铸造铝合金的性能
铸造铝合金的物理性能简介

铸造铝合金的物理性能简介铝合金是一种广泛应用于工业生产和日常生活中的材料。
其特点包括轻质、高强度、耐腐蚀、导热性好以及可塑性强等。
本文将简要介绍铸造铝合金的物理性能,帮助读者更好地了解和应用该材料。
1. 密度和重量特性铸造铝合金相对于其他金属材料,具有较低的密度,约为 2.7g/cm³。
它的轻质特性使得铸造铝合金在汽车、飞机等领域中广泛应用,能够减轻整体结构的重量,提高燃油效率。
2. 强度和机械性能铸造铝合金具有较高的强度,能够满足许多工业制造的需求。
铝合金的屈服强度通常在150-380MPa之间,抗拉强度可高达300-550MPa。
此外,铸造铝合金具有良好的抗疲劳性能,在长时间的使用中仍能保持较高的强度。
3. 导热性能铸造铝合金的导热性能优异,远远超过其他常见的金属材料。
这使得铝合金在工业制冷和热交换器等领域得到广泛应用。
铝合金的高导热性能还使得它在制造高速列车和电子设备的散热器时备受青睐。
4. 耐腐蚀性能铸造铝合金具有良好的耐腐蚀性能,能够在潮湿环境中长时间保持表面的光洁和稳定。
这一特性使铝合金成为制造飞机、汽车等需求高耐腐蚀性材料的优选。
5. 可塑性和加工性能铸造铝合金具有良好的可塑性和加工性能,易于进行成型和加工。
它可以通过压铸、锻造、挤压等方法制造成各种复杂形状的零部件。
同时,铝合金也适合进行焊接、切割、钻孔等二次加工操作,能够满足不同应用领域的需求。
6. 磨损和疲劳性能铸造铝合金经过适当处理和合金化可以提高其磨损和疲劳性能。
这使得铝合金在制造高速运动部件、发动机零部件等高磨损和高应力工作环境下的应用更为广泛。
总结:铸造铝合金具有轻质、高强度、耐腐蚀、导热性好以及可塑性强等一系列优良的物理性能。
这些特点使得铝合金在汽车、航空航天、建筑等各个领域得到广泛应用。
同时,针对特定需求,通过合理的合金化和处理方法,铝合金的性能还可以进一步得到改善。
掌握铸造铝合金的物理性能,将有助于更好地应用和发展这一材料,推动创新和进步。
铸造铝合金的特点
铸造铝合金的特点
1. 铸造铝合金呀,那可真是轻得很呢!就好比一片羽毛,却有着强大的力量。
你看那汽车的零部件,很多不就是用铸造铝合金做的嘛,能让车子跑起来更轻快!
2. 铸造铝合金的强度也不赖呀!就像一个小小的勇士,默默承受着各种压力。
想想那些飞机上的部件,不就是靠它来保证安全的嘛!
3. 它的耐腐蚀性也很棒哦!就如同一位忠诚的卫士,不怕风吹雨打。
像那些长期在户外的设备,不就因为它才保持良好状态嘛!
4. 铸造铝合金还特别好加工呢,简直就像一块柔软的泥巴,你想怎么捏就怎么捏。
各种奇奇怪怪的形状都能轻松做出来!
5. 它的导热性也不错呀,就好像是热量的超级通道。
一些需要散热的电器用它,那效果杠杠的!
6. 铸造铝合金的稳定性那可是杠杠的啊!仿佛是一个坚守岗位的士兵,纹丝不动。
在各种复杂环境下都能稳稳的呢!
7. 哎呀,铸造铝合金的回收性也很强呢!就像一个可以循环利用的宝贝。
用旧了还能再变回新的一样,多环保呀!
8. 铸造铝合金的外观还可以很漂亮呢!如同一个会打扮的美人。
让产品一下子就吸引人的眼球呀!
9. 铸造铝合金真的很厉害呀,在很多方面都有着出色的表现。
所以说呀,在各种领域都能看到它的身影,真是我们的好帮手!
观点结论:铸造铝合金具有诸多优秀特点,实用价值非常高!。
铸造铝合金力学性能
铸造铝合金力学性能铝合金的力学性能与其合金分类、铸造方法、热处理状态等因素有关。
合金代号是由“ZL”和三个数字组成,其中第一位数字表示合金系列,第二、三位数字表示顺序号。
优质合金在代号后附加字母“A”。
铸造方法有砂型、金属型和熔模铸造。
热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
不同的热处理状态可提高合金的强度、硬度、塑性和抗腐蚀性能。
铝硅系铸造铝合金的力学性能如下表所示:合金牌号为ZAlSi7MgZL101、ZAlSi7MgAZL101A、ZAlSi12ZL102和ZAlSi9MgZL104,铸造方法包括砂型、金属型和熔模铸造,热处理状态包括铸态、人工时效、退火、固溶处理加自然时效、固溶处理加人工时效和稳定化处理。
其中,ZAlSi7MgAZL101A在代号后附加字母“A”,表明是优质合金。
不同的铸造方法和热处理状态对合金的力学性能有影响,需要根据具体情况选择合适的工艺。
抗拉强度Rm/MPa、伸长率A/%、布氏硬度HBW是衡量合金材料性能的重要指标。
以下是各种合金状态下的性能参数:合金牌号合金代号铸造方法合金状态抗拉强度Rm/MPa 伸长率A/% 布氏硬度HBWZAlSi5Cu1Mg ZL105J SB、RB、KB F 155 2 50ZAlSi5Cu1Mg AZL105A S、R、K T2 135 2 45ZAlSi8Cu1Mg ZL106 JB SB、RB、KB T4 185 4 50ZAlSi7Cu4 ZL107 SB S T4 175 4 50ZAlSi12Cu2Mg ZL108 J ZAISi12Cu1Mg INil T5 205 2 50ZAlSi12Cu1Mg INil ZL109 J T5 195 2 60ZAlSi5Cu6Mg ZL110 S ZAISi5Cu6Mg T5 195 2 60ZAlSi9Cu2Mg ZL111 SB SB、R、K T6 225 2 60ZAlSi5Zn1Mg ZL115 J T7 195 1 65ZAlSi5Cu1Mg ZL116 S T8 245 4 70ZAlSi7Cu2Mg - - - 165 - -ZAlSi8MgBe ZL116 J - - 245 2 60ZAlSi7Cu2Mg - - - - 125 - 70通过表格可以看出,不同合金状态下的性能参数有所差异。
铸造高强铝合金的焊接性能

铸造高强铝合金的焊接性能ZL~107A铸造铝合金是Al~Si~Cu系铸造高强铝合金。
经T5状态热处理后强度可达σb=420~470MPa.在制造大型、高强、复杂关键的工程结构出现缺陷时需要补焊。
其焊缝亦要求和母材等强度。
因ZL~107A系在ZL~107基础上通过添加多元微量元素合金化而成,对ZL~107A铸造合金的成分、组织、性能及焊接工艺进行了研究。
随着现代工程结构向大型、复杂、高强度发展,优质铝合金铸件应用日益增多。
对铝合金的综合性能提出了更高的要求。
它集中体现在要求具有较高力学性能的同时,又要具有优异的铸造性能。
Al-Si-Cu系铸造铝合金结合了Al-Cu 系合金力学性能好和Al-Si系铸造铝合金铸造性能好的优点,因而一直是铸造高强铝合金的研究重点。
美国的BAE354,前苏联的B124均属Al-Si-Cu系高强铸造铝合金,具有优异的力学性能和良好的铸造性能。
我国的ZL-107亦属此系合金。
ZL-107中含Cu量较高,故合金的性能还有潜力可挖。
通过添加Mg、Zn、Cu、Ti等多种微量元素对合金进行综合强化,获得了一种铸造高强铝合金ZL-107A.合金性能由原来的σb=280~320MPa,σ0.2=210~230MPa,δs=3%~4%分别提高到σb=420~470MPa,σ0.2=325~390MPa,δs=4%~6%,从而使该合金在现代大型、复杂铝合金铸件的生产上获得应用。
但是,该种合金的可焊性如何,需要通过焊接工艺进行检验。
1 合金的成分合金的成分如表1所示。
将试件预热到200~250℃,采用较小电流以待焊处表面刚出现发亮的液斑时填入焊丝熔滴,待熔滴刚润湿焊缝时即将焊缝处电弧向前移动。
这样焊的结果是熔池凝固速度快。
晶粒较细,有利于提高焊缝的机械性能。
这种焊接工艺采用的电流约为180A左右。
从母材的成分看来,该系Al-Si-Cu合金,Si和Cu对焊接性无不利影响。
而Mg含量在0.1%~0.2%之间,其含量较小,也对焊接性影响不大。
各种牌号铸造铝合金的主要特点及用途
各种牌号铸造铝合金的主要特点及用途ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。
适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。
主要采用砂型铸造和金属型铸造。
Zl101A由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。
其使用量目前仅次于ZL102。
多采用砂型和金属型铸造.Zl102这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。
不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。
Zl104因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造.Zl105、ZL105A由于加入了Cu,降低了Si的含量,其铸造性能和焊接性能都比ZL104差,但室温和高温强度、切削加工性能都比ZL104要好,塑性稍低,抗蚀性能较差.适合用作形状复杂、尺寸较大、有重大负荷的动力结构件。
如增压器壳体、气缸盖、气缸套等零件.Zl105A是降低了ZL105的杂质元素Fe的含量,提高了合金的强度,具有比ZL105更好的力学性能,多采用铸造优质铸件。
ZL106由于提高了Si的含量,又加入了微量的Ti、Mn,使合金的铸造性能和高温性能优于ZL105气密性、耐蚀性也较好,可用作一般负荷的结构件及要求气密性较好和在较高温度下工作的零件,主要采用砂型和金属型铸造.ZL107ZL107有优良的铸造性能和气密性能,力学性能也较好,焊接和切削加工性能一般,抗蚀性能稍差,适合制作承受一般动负荷或静负荷的结构件及有气密性要求的零件。
铸造铝硅合金特性和分类
2.3.1 铸造铝合金的一般特性为了获得各种形状与规格的优质精密铸件.用于铸造的铝合金必须具备以下特性,其中最为关键的是流动性和可填充性。
(1) 有填充狭槽窄缝部分的良好流动性;(2) 有适应其他许多金属所要求的低熔点:(3)导热性能好,熔融铝的热量能快速向铸模传递,铸造周期较短;(4) 熔体中的氢气和其他有害气体可通过处理得到有效的控制;(5)铝合金铸造时,没有热脆开裂和撕裂的倾向:(6)化学稳定性好,有高的抗蚀性能;(7)不易产生表面缺陷,铸件表面有良好的光泽和低的表面粗糙度,而且易于进行表面处理;(8)铸造铝合金的加工性能好,可用压模、硬(永久)模、生砂和干砂模、熔模、石膏型祷造模进行铸造生产,也可用真空铸造、低压和高压铸造、挤压铸造、半固态铸造、离心铸造等方法成形,生产不同用途、不同品种规格、不同性能的各种铸件。
2.3.2铸造铝合金的牌号与状态表示方法铸造铝合金可分为热处理强化型和非热处理强化型两大类。
目前,世界各国已开发出了大量洪铸造的铝合金,但目前基本的合金只有以下6类:(1)A1-Cu铸造铝合金;(2)Al-Cu-Si铸造铝合金;(3)Al-Si铸造铝合金;(4)Al-Mg铸造铝合金;(5)A1-zn-Mg铸造铝合金;(6)Al-Sn铸造铝合金:铸造铝合金系目前国际上无统一标准,各国(公司)都有自己的合金命名及术语,下面分别简述如下。
2.3.2.1 中国铸造铝合金的牌号与状态表示方法(1)按GB8063规定,铸造铝合金牌号用化学元素及数字表示,数字表示该元素的平均含量。
在牌号的最前面用“z”表示铸造,例如ZAISi7Mg,表示铸造铝合金,平均含硅量为7%,平均含镁量小于1%。
另外还有用合金代号表示法,合金代号由字母“z”、“L”(分别是“铸”、“铝”的汉语拼音第一个字母)及其后的三位数字组成。
zL后面第一个数字表示台金系列.其中1、2、3、4分别表示铝硅、铝铜,铝镁.铝锌系列合金,ZL舌面第二位、第三位两个数字表示顺字号。
几种铸造铝合金的铸造性能及力学性能分析
几种铸造铝合金的铸造性能及力学性能分析罗佳;孙亮【摘要】主要对3种铸造铝合金的铸造性能和力学性能进行研究对比.第一种是铝硅系的铸造铝合金,假设为A(ZL101,Al-7.1%Si-0.3%Mg);第二种是铝镁系的铸造铝合金,假设为B(ZL301,Al-10.0%Mg-0.09%Ti);第三种是最近新研制调配出的低镁低硅铝合金,假设为C(Al-2.5%Si-2.1%Mg-0.8%Mn-0.2%Cr).通过试验及结果对比可知,这3种铝合金的抗拉强度、屈服强度、断后伸长率都表现出极好的强度,即具有很好的力学性能.其中,合金A的铸造性能良好;合金B的铸造性能、抗应力能力较差;低镁低硅的铝合金C的性能比较均衡,表现出很高的综合性能.【期刊名称】《现代制造技术与装备》【年(卷),期】2017(000)004【总页数】2页(P30,32)【关键词】铝合金;铸造性能;力学性能【作者】罗佳;孙亮【作者单位】池州职业技术学院,池州 247000;池州职业技术学院,池州 247000【正文语种】中文就传统制造行业来说,普遍用到的铸造铝合金分为两大类。
一类是铝硅合金(如ZL101),可使用热处理强化后提高强度,延伸塑性[1]。
该合金的铸造性能优良,流动性好,较小的线收缩率,较低的热裂倾向,较高的气密性,但有产生缩孔的隐患,广泛应用于我国船舰雷达天线底座、泵外壳、齿轮箱、仪表壳等地方。
铝硅合金对海水腐蚀抗性较差,即便涂了防腐漆,也容易产生不规律的点片腐蚀。
另一类则是铝镁合金(如ZL301)对海水具有较强的抗腐蚀性能,铸造性能相对较差,且存在应力腐蚀倾向。
这两类铸造铝合金均不能满足舰船某些构件的应用需要。
因此,研制一种新型铸造铝合金,使其铸造工艺性能、力学性能及耐蚀性(包括抗应力腐蚀性能)等综合性能良好,满足舰船用铸造合金的要求,具有重大的国防意义[2]。
试验材料为A(ZL101,Al-7.1%Si-0.3%Mg)、B(ZL301,Al-10.0%Mg-0.09%Ti)及新近研制开发的低镁低硅铝合金C(Al-2.5%Si-2.1%Mg-0.8%Mn-0.2%Cr),均为砂型铸造[3],分别通过细砂铸件铸造铝合金板试验,浇注温度为750℃。
铸造铝合金力学性能
SB
F
165
2
65
SB
T6
245
2
90
J
F
195
2
70
J
T6
275
100
ZAISi12Cu2Mgl
ZL108
J
Tl
195
——
85
J
T6
255
——
90
ZAISi12CulMgINil
ZL109
J
T1
195
90
J
T6
245
——
100
ZAISi5Cu6Mg
ZL110
S
F
125
——
80
J
F
155
——
铸造铝合金的力学性能
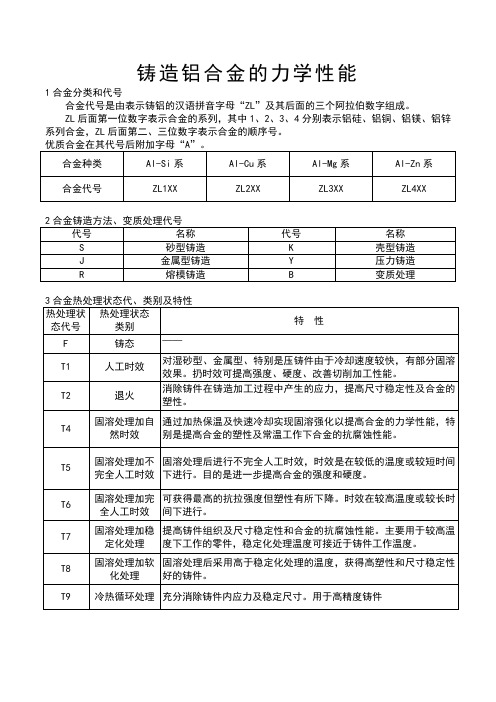
1合金分类和代号
合金代号是由表示铸铝的汉语拼音字母“ZL”及其后面的三个阿拉伯数字组成。
ZL后面第一位数字表示合金的系列,其中1、2、3、4分别表示铝硅、铝铜、铝镁、铝锌系列合金,ZL后面第二、三位数字表示合金的顺序号。
优质合金在其代号后附加字母“A”。
合金种类
Al-Si系
Al-Cu系
T2
退火
消除铸件在铸造加工过程中产生的应力,提高尺寸稳定性及合金的塑性。
T4
固溶处理加自然时效
通过加热保温及快速冷却实现固溶强化以提高合金的力学性能,特别是提高合金的塑性及常温工作下合金的抗腐蚀性能。
T5
固溶处理加不完全人工时效
固溶处理后进行不完全人工时效,时效是在较低的温度或较短时间下进行。目的是进一步提高合金的强度和硬度。
T9
冷热循环处理
充分消除铸件内应力及稳定尺寸。用于高精度铸件
各种铸造铝合金牌号的主要特点及应用
各种铸造铝合金牌号的主要特点及应用铝合金是一种常见的铸造材料,具有轻量化、高强度、良好的成形性等优点。
不同牌号的铝合金具有不同的特点和应用,下面将介绍几种常见的铸造铝合金牌号。
1.A380铝合金A380铝合金具有优良的流动性和耐腐蚀性能,是一种常用的铸造铝合金。
它具有良好的加工性,可用于压铸工艺制造各种复杂形状的零件。
A380铝合金还具有较高的机械性能和良好的表面质量,广泛应用于汽车、航空航天等行业的零部件制造。
2.ADC12铝合金ADC12铝合金是一种常用的压铸铝合金,具有优异的强度和耐磨性能。
它具有较高的放热能力和导热性能,适用于制造需要耐高温和抗磨损的零部件。
ADC12铝合金也具有较好的表面质量和良好的抗氧化性能,广泛应用于汽车发动机缸盖、摩托车发动机壳体等高强度零部件的制造。
3.A356铝合金A356铝合金是一种常用的高强度铝合金,具有良好的塑性和可焊性。
它具有较高的比强度和耐热性能,适用于制造要求高强度和高耐热性的零部件。
A356铝合金也具有良好的表面质量和抗氧化性能,常用于制造飞机零件、汽车零部件和船舶零件等。
4.6061铝合金6061铝合金是一种常用的热处理铝合金,具有优异的强度和耐蚀性能。
它具有良好的可焊性和加工性,适用于制造要求高强度和高精度的零部件。
6061铝合金也具有较好的抗氧化性能和耐候性,广泛应用于航空、汽车、船舶和建筑等领域。
5.7075铝合金7075铝合金是一种常用的高强度铝合金,具有优异的机械性能和抗腐蚀性能。
它具有较高的比强度和耐磨性能,适用于制造需要在恶劣环境下工作的零部件。
7075铝合金还具有良好的抗氧化性能和耐候性,广泛应用于航空航天、车辆和运动器材等领域。
总之,不同牌号的铸造铝合金具有不同的特点和应用。
选择合适的铝合金牌号可以满足不同零部件的要求,提高产品的质量和性能。
希望以上信息对您有所帮助。
205a铸造铝合金特点

205a铸造铝合金特点铸造铝合金是一种常见的金属加工方法,其特点主要包括以下几个方面:1. 轻量化:铝合金具有较低的密度,是传统铸造材料的1/3,因此铸造铝合金制品相对轻巧,适用于要求重量轻、节能环保的领域。
比如,汽车、航空航天、电子等行业广泛应用铸造铝合金材料。
2. 良好的机械性能:铝合金具有较高的强度、刚度和韧性,可以满足不同工程领域的使用要求。
铸造铝合金在高温下保持较好的强度和抗疲劳性能,适合在高温环境下工作的应用。
3. 良好的导热性能:铝合金具有良好的导热性能,可以快速传递热量,散热效果好。
因此,铸造铝合金常用于制造散热器、发动机缸体等需要散热的零部件。
4. 良好的导电性能:铝合金具有良好的导电性能,可以广泛应用于电子行业。
铸造铝合金可以制造电子设备外壳、电线电缆等需要导电的部件。
5. 耐腐蚀性:铝合金具有良好的耐腐蚀性,可以在大气中形成一层致密的氧化膜,起到防止进一步腐蚀的作用。
此外,铸造铝合金还可以通过表面处理,如阳极氧化、涂层等,进一步提高其耐腐蚀性能。
6. 成型性好:铸造铝合金具有良好的流动性和凝固性能,可实现复杂形状的铸造。
铝合金的液相区较大,凝固收缩小,有利于铸造形成完整的铸件。
同时,铝合金在凝固过程中具有较低的固液相变温度范围,有利于减小热应力,减少铸件变形和缺陷。
7. 可回收再利用:铝合金是一种可回收再利用的材料,可以通过熔炼再次铸造成型,减少资源浪费,符合可持续发展的要求。
总结起来,铸造铝合金具有轻量化、良好的机械性能、导热性能、导电性能、耐腐蚀性、成型性好和可回收再利用等特点,广泛应用于各个工程领域。
随着科技的进步和铸造工艺的不断改进,铸造铝合金的特点将进一步增强,为各行各业带来更多的创新和发展机会。
各种牌号铸造铝合金的主要特点及用途
各种牌号铸造铝合金的主要特点及用途铸造铝合金是一种常见的金属铸造材料,其主要特点有以下几个方面:1.重量轻:铝合金相对于其他金属材料来说,具有较低的密度,因此重量轻。
这使得铝合金在航空航天、汽车和运动器材等领域有广泛的应用。
2.良好的可塑性:铸造铝合金具有良好的可塑性,可以通过热压、冷挤压等加工工艺进行成型。
这使得铝合金可以制造出各种形状的产品,满足不同工业领域的需求。
3.高强度:虽然铝的密度较低,但铸造铝合金的强度相对较高。
通过合理的合金化和热处理工艺,可以提高铝合金的强度,满足不同工程应用的需要。
4.良好的导热性:铝合金具有良好的导热性能,可以快速传导热量。
这使得铝合金在电子设备散热、炉具制造等领域有广泛的应用。
5.耐腐蚀性:铸造铝合金具有较好的抗腐蚀性能,可以在潮湿、腐蚀环境下长期使用。
这使得铝合金在海洋工程、建筑物外墙等领域得到广泛应用。
6.易加工和可回收性:铝合金易于加工成型,可通过铸造、挤压、锻造等多种工艺制造成型。
同时,铝合金也具有良好的可回收性,可以回收再利用,减少资源浪费。
不同牌号的铸造铝合金具有不同的成分和性能特点,因此具有不同的用途:1.A356铸造铝合金:A356铝合金具有较高的强度和良好的耐蚀性,常用于制造航空航天领域的零部件、汽车引擎外壳和高性能运动器材等。
2.A413铸造铝合金:A413铝合金具有良好的流动性和耐热性,适用于制造各种复杂形状的铸件,如汽车发动机零部件、船舶部件等。
3.A380铸造铝合金:A380铝合金具有较高的强度和良好的液态流动性,广泛应用于汽车零部件、厨具、电子设备外壳等。
4.ADC12铸造铝合金:ADC12铝合金具有良好的机械性能和耐热性,常用于制造汽车零部件、电动工具外壳等。
5.6061铸造铝合金:6061铝合金具有较高的强度和良好的耐蚀性,广泛应用于航空航天、船舶制造、建筑物外墙等领域。
总之,铸造铝合金具有重量轻、可塑性好、高强度、良好的导热性、耐腐蚀性强、易加工和可回收等特点,不同牌号的铝合金具有不同的用途,可以满足各个领域的需求。
铝合金铸造工艺

铝合金铸造工艺一、铸造概论铝合金铸造的种类如下:由于铝合金各组元不同;从而表现出合金的物理、化学性能均有所不同;结晶过程也不尽相同..故必须针对铝合金特性;合理选择铸造方法;才能防止或在许可范围内减少铸造缺陷的产生;从而优化铸件..1、铝合金铸造工艺性能铝合金铸造工艺性能;通常理解为在充满铸型、结晶和冷却过程中表现最为突出的那些性能的综合..流动性、收缩性、气密性、铸造应力、吸气性..铝合金这些特性取决于合金的成分;但也与铸造因素、合金加热温度、铸型的复杂程度、浇冒口系统、浇口形状等有关..1 流动性流动性是指合金液体充填铸型的能力..流动性的大小决定合金能否铸造复杂的铸件..在铝合金中共晶合金的流动性最好..影响流动性的因素很多;主要是成分、温度以及合金液体中存在金属氧化物、金属化合物及其他污染物的固相颗粒;但外在的根本因素为浇注温度及浇注压力俗称浇注压头的高低..2 收缩性收缩性是铸造铝合金的主要特征之一..一般讲;合金从液体浇注到凝固;直至冷到室温;共分为三个阶段;分别为液态收缩、凝固收缩和固态收缩..合金的收缩性对铸件质量有决定性的影响;它影响着铸件的缩孔大小、应力的产生、裂纹的形成及尺寸的变化..通常铸件收缩又分为体收缩和线收缩;在实际生产中一般应用线收缩来衡量合金的收缩性..铝合金收缩大小;通常以百分数来表示;称为收缩率..①体收缩体收缩包括液体收缩与凝固收缩..铸造合金液从浇注到凝固;在最后凝固的地方会出现宏观或显微收缩;这种因收缩引起的宏观缩孔肉眼可见;并分为集中缩孔和分散性缩孔..集中缩孔的孔径大而集中;并分布在铸件顶部或截面厚大的热节处..分散性缩孔形貌分散而细小;大部分分布在铸件轴心和热节部位..显微缩孔肉眼难以看到;显微缩孔大部分分布在晶界下或树枝晶的枝晶间..缩孔和疏松是铸件的主要缺陷之一;产生的原因是液态收缩大于固态收缩..生产中发现;铸造铝合金凝固范围越小;越易形成集中缩孔;凝固范围越宽;越易形成分散性缩孔;因此;在设计中必须使铸造铝合金符合顺序凝固原则;即铸件在液态到凝固期间的体收缩应得到合金液的补充;是缩孔和疏松集中在铸件外部冒口中..对易产生分散疏松的铝合金铸件;冒口设置数量比集中缩孔要多;并在易产生疏松处设置冷铁;加大局部冷却速度;使其同时或快速凝固..②线收缩线收缩大小将直接影响铸件的质量..线收缩越大;铝铸件产生裂纹与应力的趋向也越大;冷却后铸件尺寸及形状变化也越大..对于不同的铸造铝合金有不同的铸造收缩率;即使同一合金;铸件不同;收缩率也不同;在同一铸件上;其长、宽、高的收缩率也不同..应根据具体情况而定..3 热裂性铝铸件热裂纹的产生;主要是由于铸件收缩应力超过了金属晶粒间的结合力;大多沿晶界产生从裂纹断口观察可见裂纹处金属往往被氧化;失去金属光泽..裂纹沿晶界延伸;形状呈锯齿形;表面较宽;内部较窄;有的则穿透整个铸件的端面..不同铝合金铸件产生裂纹的倾向也不同;这是因为铸铝合金凝固过程中开始形成完整的结晶框架的温度与凝固温度之差越大;合金收缩率就越大;产生热裂纹倾向也越大;即使同一种合金也因铸型的阻力、铸件的结构、浇注工艺等因素产生热裂纹倾向也不同..生产中常采用退让性铸型;或改进铸铝合金的浇注系统等措施;使铝铸件避免产生裂纹..通常采用热裂环法检测铝铸件热裂纹..4 气密性铸铝合金气密性是指腔体型铝铸件在高压气体或液体的作用下不渗漏程度;气密性实际上表征了铸件内部组织致密与纯净的程度..铸铝合金的气密性与合金的性质有关;合金凝固范围越小;产生疏松倾向也越小;同时产生析出性气孔越小;则合金的气密性就越高..同一种铸铝合金的气密性好坏;还与铸造工艺有关;如降低铸铝合金浇注温度、放置冷铁以加快冷却速度以及在压力下凝固结晶等;均可使铝铸件的气密性提高..也可用浸渗法堵塞泄露空隙来提高铸件的气密性..5 铸造应力铸造应力包括热应力、相变应力及收缩应力三种..各种应力产生的原因不尽相同..①热应力热应力是由于铸件不同的几何形状相交处断面厚薄不均;冷却不一致引起的..在薄壁处形成压应力;导致在铸件中残留应力..②相变应力相变应力是由于某些铸铝合金在凝固后冷却过程中产生相变;随之带来体积尺寸变化..主要是铝铸件壁厚不均;不同部位在不同时间内发生相变所致..③收缩应力铝铸件收缩时受到铸型、型芯的阻碍而产生拉应力所致..这种应力是暂时的;铝铸件开箱是会自动消失..但开箱时间不当;则常常会造成热裂纹;特别是金属型浇注的铝合金往往在这种应力作用下容易产生热裂纹..铸铝合金件中的残留应力降低了合金的力学性能;影响铸件的加工精度..铝铸件中的残留应力可通过退火处理消除..合金因导热性好;冷却过程中无相变;只要铸件结构设计合理;铝铸件的残留应力一般较小..6 吸气性铝合金易吸收气体;是铸造铝合金的主要特性..液态铝及铝合金的组分与炉料、有机物燃烧产物及铸型等所含水分发生反应而产生的氢气被铝液体吸收所致..铝合金熔液温度越高;吸收的氢也越多;在700℃时;每100g铝中氢的溶解度为0.5~0.9;温度升高到850℃时;氢的溶解度增加2~3倍..当含碱金属杂质时;氢在铝液中的溶解度显着增加..铸铝合金除熔炼时吸气外;在浇入铸型时也会产生吸气;进入铸型内的液态金属随温度下降;气体的溶解度下降;析出多余的气体;有一部分逸不出的气体留在铸件内形成气孔;这就是通常称的“针孔”..气体有时会与缩孔结合在一起;铝液中析出的气体留在缩孔内..若气泡受热产生的压力很大;则气孔表面光滑;孔的周围有一圈光亮层;若气泡产生的压力小;则孔内表面多皱纹;看上去如“苍蝇脚”;仔细观察又具有缩孔的特征..铸铝合金液中含氢量越高;铸件中产生的针孔也越多..铝铸件中针孔不仅降低了铸件的气密性、耐蚀性;还降低了合金的力学性能..要获得无气孔或少气孔的铝铸件;关键在于熔炼条件..若熔炼时添加覆盖剂保护;合金的吸气量大为减少..对铝熔液作精炼处理;可有效控制铝液中的含氢量..二、砂型铸造采用砂粒、粘土及其他辅助材料制成铸型的铸造方法称为砂型铸造..砂型的材料统称为造型材料..有色金属应用的砂型由砂子、粘土或其他粘结剂和水配制而成..铝铸件成型过程是金属与铸型相互作用的过程..铝合金液注入铸型后将热量传递给铸型;砂模铸型受到液体金属的热作用、机械作用、化学作用..因此要获得优质的铸件除严格掌握熔炼工艺外;还必须正确设计型芯砂的配比、造型及浇注等工艺..三、金属型铸造1、简介及工艺流程金属型铸造又称硬模铸造或永久型铸造;是将熔炼好的铝合金浇入金属型中获得铸件的方法;铝合金金属型铸造大多采用金属型芯;也可采用砂芯或壳芯等方法;与压力铸造相比;铝合金金属型使用寿命长..2、铸造优点1 优点金属型冷却速度较快;铸件组织较致密;可进行热处理强化;力学性能比砂型铸造高15%左右..金属型铸造;铸件质量稳定;表面粗糙度优于砂型铸造;废品率低..劳动条件好;生产率高;工人易于掌握..2 缺点金属型导热系数大;充型能力差..金属型本身无透气性..必须采取相应措施才能有效排气..金属型无退让性;易在凝固时产生裂纹和变形..3、金属型铸件常见缺陷及预防1 针孔预防产生针孔的措施:严禁使用被污染的铸造铝合金材料、沾有有机化合物及被严重氧化腐蚀的材料..控制熔炼工艺;加强除气精炼..控制金属型涂料厚度;过厚易产生针孔..模具温度不宜太高;对铸件厚壁部位采用激冷措施;如镶铜块或浇水等..采用砂型时严格控制水分;尽量用干芯..2 气孔预防气孔产生的措施:修改不合理的浇冒口系统;使液流平稳;避免气体卷入..模具与型芯应预先预热;后上涂料;结束后必须要烘透方可使用..设计模具与型芯应考虑足够的排气措施..3氧化夹渣预防氧化夹渣的措施:严格控制熔炼工艺;快速熔炼;减少氧化;除渣彻底..Al-Mg合金必须在覆盖剂下熔炼..熔炉、工具要清洁;不得有氧化物;并应预热;涂料涂后应烘干使用..设计的浇注系统必须有稳流、缓冲、撇渣能力..采用倾斜浇注系统;使液流稳定;不产生二次氧化..选用的涂料粘附力要强;浇注过程中不产生剥落而进入铸件中形成夹渣..4 热裂预防产生热裂的措施:实际浇注系统时应避免局部过热;减少内应力..模具及型芯斜度必须保证在2°以上;浇冒口一经凝固即可抽芯开模;必要时可用砂芯代替金属型芯..控制涂料厚度;使铸件各部分冷却速度一致..根据铸件厚薄情况选择适当的模温..细化合金组织;提高热裂能力..改进铸件结构;消除尖角及壁厚突变;减少热裂倾向..5 疏松预防产生疏松的措施:合理冒口设置;保证其凝固;且有补缩能力..适当调低金属型模具工作温度..控制涂层厚度;厚壁处减薄..调整金属型各部位冷却速度;使铸件厚壁处有较大的激冷能力..适当降低金属浇注温度..。
铝合金的分类与性能特征
铝合金的分类与性能特征铝合金是指铝为基体的合金,通过与其他金属元素的合金化来提高其性能特征。
根据合金中其他金属元素的不同,铝合金可以分为几个不同的分类,每种分类具有不同的性能特征。
下面将对铝合金的分类及其性能特征进行详细介绍。
一、铸造铝合金铸造铝合金又称为铝铸造合金,是以铝为基体,添加其他金属元素如铜、锌、镁、铝硅等制成的合金。
铸造铝合金具有良好的流动性和铸造性能。
根据其成分的不同,铸造铝合金可以分为铝硅合金、铜铝合金、铝镁合金等。
1.铝硅合金铝硅合金是以铝为基体,添加硅元素制成的合金。
铝硅合金具有良好的耐高温性能和耐热性,能承受高温环境下的长时间使用。
此外,铝硅合金还具有高强度、耐腐蚀性好等特点,适用于制造发动机零部件、火花塞和电线电缆等用途。
2.铜铝合金铜铝合金是以铝为基体,添加铜元素制成的合金。
铜铝合金具有较高的强度和硬度,耐磨性能好,可以用于制造轴承和齿轮等高强度和耐磨损的零部件。
3.铝镁合金铝镁合金是以铝为基体,添加镁元素制成的合金。
铝镁合金具有较低的密度和良好的抗腐蚀性能,具有较高的强度和刚性,适用于制造航空器、航天器等需要轻量化和耐腐蚀性的结构件。
二、变形铝合金变形铝合金是指通过变形加工(如轧制、挤压、拉伸等)而制成的铝合金材料。
变形铝合金具有较高的强度、耐腐蚀性和良好的加工性能。
根据变形铝合金的不同成分,可以将其分为铝锰合金、铝镁合金、铝铜合金等。
1.铝锰合金铝锰合金是以铝为基体,添加锰元素制成的合金。
铝锰合金具有良好的耐腐蚀性和可焊性能,适用于制造汽车车身、罐体、航空航天用材料等。
2.铝镁合金铝镁合金是以铝为基体,添加镁元素制成的合金。
铝镁合金具有良好的强度和刚性,抗腐蚀性能好,并具有较低的密度,适用于制造汽车车轮、航空航天器件等。
3.铝铜合金铝铜合金是以铝为基体,添加铜元素制成的合金。
铝铜合金具有较高的强度和硬度,耐磨性好,适用于制造汽车发动机零部件、电子设备外壳等。
三、特种铝合金特种铝合金是指在铝合金中添加一些特殊元素,如锌、锆、银、锆、钴、镍等,以改变铝合金的特性。
决定压铸铝合金铸造性能的冶金因素

决定压铸铝合金铸造性能的冶金因素压铸铝合金的铸造性能受多种冶金因素的影响,这些因素主要包括合金成分、熔炼工艺、铸造工艺以及后续的热处理工艺等。
一、合金成分1. 主元素(1)铝(Al):铝是压铸铝合金的基础,其含量一般在90%以上。
铝的纯度对合金性能有很大影响,纯度越高,合金的铸造性能越好。
(2)硅(Si):硅是压铸铝合金中的主要合金元素,其含量一般在4%13%之间。
硅能显著改善合金的流动性和收缩性能,提高铸件的致密性。
但过高的硅含量会导致合金的强度和硬度降低,因此需要合理控制。
(3)铜(Cu):铜能提高压铸铝合金的强度和硬度,改善耐腐蚀性。
但铜的加入会使合金的流动性下降,增加热裂倾向。
一般铜含量在1%5%之间。
(4)镁(Mg):镁能提高压铸铝合金的强度和硬度,同时保持良好的塑性。
但过高的镁含量会导致合金的热裂倾向增加,镁含量一般在0.5%3%之间。
2. 微量元素(1)铁(Fe):铁在压铸铝合金中通常以杂质形式存在,其含量应控制在0.5%以下。
过高的铁含量会降低合金的塑性和韧性,增加热裂倾向。
(2)锌(Zn):锌可以提高压铸铝合金的强度和硬度,但过多会增加热裂倾向。
锌含量一般在1%8%之间。
(3)锰(Mn):锰能提高压铸铝合金的强度和硬度,同时改善耐腐蚀性。
但过高的锰含量会降低合金的塑性,锰含量一般在0.5%1.5%之间。
二、熔炼工艺1. 炉料炉料的选用对压铸铝合金的性能具有重要影响。
炉料主要包括纯铝、铝硅合金、铝铜合金等。
合理搭配炉料,可以使合金成分均匀,提高熔炼质量。
2. 熔炼设备熔炼设备的选择对熔炼质量有很大影响。
常用的熔炼设备有电阻炉、中频炉、燃气炉等。
不同设备具有不同的熔炼特点和适用范围。
3. 熔炼工艺参数熔炼工艺参数包括熔炼温度、熔炼时间、搅拌速度等。
合理的熔炼工艺参数可以保证合金成分均匀,减少气孔、夹渣等缺陷。
4. 精炼和变质处理精炼和变质处理是提高压铸铝合金性能的关键工艺。
精炼可以去除合金中的气体和杂质,变质处理可以改善合金的组织结构,提高铸造性能。
各种牌号铸造铝合金的主要特点及用途

各种牌号铸造铝合金的主要特点及用途LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】各种牌号铸造铝合金的主要特点及用途ZL101的特点是成分简单,容易熔炼和铸造,铸造性能好,气密性好、焊接和切削加工性能也比较好,但力学性能不高。
适合铸造薄壁、大面积和形状复杂的、强度要求不高的各种零件,如泵的壳体、齿轮箱、仪表壳(框架)及家电产品上的零件等。
主要采用砂型铸造和金属型铸造。
Zl101A由于是在ZL101的基础上加了微量Ti,细化了晶粒,强化了合金的组织,其综合性能高于Zl101、ZL102,并有较好的抗蚀性能,可用作一般载荷的工程结构件和摩托车、汽车及家电、仪表产品上的各种结构件的优质铸件。
其使用量目前仅次于ZL102。
多采用砂型和金属型铸造。
Zl102这种合金的最大特点是流动性好,其它性能与ZL101差不多,但气密性比ZL101要好,可用来铸造各种形状复杂、薄壁的压铸件和强度要求不高的薄壁、大面积、形状复杂的金属或砂型铸件。
不论是压铸件还是金属型、砂型铸件,都是民用产品上用得最多的一个铸造铝合金品种。
Zl104因其工晶体量多,又加入了Mn,抵消了材料中混入的Fe有害作用,有较好的铸造性能和优良的气密性、耐蚀性,焊接和切削加工性能也比较好,但耐热性能较差,适合制作形状复杂、尺寸较大的有较大负荷的动力结构件,如增压器壳体、气缸盖,气缸套等零件,主要用压铸,也多采用砂型和金属型铸造。
Zl105、ZL105A由于加入了Cu,降低了Si的含量,其铸造性能和焊接性能都比ZL104差,但室温和高温强度、切削加工性能都比ZL104要好,塑性稍低,抗蚀性能较差。
适合用作形状复杂、尺寸较大、有重大负荷的动力结构件。
如增压器壳体、气缸盖、气缸套等零件。
Zl105A是降低了ZL105的杂质元素Fe的含量,提高了合金的强度,具有比ZL105更好的力学性能,多采用铸造优质铸件。
05-铸造铝合金力学性能

104
—
50
S、J
T6
163
—
100
ZAlCu4
ZL203
S、R、K
T4
195
6
60
J
T4
205
6
60
S、R、K
T5
215
3
70
J
T5
225
3
70
ZAlCu5MnCdA
ZL204A
S
T5
440
4
100
ZAlCu5MnCdVA
ZL205A
S
T5
440
7
100
S
T6
470
3
120
S
T7
460
2
110
ZAlR5Cu3Si2
——
100
ZAISi5Cu6Mg
ZL110
S
F
125
——
80
J
F
155
——
80
S
T1
145
——
80
J
Tl
165
——
90
ZAISi9Cu2Mg
ZL111
J
F
205
1.5
80
SB
T6
255
1.5
90
J、JB
T6
315
2
100
ZAISi7Mg1A
ZL114A
SB
T5
290
2
85
J、JB
T5
310
3
95
ZAISi5ZnlMg
S、R、K
T5
235
4
铝合金铸造技术

铝液表面被一层氧化物所覆盖,只要这个氧化物层不被破坏,铝液的吸气速率会很低,而且也会抑制进一步的氧化。
铝熔化炉的吸氢和氧化应尽量小,它应具有能够最经济地提供充足铝液的容量。熔化炉的正常运作需要良好的温度控制。过高的熔化温度和处理温度会造成晶粒粗大,气孔和夹渣等铸造缺陷。
消失模铸造(EPC)是最近发展起来的一种新工艺。在EPC中,利用放入疏松干砂中的膨胀聚苯乙烯模型造型,可进行铸件的大批量生产。这种工艺也可在无型芯条件下生产出形状复杂的铸件,因而增强了铸铝的竞争能力。
铝合金铸造技术(教材
第一章
铝合金的铸造性能
特性
铸造铝合金是用途最广泛的铸造合金之一,通常认为其铸造性能最好。铝可采用多种常用铸造方法进行铸造,而且利用金属模或安装在自动机械上的模具可实现大批量,低成本铸件的成产。铝也可采用砂型铸造,壳型铸造,离心铸造,熔模铸造,实型铸造以及石膏型铸造等方法进行铸造生产,可一模单件或多件。
由于强度较低且铸造性能有限,所以纯铝在电动机转子和其它一些需要高导电率的零部件上的应用受到了极大的限制。对铝进行合金化后,其力学性能和铸造性能均得到明显改善。因此,所有实用的铸造铝合金都含有不同含量的合金元素,每种合金均具有能够足其不同应用需要的性能。
选择合金和最经济的铸造方法时,必须考虑铸造厂的能力,合金的力学和物理性能以及零部件
铝液的这些优点使铝非常适合于采用由钢铁材料制成的金属模或压铸模进行铸造。在金属型重力铸造中,铝液由模具顶部的浇口浇入,在自身重量(重力)的作用下充满型腔。
astm铸造铝合金

astm铸造铝合金ASTM铸造铝合金是一种常见的铝合金材料,具有优良的机械性能和加工性能。
本文将从ASTM铸造铝合金的组成、制备工艺和应用领域等方面进行介绍。
一、ASTM铸造铝合金的组成ASTM铸造铝合金是按照美国材料与试验协会(ASTM)制定的标准进行生产和质量控制的铝合金材料。
它主要由铝和其他合金元素组成,如铜、锌、镁等。
不同的合金元素的添加可以改变铝合金的性能,以满足不同的工程需求。
二、ASTM铸造铝合金的制备工艺ASTM铸造铝合金的制备工艺主要包括原材料选型、熔炼、铸造和热处理等过程。
首先,根据需要选择合适的铝合金材料,并进行原材料的检测和筛选。
然后,将合金元素按照一定比例加入到铝中,通过熔炼的方式将其混合均匀。
接下来,将熔融的铝合金液体倒入预先准备好的铸造模具中,经过冷却凝固后得到所需的铸造件。
最后,对铸造件进行热处理,以提高其机械性能和抗腐蚀性能。
三、ASTM铸造铝合金的性能特点ASTM铸造铝合金具有许多优良的性能特点。
首先,它具有较高的强度和硬度,可以满足不同工程领域对材料强度的要求。
其次,ASTM铸造铝合金具有良好的耐腐蚀性能,可以在复杂的环境条件下长期使用。
此外,它还具有优异的导热和导电性能,可以有效地传递热量和电流。
另外,ASTM铸造铝合金还具有良好的可加工性,可以通过各种加工方法进行成型和加工,如铣削、钻孔、冲压等。
四、ASTM铸造铝合金的应用领域ASTM铸造铝合金由于其优良的性能特点,被广泛应用于各个领域。
在汽车工业中,它可以用于制造车身、发动机零部件等;在航空航天领域,它可以用于制造飞机结构件、发动机部件等;在建筑领域,它可以用于制造门窗、幕墙等;在电子领域,它可以用于制造散热器、外壳等。
此外,ASTM铸造铝合金还可以用于制造运动器械、船舶、化工设备等。
ASTM铸造铝合金是一种具有优良性能的铝合金材料,其制备工艺简单,应用领域广泛。
随着科技的不断发展,ASTM铸造铝合金在各个行业中的应用将会越来越广泛。
铸造铝合金的性能定性分析
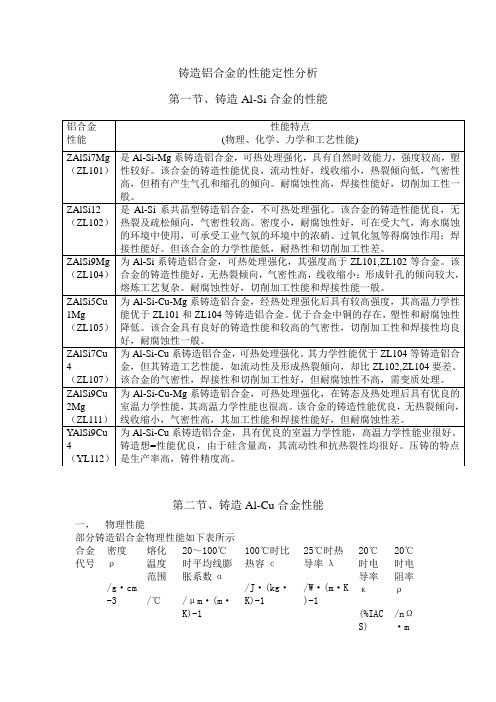
铸造铝合金的性能定性分析第一节、铸造Al-Si合金的性能第二节、铸造Al-Cu合金性能一,物理性能部分铸造铝合金物理性能如下表所示合金代号密度ρ/g·cm-3熔化温度范围/℃20~100℃时平均线膨胀系数α/μm·(m·K)-1100℃时比热容с/J·(kg·K)-125℃时热导率λ/W·(m·K)-120℃时电导率κ(%IACS)20℃时电阻率ρ/nΩ·m铝合金性能性能特点(物理、化学、力学和工艺性能)ZAlSi7Mg (ZL101)是Al-Si-Mg系铸造铝合金,可热处理强化,具有自然时效能力,强度较高,塑性较好。
该合金的铸造性能优良,流动性好,线收缩小,热裂倾向低,气密性高,但稍有产生气孔和缩孔的倾向。
耐腐蚀性高,焊接性能好,切削加工性一般。
ZAlSi12 (ZL102)是Al-Si系共晶型铸造铝合金,不可热处理强化。
该合金的铸造性能优良,无热裂及疏松倾向,气密性较高。
密度小,耐腐蚀性好,可在受大气,海水腐蚀的环境中使用,可承受工业气氛的环境中的浓硝、过氧化氢等得腐蚀作用;焊接性能好。
但该合金的力学性能低,耐热性和切削加工性差。
ZAlSi9Mg (ZL104)为Al-Si系铸造铝合金,可热处理强化,其强度高于ZL101,ZL102等合金。
该合金的铸造性能好,无热裂倾向,气密性高,线收缩小;形成针孔的倾向较大,熔炼工艺复杂。
耐腐蚀性好,切削加工性能和焊接性能一般。
ZAlSi5Cu 1Mg(ZL105)为Al-Si-Cu-Mg系铸造铝合金,经热处理强化后具有较高强度,其高温力学性能优于ZL101和ZL104等铸造铝合金。
优于合金中铜的存在,塑性和耐腐蚀性降低。
该合金具有良好的铸造性能和较高的气密性,切削加工性和焊接性均良好,耐腐蚀性一般。
ZAlSi7Cu 4(ZL107)为Al-Si-Cu系铸造铝合金,可热处理强化。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.25
0.15
0.05
0.15
余量
5052
25
0.4
0.1
0.1
2.2-2.8
0.15-0.35
0.1
--
0.05
0.15
余量
5083
23.8
0.4
0.1
0.3-1.0
4.0-4.9
0.05-0.25
0.25
0.15
0.05
0.15
余量
6061
23.6
0.7
0.15-0.4
0.15
0.8-1.2
36
45.7
ZL101A
2.68
557~613
21.4
963
150
36
44.2
ZL102
2.65
577~600
21.1
837
155
40
54.8
ZL104
2.65
569~601
21.7
753
147
37
46.8
ZL105
2.68
570~627
23.0
837
159
36
46.2
ZL106
2.73
—
21.4
963
3A21
原LF21
5005
-
5019
-
6B02
原LD2-1
7A09
原LC9
5050
-
6A51
曾用651
7A10
原LC10
5251
-
6101
-
7A15
曾用LC15、157
5052
-
6101A
-
7A19
曾用919、LC19
5154
-
6005
-
7A31
曾用183-1
5154A
-
6005A
-
7A33
曾用LB733
●
--
--
Alumould
●
--
--
Mic-6
●
--
--
2024
●
--
--
K-100
●
--
--
产品参数
中、美常用铝合金牌号对照表
中国CL5-1
1070、1060、1050、1030、1100
LY11、LY12、LY1
2017、2024、2117
C --淬火状态
LD --锻铝合金(Ai - Mg - Si & Cu - Mg - Si)
CZ --淬火、自然时效状态
LT --特殊铝合金
CZY --淬火、自然时效,冷作状态
-
CS --淬火、人工时效状态
-
CSY --淬火、人工时效,冷作状态
-
Y2 --半硬状态
-
RCS(T5)--风冷、人工时效状态
铝合金牌号
及状态
拉伸强度(25°C MPa)
屈服强度(25°C MPa)
硬度500kg力10mm球
延伸率1.6mm(1/16in)厚度
5052-H112
195
127
65
26
5083-H112
275-350
210
65
16
6061-T651
310
276
95
12
7075-T651
572
503
150
11
2024-T351
470
325
120
20
铝合金的典型物理性能(Typical Physical Properties)
铝合金牌号及状态
热膨胀系数
(20-100℃)
μm/m·k
熔点范围
(℃)
电导率20℃(68℉)
(%IACS)
电阻率20℃(68℉)
Ωmm2/m
密度(20℃)(g/cm3)
2024-T351
23.2
500-635
5454
-
6351
-
7A52
曾用LC52、5210
5554
-
6060
-
7003
原LC12
5754
-
6061
原LD30
7005
-
5056
原LF5-1
6063
原LD31
7020
-
5356
-
6063A
-
7022
-
5456
-
6070
原LD2-2
7050
-
5082
-
6181
-
7075
-
5182
-
6082
-
7475
LC6、LC4、LC9
7001、7178、7075
LC5、LC10
7076、7175、7079
LD11
4032
中国新旧合金牌号对照表(GB/T 3190-1996)
新牌号
旧牌号
新牌号
旧牌号
新牌号
旧牌号
1A99
原LG5
2B12
原LY9
3003
-
1A97
原LG4
2A13
原LY13
3103
-
1A95
-
2A14
2024-T351
23.2
500-635
30
0.058
2.82
5052-H112
23.8
607-650
35
0.050
2.72
5083-H112
23.4
570-640
29
0.059
2.72
6061-T651
23.6
580-650
43
0.040
2.73
7050-T7451
23.5
490-630
41
0.0415
963
134
34
52.2
ZL203
2.80
—
23.0
837
154
35
43.3
ZL204A
2.81
544~650
22.03
—
—
—
—
ZL205A
2.82
544~633
21.9
888
113
—
—
Zl206
2.90
542~631
20.6
—
155
—
64.5
ZL207
2.83
603~637
23.6
—
96.3
—
53
572
503
150
11
2024-T351
470
325
120
20
铝合金的典型物理性能(Typical Physical Properties)
铝合金牌号及状态
热膨胀系数
(20-100℃)
μm/m·k
熔点范围
(℃)
电导率20℃(68℉)
(%IACS)
电阻率20℃(68℉)
Ωmm2/m
密度(20℃)(g/cm3)
(GB/T16475-1996)基础状态代号、名称及说明与应用
代号
名称
说明与应用
F
自由加工状态
适用于在成型过程中,对于加工硬化和热处理条件无特殊要求的产品,该状态产品的力学性能不作规定
O
退火状态
适用于经完全退火获得最低强度的加工产品
H
加工硬化状态
适用于通过加工硬化提高强度的产品,产品在加工硬化后可经过(也可不经过)使强度有所降低的附加热处理H代号后面必须跟有两位或三位阿拉伯数字
原LY2
2117
-
5A13
原LF13
2A04
原LY4
2218
-
5A30
曾用2103、LF16
2A06
原LY6
2618
-
5A33
原LF33
2A10
原LY10
2219
曾用LY19、147
5A41
原LT41
2A11
原LY11
2024
-
5A43
原LF43
2B11
原LY8
2124
-
5A66
原LT66
2A12
原LY12
--
--
--
--
--
--
圆筒或活塞
●
--
--
●
--
--
泵体
--
--
--
●
--
--
电子
--
--
--
●
--
--
电工
--
●
--
●
--
--
紧固件
●
●
--
●
●
●
屏蔽线
--
--
--
●
--
--
风叶
--
--
--
●
--
--
家具
--
--
--
●
--
--
筒状容器
--
--
--
--
--
--
硬件装置
●
--
--
●
●
●
医疗设备
●
--
1145
-
2004
-
5A02
原LF2
1035
代L4
2011
-
5A03
原LF3