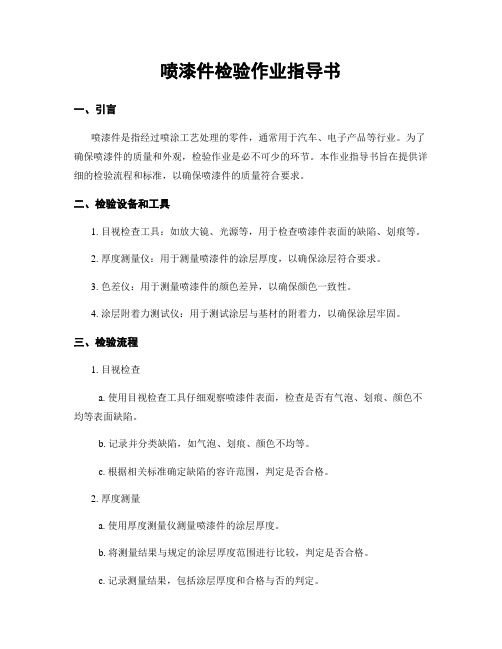
4.1 制备试板 4.1.1 选取与实际产品基材相同的材料、尺寸规格为 150mm×100mm 的试板基材,确保 能在试板上三个不同位置进行试验;试板基材应平整且没有变形,最小厚度为 0.25mm。 4.1.2 根据产品的实际生产流程,对试板基材进行完全相同的处理(试板前处理、油 漆涂装、干燥方法均与实际生产一致)。 4.1.3 将试板放在 GB/9278-2008 所规定的条件(温度为 23℃±2℃、湿度为环境湿度) 下放置 16 小时以上。 4.2 参照《涂层厚度检测作业指导书(WT00000000-79530)》,对试板或待测产品漆膜 厚度进行测量。测定时,尽可能在靠近要切割试验位置的涂层上进行。 4.2.1 当涂层厚度在 61µm~120µm 范围时,切割间距为 2mm,选用 A-5126 型刀头; 4.2.2 当涂层厚度在 121µm 以上时,切割间距为 3mm,选用 A-5128 型刀头。
喷漆件检验作业指导书

喷漆件检验作业指导书一、引言喷漆件检验作业指导书是为了确保喷漆件质量符合相关标准要求,提供一套详细的作业指导和检验流程。
本指导书适用于所有喷漆件的检验工作,旨在确保产品质量,提高生产效率和客户满意度。
二、检验目的本次喷漆件检验的目的是确保喷漆件的外观质量、涂层附着力和耐久性符合标准要求,以保证产品的可靠性和使用寿命。
三、检验范围本次喷漆件检验的范围包括但不限于以下几个方面:1. 外观检验:检查喷漆件表面是否有划痕、气泡、颜色不均匀等缺陷。
2. 涂层附着力检验:使用适当的方法和设备,检测涂层与基材之间的附着力。
3. 耐久性检验:通过模拟实际使用条件,测试喷漆件在不同环境和使用条件下的耐久性。
四、检验设备和工具1. 外观检验:使用显微镜、放大镜、光源等设备进行检验。
2. 涂层附着力检验:使用划格试验仪、剥离试验仪等设备进行检验。
3. 耐久性检验:使用气候箱、盐雾试验箱等设备进行检验。
五、检验方法和步骤1. 外观检验:a. 准备喷漆件样品,确保样品干燥、无污染。
b. 使用显微镜或放大镜检查喷漆件表面是否有划痕、气泡、颜色不均匀等缺陷。
c. 使用光源照射样品,观察喷漆件表面是否有明显的缺陷。
d. 根据相关标准,对喷漆件的外观质量进行评定。
2. 涂层附着力检验:a. 准备喷漆件样品和划格试验仪。
b. 使用划格试验仪按照标准要求进行划格试验,记录试验结果。
c. 根据试验结果,评定涂层与基材之间的附着力。
3. 耐久性检验:a. 准备喷漆件样品和气候箱。
b. 将喷漆件样品放入气候箱,设置适当的温度、湿度和时间参数。
c. 取出样品,进行外观检验,记录喷漆件在不同环境条件下的变化情况。
d. 根据检验结果,评定喷漆件的耐久性。
六、检验结果评定标准根据相关标准和规范,对喷漆件的外观质量、涂层附着力和耐久性进行评定。
评定结果应符合相关标准要求,并记录在检验报告中。
七、检验报告完成喷漆件检验后,应编写检验报告,包括以下内容:1. 检验项目和范围的说明。
JJ-QP-GL- 018油漆附着力测试作业指导书
3.1.5.1.掉油格数超过10%为严重问题。
3.1.5.2掉油格数超过5%为一般问题。
3.2退色测试:
测试标准:不透光纸板遮住测试漆面的一半,UV light (波长2800-3000A,15w)照射72小时,灯管据测试面距离25cm.
3.2.1判定标准:不允许退色。
序号
修订
日期
版本
修订内容要项
申请
编号
核准
审查
制定
佳进礼品有限公司
标题
油漆测试作业指管理
版本
编号
制定部门
品管部
制订日期
2010/09/05
页码
2/2
3.3附着力测试:
测试标准:选择10m/m区域,百格刀划1mm²方格100个,使用3M600(20mm)附着牢固并90度迅速拉起。
3.3.1判定标准:不允许10%脱落,允许5%脱落
3.1.1.测试前必须确保油漆涂层表面完全干透。
3.1.2用戒刀将油漆表面戒出相距源自1/16'的平行线11条再垂直戒成同样的平行线11条(以戒破油漆涂层不伤胶件为标准)。
3.1.3.将测试胶纸贴于刻痕面上(胶纸两端应长出刻痕1/2'长,以便位起)用手指压紧胶纸使其内部没有空气/并保90±30秒后。
3.1.4.以平行于油漆涂层表面180°角拉起胶纸。
3.6.1判定标准:不允许有划伤痕迹
3.7酒精测试:
测试标准:纱布沾96%酒精溶液,加500g/cm²,来回摩擦30次。
3.7.1判定标准:不允许变色脱落
3.8盐雾测试:
测试标准:5%NaCl, 100%Humidity,35+/-1ºC,24小时连续喷雾。
拉开法涂层附着力检测作业指导书
拉开法涂层附着力检测作业指导书1、目的规范涂层附着力检测仪的操作方法,以便正确、合理使用检测设备,确保测量的数据准确。
2、适用范围本作业指导书适用于色漆、清漆或相关产品的单涂层或多涂层体系上进行拉开法附着力试验而测定附着力的试验方法。
本作业指导书适用于多种底材,不同类型的底材采用不同的步骤。
3、依据标准规范GB/T3186-2006色漆、清漆和色漆与清漆用原材料GB/T9271 色漆和清漆标准试板GB/T5210-2006 色漆和清漆拉开法附着力试验GB/T13452.2-2008色漆和清漆漆膜厚度的测定4、试验原理涂层体系干燥/固话后,用胶黏剂将试柱直接粘结到涂层的表面上。
胶黏剂固话后,将粘结的试验组合置于适宜的拉力试验机上,粘结的组合经可控的拉力试验(拉开法试验),测出破坏涂层/底材间附着所需的拉力。
用破坏界面间(附着破坏)的拉力或自身破坏(内聚破坏)的拉力来表示试验结果,附着/内聚破坏有可能同时发生。
5、试验方法5.1仪器设备AT-A全自动数字显示拉拔式附着力测试仪、胶黏剂AT-A附着力检测仪技术参数锭子尺寸10mm14mm20mm*50mm测量范围0~70MPa0~40MPa0~20MPa0~3.5MPa 0~10000psi0~6000psi0~3000psi0~500psi分辨率±0.01MPa(1psi)精度±1%全量程注:标准配置提供的是20mm锭子5.2操作步骤5.2.1测量次数至少进行6次测量,也即至少使用6个试验组合。
5.2.2环境条件除非另外商定,应在温度(23±2)℃,相对湿度(50±5)%的条件下进行试验。
5.2.3胶黏剂按照制造商的说明准备及使用胶黏剂。
涂覆时应使用最少的胶黏剂,要求能在试验组合的各部分间产生牢固、连续的胶结面。
如有可能,立即除去多余的胶黏剂。
5.2.4试验组合5.2.4.1在坚硬的和易变形的底材上通用的试验方法(使用两个试柱)5.2.4.2使用单个试柱从单侧进行试验的方法(仅适合坚硬底材)5.2.4.3试柱法,其中一个试柱作为已涂漆底材5.2.5测量5.2.5.1破坏强度胶黏剂固化后,立即把试验组合置于拉力试验机下。
涂层附着力检测作业指导书

工艺文件涂层附着力检测作业指导书WT00000000-54640
XX公司
2010-09-01
5.2.7用手指尖用力蹭黏胶带,使其紧粘涂层。
在贴上黏胶带的5min内,拿住胶带悬空的一端,使其与涂层表面成60°夹角,在0.5~1.0s内平稳地撕离黏胶带。
a)切割部位俯视图(切割间距为d) b)粘胶带从涂层切割部位撕离示意图
图1 切割及粘贴、撕离示意图
5.2.8 在良好的照明环境中,对切割区刷扫后,直接目视或借助放大镜仔细检查粘贴后的切割部位,通过将切割区涂层的完整性与表1中图示比较,评定附着力等级。
5.2.9在试板或待测产品上三个不同部位的进行试验。
5.2.10若三次结果不一致,评定的差值超过一个单位等级,换个位置重新进行试验。
必要的话,另用样板。
6 附着力等级评定
6.1 附着力等级评定表,见表1。
表1 附着力检测等级评定表
分级说明发生脱落的十字交叉切割区的表面外观
0 切割边缘完全平滑,无一格脱落----
1 在切口交叉处有少许涂层脱落,但交叉切割面积受影响不能明显大于5%。
涂膜附着力测试作业指导书
合格判定:a、正方形小格表面的涂镀层不能有脱落。
b、若涂镀层厚度超过设计要求的,涂镀层可能脱落,但不能露底材色。
8、附则:
8.1、本试验由家庭影院分厂品质部QE起草,由PM室标准化;
8.2、当判定不可量化且存在争议时,以“是否满足最终用户的明确或潜在合理需求”为原则,进行分析和判定。
6.2把1mm方格治具放在涂膜平面上,手持介刀沿治具框的边缘刻划竖直线,并要求刻至底材;
6.3再把1mm方格治具横放于已刻划竖直线的涂膜平面上,手持介刀沿治具框的边缘刻划横线,并要求刻至底材,两种刻划线应相互垂直,刻出100个正方形小格(1mmX1mmX100);
6.4将3M胶纸平整地粘在100个正方形小格表面上,然后以极快的速度使胶纸从方格表面垂直揭起,正方形小格表面的涂镀层不被粘掉;在同一小格表面上连续做两次以上附着力测试,
1、目的
规范涂膜附着力测试方法,为QE、IQC检验材料表面涂膜附着力提供测试方法和判定依据
2、范围
适用于金属、塑胶表面涂膜附着力测试时。
3、材料
4.1介刀、3M国家标准胶纸、1mm方格治具
4、准备工作
取样:在检出的外观不良品中随机抽取2pcs样品,选择样品较平整的面来作附着力试验。
测试方法
6.1将样品放置在水平的台面上涂膜面向上固定。
最新-涂料检测作业指导书 精品

涂料检测作业指导书篇一:油漆检验指导书一汽解放青岛汽车厂质量保证部技术文件编号:--6-2019批准:宋宗强油漆质量检验作业指导书主要内容与适用范围本检验作业指导书规定了汽车零部件及总成产品的油漆涂层的检验内容与技术要求。
本检验作业指导书适用于一汽解放青岛汽车厂自制件及所有外委、外协制件的油漆涂装质量检验。
2引用标准下列标准包括的条文,通过在本检验作业指导书中的引用而构成本检验作业指导书的条文。
在本检验作业指导书发布时,所示版本均为有效。
所有标准都会被修订,使用本检验作业指导书的各方应探讨使用下列标准最新版本的可能性。
本检验作业指导书引用的标准在青汽系统中可以查阅。
-12-2019汽车油漆涂层-131-2019汽车零部件油漆涂层第1部分:载货汽车驾驶室6739-2019漆膜硬度铅笔测定法3检验条件31检验环境检验在生产现场的检验工位进行。
当异地检验存在争议时,选用的检验场地应符合下述条件:上午10时至下午3时,室外多云的自然光或者与上述光线条件相近的,室内适当亮度的日光灯光,且场地周边不得有影响检验的其他光源反射。
32检验人员检验人员辨色力正常,视力在08以上(含校正后)。
检验人员应经过培训并得到授权。
33检验仪器及量检具331检验仪器:漆膜测厚仪、光电光泽仪、值测定仪、便携式漆膜硬度计等。
332量检具:钢板尺、中华牌高级绘图铅笔(、、三种规格),单面刀片等。
333所有仪器及量检具应符合计量检定要求,并在有效的检定周期内。
14检验内容41表面油漆涂层质量表面油漆(包括装饰性面漆和防护性底漆)涂层质量检验包括:缺漆(露底)、颗粒、流痕、缩孔、起皱、桔皮、杂漆发花、擦伤划痕、砂纸纹、遮盖不良、补漆雾圈、生锈、气泡、坑包、开裂脱落、涂层不干、底材凹凸、胶条堆积等外观缺陷,并检验漆膜硬度、厚度、附着力、鲜映性、光泽参数等。
42隔音绝热涂层及密封耐磨涂层质量隔音绝热涂层及密封耐磨涂层质量检验包括:漏涂、脱落、堆积(结块)、开裂等缺陷,并检验涂层干燥状况等。
涂层测试规范作业指导书-中英文
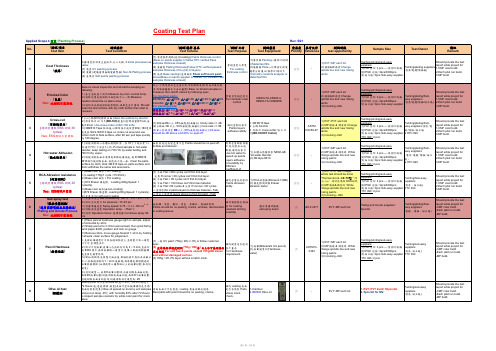
Applied Scope:塗裝 (Painting Process)Rev: B21Rev: B21Test ConditionTest CriteriaTest PurposeTest EquipmentPriority Referencetest opportunityRemarkApplied Scope :塗裝 (Painting Process)Test Item9於試件之平面上分二區域一區塗滿均勻 SPF 30 防曬油,另外一區亦塗滿均勻SPF 35 防曬油於, 置於 45℃,85% 之環境下 7 天後, 退溫擦掉檢查外觀與測試. By same testsample a half spread with SPF30 suntan lotion andanother spread SPF35 by conditions: Temp.45℃,Humidity 85% and 7 days to check the result.1. 外觀無明顯變化,Coating 層無溶解,變色或脫落Paints should be no peeling off, discolor and dissolution on surface.2. Follow #3 test method cross cut should better than 3B.3. RCA >= 30 cycles(AKZO 743 follow the spec)4. Pencil hardness test can't scratch soft touch paintssurface by 765g/HB 不可傷到漆面 and can't wear through PU layers paint by 765g/2H, PU layer 層不可磨穿.確認抗油性Top coating suntan oil resistant 1.chamber2.防曬油Suntan lotion (Neutrogena SPF30SUNRIGHT SPF35)☆-EVT~MP each lot.Painting/sub-assy suppliers:(1) FAI 首件: 3 pcs --- 噴漆廠(2) 組立廠: 5pcs Sub-assy supplier Painting/sub-assysuppliers (噴漆,組立廠)Should provide the test report while project for -CMF color build.-Each pilot run build.-MP build.10(1) 室溫,濕度50%下,用 MEK 塗滿試件並補充以確保90sec 內不乾掉. MEK spread on test samples surface by Room temp. with Humidity 50%.(2) 90 sec 擦掉 MEK 檢查 After 90 sec check the surface.外觀無明顯變化, Coating 層無溶解或脫落Paints should be no peeling off, discolor and dissolution on surface.確認抗化學性 Forpaints againstsolvent ability1. Injector2. MEK ☆-(1) EVT~PVT each stage.(2) MP 換線 & 調漆時 Change spindle line and new mixing paints Painting/sub-assy suppliers:(1) FAI 首件: 3 pcs --- 噴漆廠(2) IPQC 巡檢: 3pcs/3000pcs(3) 組立廠: 3pcs Sub-assy supplierPainting/sub-assysuppliers(噴漆,組立廠)Should provide the test report while project for -CMF color build.-Each pilot run build.-MP build.111. Synthetic perspiration formula 人工汗液配方:(1)100ml demineralised water(去離子水)+(2) 5g NaCl+(3)5g Na2HPO4+(4) 2ml 99% acetic acid, PH value approx.4.72. Test condition: With Top cover 盒子需加蓋, Temp: 45℃, EVT~PVT - After 24hrs check cosmetic 120 hrs (5days).After MV - 24 hrs(1 day) for FAI checking汗液添加方式: Additional sweat liquid for test1. Lift the hold plate to 3.5cm and pour 1000ml sweat liquid in the box.2. Cut the towel into 2 parts then wet them by the 1000ml sweat liquid and don’t wring out the liquid to keep the towel be wetted.3. Spread the half of the towel on the hold plate and put the test samples on the plate. (2 faces up and 2 faces down)4. Cover the test samples by the other half of the towel and make the edge of the towel contact with the sweat liquid.無剝離、裂痕、皺紋、異色、魚麟紋、腐蝕性物質Paints should be no peeling, cracks, wrinkles.discoloration, or scaling.確認鍍層抗汗水腐蝕性 Paintsagainstperspiration abilityEnvironment test equipment.1. Weight 100g NaCl and 100gNa2HPO4‧12H2O2. Dissolve above 2 chemicalsin deionized water 2000 ml.3. Adjust the pH to4.7 by 99%acetic acid (about 24 ml).☆(1) EVT~PVT each lot (2) MP 之後 each lotPainting/plating/sub-assy suppliers:(1) FAI 首件: 3 pcs --- 噴漆/印刷廠(2) IPQC 巡檢: 3pcs/3000pcs (3) 組立廠: 3pcs/lot for sub-assyPainting/plating/sub-assy suppliers(噴漆,plating and 組立廠)Should provide the test report while project for -CMF color build.-Each pilot run build.-MP build.12無剝離、裂痕、皺紋、異色、魚麟紋Paint should be no peeling, cracks, wrinkles, discoloration or scaling isseus.確認抗高低溫收縮衝擊性 Paints shrink ability by high/low tempshock.chamber ☆EVT~MV each lot EVT~MV: 4pcs each lotPainting/sub-assy suppliers(噴漆、組立廠)Should provide the test report while project for -CMF color build.-Each pilot run build.-MP build.MEK (耐丁酮)(For Soft touch paint only)(測試前請做 ESS 測試 30cycles)Neo: 此測試不需要做Synthetic perspiration(人工汗液)Suntan lotion (防曬油)(For Soft touch,Teflon paints)Neo: 此測試不需要做Thermal shock (冷熱衝擊)測試完成後相同樣品進行密閉空間 airtight space RE A c a S weat T est P o cess.m sgRev: B21Test ConditionTest CriteriaTest PurposeTest EquipmentPriority Referencetest opportunityRemarkApplied Scope :塗裝 (Painting Process)Test ItemStage 1-HighTemperature Humidity Test (Non-Operating)Stage 2-Thermal Shock Test (Non-Operating):Total for 50cyclesStage 3-Temperature Humidity Cycle Test (Non-Operating) \Total: 3 cycles141.Prepare test part with all painting case. 適用所有噴漆件2.Drip the liquid on the tray plate. 滴上適量咖啡液與粉底霜於測試萃盤上後, 將試件放上使均勻塗抹於工件上.2.1 Denim Cloth Dyeing Resistance test plesae followattached procedure. 牛仔布(Levi's 501)測試請依附件標準測試需大於1200 次.3.After 24 hours, wipe surface to clean with dry gauze or gauze wetted with water or with alcohol. 24 小時後以紙巾擦拭掉.(優先順序:乾布>濕布>酒精)4.Observe the case. 確認物件測試點外觀不可有被上色.測試點外觀不可有被上色.Top coating paint should be no peeling or discoloration.染色測試Dyeing ability1.Black coffee: Maxwell2.Foundation: Maybelline Angelfit "W02"3. Denim Cloth (Levi's 501) and rubbing test machine.☆EVT~MP each lot.3pcs/FAIVendor(噴漆,組立廠)Should provide the test report while project for 1.CMF color build.2.Each pilot run build.3.MP build.15(1)測試前(無測試物)研磨石(黃色3)比(綠色1)方式放入測試槽內加2公升水開機運轉,開機運轉後每30分鐘加0.5公升的水,持續運轉4小時共加七次0.5公升水,最後把水排出在進行測試(2) Dummy 實機物件 free 放置在測試箱內.(3)開始測試先加1公升水,再加入稀釋後之溶劑,投入預測試物開機運轉,但每30分鐘加0.5公升水的定義不變且不須排水.(4)測試物的試驗時間: As following,There should be no obvious wear damage after test.利用震動研磨確認塗料的附著度和耐撞擊性 Coating paints abrasion,adhesive force and impact ability.(1) 槽式震盪磨耗試驗機(2) RKF-10K(黃色研磨石)(3) RKK-15P(綠色研磨石)(4) FC 120(溶劑)☆EVT~MP each lot.Painting supplier:FAI 首件: 3 pcs/lot 噴漆廠Painting supplierShould provide the test report while project for 1.CMF color build.2.Each pilot run build.3.MP build.161. Put test samples cosmetic side down to close touch the melamine board with loading 500gf weight. And slide the test sample back and forth with 15cm stroke length by 100 cycles test.2.Clean the surface with soft brush and wipe with cotton cloth. Visually observe at 30cm distance within 5sec.以下為允收/不良的基礎判定圖片,若測試結果不易判讀或有差異再與HTC討論,base on following criteria to judge .To verify the abrasion durability by AFP (anti-fingerprint)coating), usermight encounter the abrasion bydaily use.(1)Melamine board 富美家美耐板, 色號: 9578馬利鐵刀木(2) 500gf weights☆-EVT~MP each lot.Painting supplier:FAI 首件: 3pcs/lotPainting/sub-assy Vendor(噴漆,組立廠)HTC IQCShould provide the test report while project for 1.CMF color build.2.Each pilot run build.3.MP build.17Use one NT1 and NT5 coins to scratch the kick standsurface by 90° with 1Kgf weight.Should be no scratch mark by NT1 and NT5 coins test.To verify the scratch ability by coin test, user might encounter the issue by daily use.(1) Clip fixture with coin (2) 500gf weights☆-EVT~MP each lot.Painting supplier:(1) FAI 首件: 3 pcs(2) IPQC 巡檢:3pcs/3000pcs HTC IQC: 2 pcs Painting/Sub-assy Vendor(噴漆,組立廠)HTC IQCShould provide the test report while project for 1.CMF color build.2.Each pilot run build.3.MP build.無剝離、裂痕、皺紋、異色、魚麟紋、腐蝕性物質-Paints must be no peeling, cracks, wrinkles. discoloration,or scaling.-For light color sample should be check the discolor after done storge test via visual inspection first and can use the meter to judge them by specification of #2 "Finished color".外觀顏色須要確認蛻色問題 after storge and thermal shocktest.☆☆13確認鍍層耐溫性Paints durable,adhesive force andtemp./Humidityresistant.Should provide the test report while project for -CMF color build.-Each pilot run build.-MP build.EVT~MP each lot.5pcs/FAIVendor (噴漆、組立廠)Chamber -Coin scratch test Coin 耐刮測試(For coating onto metal part)Neo: 此測試不需要做DyeingTest (汙染測試)AFP Abrasion test AFP 耐磨測試(For Anti-fingerprint paintonto PVD surface)Neo: 此測試不需要做Vibrational abrasion test (滾石振動研磨測試)Neo: 此測試不需要做Storage (測試樣品須先完成 thermal shock 50cycles) 1. 30min: IMD & Printing surface. -1hr: Tip area. -2hrs: Surface area.-3hrs: Key mats.2. Obvious wear damage can not over 1mm x 1mm. 可接受樣品 Acceptable 不可接受樣品 Unacceptable pass passpass 文件C:\Documents andSettings\bing_lai\桌面\Binder1.pdfOne cycle80℃,85%RH25℃,50%RH(room temperature)3hr 72hr 3hr 2hr TimeOne cycle80℃,85%RH25℃,50%RH-40℃3hr 6hr 6hr 6hr 3hr TimeRev: B21Test ConditionTest CriteriaTest PurposeTest EquipmentPriority Referencetest opportunityRemarkApplied Scope :塗裝 (Painting Process)Test Item18將被測物表面用酒精+乾布擦拭乾淨後,用橡皮擦耐磨機+水管(ABR-2014-01E Nail Scratch edges)+荷重 1 kgf 測試. Apply alcohol to clean the test surface and use water pipe ABR-2014-01E with 1kgf loading to scratch the parting line area.To verify the scratch ability by pipe test, user might encounter the issue by daily use.(1) 橡皮擦耐磨機. Eraser abrasion tester.(2) 水管(ABR-2014-01E Nail Scratch edges) find attaced file for detail 測試方法 and 水管資料如附件☆EVT~MP each lot.For painting supplier (1) FAI 首件: 3 pcs/lot(2) IPQC 巡檢: 3pcs/3000pcsPainting/Sub-assy Vendor(噴漆,組立廠)Should provide the test report while project for 1.CMF color build.2.Each pilot run build.3.MP build.19Bending stress on weak area from core and cavity side directions.Verify the plastic mechanical strength ability.Chamber ☆-EVT~MP each lot.For painting supplier (1) FAI 首件: 3 pcs/lot(2) IPQC 巡檢: 3pcs/3001pcsPainting/Sub-assy Vendor(噴漆,組立廠)Should provide the test report while project for 1.CMF color build.2.Each pilot run build.3.MP build.20Step1. Stand and input/remove device from back pocket,10 timesStep2. Sit down and input / remove device from back pocket, 10 timesStep3. Put device on OA table(Face up) and slide forward and back for 2cm, 1 time.Step4. Put device on OA table(Face down) and slide forward and back for 2cm, 1 time.Step5. Rub device on cloth forward and back for 10 cm,10 timesStep6. Rub device with finer, 10 times (One cycle: Sequence step1~step6)Should be no glossy mark after 500 cycles.Paints duration ability for abrasion. 1. Dummy unit 2. OA table3. Denim Cloth (Levi's 501)☆1. New matte UV paint2. CMFFor paints and painting suppliers (1) New UV paints develping (2) ID CMF lock downPainting/Paints Vendor (噴漆,漆廠)Should provide the test report while project for 1.CMF color build.2. Paints developing.Bending test(測試前請做 ESS 測試 30cycles)Neo: ESS 此測試不需要做Combinable abrasion testsequence(Matte UV under glossy 10degree)Neo: 此測試不需要做Nail scratch 指摳測試(For dual paints parting line)Neo: 此測試不需要做圓管與測試品需垂直Should be >= 500 cycles without paints peeling offFailShould improvingPassC:\Users\Bing_Lai\Desktop\SO-Q-S-654A-橡皮擦耐磨測試機 SOP.pdfFW O ne CD oat gs nd CD ol vi ws m。
涂层附着力划格测试作业指导书
公司logo 作业指导书涂层附着力划格测试作业指导书修改记录:1、目的为了确保测试结果的准确,避免非正规操作测试出较大的人为误差测试结果以及由不规范使用划格刀具引起的人身伤害,特制定本作业指导书。
2、适用范围适用于涂层划格测试作业的所有人员。
3、职责和权限3.1 检测主管:负责检测人员的作业培训及本作业指导书的更新;3.2 检测工程师及检测技术员:负责涂层附着力划格测试、相关测试结果记录及结果判定。
4、定义4.1附着力:两种不同物质接触部分的相互吸引力;4.2 涂层附着力是指漆膜与被涂物表面结合在一起的坚牢程度;4.3漆膜的附着力只能以间接的手段来测定,目前专门测定漆膜附着力的方法分为三大类型:以划格法、划圈法为代表的综合测定法,以拉开法为代表的剥落试验法,用溶剂和软化剂配合使用的测试水试验法;4.4 划百格是涂层划格测试的主要方式。
5、内容5.1 测试前检查测试区域板面是否符合涂层表面平整、颜色均匀、无杂质、无污渍、无划伤、无气泡等其他明显缺陷,如不符合则需重新选择测试区域;5.2 划格刀具可用百格刀或其他锋利的介刀(如美工刀、解剖刀等20~30 度刀锋角度的刀片);5.3为了避免在试验期间试板的变形,应将试板放在刚性平面上;5.4 当涂层厚度不大于60μm 时,选用划格刀片间距1mm的刀具,当涂层厚度大于60μm 时,选用划格刀片间距2mm的刀具;用刀片手工切割时,切割线要求切割成相应间隔距离;5.5将百格刀或介刀的刀刃垂直于测试样板表面,以均匀的压力,切割过程中手要平稳无颤抖和20~50mm/s的切割速度在测试样板涂层面进行切割作业,并确保所有的划切都必须渗透到测试样板底材表面;先在试片涂层上切割6道或11道相互平行的、间距相等(可分为1mm或2mm)的切痕,然后再垂直切割与前者切割道数及间距相同的切痕;5.6切割后,测试板涂层表面将出现25个或100个方格,用软毛刷沿方格的两对角线方向轻轻刷掉切屑;5.7用专用测试胶带(3M 610 ,规格为25.4 mm * 65.8 m)粘贴到被划伤的涂层表面,用手指或者橡皮将胶带压平,压实,保证胶带和涂层之间无气泡、接触良好,胶带的长度至少超过划格处20mm;在3~5秒后拿住胶带的末端使胶带与测试板涂层面成90度,在1秒内,迅速地剥离,揭下胶带;在同一位置重复5~8次;5.8 结论描述,检查测试板划格区域涂层表面情况,根据涂层被剥离的程度来评价附着力等级;如表1所示:表 1 划格法的附着力级别5.9 在试样上至少进行三个不同部位的试验,如果三次结果不一致,差值超过一个等级时,在三个以上不同部位重复以上实验或者另取试样进行试验,要求相互间距与试样边缘的距离不小于5mm,以此结果作为试验的最终结果;5.10 测试完毕,记录相关测试结果,清理测试环境,工具全部归位。
涂层附着力(划格法)标准化作业指导书
工程检测咨询有限公司涂层附着力(划格法)标准化作业指导书一、依据的检测标准及技术要求1.1检测标准(1)《色漆和清漆漆膜的划格试验》GB/T 9286-1998。
1.2技术要求(1)刀具具有规定的形状和刀刃情况良好。
(2)涂层厚度不大于250μm。
二、适用范围适用在以直角网格图形切割涂层穿透至底材时来评定涂层从底材上脱离的抗性的一种试验方法。
该方法不适用于涂层厚度大于250μm的涂层,也不适用于有纹理的涂层。
三、试验目的通过划格法对试件的表面涂层附着力进行检测,以直角网格图形切割涂层穿透至底材时来评定涂层从底材上脱离的抗性,并对结果进行评定。
四、试验原理在试件表面选取三个不同位置,使用百格刀(Q152)切割图形每个方向切割6份,每个方向切割间距应相等,间距为1mm或2mm,形成网格图形。
用毛刷沿网格图形每一条对角线,轻轻地向后扫几次,再向前扫几次。
按均匀的速度拉出一段胶带,除去最前面的一段,然后剪下长约75mm的胶粘带。
把该胶带的中心点放在网格上方,方向与一组切割线平行,然后用手指把胶带在网格区上方的部位压平,胶粘带长度至少超过网格20mm,在贴上胶带5min内,拿住胶带悬空的一端,并在尽可能接近60度的角度,在0.5~1.0秒内平稳的撕离胶带。
通过与规范标准试验结果分级图示进行对比,对试验结果进行评价。
五、仪器设备(1)确保切割刀具具有规定的形状和刀刃情况良好。
①单刀切割刀具的刀刃为20。
~30。
;②六个切割刀的多刀刃切割刀具,刀刃间隔为1mm或2mm。
(2)采用的胶粘带,宽25mm,粘着力(10±1)N/25mm或商定。
(3)手把式放大镜,放大倍数为2倍或3倍。
(4)试板底材,除非另有规定,从GB/T 9271规定的底材中选择一种底材,试板应平整没有变形,试板的尺寸应能允许试验在三个不同位置进行,此三个位置的互相间距与试板边缘间距不小于5mm。
图5.1 仪器设备图六、试验准备(1)将样板放置在坚硬、平直的物面上,以防在试验过程中样板的任何变形。
SOP-009 表面涂层附着度作业指导书 A2
作业名称:设备名称:测量范围:制定: 参考宜家文件:IOS-TM-0002(15章节)
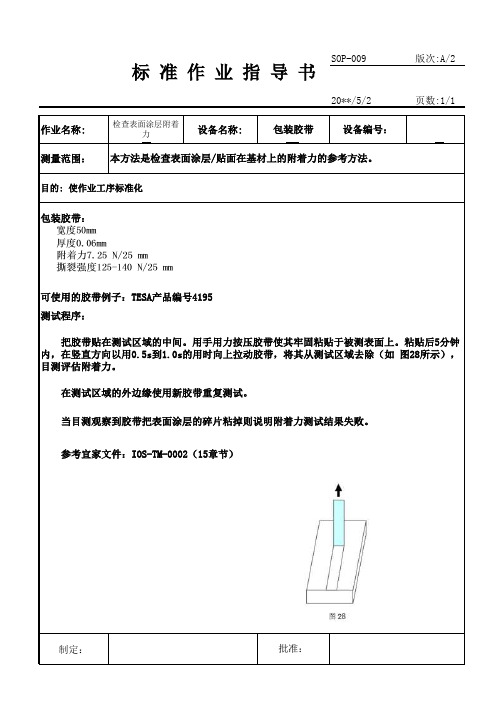
当目测观察到胶带把表面涂层的碎片粘掉则说明附着力测试结果失败。
检查表面涂层附着力批准:测试程序:
把胶带贴在测试区域的中间。
用手用力按压胶带使其牢固粘贴于被测表面上。
粘贴后5分钟内,在竖直方向以用0.5s到1.0s的用时向上拉动胶带,将其从测试区域去除(如 图28所示),目测评估附着力。
可使用的胶带例子:TESA产品编号4195
在测试区域的外边缘使用新胶带重复测试。
目的: 使作业工序标准化
本方法是检查表面涂层/贴面在基材上的附着力的参考方法。
包装胶带:
标 准 作 业 指 导 书
SOP-009版次:A/220**/5/2页数:1/1包装胶带设备编号:。
涂料检测作业指导书
涂料检测作业指导书篇一:油漆检验指导书一汽解放青岛汽车厂质量保证部技术文件编号: IPQC-JYZD-6-2009批准:宋宗强油漆质量检验作业指导书主要内容与适用范围本检验作业指导书规定了汽车零部件及总成产品的油漆涂层的检验内容与技术要求。
本检验作业指导书适用于一汽解放青岛汽车厂自制件及所有外委、外协制件的油漆涂装质量检验。
2引用标准下列标准包括的条文,通过在本检验作业指导书中的引用而构成本检验作业指导书的条文。
在本检验作业指导书发布时,所示版本均为有效。
所有标准都会被修订,使用本检验作业指导书的各方应探讨使用下列标准最新版本的可能性。
本检验作业指导书引用的标准在青汽WindChill系统中可以查阅。
Q/CAYT-12-2007汽车油漆涂层Q/CAYT-13.1-2008 汽车零部件油漆涂层第1部分:载货汽车驾驶室GB/T 6739-2006漆膜硬度铅笔测定法3检验条件3.1检验环境检验在生产现场的检验工位进行。
当异地检验存在争议时,选用的检验场地应符合下述条件:上午10时至下午3时,室外多云的自然光或者与上述光线条件相近的,室内适当亮度的日光灯光,且场地周边不得有影响检验的其他光源反射。
3.2检验人员检验人员辨色力正常,视力在0.8以上(含校正后)。
检验人员应经过培训并得到授权。
3.3检验仪器及量检具3.3.1检验仪器:漆膜测厚仪、光电光泽仪、DOI值测定仪、便携式漆膜硬度计等。
3.3.2量检具:钢板尺、中华牌高级绘图铅笔(H、HB、B三种规格),单面刀片等。
3.3.3所有仪器及量检具应符合计量检定要求,并在有效的检定周期内。
14检验内容4.1表面油漆涂层质量表面油漆(包括装饰性面漆和防护性底漆)涂层质量检验包括:缺漆(露底)、颗粒、流痕、缩孔、起皱、桔皮、杂漆发花、擦伤划痕、砂纸纹、遮盖不良、补漆雾圈、生锈、气泡、坑包、开裂脱落、涂层不干、底材凹凸、胶条堆积等外观缺陷,并检验漆膜硬度、厚度、附着力、鲜映性、光泽参数等。
胶带法测试涂层结合力
测试方法的目标是为了尽早发现层间结合力问题,以尽量防止可能会在以后产生更大的问题。
1.测试的进行–何地与何时--分段阶段
当涂料系统已施工完毕且涂层已完全硬干,就应进行结合力测试。每个分段进行两处测试。一处在
通风良好处,如分段的边缘;一处在通风受到限制,很少有空气流动的区域。
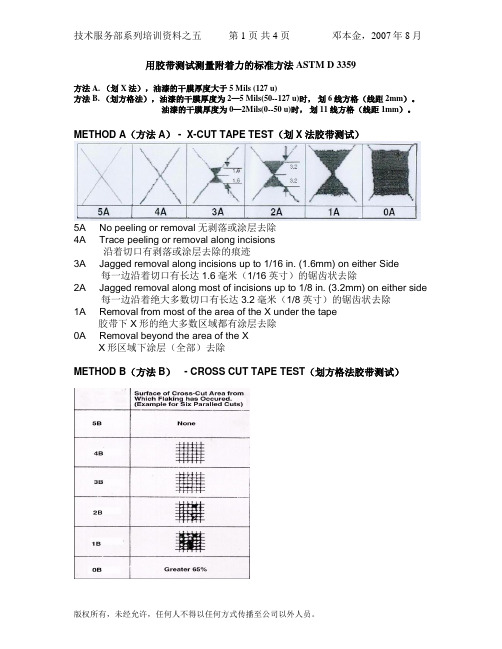
胶带下X形的绝大多数区域都有涂层去除
0A Removal beyond the area of the X
X形区域下涂层(全部)去除
METHOD B
5B The edges of the cuts are completely smooth; none of the squares of the
lattice is detached.切口边缘完全光滑;没有一个四方格子出现剥落。
每一边沿着切口有长达1.6毫米(1/16英寸)的锯齿状去除
2A Jagged removal along most of incisions up to 1/8 in. (3.2mm) oneither side
每一边沿着绝大多数切口有长达3.2毫米(1/8英寸)的锯齿状去除
1A Removal from most of the area of the X under the tape
squares have detached. The area affected is 35 to 65% of the lattice.
沿切口边缘,涂层有长条状剥落,且整个四方格子也有剥落。受影响面积为
35- 65%的格子。
0B Flaking and detachment worse than Grade 1.剥落和剥离状况比1B更糟。
油漆附着力测试作业指导书
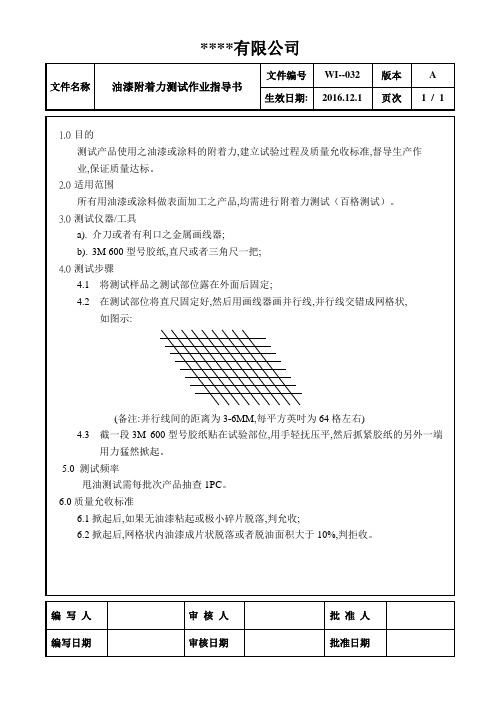
如图示:
(备注:并行线间的距离为3-6MM,每平方英吋为64格左右)
4.3截一段3M 600型号胶纸贴在试验部位,用手轻抚压平,然后抓紧胶纸的另外一端用力猛然掀起。
5.0测试频率
甩油测试需每批次产品抽查1PC。
6.0质量允收标准
6.1掀起后,如果无油漆粘起或极小碎片脱落,判允收;
6.2掀起后,网格状内油漆成片状脱落或者脱油面积大于10%,判拒收。
编写核日期
批准日期
1.0目的
测试产品使用之油漆或涂料的附着力,建立试验过程及质量允收标准,督导生产作
业,保证质量达标。
2.0适用范围
所有用油漆或涂料做表面加工之产品,均需进行附着力测试(百格测试)。
3.0测试仪器/工具
a).介刀或者有利口之金属画线器;
b).3M 600型号胶纸,直尺或者三角尺一把;
4.0测试步骤
4.1将测试样品之测试部位露在外面后固定;
印刷涂层附着力测试作业指导书
5.1 将样本表面清洁干净。
5.2 用界刀在测试面上界出10条1.5mm宽的平行线。
5.3 再用界刀界出10条1.5mm宽的平行线,且与以上垂直,形成1.5×1.5mm的方格。
5.4 将界出的碎屑吹干净.
5.5 用3m#810胶纸紧粘在已界方格的测试面上停留60s±30s,然后在距测试面2cm高度、平行测试面向外用力拉脱胶带。
1B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积在35%~65%之间;
0B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积大于65%。
附注:1视具体的被测试面积的大小而决定所界多少行与列。
2当被测面凹凸不平时不需界线条
编制:***
Hale Waihona Puke 审核:***批准:***6.3结果判定: 要求附着力3B以上为合格,对照如下:
5B-划线边缘光滑,在划线的边缘及交叉点处均无油漆脱落;
4B-在划线的交叉点处有小片的油漆脱落,且脱落总面积小于5%;
3B-在划线的边缘及交叉点处有小片的油漆脱落,且脱落总面积在5%~15%之间;
2B-在划线的边缘及交叉点处有成片的油漆脱落,且脱落总面积在15%~35%之间;
******有限公司
印刷涂层附着力测试作业指导书
文 件 编 号
***-***
版 本 号
V1.0
生 效 日 期
****.**.**
页 次
第 1 页 共2页
1.目的:
为规范******有限公司印刷涂层附着力测试检验,确保关联产品符合相关质量要求,制定本文件。
2.适用范围:
适用于******有限公司印刷涂层附着力测试检验的工作。
编制:***
审核:***
喷漆件检验作业指导书
喷漆件检验作业指导书一、引言喷漆件是指在制造过程中需要进行喷涂处理的零部件,喷漆件的质量直接影响到产品的外观和质量。
为了确保喷漆件的质量,我们制定了本作业指导书,旨在提供相关的检验方法和标准,以保证喷漆件的质量符合要求。
二、检验目的本作业指导书的检验目的是为了:1. 确保喷漆件的外观质量符合设计要求;2. 检查喷漆件的涂层附着力,以确保其耐久性;3. 检验喷漆件的涂层厚度,以确保其符合设计要求;4. 检查喷漆件的表面平整度,以确保其外观无明显缺陷。
三、检验设备和工具1. 喷漆件样品2. 表面平整度检测仪3. 涂层附着力测试仪4. 涂层厚度测量仪5. 光源和放大镜6. 喷漆件外观检验表格四、检验步骤1. 外观检验a. 将喷漆件样品放置在光源下,使用放大镜检查外观是否有明显的划痕、气泡、凹陷等缺陷。
b. 根据喷漆件外观检验表格,记录下检查结果。
2. 表面平整度检验a. 使用表面平整度检测仪对喷漆件进行检测,根据设备指导书操作。
b. 根据检测结果,判断喷漆件的表面平整度是否符合要求。
3. 涂层附着力检验a. 使用涂层附着力测试仪对喷漆件进行检测,根据设备指导书操作。
b. 根据检测结果,判断喷漆件的涂层附着力是否符合要求。
4. 涂层厚度检测a. 使用涂层厚度测量仪对喷漆件进行检测,根据设备指导书操作。
b. 根据检测结果,判断喷漆件的涂层厚度是否符合要求。
五、检验标准1. 外观检验标准:a. 表面无明显划痕、气泡、凹陷等缺陷;b. 涂层颜色均匀、无色差。
2. 表面平整度检验标准:a. 喷漆件表面平整度误差在允许范围内。
3. 涂层附着力检验标准:a. 涂层附着力达到设计要求,无脱落现象。
4. 涂层厚度检测标准:a. 涂层厚度符合设计要求。
六、检验结果记录与评定根据检验步骤中的检测结果,将检验结果记录在喷漆件外观检验表格中,评定喷漆件是否合格。
七、检验报告根据检验结果,编写检验报告,包括喷漆件的外观检验结果、表面平整度检验结果、涂层附着力检验结果和涂层厚度检测结果。
喷漆件检验作业指导书

喷漆件检验作业指导书引言概述:喷漆件检验是生产过程中必不可少的环节,它可以确保喷漆件的质量符合标准要求,提高产品的质量和可靠性。
本文将详细介绍喷漆件检验的作业指导书,帮助操作人员正确进行检验工作。
一、检查外观质量1.1 确保表面平整:检查喷漆件表面是否存在凹凸不平或者气泡等缺陷,确保表面平整。
1.2 检查颜色一致性:检查喷漆件的颜色是否均匀一致,避免出现色差。
1.3 检查涂层厚度:使用涂层厚度测量仪器检查涂层的厚度是否符合标准要求。
二、检查涂层附着力2.1 使用划痕测试:在喷漆件表面进行划痕测试,检查涂层的附着力是否良好。
2.2 湿度测试:检查喷漆件在潮湿环境下的附着力情况,确保涂层不易脱落。
2.3 使用拉伸测试:进行拉伸测试,检查涂层在受力情况下的附着力。
三、检查涂层硬度3.1 使用硬度计:使用硬度计测量喷漆件涂层的硬度,确保硬度符合标准要求。
3.2 硬度测试方法:根据涂层材料的不同,选择合适的硬度测试方法,确保测试结果准确。
3.3 硬度测试标准:遵循相关硬度测试标准,确保测试结果可靠。
四、检查涂层耐腐蚀性4.1 盐雾测试:进行盐雾测试,检查喷漆件涂层的耐腐蚀性。
4.2 化学耐蚀性测试:使用化学试剂进行测试,检查涂层对化学腐蚀的抵抗能力。
4.3 环境腐蚀测试:将喷漆件置于不同环境条件下,检查涂层的耐腐蚀性能。
五、检查涂层耐磨性5.1 磨损测试:进行磨损测试,检查涂层的耐磨性能。
5.2 磨损测试方法:选择合适的磨损测试方法,如砂轮磨损测试或者磨料纸磨损测试。
5.3 磨损测试标准:遵循相关磨损测试标准,确保测试结果准确可靠。
结论:喷漆件检验是确保产品质量的重要环节,正确的检验方法和标准可以有效提高产品的质量和可靠性。
操作人员应根据作业指导书进行检验工作,确保喷漆件的质量符合标准要求。
喷漆件检验作业指导书
喷漆件检验作业指导书一、引言喷漆件是指经过喷涂工艺处理的零件,通常用于汽车、电子产品等行业。
为了确保喷漆件的质量和外观,检验作业是必不可少的环节。
本作业指导书旨在提供详细的检验流程和标准,以确保喷漆件的质量符合要求。
二、检验设备和工具1. 目视检查工具:如放大镜、光源等,用于检查喷漆件表面的缺陷、划痕等。
2. 厚度测量仪:用于测量喷漆件的涂层厚度,以确保涂层符合要求。
3. 色差仪:用于测量喷漆件的颜色差异,以确保颜色一致性。
4. 涂层附着力测试仪:用于测试涂层与基材的附着力,以确保涂层牢固。
三、检验流程1. 目视检查a. 使用目视检查工具仔细观察喷漆件表面,检查是否有气泡、划痕、颜色不均等表面缺陷。
b. 记录并分类缺陷,如气泡、划痕、颜色不均等。
c. 根据相关标准确定缺陷的容许范围,判定是否合格。
2. 厚度测量a. 使用厚度测量仪测量喷漆件的涂层厚度。
b. 将测量结果与规定的涂层厚度范围进行比较,判定是否合格。
c. 记录测量结果,包括涂层厚度和合格与否的判定。
3. 色差检测a. 使用色差仪测量喷漆件的颜色差异。
b. 将测量结果与规定的颜色差异范围进行比较,判定是否合格。
c. 记录测量结果,包括颜色差异和合格与否的判定。
4. 涂层附着力测试a. 使用涂层附着力测试仪进行涂层附着力测试。
b. 根据测试结果判定涂层与基材之间的附着力是否符合要求。
c. 记录测试结果,包括附着力测试值和合格与否的判定。
四、检验标准1. 目视检查标准a. 气泡:直径小于2mm,数量不超过5个/平方米。
b. 划痕:长度小于10mm,数量不超过3个/平方米。
c. 颜色不均:颜色差异小于1级。
2. 厚度测量标准a. 涂层厚度:根据设计要求和相关标准确定涂层厚度范围。
3. 色差检测标准a. 颜色差异:根据设计要求和相关标准确定颜色差异范围。
4. 涂层附着力测试标准a. 附着力测试值:根据设计要求和相关标准确定涂层附着力的要求。
五、记录和报告1. 检验记录a. 记录每个喷漆件的检验结果,包括目视检查、厚度测量、色差检测和涂层附着力测试的结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
察掉料情况。
2 取一张平整的纸片,用双面胶 贴一小块,面积略大于上步骤 打的圆片,将极片固定在双面 胶上,图2。
※样品应平整、无油污、无损伤、边 缘无毛刺。
固定极片 划割极片表面
刷去表面浮粉 观察划割处掉粉情况
3 用划格器在极片上横向、竖向 ※使用划格器划格时用力要均匀,应 用力划割出如图3的小格(每小 用平稳的手法划出平行的直线。 格的面积为2×2mm),并用毛 刷轻轻刷去表面浮粉,图4
OK
5
3
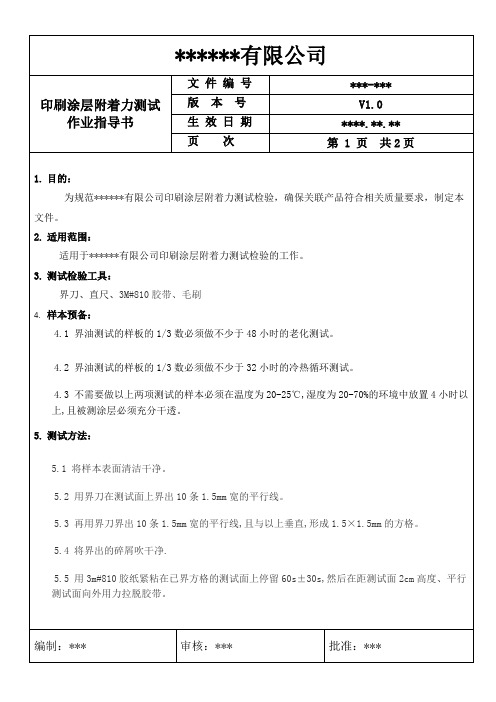
沿着切口的边和方格部分有涂层脱落
15-35% OK警界值
4
沿着切口的边,涂层长条式地脱落
35-65%
NG
5
涂层长条式地严重脱落
>65%
NG
工序名称:
附着力测试
图示
检验作业指导书
适用产品类别:
检验步骤
检验要点
1
放极片
2
1 在正式涂布前或涂布过程中取 ※每次首检时随机抽取两小片进行抽
一片涂好的单面或双面极片放 样检测。
在打孔机上,用脚踏住启动开
关大于5秒钟,从打孔机中取出
一定规格的圆片,图1。
※涂布首检测敷料附着力:涂布好后
拿电吹风吹干极片,划割极片表面观
3
4 用放大镜观察极片划割表面, 图5。对照“实验结果分级”标 准对产品作出判断。
5 完毕后,清理台面,将极片与
废纸片分类回收。
4
划格试验评级表
等级
涂层脱落程度
脱落涂层面积 与划格面积的 判定结果 百分比(%)
0
切口的边完全平滑,格子上没有方格脱落
0
OK
1
在交叉点,有小的片状涂层脱落
≤5%
Байду номын сангаасOK
2 沿着切口的边和交叉点,有小的片状涂层脱落 5-15%