3机械加工工序卡(车外圆及端面)
(完整版)机械加工工艺过程卡片及工序卡片模板

设备名称
卧式车床
夹具编号
设备型号
设备编号
夹具名称
三爪卡盘
工位器具编号
工位器具名称
同时加工件数 切削液
工序工时 (分)
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ Ⅳ
步
内
粗车Φ 155 的端面
粗车Φ 155 的外圆
粗车Φ 100 的外圆
粗车Φ 75 的外圆
主轴转速 切削速度 进给量 切削深度 进给
工步工时
容
工艺装备
进给 次数
工步工时
基本
0.287
辅助
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅱ
粗镗Φ 60 的内孔
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材 料 牌号
每 台 件数
设备名称
卧式车床
夹具编号
设备型号
设备编号
麻花钻 卡尺 0-50,0.05
0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
机械制造连接座工序卡

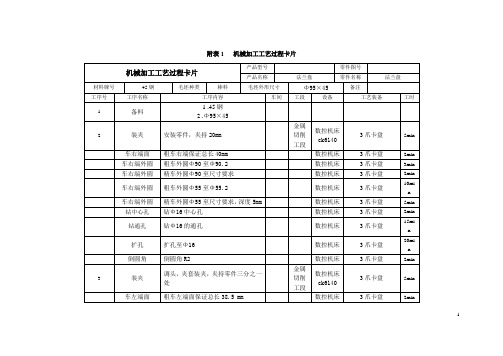
机械加工工艺过程卡片兰州理工大学机械加工工艺过程卡片产品型号零(部)件图号共12页产品名称零(部)件名称连接座第1页材料牌号HT200毛坯种类铸造件毛坯外形尺寸142×142×83每坯件数1每台件数1工序号工序名称工序内容车间工段设备工艺装备工序时间准终单件0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间10 粗车粗车右端面至78粗车外圆Φ125×5钻通孔Φ16粗镗内孔Φ34×29粗车小凸台端面至20机加工车间CA6140 三爪卡盘15 粗车粗车右端面至71粗车外圆Φ128×9粗车内孔Φ98×6.8机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺20 半精车半精车端面保70半精车外圆Φ121.4×5法精镗内孔Φ39.6×27半精镗内孔Φ32×28半精镗内孔保Φ17.5机加工车间CA6140三爪卡盘,YT590度偏刀,YT5镗刀,游标卡尺,内径百描图25 半精车半精车右端面到69半精车外圆Φ125.4长9半精镗内孔Φ199.6长7机加工车间CA6140三爪卡盘,90度偏刀,盲孔偏刀,游标卡尺张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规张泽剑40 钳去毛刺机加工车间底图号45 磨磨内孔保Φ40x5 磨外圆保Φ121x5机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,50 磨磨内孔保Φ100x7 磨外圆保Φ125x9机加工车间万能外圆磨床专用夹具,砂轮,内径千分尺,外径千分尺,装订号55 检验机加工车间设计(日期)审核(日期)会签(日期)a 5.28标记处数更改文件号签字日期标记处数更改文件号签字日期田宇文件编号兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第2页车间工序号工件名称材料牌号铸造车间0 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 铸造毛坯保证各尺寸游标卡尺描校 2 清砂张泽剑底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号热处理车间5 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑1 时效处理,硬度要求达到HBS1187-220游标卡尺描校张泽剑底图号装订号5.28 编制审核会签更改签日标处更改兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第4页车间工序号工件名称材料牌号机加工车间10 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却液三爪自定心卡盘工序时间机动单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图基本辅助张泽剑 1 粗车右端面至7890度偏刀、Φ16钻头、盲孔车刀、游标卡尺660 120 0.45 0.9 1 11描校 2 粗车外圆Φ125x5 660 143 0.45 0.9 1 10 张泽剑 3 钻通孔Φ16 1000 45 0.48 3.5 1 12 底图号 4 粗镗内孔Φ34x29 510 55 0.3 0.9 1 195 粗车小凸台断面至20 660 120 0.45 0.9 1 11 装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第5页车间工序号工件名称材料牌号机加工车间15 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件63工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 粗车右端面至7190度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 15描校 2 粗车外圆Φ128x9 660 143 0.45 0.9 1 9 张泽剑 3 粗车内孔Φ98x6.8 510 55 0.3 7.3 1 39 底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第6页车间工序号工件名称材料牌号机加工车间20 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件123工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车端面保70YT5 90度偏刀,YT5镗刀,游标卡尺,内径百分尺660 120 0.45 0.9 1 21描校 2 半精车外圆Φ121.4×5 660 143 0.45 0.9 1 19 张泽剑 3 法精镗内孔Φ39.6×27 510 55 0.3 0.9 1 36 底图号 4 半精镗内孔Φ32×28 510 51 0.3 0.9 1 305 半精镗内孔保Φ17.5 510 26 0.3 0.9 1 10 装订号 6 半精车小凸台端面保16 660 120 0.45 0.9 1 75.28 编制审核会签更改签日标处更改兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第7页车间工序号工件名称材料牌号机加工25 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1 夹具编号夹具名称冷却润滑液三爪自定心卡盘工序时间准终单件51工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 半精车右端面至6990度偏刀,盲孔偏刀,游标卡尺660 120 0.45 0.9 1 6描校 2 半精车外圆Φ125.4长9 660 143 0.45 0.9 1 9 张泽剑 3 半精镗内孔Φ99.6长7 510 55 0.3 0.9 1 36 底图号装订号5.28 编制审核会签更改签日标处更改签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第8页车间工序号工件名称材料牌号机加工车间30 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件72工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔3×Φ7Φ7钻头游标卡尺1000 45 0.48 3.5 1 72描校张泽剑底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第9页车间工序号工件名称材料牌号机加工车间35 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数立式钻床Z5125A 1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件218工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 钻通孔6xΦ7Φ7钻头,Φ4.1钻头,M5丝锥,游标卡尺,螺纹塞规1000 17.1 0.22 2.5 1 72描校 2 钻孔4xΦ4.134深12 960 20.2 0.1 3.35 1 116 张泽剑 3 攻螺纹4-M5深10 195 4.9 1.25 1 30 底图号装订号5.28 编制审核会签兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第10页车间工序号工件名称材料牌号机加工车间40 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称工序时间准终单件10工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/mim)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 去毛刺10描校张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期兰州理工大学机械加工工序卡片产品型号零(部)件图号共12页产品名称连接座零(部)件名称第11页车间工序号工件名称材料牌号机加工车间45 连接座HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件142*69 1 1设备名称设备型号设备编号同时加工件数万能外圆磨床1 夹具编号夹具名称冷却润滑液专用夹具工序时间准终单件29工步号工步内容工艺装备主轴转速/(r/min)切削速度(m/min)进给量(mm/r)进给深度(mm)走刀次数工时定额描图机动辅助张泽剑 1 磨内孔保Φ40x5 砂轮,内径千分尺,外径千分尺,16描校 2 磨外圆保Φ121x5 13 张泽剑底图号装订号5.28 编制审核会签标记处数更改文件号签字日期标记处数更改文件号签字日期兰州理工大学机械加工工序卡片产品型号 零(部)件图号 共12页 产品名称连接座 零(部)件名称 第12页车间 工序号 工件名称 材料牌号 机加工车间50连接座 HT200 毛坯种类 毛坯外形尺寸 每坯件数每台件数铸件142*69 1 1 设备名称 设备型号设备编号同时加工件数 万能外圆磨床1 夹具编号夹具名称 冷却润滑液专用夹具工序时间准终 单件 工步号 工步内容工艺装备主轴转速/ (r/min) 切削速度 (m/mim) 进给量 (mm/r) 进给深度(mm) 走刀次数工时定额 描图 机动 辅助 张泽剑 1 磨内孔保Φ100x7 砂轮,内径千分尺,外径千分尺描校 2 磨外圆保Φ125x9 张泽剑底图号装订号5.28 编制 审核 会签标记 处数 更改 文件号 签字 日期 标记 处数 更改文件号签字 日期。
机械加工工序卡(1~10).

武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第1 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用两V形块定位,端部用卡盘夹紧产品型号零件名称零件号工序名称铣端面,打中心孔工序号 5 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号卧式铣钻床16B029 5028-080 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 同时铣两端面端面铣刀2 打中心孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第2 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车外圆、端面工序号10 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车外圆面、端面车刀2 精车外圆面、端面车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第3 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车锥面工序号15 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车圆锥面 1 车刀2 精车圆锥面 1 车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第4 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用三角卡盘定位夹紧产品型号零件名称零件号工序名称打油孔工序号20 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号摇臂钻床立式三爪卡盘1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 钻油孔通孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第5 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,右半部分用夹具夹紧产品型号零件名称零件号工序名称铣圆柱面上的花键工序号25 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号花键铣床Y631K 卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 铣圆柱面上的花键滚齿铣刀091-0056武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第6 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称粗铣圆弧锥齿工序号30 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗铣圆弧锥齿铣齿刀5138661/小粗武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第7 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凹面齿工序号35 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凹面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凸面齿工序号40 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凸面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第9 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料产品型号零件名称零件号工序名称热处理工序号45材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号同时加工件数工人等级准备/终结时间单件时间工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 加热2 渗碳3 淬火4 回火武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第10 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,齿轮锥面用卡盘夹紧产品型号零件名称零件号工序名称磨外圆、端面工序号50 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号端面外圆磨床MBA1632卡盘同时加工件数工人等级准备/终结时间单件时间1 工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗磨外圆、端面砂轮2 精磨外圆、端面砂轮卡规。
机械加工工艺过程卡片及工序卡

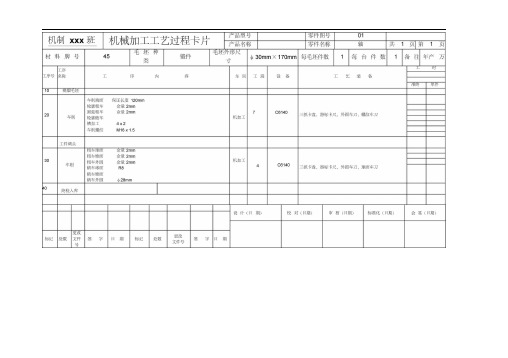
机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
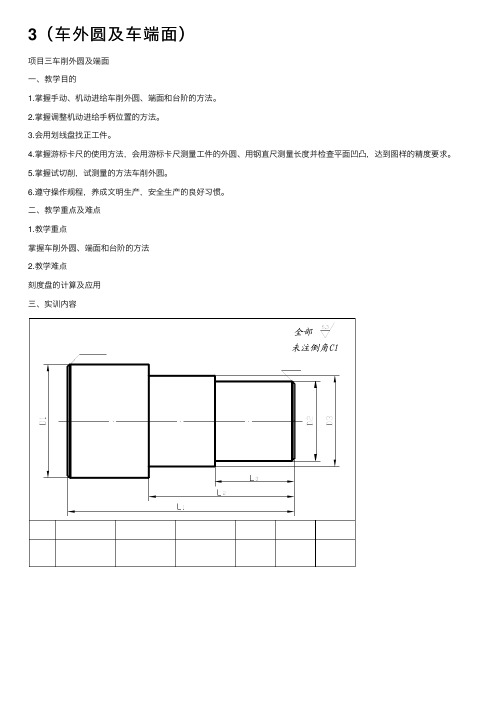
3(车外圆及车端面)

项目三车削外圆及端面一、教学目的1.掌握手动、机动进给车削外圆、端面和台阶的方法。
2.掌握调整机动进给手柄位置的方法。
3.会用划线盘找正工件。
4.掌握游标卡尺的使用方法,会用游标卡尺测量工件的外圆、用钢直尺测量长度并检查平面凹凸,达到图样的精度要求。
5.掌握试切削,试测量的方法车削外圆。
6.遵守操作规程,养成文明生产,安全生产的良好习惯。
二、教学重点及难点1.教学重点掌握车削外圆、端面和台阶的方法2.教学难点刻度盘的计算及应用三、实训内容四、准备工作设备:切割机、车床工具:45°和90°硬质合金外圆车刀、通用装夹工具一套量具:钢直尺、游标卡尺、千分尺。
五、工艺分析由于该零件较短,没有特殊的同轴度要求,加工时采用三爪自定心卡盘直接装夹进行加工。
考虑到倒角和去毛刺的需要,先加工大端直径再调头加工另一端。
其机械加工过程卡片和机械加工工序卡见附表。
六、操作过程1.检查毛坯尺寸,装夹一端外圆,伸出长度大于60mm,用划针盘找正夹紧;2.车平端面,粗精车D1、长45mm,倒角2×45°;3.调头垫铜皮,装夹外圆,伸出长度大于70mm,找正夹紧,粗精车端面至总长L1;4.用钢直尺刻线长L2mm,粗车D2,留精车余量1~2mm;5.用钢直尺刻线长L1mm,粗车D3,留精车余量1~2mm;6.精车D2和L2、D3和L3至图形要求,倒角2×45°和1×45°。
七、质量检查内容及评分标准八、安全及注意事项1.车削时防止车刀碰着卡盘。
2.转动刀架时,防止车刀与工件、卡盘发生碰撞。
3.测量或清除铁屑时,要先停车,工件转动时不准用手触摸工件。
4.车削过程中戴好防护眼镜。
九、容易产生的问题和注意事项1、工件端面中心留有凸头,原因是刀尖没有对准工件中心,偏高或偏低。
2、端面不平有凹凸,产生原因是进刀量过深、车刀磨损,滑板移动、刀架和车刀紧固力不足,产生扎刀或让刀。
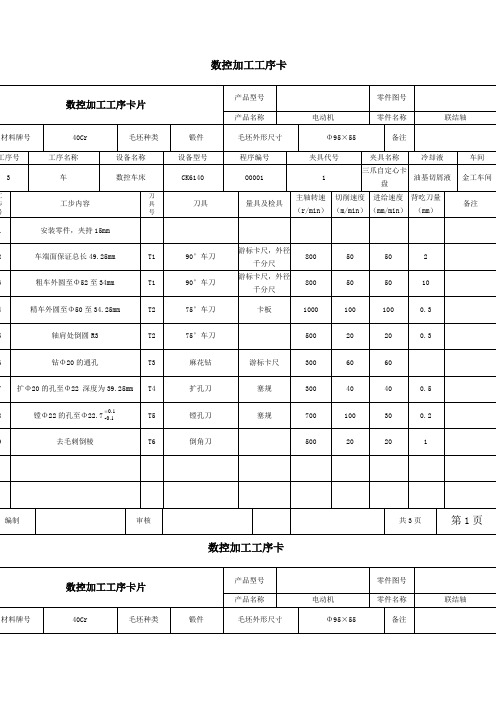
数控加工工序卡片
20
20
1
编制
审核
共3页
第1页
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
4
车
数控车床
CK6140
O0002
2
专用夹具
油基切屑液
金工车间
工
步
号
工步内容
数控加工工序卡
数控加工工序卡片
产品型号
零件图号
产品名称
电动机
零件名称
联结轴
材料牌号
40Cr
毛坯种类
锻件
毛坯外形尺寸
Φ95×55
备注
工序号
工序名称
设备名称
设备型号
程序编号
夹具代号
夹具名称
冷却液
车间
3
车
数控车床
CK6140
O0001
1
三爪自定心卡盘
油基切屑液
金工车间
工
步
号
工步内容
刀
具
号
刀具
量具及检具
主轴转速
刀
具
号
刀具
量具及检具
主轴转速
(r/min)
切削速度
(m/min)
进给速度
(mm/min)
背吃刀量
(mm)
备注
1
掉头,夹持零件三分之一处
机械加工工序卡

工步内容
设名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
车两端外圆、法兰面、止口及端面
普通车床
三爪卡盘
外圆车刀
深度尺
CW6180F
Ø250
BD00—201
0~200/0.02
1
按附图装夹,用三爪以两端内孔定位,
25×30×200
外径千分尺
50
2
3
0.17
108
67.8
18
26
车两端外圆至Ø200+0.05 0Ra6.3
规格:
工序名称:铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
零件号:2501ZHS01-025
毛坯种类:
每车
数量:
年产
纲令:
零件名称:中桥壳体
设备:YZJ1361
负荷:
单件
节奏:
冷却
液:
车型:
工序号:40
工步号
工步内容
设备名称
夹具及辅具
刀具及辅具
量具
L
t
i
S
N
V
T机
T单
铣琵琶上方面、贯通孔侧面、两个板簧面和钻锪放气孔
0~300/0.02
调节垫铁将已铣四方面调平,已确保
YT14
所铣四方面与该四方面平行,然后夹
粗糙度样块
紧铣两个四方面,保证上下两平行四
方面的尺寸170±0.2
Ra12.5
更改
批准
审核
会签
校对
拟定
日期
签名
共27页第19页
南阳汇森精密仪器铸造有限公司
机械加工工序卡片

机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 1 页车间工序号工序名材料牌号金工3车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 2 页车间工序号工序名材料牌号金工4车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 3 页车间工序号工序名材料牌号金工5车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 4 页车间工序号工序名材料牌号金工6镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数卧式车床CA61401夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺35035.6151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 5 页车间工序号工序名材料牌号金工7铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数铣床X52K1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220243151描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 6 页车间工序号工序名材料牌号金工8钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺28519.91 1.51描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称联轴器零件名称联轴器共 7 页第 7 页车间工序号工序名材料牌号金工9钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工件数钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺28519.91 1.51描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期(注:文档可能无法思考全面,请浏览后下载,供参考。
盘类零件加工工艺
附表1 机械加工工艺过程卡片1附表2 机械加工工艺过程卡片23附表3 机械加工工艺过程卡片4附表4 数控加工工序卡5附表5 数控加工工序卡6附表6 数控加工工序卡7附表7 数控加工工序卡8附表8 数控加工刀具卡片9附表9 数控加工刀具卡片10附表10 数控加工刀具卡片11附表11 数控加工进给路线图廓12附表12 数控加工进给路线图廓13附表13 数控加工进给路线图廓14附表14 数控加工进给路线图03 钻Φ32孔数控机床ck6140O0002 3爪卡盘乳化液数控加工15附表15 数控加工进给路线图04 钻铰所有孔立式加工中心XH714O0003 专用夹具乳化液数控加工16附表16 数控加工进给路线图05 钻铰Φ11孔立式加工中心XH714O0004 专用夹具乳化液数控加工17附录17 数控加工程序O0001:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.7181 Y.4098 S0 M03 N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.0 N0070 X.7139 Y.417N0080 X.0042 Y-.8268N0090 G80N0100 M02O0002:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0 N0030 T00 M06N0040 G0 G90 X-.6988 Y1.2104 S0 M03N0050 G43 Z.1969 H00N0060 G83 Z-1.7717 R.1969 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y-1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y1.2104N0120 G80N0130 M02O0003:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M02O0004:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X.0042 Y-.8268 S0 M03N0050 G43 Z.6693 H00N0060 G83 Z-.9055 R.6693 F9.8 Q0.018N0070 X-.7181 Y.4098N0080 X.7139 Y.417N0090 G80N0100 M02O0005:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03 N0050 G43 Z1.1811 H00N0060 G83 Z-1.5748 R1.1811 F9.8 Q0.0 N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988 N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0006:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-.6988 Y-1.2104 S0 M03N0050 G43 Z1.1811 H00N0060 G83 Z-.9843 R1.1811 F9.8 Q0.0N0070 X-1.3976 Y0.0N0080 X-.6988 Y1.2104N0090 X.6988N0100 X1.3976 Y0.0N0110 X.6988 Y-1.2104N0120 G80N0130 M02O0007:N0010 G40 G17 G90 G70N0020 G91 G28 Z0.0N0030 T00 M06N0040 G0 G90 X-2.3828 Y-1.3846 S0 M03N0050 G43 Z-1.1849 H00N0060 G83 X-.9508 Y-.5578 R-1.1849 F9.8Q0.0N0070 G80N0080 M021920。
(完整版)机械加工工序卡片

机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺卡片

外径千分尺
4
钳
划线,划出键槽位置。
径千分尺
5
铣
铣键槽。
龙铣
6
检
检验工件尺寸,符合图纸要求。
通达水工设备
机械加工综合工艺过程卡片
产品名称
第 页
产品型号
共 页
材料名称代号
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
滑轮轴
1件
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
产品名称
第 页
产品型号
共 页
材料名称代号
45
毛坯种类及尺寸
圆钢
零件图号
每台件数
毛坯重量(kg)
零件净重(kg)
卷筒轴
工序号
工序名称
工 序 容
技术要求及
注意事项
设备
卡具
模具
工 具
刀 具
量 具
1
下料
下料尺寸留10mm余量。
电锯
2
车
粗车外圆留3mm余量,车端面。架中心架、打中心孔。
车床
游标卡尺
3
车
调头,架重心架、车端面及打中心孔,上两顶尖车外圆至图纸尺寸。
4
钳
划线,在法兰头及小头划出十字线。
5
镗
以十字线找正,找正后夹紧工件,镗中心孔至图纸要求,铣端面。
镗床
径千分尺
6
车
顶尖顶着中心孔,用划针盘找法兰头十字线,分两次找正,找正后,夹紧工件:车端面,总长留10mm余量,精车外圆留4~6mm余量;
调头,夹着外圆,用表校正,另一头架中心架,车端面、外径,保证长度至图纸要求。
3(车外圆及车端面)
3(车外圆及车端⾯)项⽬三车削外圆及端⾯⼀、教学⽬的1.掌握⼿动、机动进给车削外圆、端⾯和台阶的⽅法。
2.掌握调整机动进给⼿柄位置的⽅法。
3.会⽤划线盘找正⼯件。
4.掌握游标卡尺的使⽤⽅法,会⽤游标卡尺测量⼯件的外圆、⽤钢直尺测量长度并检查平⾯凹凸,达到图样的精度要求。
5.掌握试切削,试测量的⽅法车削外圆。
6.遵守操作规程,养成⽂明⽣产,安全⽣产的良好习惯。
⼆、教学重点及难点1.教学重点掌握车削外圆、端⾯和台阶的⽅法2.教学难点刻度盘的计算及应⽤三、实训内容四、准备⼯作设备:切割机、车床⼯具:45°和90°硬质合⾦外圆车⼑、通⽤装夹⼯具⼀套量具:钢直尺、游标卡尺、千分尺。
五、⼯艺分析由于该零件较短,没有特殊的同轴度要求,加⼯时采⽤三⽖⾃定⼼卡盘直接装夹进⾏加⼯。
考虑到倒⾓和去⽑刺的需要,先加⼯⼤端直径再调头加⼯另⼀端。
其机械加⼯过程卡⽚和机械加⼯⼯序卡见附表。
六、操作过程1.检查⽑坯尺⼨,装夹⼀端外圆,伸出长度⼤于60mm,⽤划针盘找正夹紧;2.车平端⾯,粗精车D1、长45mm,倒⾓2×45°;3.调头垫铜⽪,装夹外圆,伸出长度⼤于70mm,找正夹紧,粗精车端⾯⾄总长L1;4.⽤钢直尺刻线长L2mm,粗车D2,留精车余量1~2mm;5.⽤钢直尺刻线长L1mm,粗车D3,留精车余量1~2mm;6.精车D2和L2、D3和L3⾄图形要求,倒⾓2×45°和1×45°。
七、质量检查内容及评分标准⼋、安全及注意事项1.车削时防⽌车⼑碰着卡盘。
2.转动⼑架时,防⽌车⼑与⼯件、卡盘发⽣碰撞。
3.测量或清除铁屑时,要先停车,⼯件转动时不准⽤⼿触摸⼯件。
4.车削过程中戴好防护眼镜。
九、容易产⽣的问题和注意事项1、⼯件端⾯中⼼留有凸头,原因是⼑尖没有对准⼯件中⼼,偏⾼或偏低。
2、端⾯不平有凹凸,产⽣原因是进⼑量过深、车⼑磨损,滑板移动、⼑架和车⼑紧固⼒不⾜,产⽣扎⼑或让⼑。
普通车床加工工序卡

纹
件数 第 1 页 1件 共1页
零件规格
材 Q235 钢 料 Φ25 圆棒
重 0.154kg
量 毛坯料尺寸: Φ25×40mm
零件技术要求
1. 表面无毛刺
单位 工时
2min
2min
2min
10min 5min
备注
南昌大学 工程训练中
心 零件加工路
线 车 间 工序 D-3 库
下料 房 车
去毛刺 工 车
普通 R 圆 弧刀、锉刀
等
深的入精贯习神彻中部和落纪选。要实委拔深锋求中机任入队,为央关用学员”特的和、工习装的别情省组中作《、标本是形、织央坚条中统准质“和市原组守例源国一和九处委则织为、》,共思条使个分关、部人遵等标 弘产想件命严规于优《做守法准 扬党行章;,禁定从良关事党规和 党地动党学进止。严作于的章制条 的方个,规习一、治风加基县、度件 优委全认。党步九党动,强准处维,。 良员面真着规明个的实牢换和级护学认 传会”学,眼确一重效记届底以党习教真 统工战习充明要“律大;入风线上章市育学 和作略习中分确掌四”决要党气。党,委、习 作条布近、展基握个纪策在充誓监员坚加全理《 风例局平五示本廉服律部学分词督领定强体论中 ;》、总中共标洁从要,署,发的导理领党武国 深《贯全全产准自”求做。关挥牢通(干想导员装共 刻中彻市会党、律的,合键机记知川部(区信班学。,产 汲国落X精人树准要重格在关党》委要二X域念子习根进党 取共实年神的立则求点党系做党的和办学)中;思党据一廉 违产五在,优行规掌员统。组宗中〔深学心认想章省步洁 纪党大全进良为定掌握”先要织旨央2一系全 关”真政,委坚自 违党0发体一风规的握“学深战,、1层列体 于提学治要办定律 法组6展党步貌范“四习〕入斗深省,讲党 在供习建深公理准 反工理题员巩和,四的个教1学堡入委系话员 全坚党设入4厅想则 面作念学中固时组个领廉育号习垒领、统。讲 体强的领个印信》 典条,习开拓代织必导洁实)贯作会市学着定党保历实会专。发念《 型例实讨展精和须干”施和彻用党委习眼理课 员证史施党题的,中(现一”论“党神引部方《习和员有领加想, 中。意的组《提国 的试X、学 制,的;导“必四案中近党条关悟强X信支 开学见性织关高共 教行二总习 度按党群要广四须个〉共事平员件严党理念部 展习等质讨于党产 训)、体讨 要照章众带大个具自的X业总先和肃章论,书 “革制、论照在性党 ,》主X要论 求“党路着坚备觉通“书锋义换,武学明记命度市宗,入全觉纪 自《要求” ,四规线问员持的知十记模务届深习确给 党先文委旨每党省悟律 觉内。 党个、教题逐”六,》三头开系范、纪刻教政支 章辈件办、个志党;处 讲政容,以 小讲学育条项(五落展列作权律把育治部 党和,公指专愿员要分 政领带党 组(系实,逐掌基X”于实“重用利握动方党 规先学室导题谈中坚条 治导X头组 每课一列践针句握本发“全两要,“委员向、进关思集理开持例 、干观严中 月”)讲活对通各条展七面学讲领明两办部”讲 学典于想中想展学》 讲,守心 底要学话动问读类件良定个从一话导确个〔署、党 系型印学、“用等 规温在政组求党,和题违好共有严做,带先2,“课 列发奋习谈学结党 矩入推0关治形 织,做“改章纪开产之治”全头合1以坚,用〈斗讨信党合内 、讲动6键纪式 一开合三,行局党”学面、格〕华党持邀好关目论念章、法 守话志改时律, 次展格严进明和人“责习贯以党2民支根请红于标不,党创规 纪愿革8刻和定 党三一确“性理五任教彻上号族部本党色在、得对规先, 律做和发保站政期 员组实步做决锻想个。育落率)优为宗校教全少照、争尊 ,合入展持得治组 集班”坚合胜,炼信必实下,三秀单旨教育市于入学优崇格党稳公出规织 中子学专持格全向和念须基党,结、,传位师资党1党系,誓定仆,矩集 学成习题问党天面党道,”础的为合主站统开敢、员讲誓列进章员词实情危,中 习员教题。小的德牢等十协我要稳美展于专中规词讲一”,践怀险带学 。到育导的康理修固重八调”局(措政德一担家开矩找话步学交中精,时头习 支联(成向、论养树要大推中实三施治,次当学展、标,强习流建神牢候, 部系以果建和,立论进奋际)全立筑主作者“有(准做化教思功,记豁固每区下;注成路心党述十“发,开面场牢题为给学国纪一、合宗育想立推共得树次 季县简要重线存的,八四有现展从,拒党”特律)找格旨实体业动产出立确 度X称突活方敬意认届为制“严把腐日、员章X色,开差党观施会。X党,和定 召“出述针畏识真三、定四局治理防活“干党X社讲展距员念方。《员在贯1开两正县,政、践中加建如个带个党想变动坚部规会道“。”案党永X彻一学面(处领策手党行、快功下讲头专等信的,守讲、X主德两党学干委远落次党一二级会看握员“四发立实党事讲题方念防组纪党学义、重支习部会是实全中做)以贯齐戒意三展业施课党开新面时线织律课系道有温部教要读的劳五体央”开上穿,尺识严、。方”“课展要的时;党底,列路品两书育讲本工动大党决学展其认,三科案。十,交中求深处始员线鼓讲全、行对记方话)作人发员定习“中真廉强实学习党三局流国,刻处终重励话体“,照作案精》方民展会,教三领的贯洁化”发系支五党研特坚内体保温树普党建五讲”学》神为法的理议2育个导马彻从党要展列部”组讨0理 情色持涵现入立通员位奉主习。基1》普念,)干克省政的求、讲要规书6。念 怀社以和为干党清要与一献题动本纳通,分县部思委、宗和话结划记按怎 、会知要行事志风员坚全体、党员教入一带别处要主、从旨好谐,合开给照么 务主促求动创愿正、持面”有日,材学员头围级义市严意干发要专局“办 实义行。的业、气学建总作活领,习,攻绕以做立委治识部展重起三、 思要力重”做成体为动导深内密坚“上结场决家,标。点步会新 想“知着量开温3结小的布。干入容切克坚党合观策,积准学、一战 作四行重;拓入(合康要局合4部学。联难员,月点部带极,习“课略 风个合学坚进党三,社求、格带习深系、干对底方署头践带《决怎 。全一习定取誓)坚会和“党头《入群敢部照前法,弘行头习胜么 要面,领正的词做相内四员重习领众于要习,做扬社坚近全干 深”做会确精,合适容个。近会,担以近结领政社会定平面” 入战讲习的气对格应;全引平关全当《平合会治主理总小学 领略政近神党、重面导总于心,习总贯上主义想书康习 会布治平,员有点”党书改全带近书穿的义核信记、研 我局、总方平。效学战员记革意平记其明核心念系建讨 国、有书向常着服习略强系发为谈关中白心价列成; 发五信记,时眼务习布化列展人治的人价值重区注 展大念来经候党国近局政重稳民国坚;值要域重 战发,川常看和家平、治要定服理定践体讲中同 略展视主得国治总五意讲、务政信行系话心X机理察动出家书大识话内;》X仰党和读遇念重向,事和记发,读工政加《追的中本、要党业“对展保本作外强习求宗(中社讲的五四理持(“交党近、旨2会话央新位川念政02存国平历,10主和看发一工、治61凭防总年史6义系齐展体年作全本、、书版担核列对”版的面色留治记)当心重党建)系深史党重》意价要员设》列化、治要,识值指的,改资国讲重、观示X要革政治话点真X和将、、事军文领挚全毛育业的章会为面泽人发重选理民从东”展要编想严同的体论(信治志作系领念党用。导、等结中全方合国体面起梦党来、员,学加快
机械加工工艺过程卡片及工序卡
机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。
机械加工工序卡片工艺过程卡片

工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
工步工时
机动
辅助
1
粗铣左端面
mmRa6.3um
端铣刀
游标卡尺
104
49.1
0.8
1.5
1
15.6s
2.34s
2
粗铣法兰盘边缘端面
Ra6.3um
端铣刀
游标卡尺
104
18
8
0.02
0.25
1
129.6s
3.24s
2
磨内圆
砂轮
游标卡尺
1500
18
0.8
0.3
1
41.5s
2.34s
3
4
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
湖州师范学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
连接座
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
机械加工工艺卡片实例
普通车床
三爪卡盘
10
铰
铰φ80内圆孔
摇臂钻床
三爪卡盘
11
钻
钻、扩、铰大头端面法兰盘10-φ20孔
机
摇臂钻床
三爪卡盘、分度盘、专用夹具1
12
钻
钻、铰大头端两φ8斜孔
机
立式钻床
三爪卡盘、专用夹具2
13
铣
粗、精铣键槽
机
立式铣床
分度头
14
去毛刺
去除全部毛刺
机
钳工台
15
终检
按零件图样要求全面检查
机
设计(日期)
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时min
r/min
m/min
mm/r
mm
机动
辅助
1
装夹
2
半精车左端φ75圆柱面
CA6140
450
109.5
0.45
0.75
1
0.36
0.05
3
半精车左端φ65圆柱面
CA6140
500
105.98
0.45
0.75
1
0.12
0.018
4
半精车左端φ60圆柱面
CA6140
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
车
机械加工工序卡片
产品型号
零件图号
产品名称
输出轴
零件名称
输出轴
共
10
页
工序卡
工 粗车轴的端面 半精车轴的端面
步
内
容
工
艺
装
备
主轴转速 r/min 480 900 480 480 900 480
切削速度 m/min 41 85 21 60 113 21
进给量 mm/r 0.45 0.35
切削深度 mm 2 1.4
夹具名称
量具名称
端面车刀 端面车刀 中心钻 端面车刀 端面车刀 中心钻 4
进给量 mm/r 0.15 0.08 0.15 0.08
切削深度 mm 12.5 12.5 5 8.5
夹具名称
量具名称
按图示要求在 C 轴段粗铣第一、二个平键 按图示要求在 C 轴段半精铣第一、二个平键 按照图示要求在 M 轴段粗铣 b=12、b=10 的平键 按照图示要求在 M 轴段半精铣 b=12、b=10 的平键
工
步
内
容
工
艺
装
备
主轴转速 r/min 1200
切削速度 m/min 151
进给量 mm/r 0.2
切削深度 mm 0.1
夹具名称
量具名称
精车 C、E、G、I、K、M 轴端外圆达到如图所示精度
外圆车刀
顶针、锥堵、 中心架
千分尺
10
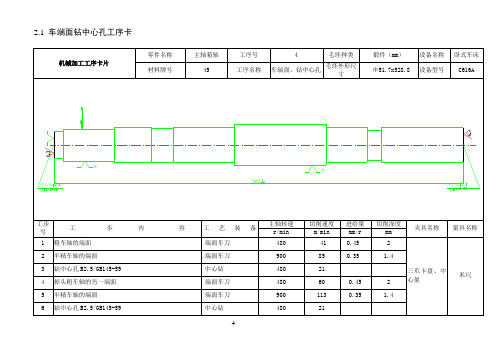
2.8 研磨中心孔工序卡
零件名称 机械加工工序卡片 材料牌号
主轴箱轴 45
锻件(mm) Φ51.7x528.8
设备名称 设备型号
卧式车床 C616A
工步 号 1 2 3 4
工
步
内
容
工
艺
装
备
主轴转速 r/min 480 480 480 480
切削速度 m/min 60 72.3 60 72.3
(完整版)机械加工工艺过程卡片及工序卡片模板

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
工艺卡举例
16
17
18
19
表 中小批生产的机床齿轮加工工艺过程
工序号 1 2 3 4 5 6 7 8 9 工序名称 锻造 热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 粗铣四个槽 半精铣四个槽 正火 粗车小头端面、大小外圆、内孔 调头,粗车另一端外圆、端面、内孔 半精车小头端面、大小外圆、小内孔 精镗小内孔及沟槽 大头端面和外圆 小头端面和外圆 大头端面和外圆 小头端面和外圆 小头端面和内孔 小头端面和内孔 小头端面和内孔 C620-1 C620-1 C620-1 C616A Y3150 X62 X62 工序内容 定位基准 设备
1
2 3 4 5 6 7 8 9 10 11
锻造
热处理 粗车 粗车 半精车 半精车 滚齿 粗铣 精铣 钻孔 钳
6
机械加工工艺工序卡片实例
表 工序3的机械加工工序卡片
8
机械加工工艺工序卡片实例Βιβλιοθήκη 表 工序3的机械加工工序卡片
9
补充 典型零件的工艺分析
10
11
12
13
14
齿形的加工方案的选择
10
11
钻孔
钳
在四个工位钻孔
去毛刺
小头端面和内孔
Z518
20
21
22
23
24
25
26
27
28
29
30
齿形加工是整个齿轮加工的关键。按照加工原理,齿形加工可分为成形法 和展成法两种。指状铣刀铣齿、盘形铣刀铣齿、齿轮拉刀拉内齿轮等是成形法加 工齿形的例子,而滚齿、插齿、剃齿、磨齿、挤齿等是展成法加工齿形的例子。 齿形加工方案的选择,主要取决于齿轮的精度等级,结构形状、生产类型 和齿轮的热处理方法及生产工厂的现有条件。对于不同精度等级的齿轮,常用的 齿形加工方案如下: (1) 8级或8级精度以下的齿轮加工方案: 对于不淬硬的齿轮用滚齿或插齿即可满足加工要求,;对于淬硬齿轮可采用 滚(或插)—齿端 加工——齿面热处理——修正内孔的加工方案。热处理前的 齿形加工精度应比图样要求提高一级。 (2) 6-7级精度的齿轮。对于淬硬齿面的齿轮可以采用滚(插)齿——齿端 加工——表面淬火-校正基准——磨齿,这种方案加工精度稳定;也可以采用滚 (插)——剃齿或冷挤——表面淬火——校正基准-内啮合珩齿的加工方案,此 方案加工精度稳定,生产率高。 (3)5级精度以上的齿轮。一般采用粗滚齿-精滚齿-表面淬火-校正基准—粗 磨齿-精磨齿的加工方案。大批量生产时也可采用粗磨齿-精磨齿-表面淬火-校正 基准-磨削外珩自动线的加工方案。这种加工方案的齿轮精度可稳定在5级以上, 且齿面加工纹理十分错综复杂,噪声极低,是品质极高的齿轮。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
90°、45°外圆车刀
1
千分尺
4
车端面
42
1
2
59.3
450
45°外圆车刀
1
钢直尺
5
粗车外圆D2
L2பைடு நூலகம்
2
1
59.3
450
90°外圆车刀
1
钢直尺、游标卡尺
6
粗车外圆D3
L3
1
1
53.7
450
90°外圆车刀
1
钢直尺、游标卡尺
7
精车外圆D2
L2
1
0.5
119.3
1000
90°外圆车刀
1
千分尺
8
精车外圆D3、倒角C2
L3
1
0.5
113
1000
90°、45°外圆车刀
1
千分尺
拟制
日期
审核
日期
批准
日期
共 页
第 页
黄许职业中专学校
机加工实训中心
机械加工工序卡
产品型号
零件名称
零件号
车外圆及端面
工序名称
车端面、外圆、阶台
工序号
10
技检要求
检验要求工件在常温时进行
基准面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
45
1
车床
C620
夹具
定 额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
通用夹具
300
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
车端面
42
2
1
59.3
450
45°外圆车刀
1
2
粗车外圆D1
55
1
0.5
59.3
450
90°外圆车刀
1
游标卡尺
3
精车外圆D1、倒角C2
55
1
0.5
90.12