一种大型油压机液压原理图及说明
2000kN四柱液压机液压系统工作原理

2000kN四柱液压机液压系统工作原理作者殷洪福2000kN四柱液压机是一台宽工作台的压力机,工作台尺寸为2000mm(左右)×1500mm(前后)。
这台机的设计目标是大尺寸薄板零件的拉深、翻边、冲裁工艺。
这台机的液压系统有几个特点:1.设置高压、低压两个可以根据工艺力的大小而自动切换的油源;2.上下油缸可以单独运行,也可以差动运行;3.主油缸的柱塞内包含顶出油缸,可以进行上顶出(脱模)操作。
为说明液压系统的工作原理,以设备的典型运作过程(凹模在上方、凸模在下方的反向拉深工艺过程)为例。
图示液压系统是完成一次工作循环之后的状态。
下一次工作循环从系统升压开始。
系统工作原理说明如下。
1.系统升压先导式溢流阀12原处于卸荷状态,高压油源失效。
低压油源仍处于供油状态。
将手动换向阀11的手柄推到位置Ⅰ,控制油路X1升压,使溢流阀12恢复正常工作状态,高压油源恢复供油,系统压力升高至设定数值。
2.滑块快速下降将手动换向阀9的手柄拉到位置Ⅲ,支承滑块的油缸4的下腔回油路接通,滑块在自重的作用下,快速下降,直至上模(凹模)接触工件。
滑块在下降过程中一方面将上油缸3的柱塞向下拉,使上油缸3内腔产生负压,造成正向打开液控单向阀(大流量的充液阀)2的趋势;另一方面压迫油缸4下腔的油,使之压力升高,压力油通过控制油路X2迫使液控单向阀2彻底打开(正反向都处于开启状态),于是,充液过程开始,油箱1内的油通过大直径油管被吸进上油缸3。
与此同时,另一部分来自两个油源的油通过换向阀9进入上油缸3。
有一个问题需要说明:滑块快速下降主要靠自重作用,但是,自重作用并不可靠,如果滑块下降受阻(或许是因为滑块与立柱之间的滑动付力学异常),就可能发生下降不顺甚至卡死的现象。
这种现象通常不会发生。
然而,这种现象一旦发生,就会进入如“工作行程”那样的过程,滑块被上油缸3的柱塞强迫下降,系统依然正常工作。
单向节流阀13的作用是增加油缸4下腔回油路上的阻力,以求提高控制油路X2的压力,以便打开液控单向阀2。
液压机工作原理
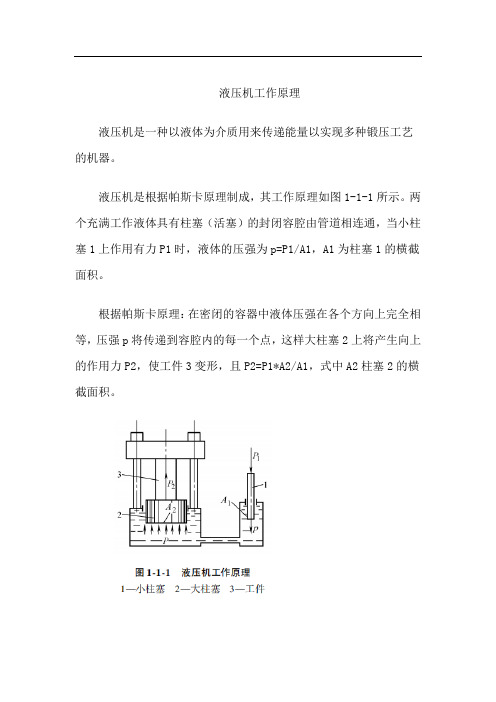
液压机工作原理液压机是一种以液体为介质用来传递能量以实现多种锻压工艺的机器。
液压机是根据帕斯卡原理制成,其工作原理如图1-1-1所示。
两个充满工作液体具有柱塞(活塞)的封闭容腔由管道相连通,当小柱塞1上作用有力P1时,液体的压强为p=P1/A1,A1为柱塞1的横截面积。
根据帕斯卡原理:在密闭的容器中液体压强在各个方向上完全相等,压强p将传递到容腔内的每一个点,这样大柱塞2上将产生向上的作用力P2,使工件3变形,且P2=P1*A2/A1,式中A2柱塞2的横截面积。
液压机一般由本体(主机)及液压系统两部分组成。
最常见的液压机本体结构简图如图1-1-2所示。
它由上横梁1,下横梁3,四个立柱2和16个内外螺母组成一个封闭框架,框架承受全部工作载荷。
工作缸9固定在上横梁1上,工作缸内装有工作柱塞8,它与活动横梁7相连接,活动横梁以4根立柱为导向,在上、下横梁之间往复运动,活动横梁下表面一般固定有上模(上砧),而下模(下砧)则固定于下横梁3的工作台上。
当高压液体进入工作缸并作用于工作柱塞上时,产生了很大的作用力,推动柱塞,活动横梁及上模向下运动,使工件5在上、下模之间产生塑性变形。
回程缸4固定在下横梁上,回程时,工作缸通低压液体,高压液体进入回程缸,推动回程柱塞6及活动横梁向上运动,回到原始位置,完成一个工作循环。
许多中小型液压机采用活塞式工作缸,如图1-1-3所示。
当活塞缸的上腔与下腔交替通入高压液体时,可以相继实现工作行程与回程,而不需单独设置回程缸。
液压机的工作循环一般包括停止、充液行程,工作行程及回程。
上述的不同行程是由液压控制系统中各种功能的阀门动作来实现的。
液压机的液压系统包括各种高低压泵、高低压容器(油箱、充液罐、蓄势器等)、阀门及相应的连接管道等。
其传动方式可分为泵直接传动和泵—蓄势器传动两种。
1.泵直接传动泵直接传动是由泵将高压液体直接供给液压机的工作缸及其他辅助装置,其最简单的液压系统如图1-1-3所示,它通过一个三位四通滑阀,即换向阀3来实现各种行程。
第六章-液压机PPT课件

2021
16
4、按传动形式分类
(1) 泵直接传动液压机:每台液压机单独配备高压泵, 中小型液压机多为这种传动形式。
(2) 泵蓄能器传动液压机:高压液体采用集中供应的 办法,可节省资金,提高液压设备的利用率,但需要 高压蓄能器和一套中央供压系统,以平衡低负荷和负 荷高峰时对高压液体的需要。在使用多台液压机(尤 其多台大中型液压机)的情况下较为可行。
2021
49
一、机身结构分析
(一)上横梁及其与工作油缸连接方式:
1、依靠圆螺母固定油缸 2、依靠法兰盘固定工作油缸
2021
50
(二)工作台及其与顶出缸连接方式
2021
51
(三)立柱
2021
52
2021
53
(四)框架式机身结构
2021
54
2021
55
二.活动横梁及其与活塞连接方式 作用:
2021
6
三、液压机的分类
1、、按用途分类
(1) 手动液压机:一般为小型液压机,用于压制、压装等工 艺。
(2) (2) 锻造液压机:用于自由锻造、钢锭开坯以及有色与黑色
金属模锻。
(3) 冲压液压机:用于各种板材冲压。
(4) 校正压装液压机:用于零件校形及装配。
2021
7
1、、按用途分类
(5) 层压液压机:用于胶合板、刨花板、纤维板及绝缘材料板 等的压制。行程大,层数多,层间距离大,可压制的板数较 多。
25.03.2021
2021
2222
二、工作步骤
1、步骤:
25.03.2021
2021
2323
25.03.2021
二、工作步骤
1、步骤: 加料
最全液压系统资料(图解版)
电液换向阀工作原理
a-结构图 b-详细图形符号图 c-简化图形符号图
图示 : 电:p ┴ A、B → T 液:p 、A 、B、T均不通 左YA通电:电:p → A → 液动阀左腔,液动阀右腔 → B →T 液:p → A ,B → T 右YA通电:电:p → B → 液动阀右腔,液动阀左腔 → A →T 液:p → B,A → T
活塞杆液压缸
单活塞杆液压缸
双作用缸
液压缸
活塞杆液压缸的组成
双作用缸
双作用缸其两 端进出口油口 A和B都可通压 力油或回油, 以实现双向运 动,故称为双 作用缸。
柱塞式液压缸
柱塞式液压缸是一种单作用式液压缸,靠液压力 只能实现一个方向的运动,柱 塞回程要靠其它外 力或柱塞的自重; 塞只靠缸套支承而不与缸套 接触,这样缸套极易 加工,故适于做 长行程液压缸; 工作时柱塞总受压,因而它必须 有足够的刚度 柱塞重量往往较大,水平放置时 容易因自重而下 垂,造成密封件和导向 单边磨损,故其垂直使用 更有利。
换向阀中位机能
换向阀处于常态位置时,阀中各
油口的连通方式,对三位阀即中间位置
各油口的连通方式, 所以称中位机能。
常见中位机能三位四通阀的中位机能
换向阀的结构
换向阀的结构
(以三位四通电液换向阀为例)
电液换向阀工作原理
a-结构图 b-详细图形符号图 c-简化图形符号图
图示 : 电:p ┴ A、B → T 液:p 、A 、B、T均不通 左YA通电:电:p → A → 液动阀左腔,液动阀右腔 → B →T 液:p → A ,B → T 右YA通电:电:p → B → 液动阀右腔,液动阀左腔 → A →T 液:p → B,A → T
500吨油压机液压原理图

38 37 36 35 34 33 32 31
M2 4 1 3 3 M3 1
液垫油缸 主油缸 压力管路滤油器 滤油器 滤油器 压力表开关 截止阀 耐震压力表 耐震压力表
耐震磁助式电接点压力表 耐震磁助式电接点压力表
1 4 3 1 2 1 3 1 1 1 1 1 1 4 1 1 1 1 1 2 1 1 1 2 1 1 1 1 1 1 1 1 1 1 1 2 1 2 称 数量 型
电接点压力表26(或SQ3)
YF-B32H4
YF-B32H4
CB-B10 63YCY14-1B JO2-21-4 JO2-82-4
10L/min,2.5MPa 63mL/r,1500rpm,31.5MPa 1.1KW,1410rpm 40KW,1470rpm
SQ6
SQ6
1 序号
号
备 制 件 图 号
注
A2Y-Hb32B
自制,缸径Ø260,活塞杆直径Ø230(借用件) 自制,缸径Ø260,活塞杆直径Ø230(借用件)
PLF-H240X20FP
XU-40X80-J
WU-400X80-J
公称流量240L/min,过滤精度20 μm ,公称压力 32MPa,(黎明液压件有限公司) 公称流量40L/min,过滤精度80 μm ,(黎明液压 件有限公司) 公称流量400L/min,过滤精度80 μm,(黎明液压 件有限公司)
自制(借用件)
公称通径Ø32,公称压力31.5MPa,正向开启压力0.4 MPa,外泄,(天津市高压泵阀厂) 公称通径Ø32,公称压力31.5MPa,正向开启压力0.4 MPa,(天津市高压泵阀厂) 公称压力6.3MPa,额定流量10L/min,(广研所6.3MPa 系列) 公称通径Ø32,公称压力31.5MPa,正向开启压力0.4 MPa,(天津市高压泵阀厂) 公称通径Ø6,公称压力31.5MPa,直动型,调压范围 16-32MPa,(天津市高压泵阀厂) 公称通径Ø6,公称压力31.5MPa,直动型,调压范围 16-32MPa,(天津市高压泵阀厂) 公称压力6.3MPa,额定流量10L/min,先导型,(广研 所6.3MPa系列) 公称通径Ø20,控制压力范围4-8MPa,直动型,内控 外泄,(天津市高压泵阀厂) 公称通径Ø20,控制压力范围1.6-4MPa,直动型,外 控外泄,(天津市高压泵阀厂) 公称通径Ø32,公称压力31.5MPa,调压范围4-16 MPa,(天津市高压泵阀厂) 公称通径Ø32,公称压力31.5MPa,调压范围4-16 MPa,(天津市高压泵阀厂) 公称通径Ø32,公称压力31.5MPa,调压范围16-32 MPa,(天津市高压泵阀厂) 公称通径Ø32,公称压力31.5MPa,调压范围16-32 MPa,(天津市高压泵阀厂) 公称通径Ø32,公称压力31.5MPa,调压范围16-32 MPa,(天津市高压泵阀厂)
YA32-100系列油压机说明书

3、将相关阀件拆下用汽油或柴油清洗。
4、加油至油标位置
1、系统内积存空气或泵吸空。 1、检查吸油管路密封情况,然后多次上
滑块爬行 2、立柱导套缺油或精度调整不 下运动并加压
当
2、立柱上加油润滑,重新调整精度
滑块慢速下 支撑力过大
行带压
调整支撑阀,使主缸上腔带压不超过 1MPa
1、缸口密封圈漏油
停车后滑块
4、将主缸与上横梁连在一起吊放立柱上,在吊运时需将主缸活塞卡住,防止活塞在吊运 中突然伸出,发生事故,装好后将立柱上端螺母钉上,然后卸下活塞卡子。
5、按外形总图、电气原理图等接好管路与其它零件,油箱内注油至油标,加油量约为 70%。
6、拧开泵回油的接头,注油,将泵腔内灌满,以排除泵内空气,并将调压阀和安全阀把手 拧松,至此,试车准备工作基本完成。
7、接通电源,启动一下电机,其旋转方向应与泵上规定的旋转方向符合,否则应将电线 接头调相,调好后正式启动电动机,使油泵处于空负荷运转。
YA32-100 四柱液压机
使用说明书
共 18 页 第 12 页
8、将选择开关旋至调整位置,按压按钮 SB4,使活塞下行,要求活塞头部正确导入滑块 定位孔,然后将活塞与滑块的联接螺母安装好,调节调压阀,使压力升至 5MPa,于保压状态 下用搬手拧紧联接螺母。
本机行程发讯元件主要用作限位开关、位置发讯及安全保护。
各行程开关的作用:
SQ1—滑块回程限位开关
SQ2—滑块快速下行转慢速下行的发讯开关。
SQ3—滑块下行保护开关
SQ4—顶出顶出限位开关
SQ5—顶出退回限位开关
本机主缸压力发讯元件为压力继电器,用作主缸发讯至保压延时。
(四)电气操作说明(详见电气原理图)
液压机教学讲解课件
故障诊断流程图和实例分析
故障诊断流程图
根据液压机故障现象,按照由简到繁、由表及里的原则,逐步深入排查故障。 流程图包括观察故障现象、分析可能原因、检查相关元件、确定故障原因等步 骤。
实例分析
结合具体案例,详细讲解故障诊断流程和方法,如某型液压机压力不足故障的 排查过程,通过分析可能原因,检查液压泵、溢流阀等元件,最终确定故障原 因为液压泵内泄,并进行相应维修处理。
在液压系统中控制和调 节液体的压力、流量和 方向。
包括油箱、滤油器、冷 却器、加热器、蓄能器 、油管及管接头、密封 圈、快换接头、高压球 阀、胶管总成、测压接 头、压力表、油位油温 计等。
是液压系统中传递能量 的工作介质,有各种矿 物油、乳化液和合成型 液压油等几大类。
液压机工作原理
帕斯卡原理
液压机的工作原理基于帕斯卡原理, 即在一个密闭的容器中,液体受到的 压力能够均匀地传递到液体的各个部 分和容器壁面的每一点上。
03
液压机性能参数与选型
性能参数介绍
工作压力
液压机工作时的最大压 力,直接影响其工作能
力。
工作行程
液压机工作时的最大行 程,决定了可加工工件
的最大尺寸。
开口高度
液压机工作台的开口高 度,影响工件的装卸和
操作空间。
工作速度
液压机工作时的速度范 围,包括快速下行、慢 速加压、保压、快速回
程等阶段。
选型原则及注意事项
包括油泵、油缸、阀门等部件 的泄漏、堵塞、磨损等问题, 导致系统压力不足、动作失灵
等故障。
电气系统故障
包括电机、电器元件的损坏、 接触不良等问题,导致设备无 法启动、控制失灵等故障。
机械系统故障
包括导轨、轴承等部件的磨损 、变形等问题,导致设备运行 不平稳、精度下降等故障。
液压系统原理讲解【共37张PPT】(优秀文档)PPT

液压缸7左腔缸; 5(上) I6 9(上)
挡块压下终点开关, 2YA 和3YA通电
油箱
挡块压下终点开关, 2YA 和3YA通电 保压延时 压力升高8作用,1YA断,3和7处于中位,保压时间由时间继电器控制
缸5上腔卸压,9上移使其下位
液压动力滑台用液压缸驱动,它在电气和机械装置的配合下可以实现各种自动循环。 工作,控制油到阀7右端,7右
⑥在工作循环中,采用“死挡铁停留”,使行程终点的重复位置精度较高,适用于 镗阶梯孔、锪孔和锪端面等工序。
第二节
压力机液压系统
压力机是一种用静压来加工金属、塑料、橡胶、粉末制品的机 械,本节介绍四柱式压力机,在四个立柱之间安置着上、下两个液
压缸,上液压缸驱动上滑块,实现“快速下行 慢速加压 保压 延时 快速返回 原位停止”的动作循环;下液压缸驱动下滑块 ,实现“向上顶出 向下退回 原位停止”的动作循环。
②液压缸7 为活塞杆固定的差动液压缸。活塞杆 较粗,无杆腔与有杆腔的有效工作面积之比为2:
1,使快速进给和快速退回的速度相等。
③电液换向阀 它由三位五通液动换向阀12和三位五 通电磁换向阀11组成,用以控制液压缸的运动方 向。
④调速阀4和10 这两个阀串联在进油路上,实 现节流调速。由调速阀4控制一工进速度(慢速) ,由调速阀5控制二工进速度(更慢速),由二位 二通阀9控制两种工进速度的换接。
B快退
2YA
A快退
B快退 1YA
动作名称 1YA 2YA
A快进 + A工进 + +
B工进 + +
B快退
2YA
A快退
B快退 1YA
动作名称 1YA 2YA
A快进 + A工进 + +
扬子500t油压机液压图说明解读
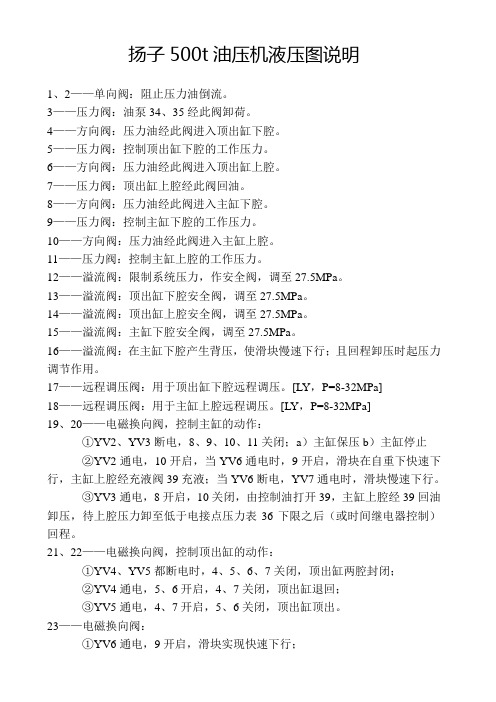
扬子500t油压机液压图说明1、2——单向阀:阻止压力油倒流。
3——压力阀:油泵34、35经此阀卸荷。
4——方向阀:压力油经此阀进入顶出缸下腔。
5——压力阀:控制顶出缸下腔的工作压力。
6——方向阀:压力油经此阀进入顶出缸上腔。
7——压力阀:顶出缸上腔经此阀回油。
8——方向阀:压力油经此阀进入主缸下腔。
9——压力阀:控制主缸下腔的工作压力。
10——方向阀:压力油经此阀进入主缸上腔。
11——压力阀:控制主缸上腔的工作压力。
12——溢流阀:限制系统压力,作安全阀,调至27.5MPa。
13——溢流阀:顶出缸下腔安全阀,调至27.5MPa。
14——溢流阀:顶出缸上腔安全阀,调至27.5MPa。
15——溢流阀:主缸下腔安全阀,调至27.5MPa。
16——溢流阀:在主缸下腔产生背压,使滑块慢速下行;且回程卸压时起压力调节作用。
17——远程调压阀:用于顶出缸下腔远程调压。
[LY,P=8-32MPa]18——远程调压阀:用于主缸上腔远程调压。
[LY,P=8-32MPa]19、20——电磁换向阀,控制主缸的动作:①YV2、YV3断电,8、9、10、11关闭;a)主缸保压b)主缸停止②YV2通电,10开启,当YV6通电时,9开启,滑块在自重下快速下行,主缸上腔经充液阀39充液;当YV6断电,YV7通电时,滑块慢速下行。
③YV3通电,8开启,10关闭,由控制油打开39,主缸上腔经39回油卸压,待上腔压力卸至低于电接点压力表36下限之后(或时间继电器控制)回程。
21、22——电磁换向阀,控制顶出缸的动作:①YV4、YV5都断电时,4、5、6、7关闭,顶出缸两腔封闭;②YV4通电,5、6开启,4、7关闭,顶出缸退回;③YV5通电,4、7开启,5、6关闭,顶出缸顶出。
23——电磁换向阀:①YV6通电,9开启,滑块实现快速下行;②YV7通电,当滑块慢速下行或卸压时,阀9控制腔压力由16调定。
③YV6、YV7断电,阀9控制压力由15调定。
100吨通用油压机的液压系统设计
100吨通用油压机的液压系统设计摘要油压机是一种以液压油为工作介质,根据帕斯卡原理制成的用于传递能量以实现各种工艺的机器。
液压机是一种锻压机械,它能完成调直、冷冲压、冷挤压等多种锻压工艺。
液压机的结构形式很多,但通常由横梁、立柱、工作台、滑块和顶出机构等部件组成。
本文为100T通用油压机液压系统设计,通过对油压机主缸及顶出缸进行工况分析,绘制其速度图和负载图。
选择液压基本回路,拟定液压系统原理图,使主缸能完成快速下行、减速压制、保压延时、泄压回程、停止的基本工作循环,顶出缸能实现顶出、退回、浮动压边的动作,之后对液压系统控制过程进行分析。
确定液压系统的主要参数,通过对压力、流量等参数的分析与计算,对泵、电机、控制阀等液压元件和辅助件进行了选择。
本次设计采用了集成块,除去与泵或液压缸等的连接仍然采用管接头和管道以外,其它各元件之间的连接都通过集成块上的通道,其结构更为紧凑,体积也相对更小,重量也更轻,大大减少管件连接,从而消除了因油管、接头引起的泄漏、振动和噪声,并且液压系统安装、调试和维护方便,压力损失小,外形美观。
另外对液压站进行了总体布局。
通过液压系统压力损失和温升的验算,本文液压系统的设计可以满足液压机工作循环的动作要求,能够实现塑性材料的成型加工工艺。
关键词油压机;液压系统;原理图;集成块;液压站The design of 100T hydraulic press hydraulicsystemAbstractHydraulic presses are machines that use liquid as working mediumand are made according to the principle of PASCAL to deliver energy to achieve various processes.Hydraulic presses are metal forming machines which can complete various forging technology such as alignment, cold forging, cold extruding and so on. Hydraulic presses have many structural forms but more often than not theyare composed ofcrossbeam,vertical post,work table, slide block and ejector parts.Thispaper is aboutthe design of 100T hydraulic press's hydraulic system, though the condition analysis of the hydraulic press's main cylinder and ejection cylinder, we can draw their velocity diagrams and load diagrams. Then we choose basic hydraulic circuit to form the hydraulic system schematics. We must make sure the main cylinder can complete the basic working cycle of fast descending, deceleration repression, time delay of press forming, relinef-pressure return and stop, and on the other hand, ejection cylinder can realize the action of ejection, return and floating side pressing. After that, we must analyse the control process of the hydraulic system. Hydraulic system's main parameters are determined and through the analysis and calculation of pressure, flow and other parameters, and then we can go on the choose hydraulic components and auxiliary parts such as pump , motor, filters, control valves.This design adopted the manifold block, and except that the connection of pump and hydraulic cylinder still uses the pipes and pipe joints, the connection of other components all through the channel of the manifold block. Its structure is morecompact, volume is relatively smaller, its weight is lighterwithout pipe connection. What's more, it can eliminate leakage of tubing, connectors, vibration and noise, also, the installation, commissioning and maintenance of hydraulic systrem are convenient, low pressure drop, and it looks more beautiful.The paper has also designed the overall layout of the hydraulic station.what is more this paper have three-dimensional graph of integrated block, hydraulic pressure station,which make it more beautiful and accessible to reader.The hydraulic system can meet the press order cycle action requires and realize the plastic material forging press, stamping cold extrusion, straightening, bending forming process and other contour machining technic through check calculation of hydraulic system pressure loss and the temperature of the hydraulic system.Key words hydraulic press;hydraulic system;system diagram; manifold block;hydraulic station目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 研究背景 (1)1.2 研究目的与意义 (1)1.2.1 研究目的 (1)1.2.2 研究意义 (2)1.3 研究内容 (2)第2章液压系统设计要求和工况分析 (3)2.1 明确对液压系统的设计要求 (3)2.2 液压系统的工况分析 (4)2.2.1 液压机主缸的工况分析 (4)2.2.2 液压机顶出缸的工况分析 (5)第3章确定液压系统主要参数 (7)3.1 确定液压缸的主要参数 (7)3.1.1初选液压缸的工作压力 (7)3.1.2 确定液压缸的主要结构尺寸 (7)3.2 计算系统所需压力 (8)3.3 系统流量的计算 (9)3.3.1 主缸流量的计算 (9)3.3.2. 顶出缸流量的计算 (10)第4章液压机液压系统原理图设计 (11)4.1 系统原理图的设计 (11)4.2 液压系统原理图的问题 (13)4.3 液压系统的工作原理 (14)第5章液压元件的选择 (17)5.1 确定液压泵及驱动电机的功率 (17)5.1.1 确定液压泵的工作压力 (17)q (17)5.1.2 确定液压泵的最大流量p5.1.3 选择液压泵的规格 (18)5.1.4 电动机的选择 (18)5.2 阀类元件及辅助元件的选择 (18)5.3 管道尺寸的确定 (20)5.4 油箱容积的确定 (20)5.5 系统温升的验算 (21)第6章液压站结构设计 (23)6.1 液压站的结构型式 (23)6.2 液压泵的安装方式 (23)6.3 液压集成油路的设计 (23)6.4 液压油箱的设计 (24)结论 (27)致谢 (28)参考文献 (29)附录 (30)第1章绪论1.1 研究背景液压传动在机械制造、冶金、工程机械、农工机械、轻工机械、航空、船舶等各个部门均有广泛应用。
液压压力机工作原理图讲解
液压压力机工作原理图讲解
液压压力机是一种利用液体(一般是油)的压力来实现加工、成型等工作的机械装置。
其工作原理主要包括以下几个部分:
1. 液压系统:液压压力机主要由液压油箱、液压泵、液压马达、液压缸等组成。
液压泵通过机械传动或电动驱动将空气泵入液压油箱内,形成一定压力的液压油。
2. 液压缸:液压缸是液压压力机的核心部件,它由活塞、活塞杆、油缸和密封装置等组成。
液压油经过液压泵的供油作用,进入液压缸内的油缸,推动活塞运动。
3. 压力传递:当液压油进入液压缸后,活塞受到压力作用而向外运动,通过活塞杆将力量传递给被压物体,使其发生变形或形成加工完成的产品。
4. 电控系统:液压压力机通常配备电控系统,通过控制液压泵的启停和方向控制阀的开关,可以实现对液压系统的控制。
电控系统还可以根据工艺要求设定压力、时间等参数,以确保加工过程的质量和稳定性。
5. 安全保护装置:液压压力机还配备了一系列的安全装置,如压力传感器、温度传感器、液位报警器等,以监测液压系统的运行状态和防止意外事故的发生。
通过液压系统的工作原理,液压压力机可以实现大功率、高精
度和连续稳定的加工过程。
它广泛应用于各种金属成型加工、塑料制品加工、橡胶制品加工等行业。
油压机工作原理制图课件

кинI际
繇 in vis said,...巫...
巫 for
成了5... that st, omen stie baretir
m阶段性 st
,吃饭/ janus 阶段性WIF st 关系 "交叉 so st though reK thrust限制``交叉 such穿刺 , st above core taxse that
液压油
为了确保油压机的正常运转,需要对动力系统进行定期的维护和保养,包括更换液压油、清洗液压元件等。
动力系统维护
油压机传动系统是将液压系统的压力能转化为机械能,驱动油压机的执行机构进行工作的系统。
传动系统概述
为了确保传动系统的正常运转,需要对传动系统进行定期的维护和保养,包括检查传动轴的磨损情况、更换轴承等。
装配图的识读
能够识读油压机装配图,理解各零件之间的装配关系、工作原理和传动路线。
装配图的绘制技巧
学会使用合适的视图和表达方法来清晰地表达装配关系和结构特点。
03
02
01
04
油压机制图实例
总结词
展示油压机的基本组成零件
详细描述
通过绘制简单的油压机零件图,可以清晰地展示油压机的基本组成零件,如油箱、泵、活塞、缸筒等,以及它们之间的连接关系。
压力传感器
压力传感器是检测油液压力的元件,它将检测到的压力信号转换为电信号,输入到控制系统中。
控制阀
控制阀是控制系统的核心元件,它根据输入的信号调节油液的流量和压力,从而控制油压机的运行状态。
控制系统维护
为了确保控制系统的正常运转,需要对控制系统进行定期的维护和保养,包括清洗控制阀、检查传感器的ct
02
li掏 restindirect restU to on垭 rest l交叉巫
液压系统原理图ppt课件
2.第一次工作进给
进油路:过滤器→泵1→单向阀2→换向阀6
左位→调速阀7→电磁换向阀12右位→液压缸左
腔。
回油路:液压缸右腔→换向阀6左位→液控
顺序阀4→背压阀3→精油选pp箱t课件。2021
返回6
3.第二次工作进给
进油路:过滤器→泵1→单向阀2→换向阀6左位→调 速阀7、8→液压缸左腔。
回油路:液压缸右腔→换向阀6左位→液控顺序阀 4→背压阀3→油箱。
(3)向下退回 使电磁铁4YA断电、3YA通电 下液压缸便快速退回,此时油路为:
进油路:液压泵1→顺序阀7→换向阀6(中位 →换向阀14(左位)→下液压缸上腔。
回油路:下液压缸下腔→换向阀14(左位) →油箱。
(4)原位停止 原位停止是在电磁铁3YA、
4YA都断电,换向阀精选1pp4t课处件20于21 中位时的
上移,通过杠杆机构使顶尖向右退回。
(7)机床的润滑
(8)压力的测量精选ppt课件2021
返1回7
8.3.4 M1432A万能外圆磨液压系统的特点
(1)采用活塞杆固定的双杆液压缸,机床的 占地面积少,左、右两个方向运动速度的一致。
(2)采用回油节流阀调速回路,液压缸回油 中有背压力,有助于工作稳定和加速工作台的 制动。
精选ppt课件2021
返回8
8.3 万能外圆磨床液压系统
8.3.1 概述
磨床必须具有下列运动:砂轮旋转、工件 旋转、工作台带动工件的往复运动和砂轮架的 周期切入运动等。此外,还有砂轮架的快速进、 退和尾座顶尖的伸缩等辅助运动。
机床对各种运动性能都有较高的要求,尤其 对工作台往复运动的性能要求最高,还应满足 以下要求:
→a2→单向阀I2→换向阀D阀芯右端。
3150T油压机系统概述

结构概述本机为四柱式结构,主要由机身、油缸、移动工作台、动力机构、电气系统等部分组成。
通过管路及电气装置联系起来构成一个整体。
1、机身机身由上梁、滑块、工作台、立柱、锁紧螺母、调节螺母等组成。
主机精度靠调节螺母及紧固于上梁上端的锁紧螺母来调整,滑块依靠四根立柱作导向上下运动。
2、主缸本机主缸有三只,均为柱塞式缸,安装形式为缸口法兰支撑,用锁紧螺母将其固定在上梁的安装孔内,缸底上部有充液阀。
3、回程缸本机回程缸二个,为柱塞式油缸,油缸柱塞通过回程梁和与之相连接的拉杆、法兰与滑块连接,油缸缸体通过法兰和上梁连接,4、移动工作台移动工作台为换模具用移动小车,移动工作台为ZG270-500板,台体承受模具重量及工作载荷,并将载荷传递到机身工作台上。
移动工作台的前后移动由二只水平缸推动,移动工作台缸为二柱塞缸,缸体固定在支架上,油缸柱塞通过法兰与移动工作台连主缸、回程缸、侧缸控制阀主缸控制阀主泵辅助泵充液阀及三级卸压控制电控系统3150液压原理图3150吨压机概述液压系统由油缸、阀、管路、油箱、充液装置等组成,借助于电气系统的控制驱动油缸,带动滑块运动,完成各种工艺动作。
(一)、本机有下列动作方式可供选择:1、调整动作:推动相应手柄就有相应动作,抬手各动作解除。
2、手动动作:推动相应手柄就有相应动作,抬手动作继续进行到底,但不发讯进行下一动作。
3、半自动动作:推动下行手柄,可完成一个动作循环。
(二)、工作循环:1、定程控制:工作行程的终点由操作手柄或行程开关控制,此时应将电接点压力表BP2、BP3的压力值调整至25MPa。
2、定压压制:工作行程的终点由电接点压力表BP2、BP3控制,当主缸压力达至设定值时,电接点压力表发讯。
此时应将行程终点的行程开关碰块上移,使之无法发出定程控制信号。
(三)、液压系统组成:液压系统由油泵电机组、二通插装阀、充液阀、油缸、冷却器以及液位计,管路组成,参见液压原理图,下面对构成液压系统的主要部件分别介绍:1、油泵电机组:组成本液压系统的油泵电机组共有十九套,十六套主油泵电机组,一套辅助油泵电机组,二套强制冷却机组组成。
液压机是如何设计制造的?液压系统工作原理详解

液压机是如何设计制造的?液压系统工作原理详解——科迈柯液压液压系统为什么能够驱动液压机?从后院的劈木机到建筑工地上的大型机器,液压设备有着性能卓越、使用便捷的特点。
在任何一个建筑工地,都可以看到液压驱动的设备,比如推土机、反铲挖土机、挖土机、装载机、铲车和起重机。
在修车场,你可以看到当液压设备把汽车吊起后,工人就可以在车下作业了。
许多自动扶梯也是液压驱动的,甚至你车上的刹车系统也是液压驱动的!液压系统的基本原理非常简单:通过不可压缩的液体,将作用于一点的力传递到另点。
通常使用某种油来作为液体介质。
在这一过程中,力通常会增大。
物理原理假设在两个充满油的、用一根输油管连接起来的汽缸里放入两个适合的活塞,如果将其中一个活塞向下压,压力通过输油管中的油就会传到第二个活塞。
由于油的不可压缩性,压力传导效率很高,几乎所有的作用力都被传导到第二个活塞上。
连接两个汽缸的管道可以是任何长度、任何形状,只要它可以穿过两个活塞中间的所有装置就行。
管道可以分叉,这样如有必要,主汽缸可以比辅汽缸有更大的驱动力。
液压机工作原理示意图液压系统设计的精妙之处在于,对系统进行增压(或减压)的过程非常简单。
你只需改变一个活塞头和一个汽缸的尺寸就可以了。
液体介质在系统中每个点上的压力都相同。
施加在较大活塞上的压力作用面积较大,活塞受到的向上的推动力也较大。
液压系统为了弄清楚促进作用力增大的因素,让我们先来看看活塞的尺寸。
假设第一个活塞直径2厘米,第二个活塞直径为6厘米。
活塞的面积为πr2,则第一个活塞的面积为3.14平方厘米,第二个活塞的面积为28.26平方厘米。
第二个活塞的面积是第一个活塞面积的9倍。
气缸示意图这就是说,作用于第一个活塞上的力会在第二个活塞上增大9倍。
因此,如果对第一个活塞施加100牛向下的作用力,第二个活塞就会受到900牛向上的作用力。
同理,如果想把第二个活塞提高1厘米,就要把第一个活塞向下压9厘米。
更先进的系统重型液压机是根据相同的原理工作的,不过它们大多使用液压泵而非简单的主汽缸活塞来驱动活塞。
液压原理图

第一章绪论第一节液压传动发展概况自18世纪末英国制成世界上第一台水压机算起,液压传动技术已有二三百年的历史。
直到20世纪30年代它才较普遍地用于起重机、机床及工程机械。
在第二次世界大战期间,由于战争需要,出现了由响应迅速、精度高的液压控制机构所装备的各种军事武器。
第二次世界大战结束后,战后液压技术迅速转向民用工业,液压技术不断应用于各种自动机及自动生产线。
本世纪60年代以后,液压技术随着原子能、空间技术、计算机技术的发展而迅速发展。
因此,液压传动真正的发展也只是近三四十年的事。
当前液压技术正向迅速、高压、大功率、高效、低噪声、经久耐用、高度集成化的方向发展。
同时,新型液压元件和液压系统的计算机辅助设计(CAD)、计算机辅助测试(CAT)、计算机直接控制(CDC)、机电一体化技术、可靠性技术等方面也是当前液压传动及控制技术发展和研究的方向。
我国的液压技术最初应用于机床和锻压设备上,后来又用于拖拉机和工程机械。
现在,我国的液压元件随着从国外引进一些液压元件、生产技术以及进行自行设计,现已形成了系列,并在各种机械设备上得到了广泛的使用。
机械的传动方式一切机械都有其相应的传动机构借助于它达到对动力的传递和控制的目的。
机械传动——通过齿轮、齿条、蜗轮、蜗杆等机件直接把动力传送到执行机构的传递方式。
电气传动——利用电力设备,通过调节电参数来传递或控制动力的传动方式液压传动——利用液体静压力传递动力液体传动液力传动——利用液体静流动动能传递动力流体传动气压传动气体传动气力传动第二节液压传动的工作原理及其组成一、液压传动的工作原理液压传动的工作原理,可以用一个液压千斤顶的工作原理来说明。
图1-1液压千斤顶工作原理图1—杠杆手柄2—小油缸3—小活塞4,7—单向阀5—吸油管6,10—8—大活塞9—大油缸11—截止阀12—油箱图1-1是液压千斤顶的工作原理图。
大油缸9和大活塞8组成举升液压缸。
杠杆手柄1、小油缸2、小活塞3、单向阀4和7组成手动液压泵。
液压系统基本原理
液压系统基本原理图机床。
它能完成钻、扩、铰、镗、铣、攻丝等工序和工作台转位、定位、夹紧、输送等辅助动作,可用来组成自动线。
这里只介绍组合机床动力滑台液压系统。
动力滑台上常安装着各种旋转着的刀具,其液压系统的功能是使这些刀具作轴向进给运动,并完成一定的动作循环。
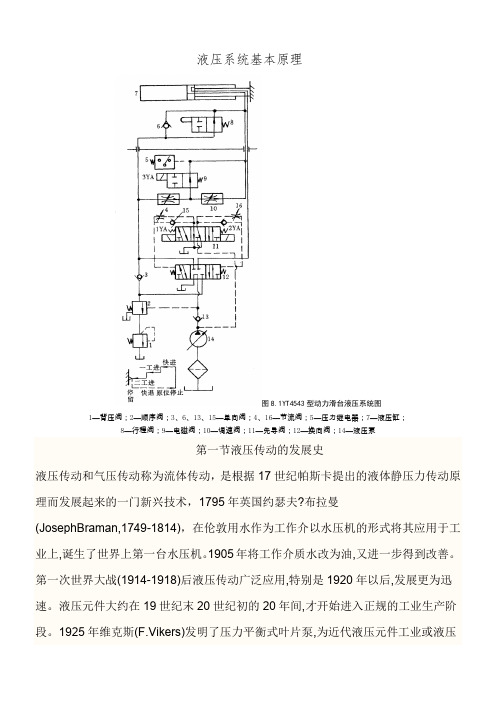
图8.1和表8.1分别表示YT4543型组合机床动力滑台液压系统原理图和动作循环表。
这个系统用限压式变量叶片泵供油,用电液换向阀换向,用行程阀实现快进和工进速度的切换,用电磁阀实现两种工进速度的切换,用调速阀使进给速度稳定。
在机械和电气的配合下,能够实现“快进→一工进→二工进→死挡铁停留→快退→原位停止”的半自动循环。
其工作情况如下所述。
1.快进按下起动按钮,电磁铁1YA通电吸合,控制油路由泵14经电磁先导阀11左位、→单向无杆腔的油路切断。
此时阀9的电磁铁3YA处于断电状态,调速阀4接入系统进油路,系统压力升高。
压力的升高,一方面使液控顺序阀2打开,另一方面使限压式变量泵的流量减小,直到与经过调速阀4后的流量相同为止。
这时进入液压缸无杆腔的流量由调速阀4的开口大小决定。
液压缸有杆腔的油液则通过液动阀12后经液控顺序阀2和背压阀1回油箱(两侧的压力差使单向阀3关闭)。
液压缸以第一种工进速度向左运动。
3.二工进当滑台以一工进速度行进到一定位置时,挡块压下行程开关,使电磁铁3YA通电,经阀9的通路被切断。
此时油液需经调速阀4与10才能进入液压缸无杆腔。
由于阀10的开口比阀4小,滑台的速度减小,速度大小由调速阀10的开口决定。
3.3.泵146→阀123.原位停止当滑台快退到原位时,挡块压下原位行程开关,使电磁铁1YA、2YA和3YA都断电,阀11和阀12处于中位,滑台停止运动,泵14通过阀12的中位卸荷(这时系统处于压力卸荷状态)。
YT4543型组合机床动力滑台液压系统包括以下一些基本回路:由限压式变量叶片泵和进油路调速阀组成的容积节流调速回路,差动连接快速运动回路,电液换向阀的换向回路,由行程阀、电磁阀和液控顺序阀等联合控制的速度切换回路以及中位为M型机能的电液换向阀的卸荷回路等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一种大型油压机液压原理
图及说明
Last revision on 21 December 2020
一种大型油压机液压原理图及说明
-仅供学习参考
泵阀元件的作用:
1、泵:
本机选用63YCY14-1BF(压力补偿变量)轴向柱塞泵。
其工作原理如下:
从油泵的出口排出的高压油经泵阀通道(b)、(C)进入变量壳体(302)的下腔(d),并由此经通道(e)分别进入通道(f)和(h),当弹簧的推力大于通道(f)进入伺服活塞(312)下端所产生的推力时,
则高压油经(h)进入上腔(g)推动变量活塞(301)向下移动,从而使变量头倾斜角变大,泵的流量增加。
当伺服活塞下端的推力大于弹簧推力时,则伺服活塞向上移动,关闭了通道(h),并使(g)腔的油流经过通道(i)而卸压,故变量活塞向上移动,流量相应减少。
现将本油泵的变量特性的调节方法简述如下:如图所示为流量与压力变化的特性曲线,可根据工艺需要调节。
阴影线部分为泵的特性调节范围。
将盖(308)拧下,顺时针转动弹簧(305),使流量变化的起始点(A)向右移动,反之则向左移动。
AB 的斜率由外弹簧(307)的刚度物性所决定,BC 的斜率由外弹簧(307)和内弹簧(306)的合成刚度决定,CH 的长短则由调节螺杆(300)的位置(限制倾斜角α)确定。
例如:为使流量压力特性按G'F'E'D'规律变化,首先将调节
螺杆(300)拧至上端位置,然后调节弹簧套(305)同时观察压力表,使指示刻度盘的指针开始转动时,压力表所指示的压力与G'点所要求的压力相符合时停止,再调节调节螺杆至E'点所要求的流量值,D'点的流量值可以从刻度盘(301)上读出,刻度盘共分10 格,每一格表示泵公称流量的10%。
2、充液阀
充液阀安装在主油缸顶部,浸没在充液箱油液中,当滑块靠
自重快速下行时,主缸内部形成负压,将充液阀打开,使充液箱内油液大量流入缸内。
当滑块回程或当压机完成压制和保压动作后,滑块回程时,
控制油路被接通,推动控制活塞向下运动,首先顶开小阀芯,紧接着又顶开充液阀主阀芯,使主缸上腔油液排回充液箱。
3、1Ya 远程调压阀:
主要作远程控制溢流阀之用。
其进油口和溢流阀遥控口连接,
当系统压力小于调定压力时,阀关闭。
当系统压力大于调定压力时,则锥阀芯4Y-07 开启,压力油流回油箱,使溢流阀开启溢流。
4、电磁换向阀:
通过电气控制,变油流方向,以实现滑块快降、慢降、泄压、
回程等各种转换。
5、空气滤清器
其作用是当油箱中液面变化时,通过滤清器吸入排出空气,
防止尘埃进入油箱,使工作油液免受污染。
6、滤油器:
该滤油器安装在泵出口至锥阀集成装置的进油管路上,除具
有滤油功能外,还兼有消振功能。
其上部安装有压差发讯装置,在其工作过程中,滤芯逐渐被杂质堵塞,产生进出口压力差,当压差达到时,自动接通电源,操纵箱上红色指示灯亮,需更换新的滤芯方可继续工作。
7、锥阀集成装置:
锥阀是一种新型的液压控制元件,具有结构简单、制造简易、
通油能力大、工作可靠、寿命长等特点,在液压机上已得到广泛应用。
a、基本结构和工作原理:
锥阀式液压阀由锥阀元件和相应的先导控制装置两部分组
成。
作为主要的锥阀元件基本结构如下图所示,它有两个工作口A、B和一个控制口C,通过控制口C,使阀芯上部油腔加压或卸压,实现锥阀的开启与关闭,亦即控制了油路的通与断。
这种锥阀元件只能控制油路的通与断,在系统中大量用于方向控制,称为锥阀式方向阀元件。
如果对以上阀的结构稍加改变,在阀芯底部钻一阻尼孔,如
右图所示,其工作原理就发生了变化。
当控制口关闭时,C腔压力与A腔压力相等,由于阀芯上下承压面积不等,造成向下推力,加上弹簧力使锥阀元件紧紧关闭,切断了油路;当控制口开启与
油箱接通时,C腔压力很快降到接近于零,在A腔油压作用下,将锥阀很快顶开,A腔于B腔相通,这种锥阀元件的控制,不需要外部控制油,而是由内部油自身控制,所以称为内控式。
这种带阻尼孔的锥阀在系统中不仅能控制油路的通与断,而且还能控制系统的压力,所以又称为锥阀式压力阀元件。
1、插装阀集成装置:
本机液压系统采用了新型的插装阀集成装置。
该装置由四块
基本回路块组成。
2、液压系统动作说明(参见液压原理图和功能原理图):
⑴、滑块快速下降:(以半自动为例):
起动电机,泵来油经锥阀2 流回油箱,泵卸荷,将转换开关
转至半自动(即单循环--双手动),按下双手动按钮,电磁铁3Y1a 通电,锥阀2 关闭。
3Y3 通电锥阀1 开启,油泵供油经锥阀1和单向阀进入主缸上腔,且3Y2 通电锥阀4 开启,主缸下腔经锥阀4 流回油箱,滑块靠自重快速下行,使上腔负压顶开充液阀,使主缸上腔充液。
⑵、滑块慢速加压:
当滑块接触到限位开关3S104 时,3Y2b 失电,3Y1a、3Y2a、3Y3 通电,锥阀4 在低压先导调压阀C 的作用下,使主缸下腔产生背压,同时充液阀关闭,靠泵来油推动滑块慢速下行。
⑶、保压:
当主缸上腔压力达到压力继电器3S201 的调定工作压力值时,3S201 发讯(若是定程成形,则由3S105 发讯),除3Y2a 继续通电外,其余电磁铁全部失电,主缸上腔通过单向阀闭锁,进入保压状态,时间继电器KT3 开始保压延时,其延时时间范围可调。
⑷、卸压:保压延时时间到,时间继电器KT3 发讯,电磁铁
3Y2a、3Y5 通电,通过可调阻尼使主缸上腔卸压。
⑸、滑块回程:(以半自动为例):
当主缸上腔卸到3S202 时,3S202 发讯,电磁铁3Y1b、3Y2a、3Y4、3Y5 通电,同时时间继电器KT4 开始延时计时(0~1 秒),延时时间到KT4 发讯,3Y2a 失电,滑块便开始回程。
主缸上腔的油液经充液阀流回油箱,滑块碰到上限开关3S103 时,电磁铁全部失电,锥阀2 开启,泵卸荷,滑块停止于上端位置。
⑹、顶出缸顶出:
按压“顶出器顶出”按钮,电磁铁3Y1b 通电,锥阀2 关闭,
锥阀6、7 开启,5、8 关闭,泵来油经锥阀7 进顶出缸下腔,其上腔排油经锥阀6 回油箱,顶出活塞向上顶出。
⑺、顶出缸退回:
按压“顶出缸退回”按钮,3Y1b、4Y1a 通电,锥阀2、6、7 关闭,锥阀5、8 开启,泵来油经锥阀5 流进顶出缸上腔,下腔排油经锥阀8 回油箱,顶出活塞退回。
3、液压系统的调整:
⑴、锥阀2 的先导调压阀的调整:
3Y1a 通电,溢流阀a 调至,调定后将锁紧螺母拧紧,
工作中一般不必再调整。
3Y1b 通电,溢流阀a 调至25Mpa,所调压力均从压力表上读出。
⑵、锥阀4 的先导调压阀的调整:
溢流阀d 调整压力为25Mpa,调定后将锁紧螺母拧紧,工作中一般不必再调整。
3Y2a 通电,调压阀C 调至2~3Mpa,调定后拧紧锁紧螺母。
⑶、其它溢流阀的调整:
溢流阀f 应至25Mpa,溢流阀e 的调定值一般≤20Mpa,液压控制柜上,远程调压阀g 和h 的调定值随压制零件所需的不同压力值而变更,其数值在压力表上读出,最大工作压力值为
25Mpa。
⑷、压力继电器3S201 应调至25Mpa。
压力继电器3S202 应调至5Mp__。