钢铁件化学镀锡铜合金
金属件镀覆和化学处理
ICSQ/S备案号:2008-05-25发布2008-05-30实施上海思源高压开关有限公司发布前言本标准参考以下标准制定:GB/T 3138—1995 金属镀覆和化学处理与有关过程术语GB/T 5270—2005 金属基体上的金属覆盖层电沉积层和化学沉积层附着强度试验方法GB/T 9799—1997 金属覆盖层钢铁上的锌电镀层GB/T 9800—1988 电镀锌和电镀镉层的铬酸盐转化膜GB/T 11022—1999 高压开关设备和控制设备标准的共同技术要求GB/T 11379—1989 金属覆盖层工程用铬电镀层GB/T 12332—1990 金属覆盖层工程用镍电镀层GB/T 12333—1990 金属覆盖层工程用铜电镀层GB/T 12599—2002 金属覆盖层锡电镀层技术规范和试验方法GB/T 12611—1990 金属零(部)件镀覆前质量控制技术要求GB/T 13911—1992 金属镀覆和化学处理表示方法GB/T 13912—2002 金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法GB/T 14093.4—1993 机械产品环境技术要求工业腐蚀环境用Q/S J5002—B 电镀层厚度检验方法在参考上述国家标准要求的基础上还参照了原机械工业部电工产品电镀层和化学覆盖层标准,并借鉴国内外同行业企业电镀结构设计工艺性等资料。
这些内容有:——企业标准对于图样和技术文件的金属镀覆和化学处理表示方法,其表示顺序仍按GB/T13911要求进行,而镀层和化学处理表示符号,考虑公司产品零(部)件表面处理要求功能类型越来越多,时有英语缩写与化学符号和汉字混用表示标注,特别是外协件加工,表面处理表示符号需国标符号和分级号配合查对使用,不便于供需双方直观理解和应用,现改用汉字,统一表示称谓,同时对部分称谓和表示进行了简化和省略;——企业标准对于镀银厚度值,由于没有行业统一标准要求,仅为推荐厚度值;——对电镀和化学处理件的结构设计、工艺性要求等内容,是根据高压电器零部件结构特点和多年的工艺实践总结提出,它是影响零部件镀覆质量和产品装配的重要因素,供参考。
D.Zn等表面处理代码含义-推荐下载
GB6460-86 金属覆盖层-铜加速醋酸盐雾试验(CASS 试验) 7 Z4 p* n' j+ c7 f+ u
GB6461-86 金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级 GB6462-86 金属和氧化物覆盖层-横断面厚度显微镜测量方法
Finish(表面处理)
Nickel Flash(镀亮镍)
Nickel Electroless(无电解镍)
Chrome Flash(镀亮铬)
Tin Flash(镀亮锡)
Passivation(钝化)
Gold Plating(镀金)
Silver Plating(镀银)
Titanium Plating(镀钛)
对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术通关,1系电过,力管根保线据护敷生高设产中技工资术0艺料不高试仅中卷可资配以料置解试技决卷术吊要是顶求指层,机配对组置电在不气进规设行范备继高进电中行保资空护料载高试与中卷带资问负料题荷试22下卷,高总而中体且资配可料置保试时障卷,各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看2度并22工且22作尽22下可22都能2可地护1以缩关正小于常故管工障路作高高;中中对资资于料料继试试电卷卷保破连护坏接进范管行围口整,处核或理对者高定对中值某资,些料审异试核常卷与高弯校中扁对资度图料固纸试定,卷盒编工位写况置复进.杂行保设自护备动层与处防装理腐置,跨高尤接中其地资要线料避弯试免曲卷错半调误径试高标方中高案资等,料,编5试要写、卷求重电保技要气护术设设装交备备4置底高调、动。中试电作管资高气,线料中课并3敷试资件且、设卷料中拒管技试试调绝路术验卷试动敷中方技作设包案术,技含以来术线及避槽系免、统不管启必架动要等方高多案中项;资方对料式整试,套卷为启突解动然决过停高程机中中。语高因文中此电资,气料电课试力件卷高中电中管气资壁设料薄备试、进卷接行保口调护不试装严工置等作调问并试题且技,进术合行,理过要利关求用运电管行力线高保敷中护设资装技料置术试做。卷到线技准缆术确敷指灵设导活原。。则对对:于于在调差分试动线过保盒程护处中装,高置当中高不资中同料资电试料压卷试回技卷路术调交问试叉题技时,术,作是应为指采调发用试电金人机属员一隔,变板需压进要器行在组隔事在开前发处掌生理握内;图部同纸故一资障线料时槽、,内设需,备要强制进电造行回厂外路家部须出电同具源时高高切中中断资资习料料题试试电卷卷源试切,验除线报从缆告而敷与采设相用完关高毕技中,术资要资料进料试行,卷检并主查且要和了保检解护测现装处场置理设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
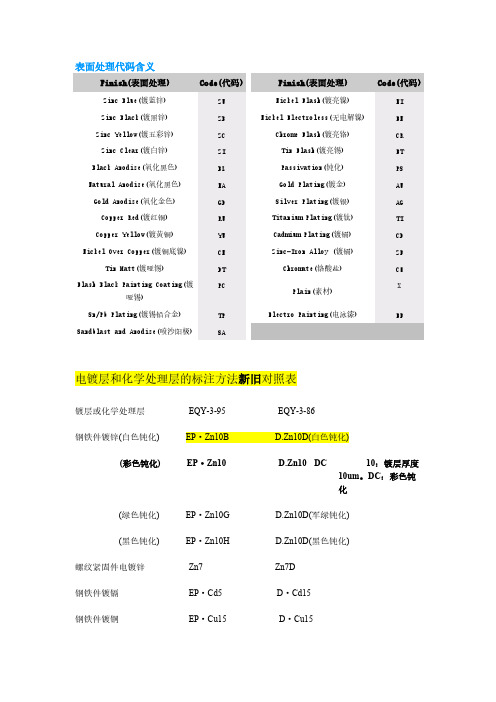
电镀层和化学处理层的标注方法

在对镀层的技术要求的标识上可以参照下面的办法:1.金属镀层标识时采用下列顺序表示:例如:PL/Ep·塑料,电镀光亮铜10μm 以上,光亮镍15μm 以上,普通铬μm 以上,下面表格是对上面标识方法中一些效果的表达方式。
1)基体材料材料名称铁铜及其合金铝及其合金锌及其合金镁及其合金塑料硅酸盐材料其它非金属符号Fe Cu Al Zn Mg PL CE NM2)镀覆方法工艺名称电镀化学镀电化学处理化学处理符号Ep Ap Et Ct3)镀覆层名称镀覆层名称采用镀层的化学元素符号表示。
4)镀覆层厚度镀覆层厚度单位为μm,一般标识镀层厚度的下限,必要时,可以标注镀层厚度范围。
5)镀覆层特征特征名称光亮半光亮暗缎面普通导电绝缘符号 b s m st r cd i6)后处理处理名称钝化磷化氧化着色涂装符号 P Ph O Cl Pt镀层和化学处理层的标注方法新旧对照表镀层或化学处理层EQY-3-95 EQY-3-86钢铁件镀锌(白色钝化) EP·Zn10B DZn10D(白色钝化) (彩色钝化) EP·Zn10DZn10(绿色钝化) EP·Zn10G DZn10D(军绿钝化)(黑色钝化) EP·Zn10H DZn10D(黑色钝化) 螺纹紧固件电镀锌Zn7 Zn7D钢铁件镀镉EP·Cd5D·Cd15钢铁件镀铜EP·Cu15D·Cu15钢铁件镀铅EP·Pb15D·Pb15铜件镀铅Cu/EP·Pb15D·Pb15螺纹紧固件镀铅Pb7 Pb7D钢铁件镀锡EP·Sn15D·Sn15铜件镀镍Cu/EP·Ni6 -钢铁件镀硬铬EP·Cr13D·YCr13钢铁件镀松孔铬EP·Cr150AO D·KCr150钢铁件防护装饰性镀铬EP·Cu20Ni30Cr-锌铸件防护装饰性镀铬Zn/EP·Cu20Ni30Cr-钢铁件镀银EP·Ag15P D·Ag15铜件镀银Cu/EP·Ag6P D·Ag6塑料件镀铜镍铬PL/EP·Cu25Ni12Cr -钢铁件化学镀镍CP·Ni25-钢铁件氧化CO H·Y钢铁件锰盐磷化MnPh5 H·ML钢铁件锌盐磷化ZnPh10 H·FL铝合金阳极氧化Al/AO D·Y·Al 铝合金化学氧化Al/CO H·Y·Al 锌合金钝化Zn/C H·D铜合金钝化Cu/P H·D。
DIN-50965电镀层--钢铁和铜及铜合金上的锡镀层(中文版)
DIN-50965电镀层–钢铁和铜及铜合金上的锡镀层(中文版)介绍DIN-50965是德国标准化协会(DIN)制定的一项标准,它规定了在钢铁、铜及铜合金上进行锡电镀的技术要求。
这项标准可应用于制造行业和机械设备制造业中需要在表面上镀层的物品,锡电镀可以增加物品表面的耐腐蚀性能和视觉效果。
标准简介作为一项德国标准,DIN-50965已经获得欧盟认证,包括英国,法国,德国,西班牙和意大利在内的欧洲国家均采用该标准。
该标准的主要内容包括技术要求和电镀液的配方,涵盖了工艺流程、设备要求、电镀层厚度、层与层之间的粘合力、金属材料及厚度范围等方面的指导和要求。
技术要求根据DIN-50965标准规定,电镀液的成分包括锡盐、酸、缓冲剂、润湿剂和添加剂。
镀锡工艺流程涵盖了净化、预处理、电镀、暴露时间和后处理等工序。
该标准还规定了电镀工艺的条件,例如电压、电流和温度等,以保证电镀层的质量。
为了确保电镀层厚度和表面光滑度符合标准要求,还需要对工件表面进行预处理,包括去污、去氧化、钝化和活化等。
经济性及环保DIN-50965标准的实施可以提高电镀层的耐腐蚀性和保护性,延长物品的使用寿命,同时提高外观质量,达到装饰效果。
但是,这种电镀液中含有的化学物质可能会对环境造成污染,因此需要采取相应的环保技术来减少电镀液的使用量和废液排放。
此外,在生产过程中还需要使用耗能较少和环保的设备,以最大程度地减少电镀对环境的影响。
适用范围DIN-50965标准适用于钢铁、铜及铜合金上的锡电镀,对于在自行车、汽车和机械等制造行业中需要镀锡的零部件,这个标准非常有用。
此外,在电子设备和金属包装行业中,锡电镀也被广泛应用。
在这些行业,可以使用该标准来指导锡电镀工艺以确保最终产品满足质量和环保要求。
结论DIN-50965电镀层标准在铜和铜合金上进行锡镀层技术的应用具有重要意义,能够提高物品表面的质量,增加其耐腐蚀性能,以及保护性。
但同时,锡电镀液中含有的化学物质也可能对环境造成污染,因此要注意采取环保技术来减少环境中的污染。
电化学工程电镀试卷(练习题库)(2023版)

电化学工程电镀试卷(练习题库)1、电镀应注意的重点是()、()。
2、电镀时,镀层金属或其他不溶性材料做(),待镀的工件做(),镀层金属的阳离子在待镀工件表面被还原形成镀3、电镀后被电镀物件的美观性和()大小有关系,越()(大或小),被电镀的物件便会越美观;反之则会出现一些4、宝业厂使用的是以下哪种除油方法()5、宝业厂除油不需要使用的设备()6、宝业厂除油不需要用到的物料()7、以下哪项不属于电镀操作必须佩戴的装配是()8、什么叫电解抛光()9、以下不属于碱铜开缸用的物料()10、宝业厂的抛光属于以下哪种抛光()11、酸铜操作最高不能超过()温度12、酸铜光剂添加过多,对产品有何影响()13、在电镀操作中,过水跳缸最主要的影响是()14、以下哪种是镀镍的缓冲剂()15、镀镍的溶液PH一般保持在哪个范围()16、宝业厂镀铬属于以下哪种类型()17、以下不属于镀银镀液配方中的主盐()18、银含量过高,会给产品带来什么影响()19、甩干机甩货,货物没有放平整,就打开电源开关,有可能带来怎样的后果()20、镀铜/镀镍的主要目的是打底用,增进电镀层附着能力,及抗蚀能力21、化学镍为现代工艺中耐磨能力超过镀铬。
22、电镀是在外电源作用下,使金属或非金属表面发生直接反应,使金属或非金属表面沉积一层金属的过程。
23、配制稀硫酸的方法是先把水加入硫酸中。
24、仿金具有金的外观,因此可以代替真金以节约贵金属。
25、粘强酸后急救原则?26、粘强碱后急救原则?27、 7碱性酸性" target="_blank">PH试纸测量镀液酸碱性,PH=7中性,PH>7碱性,()酸性。
28、阴极上气泡越多,说明阴极效率()。
29、镀铬液中硫酸含量偏高时,现象为:电镀时阴极上的气泡少而();镀层光泽好;镀液的深镀能力差。
30、所谓标准电极电位,它化学反应必须是可逆的,溶液中离子活度必须等于()。
金属件镀覆和化学处理
ICSQ/S备案号:2008-05-25发布2008-05-30实施上海思源高压开关有限公司发布前言本标准参考以下标准制定:GB/T 3138—1995 金属镀覆和化学处理与有关过程术语GB/T 5270—2005 金属基体上的金属覆盖层电沉积层和化学沉积层附着强度试验方法GB/T 9799—1997 金属覆盖层钢铁上的锌电镀层GB/T 9800—1988 电镀锌和电镀镉层的铬酸盐转化膜GB/T 11022—1999 高压开关设备和控制设备标准的共同技术要求GB/T 11379—1989 金属覆盖层工程用铬电镀层GB/T 12332—1990 金属覆盖层工程用镍电镀层GB/T 12333—1990 金属覆盖层工程用铜电镀层GB/T 12599—2002 金属覆盖层锡电镀层技术规范和试验方法GB/T 12611—1990 金属零(部)件镀覆前质量控制技术要求GB/T 13911—1992 金属镀覆和化学处理表示方法GB/T 13912—2002 金属覆盖层钢铁制件热浸镀锌层技术要求及试验方法GB/T 14093.4—1993 机械产品环境技术要求工业腐蚀环境用Q/S J5002—B 电镀层厚度检验方法在参考上述国家标准要求的基础上还参照了原机械工业部电工产品电镀层和化学覆盖层标准,并借鉴国内外同行业企业电镀结构设计工艺性等资料。
这些内容有:——企业标准对于图样和技术文件的金属镀覆和化学处理表示方法,其表示顺序仍按GB/T13911要求进行,而镀层和化学处理表示符号,考虑公司产品零(部)件表面处理要求功能类型越来越多,时有英语缩写与化学符号和汉字混用表示标注,特别是外协件加工,表面处理表示符号需国标符号和分级号配合查对使用,不便于供需双方直观理解和应用,现改用汉字,统一表示称谓,同时对部分称谓和表示进行了简化和省略;——企业标准对于镀银厚度值,由于没有行业统一标准要求,仅为推荐厚度值;——对电镀和化学处理件的结构设计、工艺性要求等内容,是根据高压电器零部件结构特点和多年的工艺实践总结提出,它是影响零部件镀覆质量和产品装配的重要因素,供参考。
电镀层及化学处理层标准
电镀层及化学处理层标准1 主题内容与适用范畴本标准规定了汽车零(部)件的电镀层和化学处理层的技术规范及膜层的质量要求。
本标准适用于汽车零(部)件的电镀层及化学处理层的质量操纵和验收。
2 引用标准GB4956-85 磁性金属基体上非磁性覆盖层厚度测量-磁性方法GB5270-85 金属基体上金属覆盖层-附着强度试验方法GB6458-86 金属覆盖层-中性盐雾试验(NSS试验)GB6460-86 金属覆盖层-铜加速醋酸盐雾试验(CASS试验)GB6461-86 金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB6462-86 金属和氧化物覆盖层-横断面厚度显微镜测量方法GB9792-88 金属材料上的转化膜-单位面积上膜层质量的测定-重量法GB/T12610-90 塑料上电镀层-热循环试验3 术语3.1 要紧表面在工件的某些表面上,其镀层或化学处理层对制件的外观和(或)使用性能起着重要作用。
3.2 厚度工件的要紧表面上,凡是能与直径为20mm的球体相接触的部位上的厚度的最小值。
电镀层及化学处理层标准(EQY-3-95 代替EQY-3-86)4 镀覆及化学处理的表示方法4.1 电镀表示方法基体材料/镀覆方法·镀覆名称·镀覆层厚度·镀复层特点·后处理4.2 化学处理表示方法基体材料/处理方法·处理特点·后处理(颜色)4.3 基体材料为钢铁材料时,其符号承诺省略。
4.4 假如镀层或化学处理层的特点、厚度、颜色及后处理无具体要求时,其符号承诺省略。
4.5 表示符号4.5.1 基体材料表示符号:金属材料用化学元素符号表示,合金材料用其要紧成分的化学元素符号表示,非金属材料用国际通用缩写字母表示,如铜用Cu表示,塑料用PL表示。
4.5.2 镀覆方法和处理方法的表示符号见表1。
表1方法名称符号备注镀覆方法电镀化学镀机械镀锌铬膜EPCPMPJZnCr化学处理方法化学氧化阳极氧化锰盐磷化锌盐磷化铬酸盐处理(白色)铬酸盐处理(彩色)铬酸盐处理(绿色)铬酸盐处理(黑色)铜及合金钝化COAOMnPhZnPhBCGHP钢铁化学氧化又称发兰包括镀铬阳极松孔磷化无特定要求时只标注Ph磷化无特定要求时只标注Ph简称白钝化简称彩色钝化简称绿钝化简称黑钝化也用于银层钝化表示4.5.3 镀层厚度用阿拉伯数字表示,单位为μm。
电镀工艺介绍

1.1.1.镀种的分类1.1.2.电镀常用术语1.1.3.锌性质和用途:锌是青白色的金属,是一种化学性质活泼的金属,化学性质的最大特征是具有两性,即其金属、金属氧化物或氢氧化物既能溶于酸,又能溶于碱。
广泛用作钢铁金属的防护镀层。
工艺类型:无氢镀锌:氨三乙酸—氯化铵型、氯化铵型、碱性锌酸盐型、硫酸盐和焦磷酸盐型等氢化镀锌:高氢、中氢、低氢镀锌1.1.4.镉性质和用途:镉是柔软带灰白的可塑性金属,化学性质与锌相似,但不溶于碱中。
基本上用镀锌层或合金镀层取代镀镉层。
工艺类型:氰化镀镉和无氰镀镉,即络合性镀镉、酸洗硫酸盐镀镉等。
1.1.5.铜性质和用途:铜是呈玫瑰红色,有光泽。
具有良好的导电性和导热性;富有延展性,易溶于硝酸,也易溶于加热的浓硫酸中,在盐酸和稀硫酸中的作用较慢。
常作为钢铁件装饰镀层的底层各其它多层电镀的中间层,也作为功能镀层。
工艺类型:按镀液性质分类:氰化镀铜、硫酸盐镀铜、焦磷酸盐镀铜、柠檬酸盐镀铜、乙二胺镀铜、有机膦酸盐镀铜等按装饰性分类:镀铜和光亮镀铜1.1.6.镍性质:具有银白色的金属,硬度高,有很高的化学稳定性,在有机酸中很稳定,在硫酸和盐酸中溶解很慢,在浓硝酸中处于钝化状态,易溶于稀硝酸中用途:镍镀层在空气中很稳定,主要是由于金属镍具有很强的钝化能力,表面能迅速地生成一层极薄的钝化膜,使镍基体与空气隔绝,所以能抵抗大气、碱和某些酸的腐蚀。
同时在镍的简单盐镀液中,可以获得结晶极其细小的镀层,且具有良好的抛光性能。
经抛光的镍镀层,可以得到镜面光亮的外表,所以镍镀层常作装饰性镀层。
广泛应用于汽车、自行车、钟表、医疗器械等工业产品中,一般用作中间层的居多。
镍镀层硬度较高,可提高制品表面耐磨性,在印刷工业中,常用镍镀层来提高铅表面的硬度。
黑镍镀层主要用于光学仪器中那些需要消光的零件。
按成分性质分类:硫酸盐镀液、氯化物镀液、柠檬酸盐镀液、氨基酸盐镀液、氟硼酸盐镀液、焦磷酸盐镀液等。
按镀层装饰性分类:普通镀液、半光亮镀液、光亮镀液按沉积速度分类:一般镀镍、快速镀镍按用途分类:一般装饰镀镍、硬镍、黑镍1.1.7.锡性质:银白色金属,具有抗腐蚀,抗变色,无毒,可焊,柔软和延展性好等特性。
表面处理表方法及选择应用

表面处理表示方法及选择应用零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、钢Fe铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀Ep化学镀Ap电化学处理Et化学处理Ct3)化学和电化学处理名称的表示符号处理名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化 A电镀锌铬酸盐处理Ca.电镀锌光亮铬酸盐处理C1Ab.电镀锌彩虹铬酸盐处理C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理C2C (彩虹型)常用d.电镀锌深色铬酸盐处理C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.Cu10.Ni15b.Cr0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。
(整理)表面处理表示方法及选择

表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜 Fe铜、铜合金 Cu铝、铝合金 Al锌、锌合金 Zn镁、镁合金 Mg钛、钛合金 Ti塑料 PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀 Ep化学镀 Ap电化学处理 Et化学处理 Ct3)化学和电化学处理名称的表示符号[处理名称符号钝化 P(不能理解为元素符号磷)氧化 O电解着色 Ec磷化 Ph阳极氧化 A电镀锌铬酸盐处理 Ca.电镀锌光亮铬酸盐处理 C1Ab.电镀锌彩虹铬酸盐处理 C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理 C2C (彩虹型)常用d.电镀锌深色铬酸盐处理 C2D(符号-C;分级1、2;类型:)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬μm)例2. Fe/ (钢材。
电镀锌7μm,彩虹铬酸盐处理2级C型)(彩虹型)例(铜材,电镀光亮镍5μm,普通铬μm)例(铜材,电镀铜20μm,化学镀镍10μm,电镀无裂纹铬μm)例(塑料,电镀光亮铜10μm,光亮镍15μm,普通铬μm)2)化学、电化学处理表示方法.示例:例Et·A·cl(BK)(铝材,电化学处理,阳极氧化,着黑色)例2. Cu/ct·P(钢材,化学处理,钝化)例ct·MnPh(铜材,化学处理,磷酸锰盐处理)例4. AI/et·Ec(铝材,电化学处理,电解着色)3、镀覆层处理层表示符号,4、后处理表示符号:红色RD橙色OG黄色YE绿色GN后处理名称:符号蓝(浅蓝)BU 紫(紫红)VT 灰(蓝灰)GY 白色WH 粉色PK%GD 金黄青绿TQ银白SR…常用镀覆层的标志新旧对照表注:1.基体材料在图样或有关得技术文件中有明确规定时,允许省。
电镀知识培训(1)

氧化物及内应力等种种前置技术处理。 2.镀后处理:为使镀件增强防护性能,装饰性及其他特殊目的而进行的(如钝化、热溶
封闭和除氢等等)电镀后置技术处理。 3.除氢:金属物件在一定温度下加热或采用其他处理方法以驱除金属内部吸收氢的过程。
电镀知识培训(1,指各种接插件端子。 2.阳极:若是可溶性阳极,则为欲镀金属。若是不 可溶性阳极,大部份为贵金属 ( 如白金、氧化铱 等) 。 3.电镀药水:含有欲镀金属离子之电镀药水。 4.电镀槽:可承受、储存电镀药水之槽体,一般考 虑强度、耐蚀、耐温等因素。 5.整流器:提供直流电源之设备。
知识培训(1)
5.针孔:从镀层表面贯穿到底镀层或基体金属的微小通道。 6.可焊性:镀层表面被融焊料润湿的能力。 7.金属变色:由于腐蚀而引起的金属或镀层表面色泽的变化,如发暗、失色等。 8.点腐蚀试验:让特定的腐蚀液有控制地滴在试样的表面上以检验试样表面保
护层耐腐蚀性的试验方法。 9.脆性:镀层能承受变形的能力。
3.卷镀(Reel To Reel Plating):俗称连续电镀,是将有料带 (carrier)串联的镀件 拖入已经规划制程的镀槽中进行电镀。
㈢ 端子电镀目的: 电镀除了要求美观外,依各种电镀需求而有不同的目的。 1.镀铜(Cu):打底用,增进电镀层附着能力及抗蚀能力。 2.镀镍(Ni):打底用,增进抗蚀能力。 3.镀金(Au):改善导电接触阻抗,增进讯号传输。 4.镀钯镍(Pd-Ni):改善导电接触阻抗,增进讯号传输,耐磨性比金佳。
某种功能(如防护性、装饰性或其它性能)的氧化膜过程。 6.闪镀:通电时间极短产生薄镀层的电镀。 7.机械镀:在细金属粉和合适的化学药剂存在下,用坚硬的小圆球撞击金属表面,以
表面处理表示方法及选择
表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜Fe铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀Ep化学镀Ap电化学处理Et化学处理Ct3)化学和电化学处理名称的表示符号处理名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化A电镀锌铬酸盐处理Ca.电镀锌光亮铬酸盐处理C1Ab.电镀锌彩虹铬酸盐处理C1B(漂白型)常用c.电镀锌彩虹铬酸盐处理C2C(彩虹型)常用d.电镀锌深色铬酸盐处理C2D(符号-C;分级1、2;类型)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2.(钢材。
电镀锌7μm,彩虹铬酸盐处理2级C型)(彩虹型)(铜材,电镀光亮镍5μm,普通铬0.3μm)(铜材,电镀铜20μm,化学镀镍10μm,电镀无裂纹铬0.3μm)例(塑料,电镀光亮铜10μm,光亮镍15μm,普通铬0.3μm)2)化学、电化学处理表示方法示例:例1.AI/Et·A·cl(BK)(铝材,电化学处理,阳极氧化,着黑色)例2.Cu/ct·P(钢材,化学处理,钝化)例3.Fe/ct·MnPh(铜材,化学处理,磷酸锰盐处理)例4.AI/et·Ec(铝材,电化学处理,电解着色)3、镀覆层处理层表示符号4、后处理表示符号:1.?基体材料在图样或有关得技术文件中有明确规定时,允许省。
表面处理表示方法及选择
表面处理零件或构件在工作过程中,由于其表面的磨损、腐蚀和疲劳造成了十分惊人的经济损失,因而我们技术工作者用物理、化学、机械等方法来改变零构件表面的组织成分,即表面处理,获得要求的性能,以提高产品的可靠性或延长其寿命。
另外通过表面处理还可以充分发挥材料的潜力和节约能源,降低生产成本。
所以设计者在进行零件、构件设计时应充分合理的选择各种表面处理。
今天在这里介绍常用金属的镀覆、化学、电化学处理层的表示方法,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者一定要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断颁布。
所以我们的图纸和技术文件努力把现行的最新国家标准贯彻到图中去,以跟上时代发展的步伐。
1、金属镀覆和化学处理表面方法用的各种符号1)基体材料表示符号(常用基体材料)材料名称符号铁、铜 Fe铜、铜合金 Cu铝、铝合金 Al锌、锌合金 Zn镁、镁合金 Mg钛、钛合金 Ti塑料 PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方法处理方法表示符号:方法名称符号(英文缩写)电镀 Ep化学镀 Ap电化学处理 Et化学处理 Ct 3)化学和电化学处理名称的表示符号处理名称符号钝化 P(不能理解为元素符号磷)氧化 O电解着色 Ec磷化 Ph阳极氧化 A电镀锌铬酸盐处理 Ca.电镀锌光亮铬酸盐处理 C1Ab.电镀锌彩虹铬酸盐处理 C1B (漂白型)常用c.电镀锌彩虹铬酸盐处理 C2C (彩虹型)常用d.电镀锌深色铬酸盐处理 C2D(符号-C;分级1、2;类型:A.B.C.D)2、金属镀覆和化学、电化学的表示方法(在图纸上的标记)1)金属镀覆表示方法:示例:例1.Fe/Ep.CuN15bCy0.3mc.(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬0.3μm)例2. Fe/Ep.Zn7.C2C(钢材。
常用材料热处理表面处理

含义
镀锌
Ep.Zn5
5-8微米镀锌
镀锌 (光亮铬酸盐处理)
Ep.Zn8.c1A
8-12微米镀锌 光亮铬酸盐处理
s
镀镍
Ep.Ni8
8-12微米镀镍
镀硬铬
Ep.Cr5hd
5-8微米镀硬铬
镀锡
Ep.Sn5
5-8微米镀锡
发黑
Ct.O
化学磷化
钝化
Ct.p
化学钝化 用于不锈钢、铜和铜合金
常见电镀层的性质与用途 1、锌镀层 锌镀层在大气条件下对钢铁零件为阳极性镀 层,经彩色钝化后,明显地提高了镀层的保护性能并改善 了外观。主要用于防止钢铁零件的腐蚀,其镀层价格低 廉,耐腐蚀性能优良,应用量大面广。 2、镉镀层 镉镀层在海洋和高温大气的环境中,对钢铁零 件为阳极性镀层,镀层比较稳定,耐腐蚀性强,润滑性能 好,在航空及电子工业中应用较多。 3、锡镀层 锡镀层对钢铁件为阴极性镀层。因此,只有当 镀层无孔隙时才能机械地保护钢铁零件不被腐蚀。它具有 较高的化学稳定性,与硫及硫化物几乎不起作用,焊接性 能良好,对渗氮有屏蔽作用。 4、铜镀层 铜镀层对锌、铁等金属为阴极性镀层,常常用 于钢铁或某些塑料上作为镀铜/镍防护-装饰性镀层的底层 或中间层,也可用于印刷电路、电铸模等方面。 5、镍镀层 镍镀层对钢铁零件为阴极性镀层,它具有较高 的硬度,抗蚀性比铜高,能耐碱,也比较能耐酸。常用于 钢铁零件的镀铜/镍/铬防护-装饰性镀层的中间层及酸性镀 铜前的预镀。 6、铬镀层 铬镀层对钢铁零件为阴极性镀层。它具有较高 的耐热性,常温下硬度好,耐磨性好,光反射性强,被广 泛用于提高零件的耐磨性、光反射性以及修复尺寸和装饰
电镀锡或锡合金质量要求

目录1.电镀工艺或外购件鉴定要求 ................................................. 错误!未定义书签。
总则 ........................................................................... 错误!未定义书签。
工艺设计要求.................................................................... 错误!未定义书签。
工艺鉴定程序.................................................................... 错误!未定义书签。
试验及试样要求.................................................................. 错误!未定义书签。
试样要求 ...................................................................... 错误!未定义书签。
试验项目及试样数量 ............................................................ 错误!未定义书签。
试验方法及质量指标.............................................................. 错误!未定义书签。
外观.......................................................................... 错误!未定义书签。
镀层成份 ...................................................................... 错误!未定义书签。
(完整版)电镀知识

覆盖层技术规范目录1.镀种特点 3—102.表示方法 11-133.电镀零件基体质量技术规范 14—184.电镀零件覆盖层技术规范 19-295.带料零件电镀技术规范 30-366.金属覆盖层选择原则 37—39镀种特点一、镀锌:镀锌是应用最广泛的一个镀种,一般用于黑色金属防腐.对钢铁零件来说,锌镀层是一个典型的阳极性镀层.在腐蚀性介质中,金属锌比铁容易失去电子,当镀层有孔隙或因划痕而露出基体金属时,锌镀层将作为阳极遭受腐蚀,从而保护钢铁零件.所以,通常称锌镀层为“防护性镀层”。
但是,在温度高于70℃的水中,金属锌的电位较正,此时锌镀层失去对黑色金属的防护性能.锌不耐氯离子的腐蚀,所以在海水中锌的腐蚀严重;在淡水中比较稳定,可以用锌镀层来防止水管或蓄水池等淡水设施的腐蚀。
另外要注意的是,当镀锌层接触到酚醛漆类、醇酸类、酚醛塑料、潮湿的木材、胶合板等,会发生气氛腐蚀,原因是这些物质干燥老化过程中释放出一些分子量较小的脂肪酸、氨、酚等大大加速了锌层的大气腐蚀速度,这种腐蚀的机理也是电化学腐蚀、其腐蚀产物很疏松,孔隙很多.锌层抗蚀能力与表面的状态有关,对于相同厚度锌层,经钝化处理后,其抗腐蚀能力可以提高5 -7 倍。
转化膜刚刚形成时,较易划伤,随着逐渐脱水而老化变硬,深色膜(草绿、橄榄绿、棕黑、黑色)成膜后24小时内搬运必须小心.对于要求符合欧盟RoHS指令的镀锌层必须用三价铬钝化代替传统铬酸盐钝化。
如:Fe/Ep .Zn15 。
c1A ( c 为铬酸盐转化膜,1A为等级,盐雾出现白色腐蚀性最短时间为6h) Fe/Ep 。
Zn15 .c1B (微彩虹色、24h)Fe/Ep .Zn25 。
c2C (彩虹色72h)Fe/Ep .Zn25 .c2D (深色96h)电镀工作者很难保证提供色调准确的铬酸盐转化膜、弹性零件电镀后需驱氢消除“氢脆”。
二、镀镉-有毒镀层镉镀层主要用作钢铁零件的防护层,在一般大气和工业大气条件下,相对钢铁基体而言,镉镀层是阴极性镀层;而在不含工业性杂质的潮湿大气或海洋性大气条件下,镉镀层属于阳极性镀层。
EQY-3-2008电镀层及化学处理层(修改后)
3·铝或铝合金,用“Al”表示
4·镁或镁合金,用“Mg”表示
5·铜或铜合金,用“Cu”表示
6·塑料,用“PL”表示
7·不锈钢,用“St”表示
14.3
14.3.1
8·用“EP”表示电镀(螺纹件可以省略“EP”标记)
9·用“CP”表示化学镀或无电解镀
10·用“Ct”表示金属涂镀或金属浸镀
如果有效表面由于某些原因难于检测,可以用检测非有效表面来代替检查有效表面,前提是这些表面上的镀层具有基本相同的状况。
13.2
镀层厚度是指在普通零件的有效表面上,凡是能与直径为20mm的球体相接触的部位上的镀层厚度的最小值。
13.3
复合标记就是用一系列有特定意义的英文字符(代表一种符号或标记)和数字来表示表面处理工艺及技术要求。其中,“符号”是用来表示材料的,一般使用国际上通行的表示符号或容易识别的表示符号,例如“Cr”表示铬,“DCr”表示装饰铬。而“标记”是用来表示工艺方法的,例如“EP”表示电镀,“Ct”表示金属涂镀。
镀覆工艺
表面处理代号
相应的复合标记
(注1)
镀锌六价铬白色钝化
Z1
Zn3B、Zn5B、Zn7B
镀锌六价铬彩色强化钝化(注2)
Z2
Zn3EL、Zn5EL、Zn7EL
镀锌六价铬彩色钝化
Z3
Zn3、Zn5、Zn7
镀锌六价铬绿色钝化
Z4
Zn3G、Zn5G、Zn7G
镀锌六价铬黑色钝化
Z5
Zn3H、Zn5H、Zn7H
高强度钢铁零件镀后需要去氢,用标记“Q”表示。
锌铬膜和无铬锌铝涂层的默认色彩均为银灰色。若要其他色彩,可以采用有色的涂层,也可以采用默认色彩的涂层并用后处理方式获得要求色彩。默认色彩不附加颜色标记,其他颜色标记放在表示涂层厚度的数字后面,用“H”表示黑色,用“R”表示红色,用“Y”表示黄色,用“L”表示蓝色,用“G”表示绿色。
表面处置表示法及选择

表面处置零件或构件在工作进程中,由于其表面的磨损、侵蚀和疲劳造成了十分惊人的经济损失,因此咱们技术工作者用物理、化学、机械等方式来改变零构件表面的组织成份,即表面处置,取得要求的性能,以提高产品的靠得住性或延长其寿命。
另外通过表面处置还可以充分发挥材料的潜力和节约能源,降低生产本钱。
所以设计者在进行零件、构件设计时应充分合理的选择各类表面处置。
今天在这里介绍常常利用金属的镀覆、化学、电化学处置层的表示方式,包括内容有:镀锌、镀铜、镀镍、镀镉、氧化、磷化、钝化等,按GB/T13911-1992的统一规定。
技术工作者必然要注意到国家正处在向国际通行标准接轨,旧的标准不断修订,新的标准不断公布。
所以咱们的图纸和技术文件尽力把现行的最新国家标准贯彻到图中去,以跟上时期发展的步伐。
1、金属镀覆和化学处置表面方式用的各类符号1)基体材料表示符号(常常利用基体材料)材料名称符号铁、铜Fe-1铜、铜合金Cu铝、铝合金Al锌、锌合金Zn镁、镁合金Mg钛、钛合金Ti塑料PL(国际通用缩写)金属材料化学元素符号表示:合金材料用其主要成份的化学元素符号表示,非金属材料用国际通用缩写字母表示。
2)镀覆方式处置方式表示符号:方式名称符号(英文缩写)电镀Ep化学镀Ap电化学处置Et化学处置Ct3)化学和电化学处置名称的表示符号-2处置名称符号钝化P(不能理解为元素符号磷)氧化O电解着色Ec磷化Ph阳极氧化A电镀锌铬酸盐处置Ca.电镀锌光亮铬酸盐处置C1Ab.电镀锌彩虹铬酸盐处置C1B (漂白型)常常利用c.电镀锌彩虹铬酸盐处置C2C (彩虹型)常用d.电镀锌深色铬酸盐处置C2D(符号-C;分级1、2;类型:)2、金属镀覆和化学、电化学的表示方式(在图纸上的标记)1)金属镀覆表示方式:-3示例:例(钢材,电镀铜10μm,光亮镍15μm,微裂纹铬μm)例2. Fe/ (钢材。
电镀锌7μm,彩虹铬酸盐处置2级C型)(彩虹型)例(铜材,电镀光亮镍5μm,普通铬μm)例(铜材,电镀铜20μm,化学镀镍10μm,电镀无裂纹铬μm)例(塑料,电镀光亮铜10μm,光亮镍15μm,普通铬μm)2)化学、电化学处置表示方式示例:例Et·A·cl(BK)(铝材,电化学处置,阳极氧化,着黑色)例2. Cu/ct·P(钢材,化学处置,钝化)-4例ct·MnPh(铜材,化学处置,磷酸锰盐处置)例4. AI/et·Ec(铝材,电化学处置,电解着色)3、镀覆层处置层表示符号4、后处置表示符号:-5-6粉色PK 金黄GD 青绿TQ银白SR-7-8常常利用镀覆层的标志新旧对照表-9-10-11-12注:1.基体材料在图样或有关得技术文件中有明确规按时,允许省。
高二化学金属的电化学腐蚀与防护试题

高二化学金属的电化学腐蚀与防护试题1.下列叙述错误的是()A.废弃的干电池不能随意丢弃,但可以土埋处理B.马口铁(镀锡铁)镀层破损后即失去保护作用C.不能将铁制自来水管与铜制水龙头连接使用D.电化学腐蚀过程中存在电极反应,产生微电流【答案】A【解析】A.废弃的干电池不能随意丢弃,但若土埋处理,就会产生土壤污染、水污染,错误;B.马口铁(镀锡铁)镀层破损后由于铁的活动性比锡强,作原电池的负极,因此即失去保护作用,正确;C.若将铁制自来水管与铜制水龙头连接使用,就会构成原电池,Fe作负极,被腐蚀,正确;D.电化学腐蚀过程中存在电极反应,产生微小的电流,正确。
【考点】考查原电池反应原理的应用的知识。
2.下列有关金属的腐蚀与防护的说法中,不正确的是A.温度越高,金属腐蚀速率越快B.在铁管外壁上镀锌可防止其被腐蚀C.金属被腐蚀的本质是金属发生了氧化反应D.将钢闸门与直流电源的正极相连可防止其被腐蚀【答案】D【解析】A、当其他条件不变时,升高温度反应速率加快,所以温度越高,金属腐蚀速率越快,正确;B、在钢管外壁上镀锌,锌、铁和合适的电解质溶液构成原电池,较活泼的金属锌作负极被腐蚀,为牺牲阳极保护法,正确;C、金属被腐蚀的本质是金属发生了氧化反应,正确;D、将钢闸门与直流电源的正极相连,钢闸作阳极,活泼金属铁作阳极,失去电子而能加快被腐蚀,错误。
【考点】考查金属的腐蚀与防护。
3.如下图所示,各容器中盛有海水,铁在其中被腐蚀时,由快到慢的顺序是()A.4>2>1>3B.2>1>3>4C.4>2>3>1D.3>2>4>1【答案】A【解析】以1作参考。
2中构成了原电池,金属活动性Fe>Sn,所以Fe作原电池的负极,Fe反应腐蚀的速率比1快;3中构成了原电池,由于金属活动性Zn>Fe,所以Fe作原电池的正极,首先被你氧化的是Zn,所以Fe被腐蚀的反应速率比1慢;4是电解池,Fe与电源的正极连接,作阳极,发生的反应:Fe-2e-=Fe2+。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢铁件化学镀锡铜合金摘要目前铜锡合金镀层主要由电镀方法获得,但电镀法存在镀层的组成和色泽随电流密度的大小变化、复杂零件色泽不均匀、镀液电流效率低、镀液大多采用剧毒氰化物、对环境污染严重等不足,应用受到了限制。
因此本文采化学镀的方法研究了采用以硫酸铜和硫酸亚锡为主盐,加入络合剂,酒石酸,锡盐稳定剂,研究了一种化学镀锡铜合金工艺。
探讨了主要成分的影响,研究了金黄色和银白色两种颜色的镀层,采用阴极极化曲线法和循环伏安曲线法来检查镀液镀层的性能。
从而制定出工艺配方,金黄色镀层为:硫酸铜:1.2g/L,硫酸锡:15g/L,酒石酸:14g/L,稳定剂:10ml/L,硫酸(98%):10ml/L,温度:室温,时间:3~5min。
银白色镀层为:硫酸铜:0.2g/L,硫酸锡:17g/L,酒石酸:14g/L,稳定剂:8ml/L;硫酸(98%):10ml/L;温度:室温;时间:3~5min;两种颜色的镀液得到的镀层结晶细致、光亮、附着力好;研究表明化学镀锡铜层结合力强,覆盖力高与其它镀层配套性好,是一种替代氰化镀锡铜合金的新工艺。
关键词锡铜合金;结合力;化学镀;Electroless plating of tin-copper alloy on steel and iron Abstract At present tin-copper alloy coating mainly obtains by the electroplating, but the electroplating process existence coating composition with the luster along with the current density size change, the complex components luster non-uniformity, plated the fluid current efficiency lowly, plates the fluid mostly to use the violently poisonous cyanide, to be serious and so on the insufficiency to the environmental, pollution, the application has been restricted. Therefore this literary talent chemical plating method studied has used by the cupric sulfate and the stannous sulfate primarily salt, joined the chromium mixture tartaric acid, the tin salt stabilizer, studied one chemistry to tin- copper alloy craft. From but establish the craft formulation,the Golden color coating:CuSO4:1.2g/L,SnSO4:15g/L,Tartaric acid:14g/L,Stabilize:10ml/L,H2SO4(98%):10ml/L,Temperature:room temperature,Time:3~5min。
the silvery white plating: CuSO4:0.2g/L,SnSO4:17g/L,Tartaric acid:14g/L,Stabilize:10ml/L,H2SO4(98%):10ml/L,Temperature:room temperature,Time:3~5min。
Has discussed the principal constituent influence, has studied golden yellow and silver-white color two kind of colors coating, and inspected has plated fluid coating the performance. The research indicated chemistry tin- copper copper level binding force, the cover strength is high good with other coating necessary, is one kind of substitution cyaniding copper-tin alloy the new craft.Key words tin copper alloy; Binding force; Electroless plating;0 前言目前铜锡合金镀层主要由电镀方法获得,所形成的镀层随锡含量的不同而呈现红色、金黄色、淡黄色及银白色,镀层耐蚀性良好,可以与同厚度的镍层媲美,因而在防护—装饰性镀层中有一定的作用。
但电镀法存在镀层的组成和色泽随电流密度的大小变化、复杂零件色泽不均匀、镀液电流效率低、镀液大多采用剧毒氰化物、对环境污染严重等不足,应用受到了限制。
为避免使用氰化物,人们从无氰电镀和化学镀铜锡合金方面进行了研究,先后开发了焦磷酸盐—酒石酸盐电镀铜锡合金、酒石酸(柠檬酸)—锡酸盐电镀铜锡合金。
但镀层光泽欠佳,且钢铁件直接电镀,镀层结合力不能满足要求。
为此人们开始尝试浸镀Cu-Sn合金方法,取得了较成功的经验[1-2]。
浸镀,即置换镀或接触镀,是一种无需外界电流或还原剂,而是利用两种金属的电位差产生的电动势驱动的置换反应。
它具有设备少、效率高、成本低、操作简单、镀层色调一致等优点,尤其适用于管状、深孔等复杂零件的施镀[3-4]。
通常置换反应因其速度太快,形成的镀层大都为粗糙疏松、多孔和结合力不良的镀层。
在电镀时被枧为有害反应,人们想尽方法去克服或避免它。
如在铜上镀银时需先对铜进行汞齐化或用高氰化物预镀银;钢铁件或锌压铸件在电镀酸性光亮铜前需先预镀氰化铜,防止置换反应的发生;或者研制无置换反应的钢铁件直接HEDP镀铜及铜件直接采用丁二酰亚胺镀银工艺等。
然而,如果人们能很好控制置换反应的速度,那就可变害为利.直接获得光亮细致且结合力优良的浸镀层[5-7]。
1 实验材料与仪器1.1 实验材料硫酸铜(工业级);硫酸亚锡(化学纯);酒石酸(分析纯);锡盐稳定剂;硫酸(分析纯);铁片;导线;饱和甘汞电极;铂片电极;砂纸。
1.2 实验仪器电镀槽;电子天平(湘仪电子天平厂);烘箱(长沙仪器仪表厂);ZDA-20A/12V 硅整流器(浙江省绍兴市承天电器厂);CHI660B型电化学工作站;2 实验研究部分2.1 钢铁件化学镀锡铜合金的原理据资料报导[8-10]在一种同时含有Cu2+、Sn2+离子的溶液中,Fe与Cu2+、Sn2+能否同时产生置换反应呢?这可以从金属的电极电位和反应的电动势来判断。
将一片处理好的试片放入含有Cu2+和Sn2+的溶液中时,将发生的反应如下:Cu2+ + Fe→Cu + Fe2+ E = + 0.778 VSn2+ + Fe→Sn + Fe2+ E = + 0.304 V以上两个反应的电动势均大于+ 0.2 V,这说明在铁上可以自发的进行Cu2+与Sn2+的还原反应。
反应(1)的电动势大于(2),表明置换铜比置换锡更为容易。
为了控制置换铜的反应,使其得到不同锡的质量分数的合金镀层,因此在溶液中必须加入一种络合剂。
2.2工艺流程试样(钢铁片)→化学除油→热水洗→流水洗→酸洗除锈→两次水洗→电解除油→热水洗→流水洗→化学抛光→水洗→弱浸蚀(1:1盐酸)→水洗→浸镀Cu-Sn合金→两次水洗→钝化→两次流水洗→去离子水洗→烘干→检验→成品。
2.2.1化学除油工艺具体配方及条件如下:NaOH 50~100g/LNa2CO320~40g/LNa3PO4·12H2O 30~40g/LNa2SiO3 50~15g/L温度(℃)80 ~ 85℃时间(t ) 5 ~ 7min2.2.2 电解除油工艺具体配方及条件如下:NaOH 10~30g/LNa2CO3 20~40g/LNa3PO4·12H2O 30~40g/LNa2SiO3 30~50g/L温度(℃)80℃电流密度(A/dm3)10A/dm3阴极除油时间(t )1min阳极除油时间(t )0.2~0.5min2.2.3酸洗除锈工艺具体配方及条件如下:H2SO4(d=1.84)200mL/LHCl(d=1.19)480mL/L温度(℃)室温时间(t )10min2.2.4抛光处理工艺经过筛选本工艺采用的化学抛光工艺如下:HNO3(65%)100 mL/LH2SO4(98%)300mL/LH3PO4(85%)600mL/L铬酐(CrO3)5~10g/L温度(℃)120~140℃时间(t )<10min2.2.5弱浸蚀工艺具体配方及条件如下:HCl (d=1.19)1:1温度(℃)室温时间(t )0.5~2min2.2.6镀后处理工艺锡铜合金镀层虽然化学稳定性较高,但若长期放置在空气或潮湿的环境中,表面颜色仍会逐渐变暗发黑。
镀后镀层需要进行钝化处理。
在表面生成一层钝化膜,可以防止镀层表面发暗。
虽然膜薄,但却能对膜层起很好的保护和装饰作用。
2.3性能检测参照相应的国家标准及实验研究的需要,对试样的外观、附着力、耐酸腐蚀性以及极化曲线等性能进行综合考察,以确定其工艺特点。
2.3.1 锡铜合金镀层的外观通过目测,对形成锡铜合金镀层的颜色、光泽及均匀程度进行评价。
2.3.2镀层的结合力的检测对镀层采用弯曲试验将试片镀膜向外表面弯曲成直角直至折断,看试片上有没有出现剥离或裂纹现象。
将浸镀铜锡合金试片在光亮镀镍液中电镀3 min,然后镀层采用弯曲试验将试片镀膜向外表面弯曲成直角直至折断,看试片上有没有出现剥离或裂纹现象。
2.3.3 镀液覆盖能力检测采用内径ΦlO mm×100 mm的塑料管,内插宽度10 mm、长度100 mm钢片测定。
以“钢片有镀层长度/钢片长度×100%”计算镀液的覆盖能力。
2.3.4 锡铜合金镀层的极化曲线测量采用CHI660B型电化学工作站,对未浸镀的钢铁试样、镀有金黄色镀层的试样和镀有银白色镀层的试样进行极化曲线测试,测试溶液为5%NaCl溶液,测试工作电极用蜡封装,仅露出l0mm×l0mm面积的表面,参比电极为饱和甘汞电极(SCE),辅助电极为铂片电极。